

精密射出成形金型は、複雑で高価値のプラスチック部品を大量生産するための主力です。たとえば、設計したマイクロ流体チップは、0.01 mm の寸法偏差により流体経路の障害を引き起こす可能性があります。
あるいは、精密コネクタの薄肉構造は、射出成形後にバッチで反りを生じる可能性があります。このようなシナリオは、数十万ドル相当の金型投資と数週間の納期が無駄になることを示しています。
構造的に複雑な薄肉部品に関しては、従来の射出成形公差では機能要件を満たすことができません。高価値プロジェクトの失敗のほとんどは、ミクロンレベルの精度で過小評価されることから始まります。
必要なのは金型サプライヤーだけではなく、精密射出金型サービスを利用して設計図面を量産グレードのカスタム プラスチック部品に変えることができるパートナーです。プロフェッショナルな射出成形ツールは、これらすべての変革の基礎となります。
概要
| 中核問題 | 主な答え |
| ミクロンレベルの精度 | ±0.005mmの公差を達成することで、マイクロ流体コンポーネントなどの複雑な部品の機能的完全性が保証されます。 |
| 価格の解釈 | フルサイズ検査レポートの約束、金型修理条項、金型鋼証明書を通じてサプライヤーの強みを評価します。 |
| コストの内訳 | 高精度装置 (ワイヤー EDM など) と超精密手研削は、射出成形金型のコストに影響を与える主な要因です。 |
| 最適化された価格設定 | DFM レポートを通じて収縮と反りを予測することで、ゲート位置を最適化し、より正確なプラスチック射出成形の見積もりを取得できます。 |
| 品質保証 | 高品質金型鋼(ASSAB S136など)の使用とインサート構造の採用により、ハイサイクルでの寸法安定性を確保精密成形品。 |
重要なポイント:
- 精度がパフォーマンスを決定します:
一貫した微小精度レベル (0.005mm) は、薄肉コンポーネントやマイクロ流体コンポーネントを含む、複雑なオーダーメイドのプラスチック部品の性能の物理的な証明を表します。
- 価格には秘密が含まれています:
プラスチック射出成形の正確な見積もりを取得するには、見積もりに金型鋼グレード、FAI へのコミットメント、および金型修理条項が含まれている必要があります。
- プロセスが主な理由です:
精密射出成形金型の価格は、ワイヤー放電加工、ミラー放電加工、手研削の期間に比例します。
- デザインと価格は関連しています:
効果的な DFM は、射出成形金型のコストを管理するだけでなく、金型修理の繰り返しを避けるためにも不可欠です。
- 素材によって使用期間が定義されます。
金型鋼グレード (例: ASSAB S136) は、 100,000 サイクルを超える製造オーダーの量産を通じて金型が精度を維持できる能力を設定するものです。
JS Precision の精密射出成形サービスを信頼できる理由
高価値プロジェクトを成功させる主な要因の 1 つは、信頼できる射出成形金型製造会社を慎重に選択することです。
JS Precision 射出成形金型サービスは、顧客の利益を重視するだけでなく、コア技術とハイエンド機器を使用して精密製品を製造します。私たちは専門化し、経験を積み、クライアントに対して透明性を高めることで、業界の障壁を取り除き、お客様のプロジェクトを正確に保証します。
精密射出成形金型や鏡面放電加工機、超精密研削盤などの分野での15年の経験により、ミクロンレベルの成形問題も問題なく解決します。
医療エレクトロニクス自動車などのさまざまな業界で、500 社を超える当社のクライアント (30 社以上の多国籍企業を含む) が、コアコンポーネントプロジェクトに当社の技術と機器を効果的に使用しています。すべての射出成形金型プロセスは、一連の厳格な精度管理の対象となります。
ISO 9001:2015 品質マネジメントシステム当社のサービスを完全に管理します。
さらに、ワイヤ放電加工機の加工精度 (精度 0.002mm) と表面仕上げ (Ra0.1m) のミラー放電加工装置は、精度と安定性によりカスタム プラスチック部品の頑丈な基盤を構築するのに適しており、同時にすべてのプロセスが国際規格に準拠していることを保証します。
例えば、医療会社のマイクロ流体チッププロジェクトは、サプライヤーがハイエンドの加工装置を持たなかったために金型の精度が不足したため、3週間にわたって停止したままでした。
カスタマイズされた射出成形ツール、ワイヤー EDM および超精密表面研削技術によって、製品公差が 0.005 mm に制御され、大量生産の迅速な再開が可能になっただけでなく、ほぼ 10 万ドルの損失も節約できました。
JS Precision を選択すると、完全に明確なサービス、追跡機能を備えた品質保証、専任エンジニアによる一元的な技術サポートが提供されることを意味します。
さらに、主要な加工設備と技術により、金型投資のリスクを完全に回避できるため、精密射出成形金型は、設計を実現し、生産コストを削減し、高精度で量産ニーズを満たすための信頼できる柱となります。
精密射出成形金型製造の実践的な経験をすぐに得るには、業界のホワイト ペーパーを無料でダウンロードして、信頼できるサプライヤーを選択し、カスタマイズされたプラスチック部品の大量生産のリスクを回避するのに役立ちます。
精密射出成形金型にミクロン公差が不可欠なのはなぜですか?
