

TPE-Umspritzung ist eine der Hauptmethoden zur Kombination starrer und weicher Materialien in vielen Arten von Industrieprodukten, weist jedoch häufig unterschiedliche Produktionsprobleme auf.
Bei einem Haltbarkeitstest mit 500 Vibrationen beginnt sich der Gummigriff Ihrer Bohrmaschine an den Kanten abzulösen. Bei Ihrem medizinischen Gerät führt die Alterung des Klebstoffs dazu, dass sich in den kleinen Lücken des Griffs Schimmel bildet. Wenn „Gefühl“ die „Zuverlässigkeit“ schwächt, wie stellen Ingenieure dann sicher, dass starre und weiche Klebstoffe perfekt kombiniert werden?
Hier werden wir die Beherrschung des TPE-Umspritzens erforschen und den Weg zeigen, wie sich Abblätterungen, Gratbildung und kostensteigernde Probleme an der Wurzel beseitigen lassen.
Zusammenfassung der Kernantwort:
| Schlüsselabmessungen | Technische Kernindikatoren und empfohlene Lösungen |
| Kernbindungsprinzip | Physikalische thermische Schmelzbindung, hauptsächlich beeinflusst durch Materialkompatibilität und Prozessparameter. |
| Schälkraft-Industriestandard | Hervorragend> 15 N/mm (ISO 813, 25,4 mm breite Probe, Zuggeschwindigkeit 100 mm/min), Versagensart muss Kohäsionsversagen sein. |
| Richtlinien zur Wandstärkengestaltung | Der empfohlene Bereich für die Weichschichtdicke beträgt 0,7 mm-3,8 mm, eine Mindestdicke von 0,5 mm ist die Grenze, das maximale Fließverhältnis muss 150:1 betragen. |
| Formversiegelungsdesign | Halten Sie die Interferenz in den kritischen Bereichen innerhalb von 0,05 mm bis 0,10 mm und ändern Sie sie entsprechend der TPE-Härte. |
| Kosteneinsparpotenzial | Die Gesamtkosten können im Vergleich zur herkömmlichen Sekundärmontage um 30 % gesenkt werden. |
Wichtigste Schlussfolgerungen:
- Validieren Sie Daten, keine Proben: Lieferanten müssen als Beweis Ergebnisse des 90°-Schältests aus ISO 813-Tests vorlegen, die Ergebnisse über 15 N/mm zeigen, anstatt das physische Erscheinungsbild ihres Produkts heranzuziehen.
- Die Kosten verbergen sich in der Integration: Der Kernwert von thermoplastisches Umspritzen liegt in der Eliminierung von Sekundärmontage- und Klebekosten, was zu einer Reduzierung der Produktionszykluszeit um 27 Prozent führt.
- Wählen Sie Lieferanten mit Reinraumstandards: Mehrfarben-Spritzguss stellt Umweltherausforderungen dar, die Reinraumeinrichtungen und automatisierte Systeme zur Aufrechterhaltung der Verbindungsintegrität erfordern.
Warum diesem Leitfaden vertrauen? Die Erfahrung von JS Precision im TPE-Umspritzen
Zu den wichtigsten Faktoren, die Kunden bei der Auswahl eines TPE-Umspritzungsdienstleisters bewerten, zählen dessen technische Reife und Qualitätssicherungsfähigkeiten sowie die Gesamtprojektkosten . Durch sein Fachwissen und seinen umfassenden Hintergrund bietet JS Precision Komplettlösungen für diese drei Probleme.
Wir engagieren uns seit vielen Jahren intensiv im Bereich TPE-Umspritzung und bieten maßgeschneiderte Umspritzungsdienstleistungen für Tausende von Unternehmen auf der ganzen Welt an, die zahlreiche Branchen abdecken, darunter Elektrowerkzeuge, medizinische Geräte und Unterhaltungselektronik.
Unser Unternehmen hat mehr als 100 Branchenherausforderungen erfolgreich gemeistert, darunter Probleme des Ablösens und der Bildung von Graten beim Überspritzen sowie Probleme mit der schwachen Haftung.
Unser Reinraum der ISO-Klasse 7 verfügt über ein komplettes hochpräzises Formtemperaturkontrollsystem und Servo-Einspritzgeräte, die es uns ermöglichen, wesentliche Produktionsparameter durch Einspritztemperatur- und Druckkontrolle für eine sichere Produkthaftung während aller Herstellungsprozesse zu verwalten.
