

الإفراط في صب TPE هي إحدى الطرق الرئيسية المستخدمة للجمع بين المواد الصلبة واللينة في العديد من أنواع المنتجات الصناعية، إلا أنها تعاني من مشكلات إنتاجية مختلفة في كثير من الأحيان.
في اختبار المتانة باستخدام 500 اهتزاز، سيبدأ المقبض المطاطي للمثقاب في التقشر عند الحواف. في جهازك الطبي، يؤدي تقادم المادة اللاصقة إلى ظهور العفن في الفجوات الصغيرة في المقبض. عندما يضعف "الإحساس" "الموثوقية"، كيف يتأكد المهندسون من أن المواد اللاصقة الصلبة والناعمة يتم دمجها بشكل مثالي؟
سنستكشف هنا مدى إتقان الإفراط في قولبة TPE ونوضح طريقة التخلص من مشاكل التقشير والفلاش والنفقات المتصاعدة من جذورها.
ملخص الإجابة الأساسية:
| الأبعاد الرئيسية | المؤشرات الفنية الأساسية والحلول الموصى بها |
| مبدأ الترابط الأساسي | الترابط الجسدي بالذوبان الحراري، يتأثر بشكل رئيسي بتوافق المواد ومعلمات العملية. |
| معيار صناعة قوة التقشير | ممتاز> 15 نيوتن/مم (ISO 813، عينة عريضة 25.4 مم، سرعة الشد 100 مم/دقيقة)، يجب أن يكون وضع الفشل فشلًا متماسكًا. |
| إرشادات تصميم سمك الجدار | النطاق الموصى به لسمك الطبقة الناعمة هو 0.7 مم - 3.8 مم، والحد الأدنى للسمك 0.5 مم هو الحد الأقصى، ويجب أن تكون نسبة التدفق القصوى 150:1. |
| تصميم ختم القالب | احتفظ بالتداخل في المناطق الحرجة في نطاق 0.05 مم - 0.10 مم، وقم بتغييره وفقًا لصلابة TPE. |
| إمكانية توفير التكلفة | يمكن تقليل التكلفة الإجمالية بنسبة 30% مقارنة بالتجميع الثانوي التقليدي. |
الاستنتاجات الرئيسية:
- التحقق من صحة البيانات، وليس العينات: يجب على الموردين تقديم نتائج اختبار التقشير بزاوية 90 درجة من اختبار ISO 813 الذي يظهر نتائج أعلى من 15 نيوتن/مم كدليل بدلاً من استخدام المظهر المادي لمنتجهم.
- التكلفة مخفية في التكامل: القيمة الأساسية لـ الإفراط في صب اللدائن الحرارية يكمن في التخلص من تكاليف التجميع الثانوي واللصق التي تؤدي إلى تقليل وقت دورة الإنتاج بنسبة 27 بالمائة.
- اختيار الموردين بمعايير غرف الأبحاث: يمثل صب الحقن متعدد الألوان تحديات بيئية تتطلب مرافق غرف الأبحاث وأنظمة آلية للحفاظ على سلامة الترابط.
لماذا تثق بهذا الدليل؟ خبرة JS Precision في الإفراط في صب TPE
تشمل العوامل الرئيسية التي يقوم العملاء بتقييمها عند اختيار مزود خدمة TPE overmolding نضجهم الفني وقدراتهم على مراقبة الجودة وإجمالي تكاليف المشروع . من خلال معرفتهم المتخصصة وخلفيتهم الواسعة، توفر JS Precision حلولاً كاملة لهذه المشكلات الثلاث.
لقد شاركنا بعمق في مجال القولبة الزائدة لـ TPE لسنوات عديدة، حيث نقدم خدمات overmolding مخصصة لآلاف الشركات في جميع أنحاء العالم، ونغطي العديد من الصناعات بما في ذلك الأدوات الكهربائية والأجهزة الطبية والإلكترونيات الاستهلاكية.
لقد نجحت شركتنا في مواجهة أكثر من 100 تحدي صناعي والتي تشمل مشاكل التقشير المفرط وتكوين الوميض ومشاكل الالتصاق الضعيف.
