

TPE オーバーモールディングは、多くの種類の工業製品で硬い材料と柔らかい材料を組み合わせるために使用される主な方法の 1 つですが、製造上のさまざまな問題が頻繁に発生します。
500 回の振動による耐久性テストでは、ドリルのゴム製ハンドルの端が剥がれ始めます。医療機器では、接着剤の老化によりグリップの小さな隙間にカビが発生します。 「感触」が「信頼性」を弱めるとき、エンジニアはどのようにして硬い接着剤と柔らかい接着剤が完全に組み合わされているかを確認するのでしょうか?
ここでは、TPE オーバーモールディングの熟練度を探求し、剥離、バリ、経費の増大といった問題を根本から取り除く方法を示します。
主要な回答の要約:
| 主な寸法 | コアテクニカル指標と推奨ソリューション |
| コアボンディングの原理 | サーマルメルトの物理的結合は、主に材料の適合性とプロセスパラメータに影響されます。 |
| 剥離力業界標準 | Excellent> 15 N/mm (ISO 813、25.4 mm 幅のサンプル、引張速度 100 mm/min)、破壊モードは凝集破壊である必要があります。 |
| 肉厚設計ガイドライン | 軟質層の厚さの推奨範囲は 0.7 mm ~ 3.8 mm で、最小厚さ 0.5 mm が限界であり、最大流量比は150:1 でなければなりません。 |
| モールドシーリング設計 | 重要な領域の干渉を 0.05 mm ~ 0.10 mm 以内に保ち、TPE の硬度に応じて変更します。 |
| コスト削減の可能性 | 従来の二次組立と比較して、全体のコストを 30% 削減できます。 |
主な結論:
- サンプルではなくデータを検証する:サプライヤーは、製品の物理的外観を使用する代わりに、証拠として 15 N/mm を超える結果を示す ISO 813 テストの 90° 剥離テスト結果を提示する必要があります。
- 統合にはコストが隠れています:の核となる価値熱可塑性オーバーモールド二次組立と接着剤のコストを削減することで、生産サイクル タイムの 27% 削減につながります。
- クリーンルーム基準を備えたサプライヤーを選択する:多色射出成形には環境上の課題があり、接着の完全性を維持するにはクリーンルーム設備と自動システムが必要です。
このガイドが信頼できる理由TPE オーバーモールディングにおける JS Precision の経験
TPE オーバーモールディング サービス プロバイダーを選択する際にクライアントが評価する主な要素には、技術的な成熟度、品質管理能力、プロジェクトの総コストが含まれます。 JS Precision は、専門知識と広範な背景を通じて、これら 3 つの問題に対する完全なソリューションを提供します。
当社は長年にわたって TPE オーバーモールディング分野に深く関与しており、電動工具、医療機器、家庭用電化製品を含む複数の業界をカバーする世界中の何千もの企業にカスタマイズされたオーバーモールディング サービスを提供しています。
当社は、オーバーモールディングの剥離やバリの形成の問題、接着力の弱さの問題など、 100 を超える業界の課題に対処してきました。
当社の ISO クラス 7 クリーンルームには、完全な高精度金型温度制御システムとサーボ射出装置が備えられており、射出温度と圧力制御を通じて重要な製造パラメーターを管理できるため、すべての製造プロセスを通じて製品の接着を確実に行うことができます。
当社は以下の事項を厳守します。 ISO 813規格、剥離強度を試験する手順を定義しています。すべての製品は、破壊モードとして凝集破壊を伴う 15 N/mm 以上の剥離強度を達成し、国際的な業界要件に完全に準拠し、MIL 軍事技術仕様の中核品質基準を遵守しています。
この自動車部品メーカーは、TPR ボタン コンポーネントのバリと剥離の問題を経験しました。この問題は、複数の熱可塑性エラストマーのオーバーモールド メーカーをテストした後も解決しませんでした。
JS Precision チームは、プロセスを通じて金型シール設計を改善し、シール面で 0.07 mm の正確な制御を達成することができました。
私たちのチームはバリの問題を解決するために真空脱ガス技術を導入しました。その結果、剥離強度が 8 N/mm から 20 N/mm に増加し、クライアントの年間コストが 80,000 ドル以上削減されました。
私たちは常にデータを信頼しており、単なる直感に基づいて品質について意見を形成しようとはしません。クライアントの信頼は主に、各プロジェクトが包括的なテスト レポートと DFM 分析を提供することを専門家が知っていることによって確立されます。
シンプルなハンドルのオーバーモールド成形であっても、複雑な医療機器コンポーネントの成形であっても、当社はお客様のニーズに迅速かつ効果的にお応えします。
当社の成功事例を詳しく知り、TPE オーバーモールディング能力を検証したいですか? JS Precision のエンジニアに連絡して、関連業界の事例集を無料で受け取り、当社の技術的優位性を直接体験してください。
TPE オーバーモールディングとは一体何ですか?また、なぜこれほど強力な結合を生み出すのでしょうか?