Unser Unternehmen befolgt strikt die ISO 813-Standard , das die Verfahren zum Testen der Schälfestigkeit definiert. Alle Produkte erreichen eine Schälfestigkeit von über 15 N/mm, mit kohäsivem Versagen als Versagensart, und entsprechen vollständig den internationalen Industrieanforderungen und den Kernqualitätsstandards der militärischen technischen Spezifikationen des MIL.
Beim Hersteller von Automobilteilen kam es zu Problemen mit dem Abplatzen und Ablösen von TPR-Knopfkomponenten, die auch nach dem Test mehrerer Hersteller von thermoplastischen Elastomeren, die Umspritzungen ermöglichten, bestehen blieben.
Das Team von JS Precision verbesserte durch seinen Prozess das Dichtungsdesign der Form, wodurch eine exakte Kontrolle von 0,07 mm an der Dichtungsoberfläche erreicht werden konnte.
Unser Team implementierte eine Vakuumentgasungstechnologie, um das Gratproblem zu lösen, was zu einer Erhöhung der Schälfestigkeit von 8 N/mm auf 20 N/mm führte, was zu einer jährlichen Kostenreduzierung von über 80.000 US-Dollar für den Kunden führte.
Wir verlassen uns immer auf Daten und versuchen nicht einmal, uns aufgrund bloßer Intuition eine Meinung über Qualität zu bilden. Das Vertrauen des Kunden wird hauptsächlich durch Expertenwissen aufgebaut, das zu jedem Projekt einen umfassenden Testbericht und eine DFM-Analyse liefert.
Wir können Ihre Anforderungen schnell und effektiv erfüllen, unabhängig davon, ob Sie ein einfaches Umspritzen von Griffen oder das Formen komplexer Komponenten für medizinische Geräte benötigen.
Möchten Sie mehr über unsere Erfolgsgeschichten erfahren und unsere TPE-Umspritzfähigkeiten testen? Kontaktieren Sie die Ingenieure von JS Precision, um eine kostenlose Sammlung relevanter Branchen-Fallstudien zu erhalten und unsere technologischen Vorteile direkt zu erleben.
Was genau ist TPE-Umspritzung und warum entsteht dadurch eine so starke Verbindung?
Ein weit verbreitetes Missverständnis unter Ingenieuren besteht darin, dass die TPE-Umspritzung auf eine Klebeverbindung angewiesen ist, obwohl dies in Wirklichkeit nicht der Fall ist. Beim Overmolding handelt es sich um eine Technik des Spritzgießens eines weichen Elastomers auf eine starre thermoplastische Oberfläche.
Die Stärke der Klebeverbindung beruht auf der Verzahnung der Molekülketten bei erhöhten Temperaturen und nicht auf chemischen Klebstoffen. Genau aus diesem Grund ist sie weitaus zuverlässiger als die herkömmliche Sekundärmontage.
Die Wissenschaft der Bindung: Thermische Fusion an der Grenzfläche
Das Wesentliche der TPE-Overmolding-Verbindung ist die physikalische thermische Fusionsbindung, die auf Materialkompatibilität und genauer Abstimmung der Prozessparameter basiert.
Wenn das heiße geschmolzene TPE (190–230 °C) das starre Substrat berührt, dringen die Molekülketten in die Substratoberfläche ein und beim Abkühlen bildet sich eine mechanische Verbindung. Dies ist stärker als eine Klebeverbindung und eliminiert das Risiko einer Verschlechterung des Klebstoffs ISO 14067:2018-Standards .
Wichtige Designregel: Wandstärke und Durchflussverhältnis
Die Qualität der TPE-Umspritzung hängt stark vom Designschritt ab, und zwei der Hauptfaktoren sind Wandstärke und Fließverhältnis. Nachfolgend sind die empfohlenen Parameter für Wandstärke und Durchflussverhältnis für verschiedene Fälle aufgeführt, die dazu beitragen sollen, schlechtes Löten aufgrund unzureichender Füllung zu vermeiden.
| Anwendungsszenarien | Empfohlene Wandstärke (mm) | Maximale Wandstärke (mm) | Maximales Durchflussverhältnis | Anwendbarer TPE-Typ |
| Griffe für Elektrowerkzeuge | 1,0-3,0 | 0,5 | 120:1 | SEBS-basiertes TPE |
| Griffe für medizinische Geräte | 0,8-2,5 | 0,6 | 100:1 | TPU |
| Gehäuse für Unterhaltungselektronik | 0,7-1,5 | 0,5 | 150:1 | Modifiziertes TPE |
| Automobilknöpfe | 0,9-2,0 | 0,5 | 130:1 | TPR |
Thermoplastisches Umspritzen vs. Traditionelle Montage: Was senkt die Gesamtkosten?
