

Sovrastampaggio in TPE è uno dei principali metodi utilizzati per combinare materiali rigidi e morbidi in molti tipi di prodotti industriali, ma soffre spesso di problemi di produzione diversi.
In un test di durata con 500 vibrazioni, l'impugnatura in gomma del trapano inizierà a staccarsi ai bordi. Nel tuo dispositivo medico, l'invecchiamento dell'adesivo fa sì che l'impugnatura sviluppi muffa nei piccoli spazi vuoti. Quando la "sensazione" indebolisce l'"affidabilità", come fanno gli ingegneri ad assicurarsi che gli adesivi rigidi e morbidi siano perfettamente combinati?
Qui esploreremo la maestria del sovrastampaggio di TPE e mostreremo come eliminare alla radice i problemi di scrostatura, sbavatura e aumento delle spese.
Riepilogo delle risposte principali:
| Dimensioni chiave | Indicatori tecnici fondamentali e soluzioni consigliate |
| Principio del legame centrale | Legame fisico con fusione termica, influenzato principalmente dalla compatibilità dei materiali e dai parametri di processo. |
| Standard di settore della forza di pelatura | Eccellente> 15 N/mm (ISO 813, campione largo 25,4 mm, velocità di trazione 100 mm/min), la modalità di rottura deve essere rottura coesiva. |
| Linee guida per la progettazione dello spessore delle pareti | L'intervallo consigliato per lo spessore dello strato morbido è 0,7 mm-3,8 mm, uno spessore minimo di 0,5 mm è il limite, il rapporto di flusso massimo deve essere 150:1. |
| Progettazione della sigillatura dello stampo | Mantenere l'interferenza nelle aree critiche entro 0,05 mm-0,10 mm, modificarla in base alla durezza del TPE. |
| Potenziale di risparmio sui costi | Il costo complessivo può essere ridotto del 30% rispetto al tradizionale assemblaggio secondario. |
Conclusioni principali:
- Convalida dei dati, non dei campioni: i fornitori devono presentare come prova i risultati dei test di pelatura a 90° dei test ISO 813 che mostrano risultati superiori a 15 N/mm invece di utilizzare l'aspetto fisico del loro prodotto.
- Il costo è nascosto nell'integrazione: il valore fondamentale di sovrastampaggio termoplastico sta nell’eliminazione dei costi di assemblaggio secondario e di adesivi che portano ad una riduzione del 27% del tempo del ciclo di produzione.
- Scegli fornitori con standard per camere bianche: lo stampaggio a iniezione multicolore presenta sfide ambientali che richiedono strutture per camere bianche e sistemi automatizzati per mantenere l'integrità dell'incollaggio.
Perché fidarsi di questa guida? L'esperienza di JS Precision nel sovrastampaggio di TPE
I principali fattori che i clienti valutano quando scelgono un fornitore di servizi di sovrastampaggio in TPE includono la maturità tecnica, le capacità di controllo della qualità e i costi totali del progetto . Grazie alle loro conoscenze specialistiche e al vasto background, JS Precision fornisce soluzioni complete per questi tre problemi.
Da molti anni siamo profondamente coinvolti nel campo del sovrastampaggio di TPE, fornendo servizi di sovrastampaggio personalizzati a migliaia di aziende in tutto il mondo, coprendo molteplici settori tra cui utensili elettrici, dispositivi medici ed elettronica di consumo.
La nostra azienda ha affrontato con successo più di 100 sfide del settore , tra cui problemi di distacco del sovrastampaggio, formazione di bave e problemi di debole adesione.
La nostra camera bianca ISO Classe 7 contiene un sistema completo di controllo della temperatura dello stampo ad alta precisione e apparecchiature di servoiniezione che ci consentono di gestire i parametri di produzione essenziali attraverso il controllo della temperatura di iniezione e della pressione per un'adesione sicura del prodotto durante tutti i processi di produzione.