エンジニアの間でよくある誤解の 1 つは、TPE オーバーモールドは接着に依存しているのに、実際には接着に依存していないということです。オーバーモールディングは、硬い熱可塑性プラスチック表面上に柔らかいエラストマーを射出成形する技術です。
接着結合の強度は、化学接着剤によるものではなく、高温で結合する分子鎖によってもたらされます。これが、従来の二次アセンブリよりもはるかに信頼性が高い理由です。
結合の科学: 界面での熱融合
TPE オーバーモールディング接着の本質は、材料の適合性とプロセス パラメーターの正確な一致に基づいた熱融着による物理接着です。
高温の溶融 TPE (190 ~ 230℃) が硬い基板に接触すると、分子鎖が基板表面に浸透し、冷却すると機械的な結合が形成されます。接着剤による接着よりも強度が高く、接着剤の劣化の心配がなく、 ISO 14067:2018規格。
主要な設計ルール: 壁の厚さと流量比
TPE オーバーモールディングの品質は設計ステップに大きく依存しており、主な要因のうちの 2 つは肉厚と流量比です。以下に、充填不足によるはんだ付け不良を回避するために、さまざまな場合に推奨される肉厚と流量比のパラメータを示します。
| アプリケーションシナリオ | 推奨肉厚(mm) | 最大肉厚 (mm) | 最大流量比 | 適用TPEタイプ |
| 電動工具ハンドル | 1.0~3.0 | 0.5 | 120:1 | SEBSベースのTPE |
| 医療機器用グリップ | 0.8~2.5 | 0.6 | 100:1 | TPU |
| 家庭用電化製品のハウジング | 0.7~1.5 | 0.5 | 150:1 | 変性TPE |
| 自動車用ボタン | 0.9~2.0 | 0.5 | 130:1 | TPR |
熱可塑性オーバーモールディング vs.従来の組み立て: 総コストを下げるのはどれですか?
コスト管理は、調達およびプロジェクト マネージャーにとって重要な要素です。熱可塑性オーバーモールディングは、手作業による組み立てと接着剤のコストを完全に排除することで、総コストを 30% 以上削減できます。これは、従来の二次組立プロセスの利点を大幅に上回る一種のコスト削減です。
コスト比較:接着剤除去と手作業
通常、ゴムアセンブリ + 接着剤の作業では、接着剤と人件費を合わせて 1 台あたり約 0.5 ドルから 2.0 ドルかかります。また、この方法はあまり効果的ではなく、接着剤が不均一に塗布されます。
しかし、熱可塑性オーバーモールディングの採用により、これらの費用が完全に不要になり、射出成形サイクルがわずか 5 ~ 10 秒に短縮されるため、生産効率が劇的に向上します。
| プロセスの種類 | 接着剤単価 (USD) | 単位労働コスト (USD) | 単位合計コスト (USD) | 生産サイクル | 年間生産能力(10,000台) |
| 従来の二次アセンブリ | 0.3~1.2 | 0.2~0.8 | 0.5~2.0 | 15~25秒/ユニット | 80-120 |
| 熱可塑性オーバーモールド | 0 | 0 | 0.35~1.4 | 5~10秒/台 | 200-300 |
品質コスト: スクラップと保証の削減
直接的なコストとは別に、別の隠れたコスト削減の形も非常に大きくなります。接着剤の経年劣化や塗布のばらつきによって生じる欠陥は、総コストの約 3 ~ 5% を占めます。熱可塑性オーバーモールディングという単一の成形方法により、その可能性が事実上排除され、スクラップ率とアフターコストが削減されます。
製品に熱可塑性オーバーモールディングを使用することでどれくらいコストを節約できるか知りたいですか? JS Precision にお問い合わせいただき、製品パラメータを提供していただければ、コスト削減ソリューションを無料で計算し、コスト上の優位性を確保します。オーバーモールディングサービス。
熱可塑性エラストマーのオーバーモールディングメーカーは剥離の問題をどのように解決しているのでしょうか?