تحتوي غرفة الأبحاث ISO Class 7 الخاصة بنا على نظام كامل عالي الدقة للتحكم في درجة حرارة القالب ومعدات حقن مؤازرة تمكننا من إدارة معلمات الإنتاج الأساسية من خلال التحكم في درجة حرارة الحقن والضغط من أجل التصاق آمن للمنتج خلال جميع عمليات التصنيع.
شركتنا تتبع بدقة معيار ايزو 813 الذي يحدد إجراءات اختبار قوة التقشير. تحقق جميع المنتجات قوة تقشير تزيد عن 15 نيوتن/مم، مع الفشل المتماسك كوضع الفشل، والامتثال الكامل لمتطلبات الصناعة الدولية والالتزام بمعايير الجودة الأساسية للمواصفات الفنية العسكرية MIL.
واجهت الشركة المصنعة لقطع غيار السيارات مشاكل فلاش وتقشير مكون زر TPR، والتي استمرت بعد اختبار العديد من الشركات المصنعة لللدائن المرنة بالحرارة.
قام فريق JS Precision بتحسين تصميم ختم القالب من خلال عمليتهم، مما سمح لهم بتحقيق تحكم دقيق بمقدار 0.07 مم على سطح الختم.
قام فريقنا بتطبيق تقنية تفريغ الغاز لحل مشكلة الوميض، مما أدى إلى زيادة قوة التقشير من 8 نيوتن/مم إلى 20 نيوتن/مم، مما أدى إلى خفض التكلفة السنوية بما يزيد عن 80,000 دولار أمريكي للعميل.
نحن نعتمد دائمًا على البيانات ولا نحاول حتى تكوين آراء حول الجودة على أساس الحدس فقط. يتم تأسيس ثقة العملاء بشكل أساسي من خلال معرفة الخبراء بأن كل مشروع يقدم تقرير اختبار شامل وتحليل سوق دبي المالي.
يمكننا تلبية احتياجاتك بسرعة وفعالية، سواء كنت تبحث عن قولبة مفرطة بسيطة للمقبض أو قولبة مكونات الأجهزة الطبية المعقدة.
هل تريد معرفة المزيد عن قصص نجاحنا والتحقق من قدراتنا في تصنيع TPE؟ اتصل بمهندسي JS Precision للحصول على مجموعة مجانية من دراسات الحالة ذات الصلة بالصناعة وتجربة مزايانا التكنولوجية بشكل مباشر.
ما هو بالضبط الإفراط في قولبة TPE ولماذا يخلق مثل هذا الارتباط القوي؟
أحد سوء الفهم الشائع بين المهندسين هو أن الإفراط في قولبة TPE يعتمد على الترابط اللاصق في حين أنه في الواقع لا يفعل ذلك. Overmolding هي تقنية لقولبة المطاط الصناعي الناعم على سطح صلب بالحرارة.
قوة الرابطة اللاصقة تأتي من السلسلة الجزيئية المتشابكة عند درجات حرارة مرتفعة ، وليس من المواد اللاصقة الكيميائية. وهذا هو السبب وراء كونها أكثر موثوقية بكثير من التجميع الثانوي التقليدي.
علم الرابطة: الانصهار الحراري في الواجهة
إن جوهر رابط overmolding TPE هو الترابط المادي للانصهار الحراري والذي يعتمد على توافق المواد والمطابقة الدقيقة لمعلمات العملية.
عندما يلامس TPE المنصهر الساخن (190-230 درجة مئوية) الركيزة الصلبة، تخترق السلاسل الجزيئية سطح الركيزة، وعند التبريد، يتم تشكيل تعشيق ميكانيكي. وهذا أقوى من الروابط اللاصقة ويزيل خطر تدهور المادة اللاصقة، ويتوافق مع ذلك معايير الأيزو 14067:2018 .