ミクロンレベルの公差(たとえば、0.005mm)は、組み立て後の複雑な薄壁部品やマイクロ流体コンポーネントの完全な性能と信頼性の高いシールのために不可欠です。この公差を実現するには、高精度の射出成形金型が不可欠です。
ミクロンレベルの精度を無視すると、通常、高額なプロジェクトへの初期投資が無駄になります。
従来の許容範囲の限界
肉厚 0.2 mm の医療用カテーテル コネクタに従来の射出成形公差 (0.05 mm) を使用すると、最終的に組み立ての干渉や流体漏れのリスクが生じ、カスタム プラスチック部品の破損につながり、精密用途の要件を満たすことができなくなります。
簡単に言うと、細い糸に太い針を通そうとするようなもので、位置がずれて接続が緩んだり、漏れが発生する可能性が非常に高くなります。
好例: マイクロ流体チップチャネル
マイクロ流体チップ上のマイクロチャネルの幅はわずか0.1mmです。偏差が0.005mmを超えると、流体抵抗が変化し、生化学分析結果の誤差につながります。この許容差は、次の要件も満たすのに十分です。 ASTM D4101-20マイクロ流体コンポーネント用。
ミクロンレベルの公差は、過酷な環境で作業するときにカスタムプラスチック部品を基準値に保つだけでなく、プロジェクトのリスクを最小限に抑えるだけでなく、市場での競争力も高めるため、追加の要件ではありません。
精密射出成形のニーズがありますか?無料のカスタマイズされた DFM レポートを受け取り、精密成形のリスクを予測し、設計を最適化するには、当社のエンジニアにお問い合わせください。
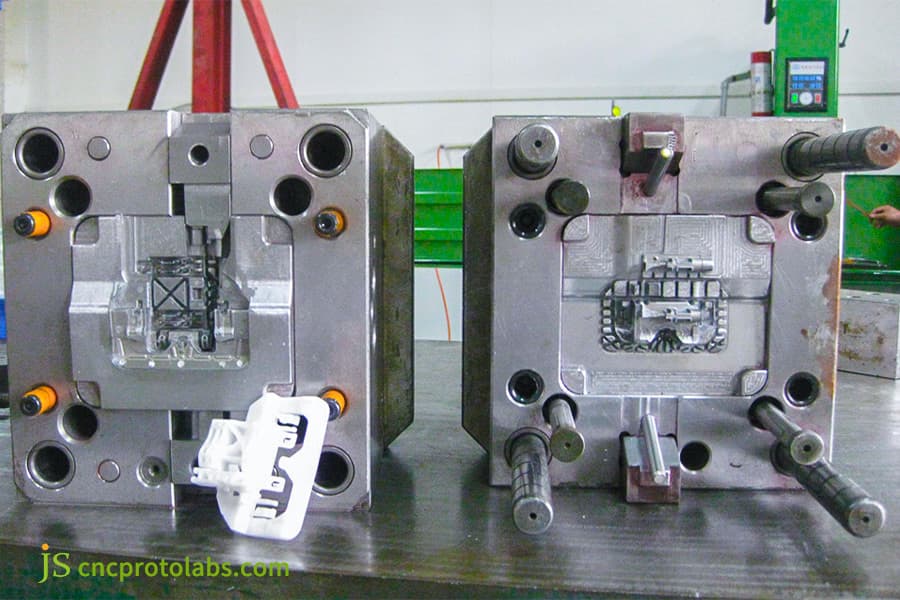
図 1: キャビティとエジェクター ピンを備えた 2 つの複雑な金属射出成形金型が、完成した白いプラスチック部品と並んで作業台に置かれ、ツールとその出力を示しています。
複雑な部品のプラスチック射出成形の見積を解読するには?