コーティング層の剥離はエンジニアにとって最大の問題点であり、多くの熱可塑性エラストマー オーバーモールド メーカーにとっては課題です。この問題を解決する鍵は、材料の適合性、プロセスパラメータ、金型設計の正確な制御にあり、これらすべてが不可欠です。
材料の選択: 化学物質がうまく連携することを確認する
一般に、材料の極性を一致させることが最も重要です。 PP ベースの基材には SEBS ベースの TPE が必要ですが、ABS/PC には TPU または特別に改良された TPE が必要です。極性が一致しない場合、剥離強度は 2 N/mm 未満となり、用途の要件を満たせなくなります。
プロセスの最適化: 124% の接着向上率
プロセスパラメータを調整すると、接着強度に量的および質的に大きな変化をもたらす可能性があります。これを行う 1 つの方法は、金型の温度を基板の熱変形温度に近いレベル(たとえば、PC 基板の場合は 80 ~ 100℃) まで上げることです。これにより、接着強度が 2 倍の 124% になることもあります。
機械的インターロック: 冗長性を考慮した設計
薄壁 (<0.7mm) または応力が高い領域では、0.3 ~ 0.5mm のアンダーカットまたはスルーホールを設計して接着剤の冗長性として使用でき、TPE オーバーモールディングの信頼性が向上します。さまざまな基材と TPE/TPU 材料との適合性が、TPE オーバーモールディングの剥離強度を大きく左右します。
以下は、さまざまな基板とそれに対応する材料の測定データの比較であり、材料選択の直接の参考として使用できます。
| 基板の種類 | 適合する材質の種類 | 測定された剥離強度 (N/mm) | 該当するシナリオ | 材質硬度(ショアA) | 成形温度(℃) |
| PP(ポリプロピレン) | SEBSベースのTPE | 16.8~22.3 | 家庭用工具のハンドル | 50-70 | 190-210 |
| ABS(アクリロニトリル) | 変性TPE/TPU | 18.5-24.1 | 家電製品の筐体 | 60-80 | 200-220 |
| PC(ポリカーボネート) | TPU | 20.3~25.7 | 医療機器グリップ | 70-90 | 210-230 |
| PC/ABS合金 | 特別に改質されたTPE | 19.2~23.8 | 電動工具ハンドル | 65-85 | 205-225 |
| PA(ナイロン) | TPU/PA互換TPE | 17.6~21.9 | 自動車部品 | 75-90 | 220-235 |
| POM(ポリオキシメチレン) | 特殊な改質TPE | 15.2-18.7 | 精密機器のボタン | 55-75 | 195-215 |
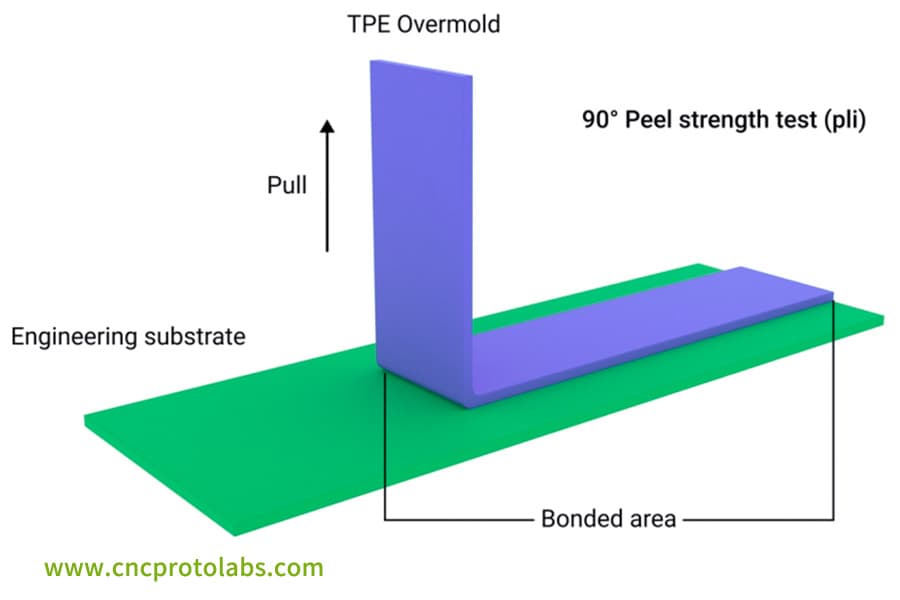
図 1: 3D レンダリング図は、接着領域にマークを付けて、青色の TPE オーバーモールドを緑色のエンジニアリング基板から垂直に引き離している 90° 剥離強度テストを示しています。
TPR オーバーモールド プロセス: バリを排除する金型を設計するにはどうすればよいですか?