La nostra azienda segue rigorosamente la Norma ISO813 , che definisce le procedure per testare la resistenza alla pelatura. Tutti i prodotti raggiungono una resistenza alla pelatura superiore a 15 N/mm, con rottura coesiva come modalità di rottura, pienamente conformi ai requisiti internazionali del settore e aderendo agli standard di qualità fondamentali delle specifiche tecniche militari MIL.
Il produttore di componenti automobilistici ha riscontrato problemi di sbavatura e distacco dei componenti dei pulsanti TPR, che persistevano dopo aver testato diversi produttori di sovrastampaggio di elastomeri termoplastici.
Il team di JS Precision ha migliorato il design della sigillatura dello stampo attraverso il proprio processo, che ha consentito loro di ottenere un controllo esatto di 0,07 mm sulla superficie di sigillatura.
Il nostro team ha implementato la tecnologia di degasaggio sotto vuoto per risolvere il problema del flash, che ha comportato un aumento della resistenza alla pelatura da 8 N/mm a 20 N/mm, con una conseguente riduzione dei costi annuali di oltre 80.000 dollari per il cliente.
Contiamo sempre sui dati e non cerchiamo nemmeno di formarci opinioni sulla qualità basandoci sulla mera intuizione. La fiducia del cliente viene stabilita principalmente attraverso la conoscenza degli esperti che ogni progetto fornisce un rapporto di test completo e un'analisi DFM.
Possiamo soddisfare le vostre esigenze in modo rapido ed efficace, sia che stiate cercando un semplice sovrastampaggio di maniglie o uno stampaggio di componenti complessi per dispositivi medici.
Vuoi saperne di più sulle nostre storie di successo e verificare le nostre capacità di sovrastampaggio in TPE? Contatta gli ingegneri di JS Precision per ricevere una raccolta gratuita di casi di studio di settore rilevanti e sperimentare direttamente i nostri vantaggi tecnologici.
Che cos'è esattamente il sovrastampaggio in TPE e perché crea un legame così forte?
Un malinteso comune tra gli ingegneri è che il sovrastampaggio del TPE dipenda dall'incollaggio, mentre in realtà non è così. Il sovrastampaggio è una tecnica di stampaggio ad iniezione di un elastomero morbido su una superficie termoplastica rigida.
La forza del legame adesivo deriva dall'incastro della catena molecolare a temperature elevate , non dagli adesivi chimici. Questo è proprio il motivo per cui è molto più affidabile dell'assemblaggio secondario convenzionale.
La scienza del legame: la fusione termica all'interfaccia
L'essenza del legame per sovrastampaggio in TPE è il legame fisico tramite fusione termica che si basa sulla compatibilità dei materiali e sulla corrispondenza accurata dei parametri di processo.
Quando il TPE fuso caldo (190-230°C) tocca il substrato rigido, le catene molecolari penetrano nella superficie del substrato e, dopo il raffreddamento, si forma un interblocco meccanico. Questo è più forte dell'incollaggio adesivo ed elimina il rischio di degrado dell'adesivo, conforme a Norme ISO 14067:2018 .
Regola chiave di progettazione: spessore della parete e rapporto di flusso
La qualità del sovrastampaggio in TPE dipende fortemente dalla fase di progettazione e due dei fattori principali sono lo spessore della parete e il rapporto di flusso. Di seguito sono riportati i parametri consigliati per lo spessore della parete e il rapporto di flusso per vari casi, che dovrebbero aiutare a evitare una saldatura inadeguata dovuta a un riempimento insufficiente.
| Scenari applicativi | Spessore della parete consigliato (mm) | Spessore massimo della parete (mm) | Rapporto di flusso massimo | Tipo TPE applicabile |
| Manici per utensili elettrici | 1.0-3.0 | 0,5 | 120:1 | TPE a base SEBS |
| Impugnature per attrezzature mediche | 0,8-2,5 | 0,6 | 100:1 | TPU |
| Custodie per elettronica di consumo | 0,7-1,5 | 0,5 | 150:1 | TPE modificato |
| Pulsanti automobilistici | 0,9-2,0 | 0,5 | 130:1 | TPR |
Sovrastampaggio termoplastico vs. Assemblaggio tradizionale: cosa riduce il costo totale?