قاعدة التصميم الرئيسية: سمك الجدار ونسبة التدفق
تعتمد جودة القوالب الزائدة TPE بشكل كبير على خطوة التصميم، وهناك عاملان رئيسيان هما سمك الجدار ونسبة التدفق. فيما يلي معلمات سمك الجدار ونسبة التدفق الموصى بها لمختلف الحالات، والتي من المفترض أن تساعد في تجنب سوء اللحام بسبب عدم كفاية الحشو.
| سيناريوهات التطبيق | سمك الجدار الموصى به (مم) | الحد الأقصى لسماكة الجدار (مم) | الحد الأقصى لنسبة التدفق | نوع TPE المطبق |
| مقابض أدوات الطاقة | 1.0-3.0 | 0.5 | 120:1 | TPE القائم على SEBS |
| مقابض المعدات الطبية | 0.8-2.5 | 0.6 | 100:1 | تي بي يو |
| مساكن الالكترونيات الاستهلاكية | 0.7-1.5 | 0.5 | 150:1 | تعديل TPE |
| أزرار السيارات | 0.9-2.0 | 0.5 | 130:1 | نظام الحماية المؤقت |
اللدائن الحرارية المفرطة مقابل. التجميع التقليدي: ما الذي يخفض التكلفة الإجمالية؟
يعد التحكم في التكاليف عنصرًا أساسيًا لمديري المشتريات والمشاريع. يمكن أن يؤدي الإفراط في صب البلاستيك الحراري، من خلال الإزالة الكاملة لتكاليف التجميع اليدوي والغراء، إلى خفض التكاليف الإجمالية بنسبة تزيد عن 30%. وهذا هو نوع توفير التكاليف الذي يفوق بشكل كبير فوائد عمليات التجميع الثانوية التقليدية.
مقارنة التكلفة: إزالة المواد اللاصقة والعمل اليدوي
عادةً ما تكلف عملية تجميع المطاط + الغراء الغراء والعمل معًا ما بين 0.5 دولارًا إلى 2.0 دولارًا لكل وحدة، والطريقة ليست فعالة جدًا، ويتم تطبيق الغراء بشكل غير متساوٍ.
ومع ذلك، فإن اعتماد اللدائن الحرارية الزائدة يزيل هذه النفقات تمامًا ويسرع بشكل كبير من كفاءة الإنتاج حيث يتم تقصير دورات القولبة بالحقن إلى 5 - 10 ثوانٍ فقط.
| نوع العملية | تكلفة وحدة الغراء (بالدولار الأمريكي) | تكلفة وحدة العمل (بالدولار الأمريكي) | التكلفة الإجمالية للوحدة (بالدولار الأمريكي) | دورة الإنتاج | القدرة السنوية (10000 وحدة) |
| الجمعية الثانوية التقليدية | 0.3-1.2 | 0.2-0.8 | 0.5-2.0 | 15-25 ثانية/وحدة | 80-120 |
| الإفراط في صب اللدائن الحرارية | 0 | 0 | 0.35-1.4 | 5-10 ثانية/وحدة | 200-300 |
تكلفة الجودة: تقليل الخردة والضمان
وبصرف النظر عن التكاليف المباشرة، هناك شكل خفي آخر لتوفير التكاليف كبير جدًا أيضًا. تشكل العيوب الناتجة عن تقادم الغراء أو تقلب التطبيق حوالي 3-5٪ من التكلفة الإجمالية. إن طريقة القولبة الفردية لللدائن الحرارية المفرطة تقضي عمليًا على هذا الاحتمال، وبالتالي تقلل نسب الخردة وتكاليف ما بعد البيع.
هل تريد معرفة مقدار التكلفة التي يمكنك توفيرها باستخدام اللدائن الحرارية الزائدة لمنتجك؟ اتصل بـ JS Precision، وقدم معلمات المنتج الخاص بك، وسنقوم بحساب حلول توفير التكلفة لك مجانًا، مما يضمن ميزة التكلفة الخاصة بك في خدمات overmolding .
كيف يمكن لمصنعي اللدائن المرنة بالحرارة أن يحلوا مسألة التقشير؟
يعد انفصال طبقة الطلاء نقطة ألم أساسية للمهندسين وتحديًا للعديد من الشركات المصنعة لللدائن المرنة بالحرارة. يكمن مفتاح حل هذه المشكلة في التحكم الدقيق في توافق المواد، ومعلمات العملية، وتصميم القالب، وكلها أمور لا غنى عنها.