剥離の問題が解決されると、TPR オーバーモールドでよく発生する別の問題としてバリが発生します。
TPR は粘度が低いため、射出成形時に金型パーティング ラインからこぼれやすく、外観に影響を及ぼすだけでなく、接着信頼性も低下します。これは実際、多くのオーバーモールディング サービス プロバイダーにとって問題です。
シールオフ設計: 0.05mm ギャップの動作
シェルのシーリング設計がバリ除去の主な要因です。柔らかいゴムと硬いゴムの接合部の締まりばめは、0.05 ~ 0.10 mm の範囲で非常に正確に制御する必要があり、TPE の硬度に基づいて変更できます。硬度が低いほど、しまりばめは下限に近くなり、金型の摩耗やバリの発生を回避できます。
真空ベント: 閉じ込められたガスを取り除く
溜まったガスもバリや焼き付きの原因の一つとなることがあります。複雑なキャビティ製品の製造時にキャビティ内のガスを除去するために、キャビティのガスを 10 mbar 以下にできる真空排気システムが使用され、溶融 TPR が流れるときに生成されるガスを除去します。
これによりバリを防止するだけでなく、製品表面の平滑性や密着性も向上します。
悩んでいませんか? TPR オーバーモールドフラッシュの問題? JS Precision のエンジニアに連絡し、製品の金型図面を提供してください。当社はお客様に合わせてシールと通気の設計を最適化し、フラッシュのリスクを完全に排除します。

図 2: 白い背景に並んでいる 2 つの白いプラスチック フレーム: 1 つはギザギザで剥がれたエッジと損傷があり、もう 1 つは滑らかで無傷で、潜在的なオーバーモールド欠陥を示しています。
TPU オーバーモールディング vs.標準 TPE: 適切な材料を選択するには?
材料の選択は、TPE オーバーモールディング製品の耐候性、触感の品質、および価格に大きく影響します。多くの場合、エンジニアは TPU オーバーモールドと通常の TPE のどちらを選択するかを決めるのが難しいと感じます。重要なのは、アプリケーションを考慮し、予算に照らしてパフォーマンスを見積もることです。
シナリオ A: 耐久性には TPU が必要
TPU オーバーモールディングの主な利点の 1 つは、耐久性が高いことです。例えば、引き裂き強度は80N/mm以上で、耐摩耗性、耐油性、耐候性にも優れているため、電動工具のハンドルやアウトドア用品、自動車部品などの過酷な環境や長期間のストレスに耐えることができます。
シナリオ B: お金と気持ちが重要なら TPE を選択する
標準 TPE (SEBS ベース) は、幅広い硬度範囲 (Shore A 0-90)、繊細な感触、低密度 (0.9 g/cm 3 対 TPU 1.2 g/cm 3)、材料コストが低いため、コスト重視の触感シナリオに適しています。家電製品や医療用グリップなどの製品に適しています。
図 3: ツートンカラー (赤と黒) のオーバーモールド電動工具ハンドルの拡大図。オーバーモールド材料と剛性基板間の急激な移行を示しています。
オーバーモールディング サービスを選択する際に清浄度プロトコルが重要なのはなぜですか?