プラスチック射出成形の見積もりを評価する際、価格だけに注目すると、射出成形金型のコストと品質保証が妥当かどうかを理解するのに主に役立つ非常に重要な情報を見逃す可能性があります。
専門家からの信頼できる見積もりには、実物大検査の約束、試作および最初のピースの製造コスト、金型の修理基準が明確に記載されている必要があります。
相場に隠されたテクニカル指標
見積もりを確認するときは、後で追加費用が発生しないよう、次の 3 つの点に注意してください。
- モールドフロー解析レポートは含まれていますか?これは成形リスクを評価するための重要な証拠であり、収縮、反り、その他の種類の問題の発生を防ぐことができます。
- 金型鋼の材質と産地(ASSAB S136 など)は指定されていますか?これは、金型の寿命と精密成形品の一貫性の基本です。
- フルサイズの検査報告書 (FAI) は提供されますか?これは、製品の寸法準拠を裏付ける主要な証拠です。
FAI、トライアルショット、金型修正コストの解読
信頼できる見積書には実物大の検査報告書が付属しており、試作成形(2~4時間のサービスを含む800~1500米ドル)と初回生産(複雑さに応じて500~1000米ドル)を明確に区別します。
また、金型の修理責任、設計上の問題の無料調整、労働時間に応じた製品変更の料金についても規定しています。
JS Precision の透明性のある引用の約束
私たちのクリアを取得したらプラスチック射出成形のお見積りまた、金型鋼の証明書、自由に使える金型流動解析レポートの概要、明確に定義された金型修理責任の制限も入手できるため、投資のあらゆる段階が透明性があり、管理可能になり、予期せぬコストがかからなくなります。
| 見積内容には以下が含まれます | コスト範囲 (USD) | サービスの説明 | 必須 | お客様のメリット |
| モールドフロー解析レポート | 300-800 | 成形リスクを予測し、ゲート位置を最適化します。 | はい | 後の金型修理を回避し、コストを削減します。 |
| 金型トライアルサービス | 800-1500 | 2~4時間の金型トライアル、トライアルサンプルの提供。 | はい | 事前に金型精度を検証し、量産リスクを回避します。 |
| 全寸法検査報告書 | 500-1000 | 図面に従ってすべての寸法を検査し、詳細なデータを提供します。 | はい | 製品の寸法が適切であり、設計要件を満たしていることを確認してください。 |
| 金型鋼証明書 | 無料 | 鋼材、産地、熱処理レポートを提供します。 | はい | 金型の寿命と精度の安定性を確保します。 |
| 金型修理サービス(設計問題) | 無料 | 金型設計の不具合による調整。 | はい | 追加コストを回避し、プロジェクトを確実に進捗させます。 |
不明瞭な見積書がありますか?それを当社に送信していただければ、合理的な射出成形金型のコストを計算し、価格設定の罠を解読し、隠れた料金を回避するお手伝いを無料でさせていただきます。
微細部品の射出成形金型コストに影響を与える技術的要因は何ですか?