اختيار المواد: التأكد من أن المواد الكيميائية تعمل بشكل جيد معًا
تعد مطابقة قطبية المادة هي الأكثر أهمية بشكل عام. تحتاج الركيزة المعتمدة على PP إلى TPE المستندة إلى SEBS، بينما تحتاج ABS/PC إلى مادة TPU أو TPE معدلة خصيصًا. إذا لم تكن القطبية متطابقة، فإن قوة التقشير ستكون أقل من 2 نيوتن/مم، وهذا لا يكفي لمتطلبات التطبيق.
تحسين العملية: عامل تحسين الالتصاق بنسبة 124%
يمكن أن يؤدي العمل على معلمات العملية إلى إحداث تغيير كبير من الناحيتين الكمية والنوعية في قوة الالتصاق. إحدى الطرق للقيام بذلك هي زيادة درجة حرارة القالب إلى مستوى قريب من درجة حرارة التشوه الحراري للركيزة (على سبيل المثال 80-100 درجة مئوية لركائز الكمبيوتر الشخصي)، وهذا يمكن أن يضاعف قوة الالتصاق إلى 124%.
التشابكات الميكانيكية: تصميم للتكرار
في المناطق ذات الجدران الرقيقة (<0.7 مم) أو شديدة الضغط، يمكن استخدام تصميم قطع سفلية بقطر 0.3-0.5 مم أو من خلال الثقوب كتكرار لاصق، مما يزيد من موثوقية القولبة الزائدة لـ TPE. إن توافق الركائز المختلفة مع مواد TPE/TPU يتحكم إلى حد كبير في قوة التقشير الخاصة بطبقة TPE الزائدة.
فيما يلي مقارنة بين البيانات المقاسة للركائز المختلفة والمواد المقابلة لها، والتي يمكن استخدامها كمرجع مباشر لاختيار المواد.
| نوع الركيزة | نوع المادة المتوافقة | قوة التقشير المُقاسة (N/mm) | السيناريوهات القابلة للتطبيق | صلابة المواد (شور أ) | درجة حرارة القولبة (درجة مئوية) |
| PP (البولي بروبيلين) | TPE القائم على SEBS | 16.8-22.3 | مقابض الأدوات المنزلية | 50-70 | 190-210 |
| ABS (أكريلونيتريل) | تعديل TPE/TPU | 18.5-24.1 | المساكن الالكترونيات الاستهلاكية | 60-80 | 200-220 |
| الكمبيوتر (البولي كربونات) | تي بي يو | 20.3-25.7 | مقابض الأجهزة الطبية | 70-90 | 210-230 |
| سبيكة PC/ABS | تم تعديل TPE خصيصًا | 19.2-23.8 | مقابض الأدوات الكهربائية | 65-85 | 205-225 |
| با (نايلون) | TPE متوافق مع TPU/PA | 17.6-21.9 | قطع غيار السيارات | 75-90 | 220-235 |
| بوم (بولي أوكسي ميثيلين) | TPE المعدل المتخصص | 15.2-18.7 | أزرار الآلات الدقيقة | 55-75 | 195-215 |
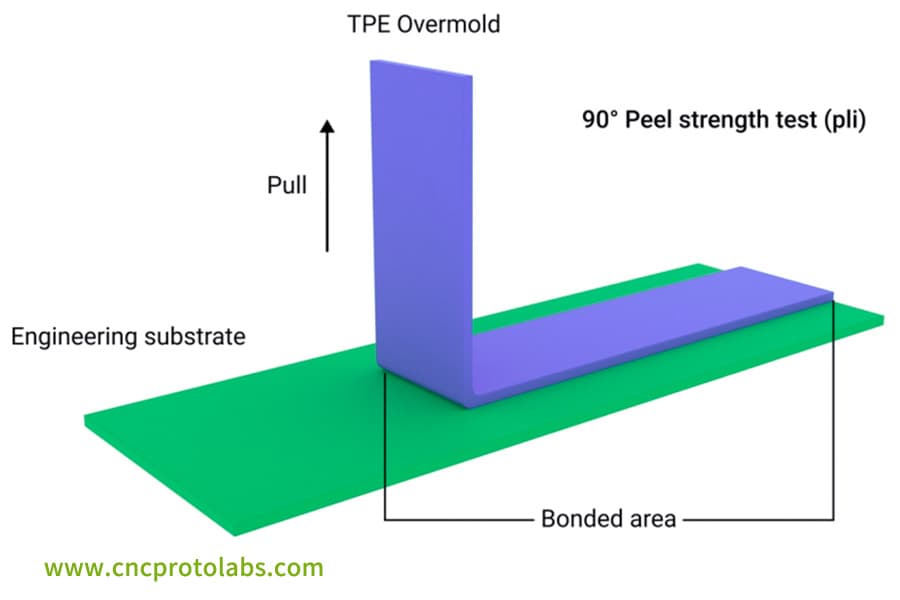