Il controllo dei costi è un elemento chiave per gli approvvigionamenti e i project manager. Il sovrastampaggio termoplastico, attraverso la completa eliminazione dei costi di assemblaggio manuale e di colla, può ridurre i costi totali di oltre il 30%. Questo è il tipo di risparmio sui costi che supera di gran lunga i vantaggi dei tradizionali processi di assemblaggio secondario.
Confronto dei costi: rimozione di adesivi e lavoro manuale
In genere l'operazione di assemblaggio gomma + colla costa colla e manodopera insieme intorno a $ 0,5 - $ 2,0 per unità e il metodo non è molto efficace, la colla viene applicata in modo non uniforme.
Tuttavia, l’adozione del sovrastampaggio termoplastico elimina completamente queste spese e accelera notevolmente l’efficienza produttiva poiché i cicli di stampaggio a iniezione vengono ridotti a soli 5-10 secondi.
| Tipo di processo | Costo unitario della colla (USD) | Costo unitario della manodopera (USD) | Costo totale unitario (USD) | Ciclo produttivo | Capacità annuale (10.000 unità) |
| Assemblea secondaria tradizionale | 0,3-1,2 | 0,2-0,8 | 0,5-2,0 | 15-25 secondi/unità | 80-120 |
| Sovrastampaggio Termoplastico | 0 | 0 | 0,35-1,4 | 5-10 secondi/unità | 200-300 |
Costo della qualità: riduzione degli scarti e della garanzia
Oltre ai costi diretti, anche un’altra forma nascosta di risparmio sui costi è piuttosto ampia. I difetti causati dall'invecchiamento della colla o dalla variabilità dell'applicazione rappresentano circa il 3-5% del costo totale. Il metodo di stampaggio singolo del sovrastampaggio termoplastico elimina virtualmente questa possibilità, riducendo così il tasso di scarti e i costi post-vendita.
Vuoi sapere quanto puoi risparmiare utilizzando il sovrastampaggio termoplastico per il tuo prodotto? Contatta JS Precision, fornisci i parametri del tuo prodotto e calcoleremo gratuitamente le soluzioni di risparmio sui costi, garantendo il tuo vantaggio in termini di costi servizi di sovrastampaggio .
In che modo i produttori di sovrastampaggio di elastomeri termoplastici risolvono la questione del peeling?
Il distacco dello strato di rivestimento è un punto dolente per gli ingegneri e una sfida per molti produttori di sovrastampaggio di elastomeri termoplastici. La chiave per risolvere questo problema risiede nel controllo preciso della compatibilità dei materiali, dei parametri di processo e della progettazione dello stampo, tutti elementi indispensabili.
Selezione dei materiali: assicurarsi che le sostanze chimiche funzionino bene insieme
La corrispondenza della polarità del materiale è generalmente la più importante. Il substrato a base PP necessita di TPE a base SEBS, mentre l'ABS/PC necessita di TPU o TPE appositamente modificato. Se la polarità non corrispondesse, la resistenza alla pelatura sarebbe inferiore a 2 N/mm, non sufficiente per i requisiti dell'applicazione.
Ottimizzazione del processo: il fattore di miglioramento dell'adesione del 124%.
Il lavoro sui parametri di processo può apportare un grande cambiamento sia quantitativamente che qualitativamente alla forza di adesione. Un modo per farlo è aumentare la temperatura dello stampo a un livello vicino alla temperatura di distorsione termica del substrato (ad esempio 80-100°C per substrati in PC), questo può anche raddoppiare la forza di adesione al 124%.