Die Kostenkontrolle ist ein Schlüsselelement für Beschaffungs- und Projektmanager. Thermoplastisches Umspritzen kann durch den vollständigen Wegfall der manuellen Montage- und Klebekosten die Gesamtkosten um über 30 % senken. Dies ist eine Art Kosteneinsparung, die die Vorteile der herkömmlichen Sekundärmontageprozesse bei weitem übertrifft.
Kostenvergleich: Entfernen von Klebstoffen und Handarbeit
Typischerweise kostet die Montage von Gummi und Kleber den Kleber und die Arbeit zusammen etwa 0,5 bis 2,0 US-Dollar pro Einheit, und die Methode ist nicht sehr effektiv, da der Kleber ungleichmäßig aufgetragen wird.
Durch die Einführung des thermoplastischen Umspritzens entfallen diese Kosten jedoch vollständig und die Produktionseffizienz wird erheblich beschleunigt, da die Spritzgießzyklen auf nur 5 bis 10 Sekunden verkürzt werden.
| Prozesstyp | Stückkleberkosten (USD) | Lohnstückkosten (USD) | Gesamtkosten pro Einheit (USD) | Produktionszyklus | Jahreskapazität (10.000 Einheiten) |
| Traditionelle Sekundärversammlung | 0,3-1,2 | 0,2-0,8 | 0,5-2,0 | 15-25 Sekunden/Einheit | 80-120 |
| Thermoplastisches Umspritzen | 0 | 0 | 0,35-1,4 | 5-10 Sekunden/Einheit | 200-300 |
Qualitätskosten: Reduzierung von Ausschuss und Garantie
Abgesehen von den direkten Kosten gibt es noch eine weitere versteckte Form der Kosteneinsparung, die recht groß ist. Mängel, die durch Leimalterung oder Anwendungsschwankungen verursacht werden, machen etwa 3–5 % der Gesamtkosten aus. Die einzige Formmethode des thermoplastischen Umspritzens schließt diese Möglichkeit praktisch aus und reduziert so die Ausschussquote und die After-Sales-Kosten.
Möchten Sie wissen, wie viel Kosten Sie durch die thermoplastische Umspritzung Ihres Produkts einsparen können? Kontaktieren Sie JS Precision, geben Sie Ihre Produktparameter an und wir berechnen kostenlos kostensparende Lösungen für Sie, um Ihren Kostenvorteil zu sichern Umspritzungsdienstleistungen .
Wie lösen Hersteller, die thermoplastische Elastomere umspritzen, das Problem des Abblätterns?
Die Ablösung der Beschichtungsschicht ist ein Hauptproblem für Ingenieure und eine Herausforderung für viele Hersteller von thermoplastischen Elastomer-Umspritzungen. Der Schlüssel zur Lösung dieses Problems liegt in der präzisen Kontrolle der Materialkompatibilität, der Prozessparameter und des Formendesigns, die alle unverzichtbar sind.
Materialauswahl: Sicherstellen, dass die Chemikalien gut zusammenarbeiten
Im Allgemeinen ist die richtige Polarität des Materials am wichtigsten. Das PP-basierte Substrat benötigt SEBS-basiertes TPE, während ABS/PC TPU oder speziell modifiziertes TPE benötigt. Bei nicht übereinstimmender Polarität würde die Schälfestigkeit weniger als 2 N/mm betragen, was für die Anwendungsanforderungen nicht ausreicht.