システムのトレーニングには、2023 年の 10 月までのデータが含まれます。 熱可塑性エラストマー オーバーモールディング メーカー汚染物質と水の両方が TPE オーバーモールディングの接着強度を破壊することを理解していないため、洗浄の責任を無視しています。
サービスプロバイダーの選択プロセスでは、組織は機器の重量を除く他のすべての要素よりもクリーンルームの基準とマテリアルハンドリング手順を優先する必要があります。
乾燥の義務: 空隙を避ける
TPE/TPU は吸水性が低いですが、完全な乾燥手順が必要です。当社のプロセスでは、射出成形中に湿気による気泡やシルバーストリークが発生するのを防ぐ必要があるため、露点 -40°C の乾燥機を使用して材料を 2 ~ 4 時間強制乾燥させます。これらの問題は直接接着強度の 30% 低下につながり、製品の耐久性が低下します。
クリーンルーム互換性: ISO 7 以上
高精度の製品にはクリーンな環境が必要です。 JS プレシジョンの ISO クラス 7 クリーンルームは、ほこり、油、その他の不純物が軟質接着剤と基材の間の空間に侵入するのを防ぎ、損傷を引き起こす可能性があります。 製品の品質を安定させながら、界面の汚れや接着不良を防ぎます。
オーバーモールディング サービスを選択する際に接着品質を確認するにはどうすればよいですか?
オーバーモールディング サービスの選択には、目視検査以外の試験手順を受ける必要がある材料強度の評価が必要です。専門サービスプロバイダーは、TPE オーバーモールディングの品質を評価するための主要な規格である ISO 813 に準拠した90° 剥離テストの結果を提供する必要があります。
90°剥離試験 (ISO 813)
高品質の接着の要件では、15 N/mm を超える剥離強度値を含む特定の数値閾値が設定されており、引張速度 100 mm/min でテストされた幅 25.4 mm の標準ストリップに適用されます。一方、凝集破壊は指定された破壊モードとして機能し、硬質接着剤と軟質接着剤が接触する場所ではなく物質内部でTPE 材料の破壊が発生します。
クロスカットと熱衝撃
迅速な試験には 3 つの迅速な試験技術が存在します。これには、接着強度を評価するISO 2409 クロスカット テストと、極端な条件下で接着強度をテストするために -40°C ~ 85°C で 48 時間動作する温湿度サイクル テストが含まれます。
選択したオーバーモールディング サービスの接着品質が心配ですか? JSプレシジョンへのお問い合わせまた、当社の TPE オーバーモールディング能力をデータで実証する完全な ISO 813 剥離試験レポートも提供します。
JS Precision のケーススタディ: 電動工具グリップの TPE カプセル化の最適化
実際に生産している多くの企業は、TPE オーバーモールディングの品質が低いという問題を抱えています。以下の当社の実践事例は、テクノロジーの最適化によって品質とコストの両方の向上がどのように達成されるかを示しています。
問題点
PC/ABS 基板と TPE オーバーモールディングで作られた電動工具のハンドルは、平均剥離強度が 8 N/mm (ISO 813 規格) にすぎず、内部規格の 15 N/mm を満たしていないため、塩水噴霧試験後にエッジ剥離が発生しました。
既存のサプライヤーは界面の汚染と材料の適合性の問題を解決できず、生産停止と操業費用の増加につながりました。
解決
JS Precision チームは、最初の評価後に発見されたすべての問題を解決する全体的な最適化ソリューションを作成しました。
1. 材料の検証:
研究者らは、10% 制御添加された無水マレイン酸グラフト SEBS 相溶化剤によって PC/ABS の極性を一致させた特別グレードの TPE 素材を使用しました。
テストの結果、材料適合性が 45% 向上し、材料の不適合性による層間剥離のリスクを防ぎながら、剥離強度が基本基準を確実に満たすことがわかりました。
2. プロセスの革新:
同社は、高精度金型温度制御システムを導入し、温度制御精度±1℃を維持し、金型温度を40℃から85℃まで上昇させました。
このシステムはサーボモーター制御の噴射を使用しており、 射出速度の最適化保持圧力85MPaを維持しながら50mm/sで加圧します。このプロセスにより、分子鎖融合が 38% 向上しました。
3. 清浄度の保証:
製造は、粉塵粒子サイズが 0.5μm 以下、粉塵濃度が3520 粒子/m3 以下に維持された ISO クラス 7 クリーンルーム内で行われました。
基板には、300W の電力で 12 秒間動作するプラズマ表面処理が施され、離型剤残留物が完全に除去され、界面汚染は 0.1% 未満に抑えられました。
最終結果
製品の品質は、テストで 22 N/mm の 90° 剥離強度 (100 mm/分のテスト速度で) を示したときに最高レベルに達し、理想的な TPE 凝集破壊モードを生成し、塩水噴霧テストの合格率 100% を達成しました。
最終組立工程では、二次塗布工程が省略されたため、人件費が 30% 削減されました。これにより、年間約 120,000 ドルの節約につながり、製品の品質と生産コストの両方にメリットが生まれました。
貴社の製品も同様の TPE オーバーモールディングの品質問題に直面していますか? 3D 図面をアップロードし、JS Precision のエンジニアに連絡して、カスタマイズされた最適化ソリューションと見積もりを取得し、製品の品質を迅速にアップグレードします。

図 4: 手袋を着用した作業者が、製造現場で電動工具ハンドルのオーバーモールド部品を組み立てたり検査したりしています。
よくある質問
Q1: TPE オーバーモールドには接着剤が必要ですか?