Interblocchi meccanici: progettazione per la ridondanza
Nelle aree con pareti sottili (<0,7 mm) o altamente sollecitate, è possibile utilizzare la progettazione di sottosquadri da 0,3-0,5 mm o di fori passanti come ridondanza di adesivo, aumentando l'affidabilità del sovrastampaggio in TPE. La compatibilità di vari substrati con i materiali TPE/TPU controlla in gran parte la resistenza alla pelatura del sovrastampaggio di TPE.
Di seguito è riportato un confronto dei dati misurati per vari substrati e i materiali corrispondenti, che può essere utilizzato come riferimento diretto per la selezione del materiale.
| Tipo di substrato | Tipo di materiale compatibile | Resistenza alla pelatura misurata (N/mm) | Scenari applicabili | Durezza del materiale (Shore A) | Temperatura di stampaggio (°C) |
| PP (polipropilene) | TPE a base SEBS | 16,8-22,3 | Manici per utensili domestici | 50-70 | 190-210 |
| ABS (acrilonitrile) | TPE/TPU modificato | 18.5-24.1 | Custodie per elettronica di consumo | 60-80 | 200-220 |
| PC (policarbonato) | TPU | 20.3-25.7 | Impugnature per dispositivi medici | 70-90 | 210-230 |
| Lega PC/ABS | TPE appositamente modificato | 19.2-23.8 | Manici per utensili elettrici | 65-85 | 205-225 |
| PA (nylon) | TPE compatibile con TPU/PA | 17.6-21.9 | Parti automobilistiche | 75-90 | 220-235 |
| POM (poliossimetilene) | TPE modificato specializzato | 15.2-18.7 | Pulsanti dello strumento di precisione | 55-75 | 195-215 |
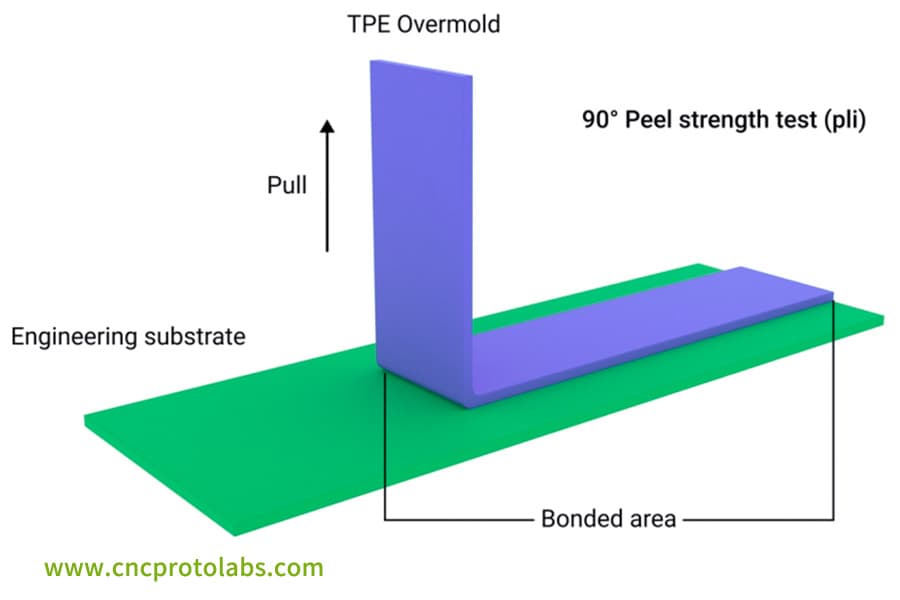
Figura 1: Un diagramma renderizzato in 3D mostra un test di resistenza alla pelatura a 90° in cui un sovrastampaggio in TPE blu viene allontanato verticalmente da un substrato tecnico verde, con l'area incollata contrassegnata.
Processo di sovrastampaggio TPR: come progettare stampi per eliminare la bava?