Prozessoptimierung: Der Haftungsverbesserungsfaktor von 124 %
Die Bearbeitung der Prozessparameter kann sowohl quantitativ als auch qualitativ eine große Veränderung der Haftfestigkeit bewirken. Eine Möglichkeit, dies zu erreichen, besteht darin, die Temperatur der Form auf ein Niveau nahe der Wärmeformbeständigkeit des Substrats zu erhöhen (z. B. 80–100 °C für PC-Substrate). Dadurch kann die Haftfestigkeit sogar auf 124 % verdoppelt werden.
Mechanische Verriegelungen: Entwerfen für Redundanz
In dünnwandigen (<0,7 mm) oder stark beanspruchten Bereichen kann die Gestaltung von 0,3–0,5 mm großen Hinterschnitten oder Durchgangslöchern als Klebstoffredundanz genutzt werden, was die Zuverlässigkeit der TPE-Umspritzung erhöht. Die Kompatibilität verschiedener Substrate mit TPE/TPU-Materialien bestimmt weitgehend die Schälfestigkeit der TPE-Umspritzung.
Nachfolgend finden Sie einen Vergleich der Messdaten für verschiedene Substrate und deren entsprechende Materialien, die als direkte Referenz für die Materialauswahl genutzt werden können.
| Substrattyp | Kompatibler Materialtyp | Gemessene Schälfestigkeit (N/mm) | Anwendbare Szenarien | Materialhärte (Shore A) | Formtemperatur (°C) |
| PP (Polypropylen) | SEBS-basiertes TPE | 16.8-22.3 | Griffe für Haushaltswerkzeuge | 50-70 | 190-210 |
| ABS (Acrylnitril) | Modifiziertes TPE/TPU | 18.5-24.1 | Gehäuse für Unterhaltungselektronik | 60-80 | 200-220 |
| PC (Polycarbonat) | TPU | 20.3-25.7 | Griffe für medizinische Geräte | 70-90 | 210-230 |
| PC/ABS-Legierung | Speziell modifiziertes TPE | 19.2-23.8 | Griffe für Elektrowerkzeuge | 65-85 | 205-225 |
| PA (Nylon) | TPU/PA-kompatibles TPE | 17.6-21.9 | Automobilteile | 75-90 | 220-235 |
| POM (Polyoxymethylen) | Spezialisiertes modifiziertes TPE | 15.2-18.7 | Präzisionsinstrumentenknöpfe | 55-75 | 195-215 |
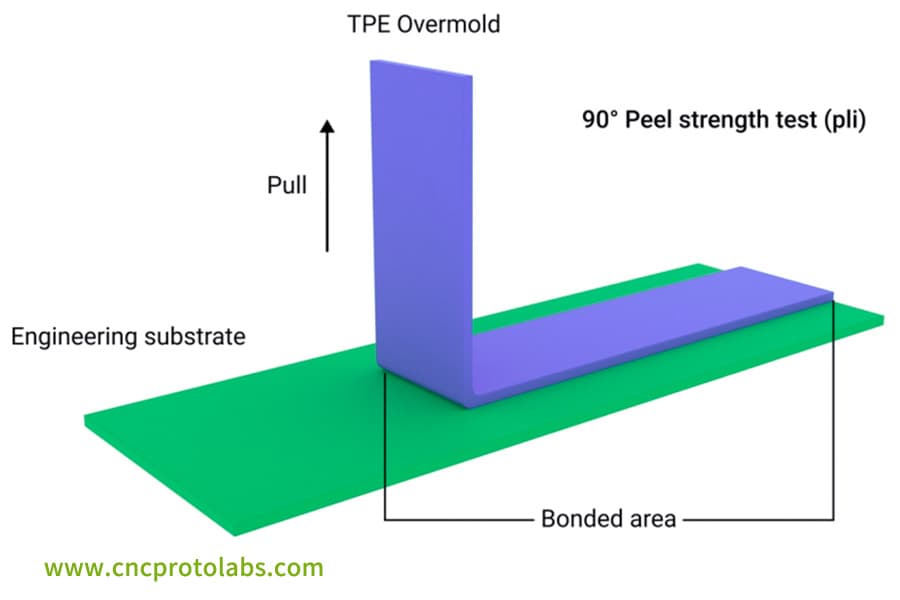
Abbildung 1: Ein 3D-gerendertes Diagramm zeigt einen 90°-Schälfestigkeitstest, bei dem eine blaue TPE-Umspritzung vertikal von einem grünen technischen Substrat abgezogen wird, wobei der Klebebereich markiert ist.