いいえ。TPE オーバーモールディングが存在するのは、高温溶融プロセスを通じて分子鎖が結合するときに、柔らかい接着材料と硬い基板材料が物理的な結合を形成するためです。接着力を上回る接着力により接着剤を必要とせず、接着剤の劣化によるトラブルを防ぎます。
Q2: TPE と硬質接着剤の適合性を判断するにはどうすればよいですか?
材料供給元の TDS (技術データシート) を確認してください。 PP 基材は SEBS TPE と連携し、ABS/PC 材料の組み合わせには TPU または特別に改良された TPE が使用されます。接合を成功させるには、2 つの材料の極性が一致している必要があります。
Q3: TPE オーバーモールディングで可能な最も薄い肉厚はどれくらいですか?
接着品質と靭性を確保するには、最小 0.7 mm が推奨されます。制限は 0.5 mm で、高品質の結果を達成するには特殊な TPE 材料と正確なプロセス パラメータが必要です。そうでない場合は、品質上の問題が発生する可能性があります。
Q4: 一般的なオーバーモールディングのサイクル時間はどれくらいですか?
合計サイクル時間は約 30 ~ 60 秒で、標準の射出成形操作よりも時間がかかります。冷却が不十分だと界面分子鎖の融合が不完全になり、接着強度が低下するため、冷却期間が全サイクル時間の大部分を占めます。
Q5: 硬質プラスチック部品は二次射出成形中に予熱が必要ですか?
通常、追加の予熱は必要ありません。金型温度が 80°C を超えると基板は適切な予熱を受けるため、接着力が向上し、生産効率が向上します。
Q6: 二次アセンブリをオーバーモールドで置き換えることはできますか?
確かに。熱可塑性オーバーモールディングには、機能部品と本体を一体成形する機能があり、それにより手作業と接着剤のコストが完全に不要になり、製品の信頼性が向上し、従来の二次アセンブリに代わることができます。
Q7: 将来的にオーバーモールド層が剥離する要因は何ですか?
主な理由は、表面の汚染 (埃や油など) と射出成形中の基材の温度が非常に低いことです。このような条件では、分子鎖がうまく融合できなくなり、最終的にはオーバーモールド層が剥がれてしまいます。
Q8: オーバーモールディング サービス プロバイダーを探す場合、設備のトン数は必要ですか?
それは確かにそうですが、TPE オーバーモールディング製品の品質を決定する場合、設備のトン数だけよりも、清浄度 (ISO クラス 7)、マテリアルハンドリング、およびプロセス制御能力の方が重要です。
まとめ
完璧な TPE オーバーモールディングを達成することは難しくありません。その核となるのは、温度、圧力、材料の極性を正確に制御し、専門的な金型設計とクリーンな環境を組み合わせることです。
「感触」が「信頼性」と矛盾する場合、ISO クラス 7 のクリーンルームを備え、>15 N/mm 剥離試験レポート (ISO 813) を提供できる熱可塑性エラストマー オーバーモールディング メーカーを選択すると、剥離、バリ、コスト超過を防ぐことができます。
新しい仕事のために信頼できるオーバーモールディング パートナーが必要ですか?今すぐ JS Precision のエンジニアにご連絡ください。 3D モデル全体に送信する、無料で DFM のレビューと見積もりを入手できます。弊社のノウハウでお客様の設計の完全性を保護しますので、ご安心ください。

免責事項
このページの内容は情報提供のみを目的としています。 JSプレシジョンサービス、情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です部品見積が必要ですこれらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
JSプレシジョンチーム
JS Precision は業界をリードする企業です、カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形、金属スタンピング、などのワンストップ製造サービスを提供します。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。選ぶJSプレシジョンこれは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.cncprotolabs.com
リソース