الشكل 1: رسم تخطيطي ثلاثي الأبعاد يُظهر اختبار قوة التقشير بمقدار 90 درجة حيث يتم سحب قالب TPE الأزرق عموديًا بعيدًا عن الركيزة الهندسية الخضراء، مع تحديد المنطقة المستعبدة.
عملية TPR Overmold: كيفية تصميم قوالب للتخلص من الفلاش؟
بمجرد إصلاح مشكلة التقشير، جاء الفلاش كمشكلة أخرى تحدث غالبًا مع قالب TPR الزائد.
بسبب اللزوجة المنخفضة للـ TPR، فمن السهل جدًا أن ينسكب فوق خط تفريق القالب أثناء قولبة الحقن، الأمر الذي لن يؤثر فقط على المظهر ولكن أيضًا سيقلل من موثوقية الالتصاق. هذه في الواقع مشكلة بالنسبة للعديد من مقدمي الخدمات المفرطين.
تصميم الغلق: تشغيل فجوة 0.05 مم
تصميم إغلاق القشرة هو العامل الرئيسي لإزالة الفلاش. يجب التحكم بدقة شديدة في تداخل المفاصل المطاطية الناعمة والصلبة في نطاق 0.05-0.10 مم ويمكن تغييرها بناءً على صلابة TPE. كلما انخفضت الصلابة، كلما اقترب تناسب التداخل من الحد الأدنى، وبالتالي تجنب تآكل القالب أو توليد الفلاش.
تنفيس الفراغ: التخلص من الغازات المحتبسة
قد يصبح الغاز المحبوس أيضًا أحد أسباب الوميض والحرق. للتخلص من الغاز داخل التجويف عند تصنيع منتجات التجويف المعقدة، يتم استخدام نظام تنفيس الفراغ الذي يمكنه الحصول على غاز التجويف أقل من 10 ملي بار، وبالتالي إزالة الغاز الذي يتم إنتاجه عندما يتدفق TPR المنصهر.
وهذا لا يمنع الوميض فحسب، بل يعزز أيضًا نعومة سطح المنتج بالإضافة إلى جودة الالتصاق.
هل أنت منزعج من TPR overmold قضايا فلاش؟ اتصل بمهندسي JS Precision وقدم رسومات قوالب منتجك. سوف نقوم بتحسين تصميم الختم والتهوية لك، مما يزيل مخاطر الفلاش تمامًا.

الشكل 2: إطاران من البلاستيك الأبيض جنبًا إلى جنب على خلفية بيضاء: أحدهما ذو حواف خشنة ومقشرة وتلف، والآخر أملس وسليم، مما يوضح وجود عيب محتمل في القوالب الزائدة.
TPU Overmolding مقابل. TPE القياسي: كيف تختار المادة المناسبة؟
يؤثر اختيار المواد إلى حد كبير على مقاومة الطقس، وجودة اللمس، وسعر منتجات TPE الزائدة. في كثير من الأحيان، يجد المهندسون صعوبة في الاختيار بين الإفراط في قولبة مادة TPU وTPE العادي. النقطة الأساسية هي التفكير في التطبيق وتقدير الأداء مقابل الميزانية.