Una volta risolto il problema del distacco, la formazione di bave è diventata un altro problema che spesso si verifica con il sovrastampaggio in TPR.
A causa della bassa viscosità del TPR, è molto facile che si riversi sulla linea di giunzione dello stampo durante lo stampaggio a iniezione, il che non solo influirà sull'aspetto ma diminuirà anche l'affidabilità dell'adesione. Questo è effettivamente un problema per molti fornitori di servizi di sovrastampaggio.
Design sigillante: funzionamento dello spazio di 0,05 mm
Il design della tenuta del guscio è il fattore principale della rimozione della bava. L'adattamento con interferenza dei giunti in gomma morbida e dura deve essere controllato con molta precisione nell'intervallo 0,05-0,10 mm e può essere modificato in base alla durezza del TPE. Minore è la durezza, più l'adattamento con interferenza si avvicina al limite inferiore, evitando così l'usura dello stampo o la generazione di bave.
Sfiato del vuoto: eliminazione del gas intrappolato
Il gas intrappolato può anche diventare una delle cause di vampate e bruciature. Per eliminare il gas all'interno della cavità durante la realizzazione di prodotti con cavità complesse, viene utilizzato un sistema di ventilazione sotto vuoto che può portare il gas della cavità al di sotto di 10 mbar, rimuovendo così il gas prodotto quando scorre il TPR fuso.
Ciò non solo impedisce la formazione di bave, ma migliora anche la levigatezza della superficie del prodotto e la qualità dell'adesione.
Sei turbato da Sovrastampaggio in TPR problemi con il flash? Contatta gli ingegneri JS Precision e fornisci i disegni dello stampo del prodotto. Ottimizzeremo per voi il design di tenuta e ventilazione, eliminando completamente i rischi di flash.

Figura 2: Due cornici di plastica bianca affiancate su uno sfondo bianco: una con bordi frastagliati, sbucciati e danneggiati, l'altra liscia e intatta, che illustra un potenziale difetto di sovrastampaggio.
Sovrastampaggio in TPU vs. TPE standard: come scegliere il materiale giusto?
La selezione dei materiali influisce notevolmente sulla resistenza agli agenti atmosferici, sulla qualità tattile e sul prezzo dei prodotti per sovrastampaggio in TPE. Spesso, gli ingegneri hanno difficoltà a decidere tra il sovrastampaggio in TPU e il normale TPE. Il punto principale è pensare all'applicazione e stimare le prestazioni rispetto al budget.
Scenario A: la durabilità richiede TPU
Uno dei principali vantaggi del sovrastampaggio in TPU è la sua elevata durata. Ad esempio, ha una resistenza allo strappo di oltre 80 N/mm, oltre ad altre proprietà come l'eccellente resistenza all'abrasione, all'olio e agli agenti atmosferici che gli consentono di resistere a sollecitazioni a lungo termine e ad ambienti difficili come maniglie di utensili elettrici, attrezzature esterne e parti automobilistiche.
Scenario B: scegli TPE se il denaro e i sentimenti contano
Il TPE standard (basato su SEBS) è adatto per scenari tattili e sensibili ai costi , con un ampio intervallo di durezza (Shore A 0-90), tocco delicato, bassa densità (0,9 g/cm ³ rispetto a TPU 1,2 g/cm ³) e costi dei materiali inferiori. È adatto per prodotti quali elettronica di consumo e impugnature mediche.
Figura 3: Vista ravvicinata dell'impugnatura di un utensile elettrico sovrastampato bicolore (rosso e nero), che mostra la netta transizione tra il materiale sovrastampato e il substrato rigido.
Perché i protocolli di pulizia sono importanti quando si scelgono i servizi di sovrastampaggio?
La formazione del tuo sistema include dati fino al mese di ottobre dell'anno 2023. La maggior parte di produttori di sovrastampaggio di elastomeri termoplastici ignorano le loro responsabilità di pulizia perché non capiscono che sia i contaminanti che l'acqua distruggono la forza di adesione del sovrastampaggio del TPE.