TPR-Overmold-Prozess: Wie entwirft man Formen, um Grate zu eliminieren?
Nachdem das Problem des Abblätterns behoben war, traten Grate als weiteres Problem auf, das häufig bei TPR-Umspritzungen auftritt.
Aufgrund der niedrigen Viskosität von TPR kann es beim Spritzgießen sehr leicht dazu kommen, dass es über die Formtrennlinie läuft , was nicht nur das Aussehen beeinträchtigt, sondern auch die Haftungszuverlässigkeit verringert. Dies ist tatsächlich ein Problem für viele Overmolding-Dienstleister.
Seal-Off-Design: Betrieb des 0,05-mm-Spalts
Das Design der Manteldichtung ist der Hauptfaktor für die Gratentfernung. Der Presssitz der Weich- und Hartgummiverbindungen sollte sehr genau im Bereich von 0,05 bis 0,10 mm kontrolliert werden und kann je nach TPE-Härte geändert werden. Je niedriger die Härte, desto näher liegt die Presspassung an der unteren Grenze, wodurch Formverschleiß oder Gratbildung vermieden werden.
Vakuumentlüftung: Eingeschlossenes Gas entfernen
Eingeschlossenes Gas kann auch eine der Ursachen für Flammen und Verbrennungen sein. Um bei der Herstellung komplexer Hohlraumprodukte das Gas im Hohlraum zu entfernen, wird ein Vakuumentlüftungssystem verwendet , das den Hohlraumgas auf unter 10 mbar bringen kann und so das Gas entfernt, das beim Fließen von geschmolzenem TPR entsteht.
Dadurch werden nicht nur Grate verhindert, sondern auch die Glätte der Produktoberfläche sowie die Haftungsqualität verbessert.
Sind Sie beunruhigt? TPR-Ummantelung Flash-Probleme? Kontaktieren Sie die Ingenieure von JS Precision und stellen Sie Ihre Produktformzeichnungen zur Verfügung. Wir optimieren das Dichtungs- und Entlüftungsdesign für Sie und eliminieren so das Risiko von Graten vollständig.

Abbildung 2: Zwei weiße Kunststoffrahmen nebeneinander auf weißem Hintergrund: einer mit gezackten, abgeblätterten Kanten und Beschädigungen, der andere glatt und intakt, was auf einen möglichen Überformungsfehler schließen lässt.
TPU-Umspritzung vs. Standard-TPE: Wie wählt man das richtige Material aus?
Die Materialauswahl hat großen Einfluss auf die Wetterbeständigkeit, die Haptik und den Preis von TPE-Umspritzprodukten. Ingenieuren fällt es oft schwer, sich zwischen TPU-Umspritzung und normalem TPE zu entscheiden. Der Hauptpunkt besteht darin, über die Anwendung nachzudenken und die Leistung im Verhältnis zum Budget abzuschätzen.
Szenario A: Haltbarkeit erfordert TPU
Einer der Hauptvorteile des TPU-Umspritzens ist seine hohe Haltbarkeit. Es verfügt beispielsweise über eine Reißfestigkeit von über 80 N/mm und verfügt über weitere Eigenschaften wie hervorragende Abriebfestigkeit, Ölbeständigkeit und Witterungsbeständigkeit , die es ihm ermöglichen, Langzeitbelastungen sowie rauen Umgebungen wie Griffen von Elektrowerkzeugen, Outdoor-Geräten und Automobilteilen standzuhalten.
Szenario B: Wählen Sie TPE, wenn Geld und Gefühl eine Rolle spielen
Standard-TPE (SEBS-basiert) eignet sich für kostensensible und taktile Szenarien , mit einem breiten Härtebereich (Shore A 0–90), zarter Haptik, geringer Dichte (0,9 g/cm³ gegenüber TPU 1,2 g/cm³) und geringeren Materialkosten. Es eignet sich für Produkte wie Unterhaltungselektronik und medizinische Griffe.
Abbildung 3: Nahaufnahme eines zweifarbig (rot und schwarz) umspritzten Griffs eines Elektrowerkzeugs, die den scharfen Übergang zwischen dem umspritzten Material und dem starren Substrat zeigt.
Warum sind Sauberkeitsprotokolle bei der Auswahl von Umspritzungsdiensten wichtig?