標準射出成形金型と精密射出成形金型の価格差は主に、ワイヤー EDM、ミラー EDM、超精密研削など、ミクロン レベルの精度が必要な特殊なハイエンド プロセスから生じます。
これらは、射出成形金型のコストを決定する主な要因です。
標準的な CNC 加工がミクロンレベルの要件を満たしていない理由
標準CNC加工精度は0.01mmしかないため、R0.05mmの内側の鋭いコーナーの加工は不可能です。精密射出成形金型で使用すると、部品のパーティング面にバリが生じ、部品が詰まり、カスタムプラスチック部品の品質が低下し、再加工コストが増加します。
簡単に言うと、刺繍針の太さを通常の定規で測ろうとすると精度が足りずバリが発生してしまうようなものです。
高精度加工装置のコストへの影響
ワイヤー放電加工は0.002mmの精度レベルに達し、ミラー放電加工はRa0.1mのキャビティ表面仕上げグレードを生成できます。ただし、この種の輸入機器の 1 台の価格は 50 万ドルから 100 万ドルの間であり、その減価償却費とメンテナンス費用は価格見積もりに直接反映されます。
パーティング ラインの研磨: 時間のかかる作業
隙間なく金型を閉じるためには、超精密切断面研削が重要な役割を果たします。
一連の複雑な高精度射出成形金型の表面研削プロセスには 40 ~ 60 時間かかり (これは総時間の約 15% ~ 20%)、研削技術者の時給 80 ~ 120 ドルはコストに直接影響します。
| 加工設備 | 精度範囲 | 設備費 (USD 10,000) | 時給コスト (USD) | 該当するシナリオ | コストへの影響の割合 |
| 通常のCNC | ±0.01mm | 10-20 | 30-50 | 一般的なプラスチック部品 | 15% |
| ワイヤー放電加工機 | ±0.002mm | 50-100 | 80-100 | 精密キャビティ、インサート | 40% |
| ミラー放電加工機 | ±0.003mm | 40-80 | 70-90 | 高精度キャビティ表面加工 | 25% |
| 超精密研削盤 | ±0.001mm | 30-60 | 80-120 | パーティングサーフェス、インサート合わせサーフェス | 20% |
一般的な DFM 問題を解決してプラスチック射出成形の見積もりを最適化するには?
プラスチック射出成形の見積もりが高すぎる場合、コストを下げる 1 つの方法は、DFM (製造可能性を考慮した設計) の最適化を行うことです。当社の DFM レポートは、金型を作成する前であっても、鋭い角、不均一な肉厚などの問題に対処するのに役立ちます。
これに加えて、収縮や反りを予測して修正したり、正確で管理しやすい見積もりを取得したり、最も重要なことに、後で金型を修正するコストを節約したりすることもできます。
公差不良の回避: 鋭利なコーナーを均等な肉厚になるように持ち上げます
鋭利なコーナーは応力が最も集中する場所であり、その結果、カスタム プラスチック パーツに亀裂が生じ始めます。壁の厚さが不均一であると収縮マークが発生する可能性があり、どちらも金型の修理コストが増加するだけでなく、納期の遅延にもつながります。