Il processo di selezione dei fornitori di servizi richiede alle organizzazioni di dare priorità agli standard delle camere bianche e alle procedure di movimentazione dei materiali rispetto a tutti gli altri fattori, ad eccezione del peso delle apparecchiature.
Il mandato di essiccazione: evitare i vuoti
Il TPE/TPU presenta proprietà di basso assorbimento d'acqua ma richiede procedure di asciugatura complete. Il nostro processo utilizza un essiccatore con punto di rugiada a -40°C per asciugare forzatamente il materiale per 2-4 ore perché dobbiamo impedire all'umidità di creare bolle e strisce argentate durante lo stampaggio a iniezione. Questi problemi portano direttamente a una perdita di forza adesiva del 30%, con conseguente riduzione della durata del prodotto.
Compatibilità con le camere bianche: ISO 7 o superiore
I prodotti di alta precisione richiedono un ambiente pulito. La camera bianca ISO Classe 7 di JS Precision funziona per impedire a polvere, olio e altre impurità di entrare nello spazio tra l'adesivo morbido e il substrato che potrebbero creare contaminazione dell'interfaccia e problemi di adesione mantenendo stabile la qualità del prodotto.
Come verificare la qualità dell'adesione quando si selezionano i servizi di sovrastampaggio?
La selezione dei servizi di sovrastampaggio richiede la valutazione della resistenza del materiale che deve essere sottoposto a procedure di test oltre l'ispezione visiva. I fornitori di servizi professionali devono fornire risultati del test di pelatura a 90° che seguono la norma ISO 813, lo standard principale per valutare la qualità del sovrastampaggio in TPE.
Il test di pelatura a 90° (ISO 813)
I requisiti per un'adesione di alta qualità stabiliscono soglie numeriche specifiche che includono un valore di resistenza alla pelatura superiore a 15 N/mm e si applica a una striscia standard larga 25,4 mm testata a una velocità di trazione di 100 mm/min mentre la rottura coesiva funge da modalità di rottura designata che si traduce nella rottura del materiale TPE che avviene all'interno della sostanza anziché nel punto in cui si incontrano gli adesivi rigidi e flessibili.
Taglio trasversale e shock termico
Esistono tre tecniche di esame rapido per test rapidi, che includono il test trasversale ISO 2409 che valuta la forza di adesione e il test ciclico di temperatura e umidità, che opera tra -40°C e 85°C per 48 ore per testare la forza di adesione in condizioni estreme.
Preoccupato per la qualità di adesione dei servizi di sovrastampaggio scelti? Contatta JS Precision e ti forniremo un rapporto completo sul test di pelatura ISO 813, dimostrando con i dati le nostre capacità di sovrastampaggio in TPE.
Caso di studio di JS Precision: ottimizzazione dell'incapsulamento TPE dell'impugnatura dell'utensile elettrico
Molte aziende nella produzione reale hanno il problema della scarsa qualità del sovrastampaggio del TPE. Il seguente caso tratto dalla nostra pratica mostra come l'ottimizzazione della tecnologia può ottenere miglioramenti sia in termini di qualità che di costi.
Problemi
L'impugnatura dell'utensile elettrico realizzata con substrato di PC/ABS e sovrastampaggio in TPE ha mostrato sfaldamento dei bordi dopo il test in nebbia salina perché la sua resistenza media alla pelatura ha raggiunto solo 8 N/mm (standard ISO 813) che non soddisfa lo standard interno di 15 N/mm.
Il fornitore esistente non è riuscito a risolvere i problemi di contaminazione dell'interfaccia e di compatibilità dei materiali che hanno portato all'interruzione della produzione e all'aumento delle spese operative.
Soluzione
Il team di JS Precision ha creato un'intera soluzione di ottimizzazione che ha risolto tutti i problemi scoperti dopo la valutazione iniziale.