Das Training Ihres Systems umfasst Daten bis zum Monat Oktober im Jahr 2023. Der Großteil davon Hersteller von thermoplastischen Elastomeren zum Umspritzen vernachlässigen ihre Reinigungspflichten, weil sie nicht verstehen, dass sowohl Verunreinigungen als auch Wasser die Verbindungsfestigkeit der TPE-Umspritzung zerstören.
Der Auswahlprozess für Dienstleister verlangt von Unternehmen, Reinraumstandards und Materialhandhabungsverfahren Vorrang vor allen anderen Faktoren außer dem Gewicht der Ausrüstung zu haben.
Der Trocknungsauftrag: Hohlräume vermeiden
TPE/TPU weist eine geringe Wasseraufnahme auf, erfordert jedoch vollständige Trocknungsverfahren. Unser Verfahren verwendet einen Trockner mit einem Taupunkt von -40 °C, um das Material 2–4 Stunden lang zwangsweise zu trocknen, da wir verhindern müssen, dass beim Spritzgießen durch Feuchtigkeit Blasen und Silberstreifen entstehen . Diese Probleme führen direkt zu einem Verlust der Klebekraft um 30 %, was zu einer verringerten Haltbarkeit des Produkts führt.
Reinraumkompatibilität: ISO 7 oder besser
Hochpräzise Produkte erfordern eine saubere Umgebung. Der Reinraum der ISO-Klasse 7 bei JS Precision verhindert, dass Staub, Öl und andere Verunreinigungen in den Raum zwischen dem weichen Klebstoff und dem Substrat gelangen führen zu Grenzflächenverunreinigungen und Haftungsfehlern und sorgen gleichzeitig für eine stabile Produktqualität.
Wie kann die Haftungsqualität bei der Auswahl von Umspritzungsdiensten überprüft werden?
Die Auswahl von Umspritzungsdiensten erfordert eine Beurteilung der Materialfestigkeit, die über die visuelle Inspektion hinaus Testverfahren unterzogen werden muss. Die professionellen Dienstleister müssen 90°-Schältestergebnisse liefern, die ISO 813 entsprechen, dem primären Standard zur Beurteilung der TPE-Umspritzungsqualität.
Der 90°-Schältest (ISO 813)
Die Anforderungen für eine qualitativ hochwertige Haftung legen spezifische numerische Schwellenwerte fest, zu denen ein Schälfestigkeitswert von mehr als 15 N/mm gehört, der für einen 25,4 mm breiten Standardstreifen gilt, der mit einer Zuggeschwindigkeit von 100 mm/min getestet wurde. Kohäsionsversagen dient als vorgesehene Versagensart, die zu einem Zusammenbruch des TPE-Materials führt , der innerhalb der Substanz und nicht an der Stelle auftritt, an der die starren und flexiblen Klebstoffe aufeinander treffen.
Kreuzschnitt und Thermoschock
Für Schnelltests gibt es drei schnelle Untersuchungstechniken, darunter den Gitterschnitttest nach ISO 2409, der die Haftfestigkeit bewertet, und den Temperatur- und Feuchtigkeitswechseltest, der 48 Stunden lang zwischen -40 °C und 85 °C durchgeführt wird, um die Haftfestigkeit unter extremen Bedingungen zu testen.
Sind Sie besorgt über die Haftungsqualität der von Ihnen gewählten Umspritzungsdienste? Kontaktieren Sie JS Precision und wir stellen Ihnen einen vollständigen Schältestbericht nach ISO 813 zur Verfügung, der unsere TPE-Umspritzfähigkeiten anhand von Daten demonstriert.
Fallstudie von JS Precision: Optimierung der TPE-Kapselung des Griffs von Elektrowerkzeugen
Viele Unternehmen in der realen Produktion haben das Problem einer mangelhaften Qualität der TPE-Umspritzung. Der folgende Fall aus unserer Praxis zeigt, wie durch Technologieoptimierung sowohl Qualitäts- als auch Kostenverbesserungen erzielt werden können.
Probleme
Der Elektrowerkzeuggriff aus PC/ABS-Substrat und TPE-Umspritzung zeigte nach dem Salzsprühtest ein Abblättern der Kanten, da seine durchschnittliche Schälfestigkeit nur 8 N/mm (ISO 813-Standard) erreichte, was den internen Standard von 15 N/mm nicht erfüllt.