当社の DFM レポートでは、鋭角なコーナーを R0.2mm の丸いコーナーに置き換え、これらの問題を防止し、肉厚を下げるために段階的な壁厚設計を使用することを提案しています。 射出成形金型のコスト。
本質的には、薄い紙を鋭い角に折りたたむのと同じです。鋭い折り目は破損する可能性が高く、同様に、厚さが不均一な部分にはシワが発生しやすくなります。鋭利な角を丸くし、厚みを均一にすることで、部品の堅牢性を高めています。
予測エンジニアリング: 収縮と反りのシミュレーション
当社のモールドフロー解析を使用すると、さまざまな樹脂(PC+30%GF、収縮率 0.3% ~ 0.5%)の正確な反りをより確実に取得できます。カスタムプラスチック部品の寸法を規格に準拠させるため、反りが0.1mmを超える場合は、バランスの取れた充填を行うためにゲートの位置を変更します。
DFM の最適化は、プラスチック射出成形の見積もりを削減し、リードタイムを短縮し、製品の歩留まりを高め、プロジェクト全体の効率を向上させたい場合に最適なツールです。
3D 図面を提供して、無料のプロフェッショナルな DFM レポートを受け取り、カスタム樹脂金型設計を最適化し、より合理的なプラスチック射出成形の見積もりを確保します。
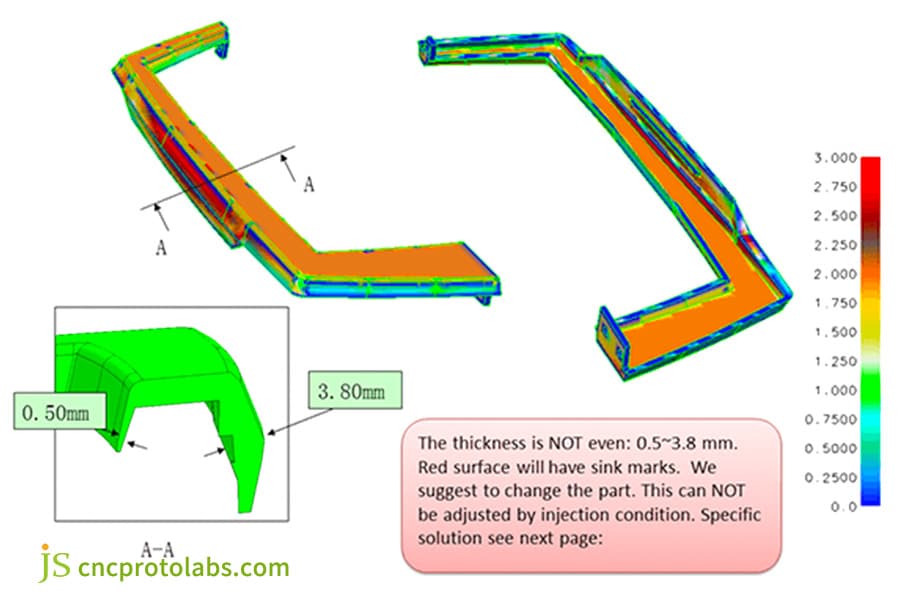
図 2: L 字型コンポーネントの 3D モデル。色分けされた断面図 (AA) は、0.50 mm ~ 3.80 mm の範囲の不均一な肉厚を強調表示し、ヒケが発生しやすい領域を特定します。
ハイサイクル精密成形において鋼グレードの選択が重要なのはなぜですか?
100,000 サイクルを超えるハイサイクル生産の場合、硬度 (HRC 52 ~ 54) と耐食性を維持するために、S136 や H13 などの高級鋼のバリエーションをお勧めします。 カスタム樹脂金型ドリフトのないミクロン単位の精度が可能なレベルで、これは製品の一貫性だけでなく、生産のコスト効率にも反映されます。
100,000 サイクル後の公差ドリフトの防止
100,000 回の射出サイクルの後は、通常の P20 鋼の使用が必要になります。キャビティ硬度の低下が見られ、これにより寸法が 0.01 ~ 0.02 mm 増加し、金型の交換が必要になり、追加コストが発生します。
S136は、真空熱処理を施すことにより、50万サイクル後の寸法変化を0.003mmに抑え、安定した量産を継続し、交換コストを低減します。
耐食用途向けの S136 と H13
ガラス繊維またはその他の腐食性成分を含む樹脂用途では、S136 は H13 よりも優れた耐腐食性を備えています。 HRC 52 でA0 グレードの鏡面仕上げを実現できるため、射出成形ツールでの脱型が容易になり、カスタム プラスチック部品の表面品質が向上し、金型寿命が長くなります。
高級金型鋼への投資はコストの上昇を引き起こしません。逆に、長期にわたるメンテナンスや交換コストを削減し、安定した精密成形品の生産をサポートし、製品の競争力を大幅に向上させます。
どの換気戦略がカスタムプラスチック部品の品質を向上させることができますか?