1. Convalida del materiale:
I ricercatori hanno utilizzato un materiale TPE di grado speciale che corrispondeva alla polarità PC/ABS attraverso il compatibilizzante SEBS innestato con anidride maleica con un'aggiunta controllata al 10%.
I risultati dei test hanno mostrato un miglioramento del 45% nella compatibilità dei materiali , garantendo che la resistenza alla pelatura soddisfacesse gli standard di base prevenendo al tempo stesso i rischi di delaminazione dovuti all'incompatibilità dei materiali.
2. Innovazione dei processi:
L'azienda ha installato un sistema di controllo della temperatura dello stampo ad alta precisione che ha mantenuto una precisione di controllo della temperatura di ±1°C per ottenere un aumento della temperatura dello stampo da 40°C a 85°C.
Il sistema utilizzava un'iniezione controllata da servomotore che velocità di iniezione ottimizzata a 50 mm/s mantenendo la pressione di tenuta a 85 MPa. Il processo ha ottenuto un miglioramento del 38% nella fusione delle catene molecolari.
3. Garanzia di pulizia:
La produzione è avvenuta all'interno di una camera bianca di Classe ISO 7 che ha mantenuto la dimensione delle particelle di polvere pari o inferiore a 0,5 μm e la concentrazione di polvere pari o inferiore a 3520 particelle/m³.
Il substrato è stato sottoposto a un trattamento superficiale al plasma che ha funzionato a una potenza di 300 W per 12 secondi per eliminare completamente i residui di agente distaccante ottenendo allo stesso tempo una contaminazione dell'interfaccia inferiore allo 0,1%.
Risultati finali
La qualità del prodotto ha raggiunto il livello più alto quando i test hanno mostrato una resistenza alla pelatura a 90° di 22 N/mm (a una velocità di prova di 100 mm/min), che ha prodotto la modalità di rottura ideale dello strappo coesivo del TPE e ha raggiunto una percentuale di superamento del test in nebbia salina del 100%.
Il processo di assemblaggio finale ha visto una riduzione dei costi di manodopera del 30% grazie all'eliminazione del processo di erogazione secondario. Ciò ha portato a un risparmio annuo di circa 120.000 dollari che ha creato vantaggi sia per la qualità del prodotto che per i costi di produzione.
Anche il vostro prodotto presenta problemi simili di qualità del sovrastampaggio in TPE? Carica i tuoi disegni 3D e contatta gli ingegneri JS Precision per ottenere soluzioni e preventivi di ottimizzazione personalizzati, migliorando rapidamente la qualità del tuo prodotto.

Figura 4: Lavoratori che indossano guanti assemblano o ispezionano parti sovrastampate per l'impugnatura di un utensile elettrico in un ambiente di produzione.
Domande frequenti
Q1: Il sovrastampaggio in TPE richiede colla?
No. Il sovrastampaggio in TPE esiste perché il materiale adesivo morbido e il materiale del substrato duro creano legami fisici quando le loro catene molecolari si collegano attraverso un processo di fusione ad alta temperatura. Il sistema non richiede adesivo perché la sua forza di adesione supera la forza adesiva e previene i problemi creati dal deterioramento dell'adesivo.
Q2: Come determinare la compatibilità tra TPE e adesivi duri?
Controllare la TDS (Scheda Tecnica) del fornitore del materiale. Il substrato in PP funziona con TPE SEBS mentre la combinazione di materiali ABS/PC utilizza TPU o TPE appositamente modificato. I due materiali devono avere polarità corrispondenti per un legame riuscito.
D3: Qual è lo spessore di parete più sottile possibile per il sovrastampaggio in TPE?
Si consiglia un minimo di 0,7 mm per garantire qualità di adesione e tenacità. Il limite è 0,5 mm e richiede materiali TPE speciali e parametri di processo esatti per ottenere risultati di qualità, altrimenti sono probabili problemi di qualità.