Dem bestehenden Lieferanten gelang es nicht, die Probleme mit der Schnittstellenkontamination und der Materialkompatibilität zu lösen, was zu Produktionsstillständen und erhöhten Betriebskosten führte.
Lösung
Das JS Precision-Team hat eine komplette Optimierungslösung entwickelt, die alle Probleme löste, die es nach der ersten Bewertung entdeckte.
1. Materialvalidierung:
Die Forscher verwendeten ein spezielles TPE-Material, das durch einen mit Maleinsäureanhydrid gepfropften SEBS-Kompatibilisator mit kontrollierter Zugabe von 10 % der PC/ABS-Polarität entsprach.
Die Testergebnisse zeigten eine Verbesserung der Materialkompatibilität um 45 %, wodurch sichergestellt wurde, dass die Schälfestigkeit den grundlegenden Standards entsprach und gleichzeitig das Risiko einer Delaminierung aufgrund von Materialinkompatibilität verhindert wurde.
2. Prozessinnovation:
Das Unternehmen installierte ein hochpräzises Formtemperaturregelsystem, das eine Temperaturregelgenauigkeit von ±1 °C aufrechterhielt, um eine Formtemperaturerhöhung von 40 °C auf 85 °C zu erreichen.
Das System verwendet eine servomotorgesteuerte Einspritzung optimierte Einspritzgeschwindigkeit bei 50 mm/s, während der Haltedruck bei 85 MPa gehalten wird. Der Prozess erreichte eine 38-prozentige Verbesserung der Molekülkettenfusion.
3. Sauberkeitsgarantie:
Die Produktion erfolgte in einem Reinraum der ISO-Klasse 7, in dem die Staubpartikelgröße bei oder unter 0,5 μm und die Staubkonzentration bei oder unter 3520 Partikel/m³ gehalten wurde.
Das Substrat wurde einer Plasma-Oberflächenbehandlung unterzogen, die 12 Sekunden lang bei 300 W Leistung durchgeführt wurde, um Formtrennmittelrückstände vollständig zu entfernen und gleichzeitig eine Grenzflächenverunreinigung von weniger als 0,1 % zu erreichen.
Endgültige Ergebnisse
Die Produktqualität erreichte ihr höchstes Niveau, als Tests eine 90°-Schälfestigkeit von 22 N/mm (bei einer Testgeschwindigkeit von 100 mm/min) zeigten, was den idealen TPE-Kohäsionsreißversagensmodus ergab und eine 100-prozentige Erfolgsquote im Salzsprühtest erreichte.
Im Endmontageprozess konnten die Arbeitskosten um 30 % gesenkt werden, da der sekundäre Ausgabeprozess entfiel. Dies führte zu jährlichen Einsparungen von rund 120.000 US-Dollar, was sowohl der Produktqualität als auch den Produktionskosten zugute kam.
Hat Ihr Produkt auch mit ähnlichen Qualitätsproblemen bei der TPE-Umspritzung zu kämpfen? Laden Sie Ihre 3D-Zeichnungen hoch und kontaktieren Sie die Ingenieure von JS Precision, um individuelle Optimierungslösungen und Angebote zu erhalten und so Ihre Produktqualität schnell zu verbessern.

Abbildung 4: Arbeiter mit Handschuhen montieren oder prüfen umspritzte Teile für einen Elektrowerkzeuggriff in einer Fertigungsumgebung.
FAQs
F1: Ist für die TPE-Umspritzung Klebstoff erforderlich?
Nein. Es gibt eine TPE-Umspritzung, weil das weiche Klebematerial und das harte Substratmaterial physikalische Bindungen eingehen, wenn sich ihre Molekülketten durch einen Hochtemperatur-Schmelzprozess verbinden . Das System benötigt keinen Klebstoff, da seine Klebkraft die Klebkraft übersteigt und es Probleme verhindert, die durch eine Verschlechterung des Klebstoffs entstehen.
F2: Wie lässt sich die Kompatibilität zwischen TPE und Hartklebstoffen ermitteln?
Überprüfen Sie das TDS (Technisches Datenblatt) des Materiallieferanten. Das PP-Substrat arbeitet mit SEBS TPE, während die ABS/PC-Materialkombination TPU oder speziell modifiziertes TPE verwendet. Für eine erfolgreiche Verbindung müssen die beiden Materialien übereinstimmende Polaritäten aufweisen.