小さいカスタムプラスチックパーツガスの滞留による焦げや原料不足などの問題が発生しやすく、製品の品質や歩留まりに悪影響を及ぼします。
ベントスチールまたは真空補助射出成形技術を使用して、最後に閉じ込められたガスを放出することができ、これにより部品の表面品質が向上し、再加工コストが抑えられます。
微細構造ベントに多孔質鋼を使用
カスタム樹脂金型のガストラップが起こりやすい部品に PM35 ベント鋼(5 ~ 10 μm の微細孔)を導入すると、樹脂の流出を防ぎながらガスを排出できるようになり、その結果、厚さ 0.3 mm の部品を完全に充填し、製品歩留まりが 98% 以上に向上します。
薄肉部品の真空射出成形
金型を閉じた後、射出直前にキャビティを -0.1MPa まで真空引きすることで背圧が除去され、流量比 (L/T) が 200:1 を超え、壁厚が 0 未満のカスタム プラスチック超薄部品が得られます。 5mmでもガス溜まりによる表面欠陥なく成形可能。
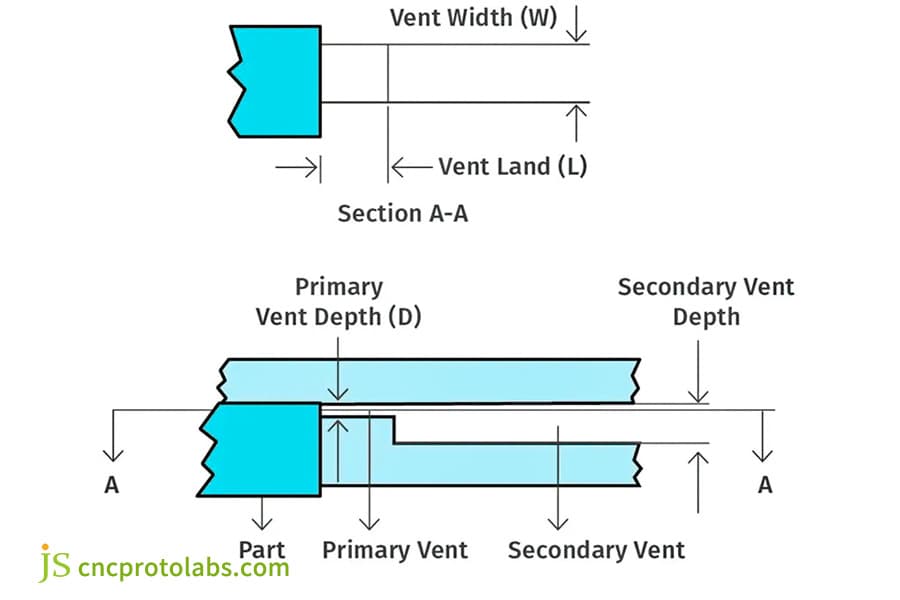
図 3: 精密射出成形金型の通気システムの技術図。一次および二次通気寸法 (幅、ランド、深さ) の詳細を断面図で示しています。
射出成形金型製造会社は、薄肉用途での精度をどのように保証できるのでしょうか?
医療用コネクタや電気コネクタなどの非常に薄いコンポーネントの場合は、専門家のインサート構造設計を使用することも考えられます。射出成形金型製造会社。
この方法は、材料の強度と弾性を組み合わせてミクロンレベルの精度を達成する高精度射出成形金型の単独研削もサポートします。
極薄金型の機械的強度と弾性のバランスをとる
肉厚が 0.4mm より薄くなると、金型キャビティの強度が著しく低下します。 HRC 54 の超強靱な粉末冶金鋼で作られたインサート レイアウトは、高圧射出成形後の変形を排除することができるため、個人用プラスチック部品の精度と射出成形ツールの耐久性を保証します。
インサート構造のフィッティングでミクロンレベルの公差を実現
当社では、各インサートを個別に手作業で研磨するインサート設計レイアウトを採用しています。たとえば、16 セルのコネクタ金型は、インサートのマッチング サイズを0.002 mm の範囲内で制御できるオリジナルの部品であり、その結果、カスタム プラスチック部品のすべてのセル サイズの均一性と量産の安定性が保証されます。
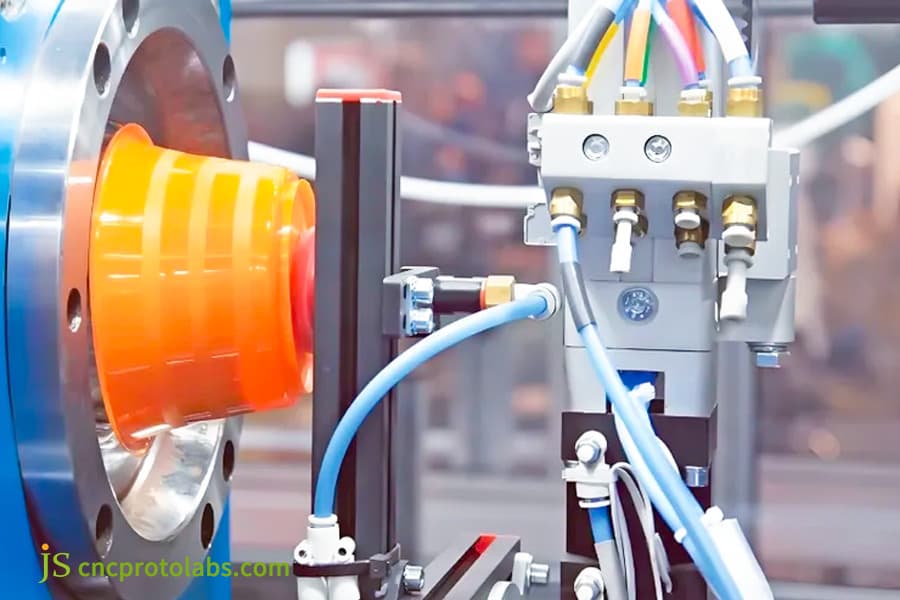
図 4: さまざまな色のホースとバルブを備えた工業用射出成形機で、滑らかなオレンジ色のプラスチック部品を製造している様子が示されています。
JS Precision のケーススタディ: マイクロスケールの精密金型が医療用コネクタ プロジェクトを支援
医療用コネクタの寸法精度は、医療機器の安全性のレベルを決定します。以下のケーススタディでは、クライアントがプロジェクトのリスクを最小限に抑え、量産の問題を解決できるよう、当社が精密射出成形サービスをどのように利用しているかを図で示します。