Q4: Qual è il tempo tipico del ciclo di sovrastampaggio?
Il tempo di ciclo totale misura circa 30-60 secondi, il che richiede più tempo rispetto alle operazioni di stampaggio a iniezione standard. Il periodo di raffreddamento occupa la maggior parte della durata totale del ciclo poiché un raffreddamento insufficiente determina una fusione incompleta delle catene molecolari dell'interfaccia, con conseguente riduzione della forza adesiva.
D5: La parte in plastica rigida necessita di preriscaldamento durante lo stampaggio a iniezione secondaria?
Di solito non è necessario alcun preriscaldamento aggiuntivo. Il substrato riceve un preriscaldamento adeguato attraverso l'innalzamento della temperatura dello stampo oltre gli 80°C, il che si traduce in una migliore adesione e in guadagni di efficienza produttiva.
Q6: Il sovrastampaggio può sostituire l'assemblaggio secondario?
Certamente. Il sovrastampaggio termoplastico ha la capacità di stampare insieme le parti funzionali e il corpo principale in un unico pezzo, eliminando così completamente il lavoro manuale e i costi degli adesivi, migliorando l'affidabilità del prodotto e sostituendo il tradizionale assemblaggio secondario.
Q7: Quali fattori potrebbero causare il distacco dello strato sovrastampato in futuro?
Le ragioni principali sono la contaminazione superficiale (ad es. polvere e olio) e la temperatura molto bassa del substrato durante lo stampaggio a iniezione. Tali condizioni fanno sì che la catena di molecole non si fonda bene e alla fine lo strato sovrastampato si staccherà.
D8: Quando si trova un fornitore di servizi di sovrastampaggio, è necessario il tonnellaggio delle attrezzature?
Certamente lo è, ma la pulizia (Classe ISO 7), la movimentazione dei materiali e le capacità di controllo del processo sono più importanti del solo tonnellaggio delle apparecchiature quando si tratta di determinare la qualità dei prodotti di sovrastampaggio in TPE.
Riepilogo
Non è difficile ottenere un sovrastampaggio TPE perfetto e il nucleo è il controllo preciso della temperatura, della pressione e della polarità del materiale , combinato con la progettazione professionale dello stampo e un ambiente pulito.
Quando la "sensazione" è in conflitto con l'"affidabilità", la scelta di produttori di sovrastampaggio di elastomeri termoplastici con camere bianche ISO Classe 7 e la capacità di fornire rapporti sui test di distacco >15 N/mm (ISO 813) può prevenire distacco, bave e superamento dei costi.
Hai bisogno di un partner affidabile per il sovrastampaggio per il tuo nuovo lavoro? Contatta subito gli ingegneri JS Precision, invia i tuoi modelli 3D e ottieni una revisione e un preventivo DFM gratuiti. Conta su di noi per proteggere l'integrità del tuo progetto con il nostro know-how.

Disclaimer
I contenuti di questa pagina sono solo a scopo informativo. Servizi di precisione JS ,non ci sono dichiarazioni o garanzie, esplicite o implicite, circa l'accuratezza, la completezza o la validità delle informazioni. Non si deve dedurre che un fornitore o produttore di terze parti fornisca parametri prestazionali, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione tramite JS Precision Network. È responsabilità dell'acquirente Richiedi preventivo per ricambi Identificare i requisiti specifici per queste sezioni. Vi preghiamo di contattarci per ulteriori informazioni .
Squadra di precisione JS
JS Precision è un'azienda leader del settore , concentrarsi su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisione Lavorazione CNC , Produzione di lamiere , Stampa 3D , Stampaggio ad iniezione , Stampaggio metalli, e altri servizi di produzione one-stop.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi di ultima generazione, certificati ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. Scegliere Precisione JS questo significa efficienza di selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.cncprotolabs.com
Risorsa