F3: Was ist die dünnste mögliche Wandstärke für die TPE-Umspritzung?
Um die Qualität und Festigkeit der Haftung zu gewährleisten, wird eine Mindestdicke von 0,7 mm empfohlen. Die Grenze liegt bei 0,5 mm, was spezielle TPE-Materialien und genaue Prozessparameter erfordert, um qualitativ hochwertige Ergebnisse zu erzielen, andernfalls sind Qualitätsprobleme wahrscheinlich.
F4: Was ist die typische Umspritzzykluszeit?
Die Gesamtzykluszeit beträgt etwa 30 bis 60 Sekunden , was mehr Zeit in Anspruch nimmt als bei herkömmlichen Spritzgussvorgängen. Die Abkühlphase nimmt den größten Teil der gesamten Zyklusdauer ein, da eine unzureichende Abkühlung zu einer unvollständigen Verschmelzung der Grenzflächenmolekülketten führt, was zu einer verringerten Haftfestigkeit führt.
F5: Muss das starre Kunststoffteil während des sekundären Spritzgießens vorgewärmt werden?
Normalerweise ist kein zusätzliches Vorheizen erforderlich. Durch die Erhöhung der Formtemperatur auf über 80 °C wird das Substrat ausreichend vorgewärmt, was zu einer verbesserten Haftung und einer Steigerung der Produktionseffizienz führt.
F6: Kann die Sekundärmontage durch Umspritzen ersetzt werden?
Sicherlich. Beim thermoplastischen Umspritzen können die Funktionsteile und der Hauptkörper in einem Stück zusammengeformt werden, wodurch manuelle Arbeit und Klebekosten vollständig entfallen, die Produktzuverlässigkeit erhöht und die herkömmliche Sekundärmontage ersetzt wird.
F7: Welche Faktoren können dazu führen, dass sich die Überformungsschicht in Zukunft ablöst?
Die Hauptgründe sind Oberflächenverunreinigungen (z. B. Staub und Öl) und eine sehr niedrige Temperatur des Substrats beim Spritzgießen. Solche Bedingungen führen dazu, dass die Molekülkette nicht gut miteinander verschmilzt und sich schließlich die Überformungsschicht ablöst.
F8: Ist bei der Suche nach einem Umspritzungsdienstleister die erforderliche Ausrüstungsmenge erforderlich?
Das ist sicher so, aber Sauberkeit (ISO-Klasse 7), Materialhandhabung und Prozesskontrollfähigkeiten sind wichtiger als die Tonnage der Ausrüstung allein, wenn es darum geht, die Qualität von TPE-Umspritzprodukten zu bestimmen.
Zusammenfassung
Es ist nicht schwer, eine perfekte TPE-Umspritzung zu erreichen, und der Kern besteht in der präzisen Kontrolle von Temperatur, Druck und Materialpolarität , kombiniert mit professionellem Formendesign und sauberer Umgebung.
Wenn „Gefühl“ im Widerspruch zu „Zuverlässigkeit“ steht, kann die Wahl von Thermoplast-Elastomer-Umspritzungsherstellern mit Reinräumen der ISO-Klasse 7 und der Fähigkeit, Schältestberichte mit >15 N/mm (ISO 813) bereitzustellen, Abblättern, Grate und Kostenüberschreitungen verhindern.
Sie benötigen für Ihr neues Werk einen vertrauenswürdigen Umspritzpartner? Nehmen Sie jetzt Kontakt mit den Ingenieuren von JS Precision auf, Senden Sie Ihre 3D-Modelle und erhalten Sie eine kostenlose DFM-Bewertung und ein kostenloses Angebot. Verlassen Sie sich darauf, dass wir mit unserem Know-how die Integrität Ihres Designs schützen.

Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. JS Precision Services Es gibt keine Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das JS Precision Network bereitstellt. Es liegt in der Verantwortung des Käufers Erfordern Sie ein Ersatzteilangebot Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
JS Precision-Team
JS Precision ist ein branchenführendes Unternehmen , konzentrieren sich auf kundenspezifische Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss , Metallstanzen, und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen JS Präzision Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.cncprotolabs.com
Ressource