直面した課題:
医療クライアントのビジネス プロジェクトでは、0.5 mm ピッチの端子ソケットを 16 個備えた 16 ピン コネクタの公差 0.01 mm と95% の高い生産歩留まりが必要でした。
しかし、純正サプライヤーの金型は金型面精度が低く、バッチバリや端子穴の位置ずれが0.02mm以上発生し、歩留まりは65%にとどまっていました。プロジェクトが停止し、 1 日あたり 2000 ドルの損失が発生したため、彼らは私たちに連絡することにしました。
解決:
このクライアントのために、私たちは主な課題に取り組むだけでなく、以下の点を通じてプロジェクトの完了を早める、カスタマイズされた精密射出成形金型の最適化計画を開発しました。
1. 金型の構造と設計:
私たちは、キャビティを 16 個の個別のインサートとして設計し、それぞれを低速ワイヤ EDM で加工してインサートの寸法を同一に保つことで、根本的な位置ドリフトの問題を解決しました。これにより、後続のステップでの金型修復の困難さを大幅に軽減しました。
2. 素材/鋼のアップグレード:
金型鋼材にはASSAB S136を採用し、HRC 52まで真空熱処理を施し、内部構造の安定化と成形時の寸法変形を最小限に抑えるための深極低温処理を施しました。その結果、 金型の寿命500,000サイクル以上まで延長可能。
3. 研削作業:
平坦度は、パーティング面の超精密平面研削によって公差 0.002 mm に制御され、工具顕微鏡下で各インサートを手動で研削および補正することでクリアランスがゼロになり、バリの問題が完全に解消されました。
4.モールドフローシミュレーション:
モールドフロー解析後、ゲート位置が片側から対称分布に変更されました。これにより、メルト フローのバランスがとれただけでなく、反りも0.03 mm から 0.008 mm に減少しました。したがって、端子穴の寸法は設計要求の0.01mm内に収まりました。
最終結果:
この精密射出成形システムを使用することで、クライアントは寸法第一部品検査 (FAI) に完全に準拠した各実行の最初の部品を生産することができました。
クライアントは、重要な端子穴位置精度のCPK 値 1.33 を達成し、300,000 回の成形サイクル後も安定した品質のパフォーマンスを提供し続け、カスタム プラスチック部品の歩留まり率を一貫して 98% 以上に維持しました。
プロジェクトを予定通りに完了したことに加えて、クライアントはほぼ 100,000 ドルの損失を節約し、将来のメンテナンス費用も削減しました。
同様の精密成形の課題に直面していませんか?プロジェクト要件と図面を提出していただくと、専用の精密射出成形ソリューションをカスタマイズして、大量生産の成功を支援します。
よくある質問
Q1: 加工できる許容範囲はどのくらいですか?
標準公差 0.005 mm および限界寸法 0.003 mm に対応した当社の高精度射出成形金型を利用すると、最も複雑なカスタム プラスチック部品の製造にも役立ちます。さらに、完全な寸法検査レポートを提供して、プロセス全体の完璧性を保証できます。
Q2: 射出成形金型のコストに影響を与える最大の要因は何ですか?
射出成形ツールの製造コストを決定する主な要素は、金型鋼の種類、キャビティの数、ミクロンレベルの精度での加工時間であり、これらが金型の品質と寿命に影響します。
Q3: プラスチック射出成形の正確な見積もりを取得するにはどうすればよいですか?
完全な 3D および 2D 図面を提供する。当社の DFM レポートを利用すると、プロセスと材料を徹底的に分析した後、プラスチック射出成形の正確な価格の見積もりを得ることができます。
Q4: 全寸法検査報告書とは何ですか?
1台目の製作後、図面の測定データをもとに全寸法検査報告書を作成します。このレポートは、カスタム プラスチック部品が必要な寸法を満たしていることを確認するための主要な品質基準です。
Q5: 薄肉部品が反りやすい原因は何ですか?
薄壁部品が歪むのは、内部のさまざまな層が溶融材料で均一に充填されず、内部応力の不均衡が生じるためです。その後、材料がこれらの応力の解放を遅らせると、部品が歪んでしまいます。当社の DFM 最適化と金型流動解析によって、この問題を実際に取り除くことができます。
Q6: 金型の寿命はどのくらいですか?
射出成形金型が S136 などの高級鋼で作られ、良好に保管されていれば、精度を損なうことなく 500,000 ~ 1000,000 サイクル使用できますが、通常の鋼製金型の耐久性は通常100,000 ~ 300,000 サイクルです。
Q7: ガラス繊維強化プラスチックの加工は可能ですか?
もちろん、グラスファイバープラスチックも扱うことができます。当社の極めて耐摩耗性の高いスチールと考え抜かれたゲート レイアウトを利用して、摩耗を最小限に抑え、カスタム プラスチック部品の精度を維持できます。
Q8: 金型の設計から最初の製品の納品までの期間はどれくらいですか?
精密射出成形金型の通常の製造時間は 4 ~ 6 週間です。緊急の仕事の場合、当社の生産スケジュールは最適化されているため、デザインと最初の作品の納品は3 週間以内に完了します。
まとめ
ミクロンレベルの精度は、精密射出成形金型の最も基本的な利点です。これは、カスタム プラスチック部品が厳しい条件に対してどれだけ安定するか、プロジェクトが成功するかどうかに決定的な役割を果たすだけでなく、射出成形金型のコストや製品の競争力にも影響します。
プラスチック射出成形の明確な見積書は、射出成形金型メーカーの技術力の証明です。 JS Precision を選択すると、高精度のカスタマイズされた樹脂金型、明確なサービス、専門的な技術サポートが得られ、迷うことなくプロジェクトを進めることができます。
今すぐJS Precisionにご連絡くださいDFM 解析と金型フロー データを含む明確なプラスチック射出成形の見積もりを受け取ります。当社の技術知識は、設計の実現、生産コストの削減、市場競争力の向上を支援する次世代製品のセキュリティとなります。

免責事項
このページの内容は情報提供のみを目的としています。 JSプレシジョンサービス、情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です部品見積が必要ですこれらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
JSプレシジョンチーム
JS Precision は業界をリードする企業です、カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形、金属スタンピング、などのワンストップ製造サービスを提供します。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。選ぶJSプレシジョンこれは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.cncprotolabs.com
リソース