السيناريو أ: المتانة تتطلب استخدام مادة TPU
إحدى المزايا الرئيسية لطبقة TPU الزائدة هي أنها متينة للغاية. على سبيل المثال، لديها قوة تمزق تزيد عن 80 نيوتن/مم، إلى جانب خصائص أخرى مثل مقاومة التآكل الممتازة، مقاومة الزيت ومقاومة الطقس التي تمكنها من تحمل الضغط على المدى الطويل وكذلك البيئات القاسية مثل مقابض الأدوات الكهربائية، المعدات الخارجية، وقطع غيار السيارات.
السيناريو ب: اختر TPE إذا كان المال والمشاعر مهمًا
يعتبر TPE القياسي (المعتمد على SEBS) مناسبًا للسيناريوهات الحساسة من حيث التكلفة والملمس ، مع نطاق صلابة واسع (Shore A 0-90)، ولمسة رقيقة، وكثافة منخفضة (0.9 جم/سم ³ مقابل TPU 1.2 جم/سم ³)، وتكاليف مواد أقل. إنها مناسبة لمنتجات مثل الإلكترونيات الاستهلاكية والمقابض الطبية.
الشكل 3: منظر عن قرب لمقبض أداة كهربائية ذو قالب زائد ثنائي اللون (أحمر وأسود)، يُظهر الانتقال الحاد بين مادة القالب الزائد والركيزة الصلبة.
ما أهمية بروتوكولات النظافة عند اختيار خدمات Overmolding؟
يتضمن تدريب نظامك بيانات حتى شهر أكتوبر من عام 2023. أغلبية اللدائن البلاستيكية الحرارية overmolding الشركات المصنعة يتجاهلون مسؤوليات التنظيف الخاصة بهم لأنهم لا يفهمون أن كلاً من الملوثات والمياه سوف تدمر قوة روابط TPE الزائدة.
تتطلب عملية اختيار مزود الخدمة من المؤسسات إعطاء الأولوية لمعايير غرف الأبحاث وإجراءات مناولة المواد فوق جميع العوامل الأخرى باستثناء وزن المعدات.
ولاية التجفيف: تجنب الفراغات
يُظهر TPE/TPU خصائص امتصاص منخفضة للماء ولكنه يتطلب إجراءات تجفيف كاملة. تستخدم عمليتنا مجففًا بنقطة ندى -40 درجة مئوية لتجفيف المادة بالقوة لمدة 2-4 ساعات لأننا نحتاج إلى منع الرطوبة من تكوين فقاعات وخطوط فضية أثناء قولبة الحقن. تؤدي هذه المشكلات بشكل مباشر إلى فقدان قوة اللصق بنسبة 30% مما يؤدي إلى تقليل متانة المنتج.
توافق غرف الأبحاث: ISO 7 أو أفضل
تتطلب المنتجات عالية الدقة بيئة نظيفة. تعمل غرفة الأبحاث ISO Class 7 في JS Precision على منع الغبار والزيوت والشوائب الأخرى من دخول المساحة بين المادة اللاصقة الناعمة والركيزة التي قد خلق تلوث الواجهة وفشل الالتصاق مع الحفاظ على استقرار جودة المنتج.
كيف يمكن التحقق من جودة الالتصاق عند اختيار خدمات Overmolding؟
يتطلب اختيار خدمات القوالب الزائدة تقييم قوة المواد التي تحتاج إلى الخضوع لإجراءات اختبار تتجاوز الفحص البصري. يجب على مقدمي الخدمة المحترفين تقديم نتائج اختبار التقشير بزاوية 90 درجة والتي تتبع ISO 813، وهو المعيار الأساسي لتقييم جودة القوالب الزائدة لـ TPE.
اختبار التقشير بزاوية 90 درجة (ISO 813)
تحدد متطلبات الالتصاق عالي الجودة عتبات رقمية محددة تتضمن قيمة قوة التقشير التي تتجاوز 15 نيوتن/مم وتنطبق على شريط قياسي بعرض 25.4 مم تم اختباره عند سرعة شد 100 مم/دقيقة بينما يعمل فشل التماسك كوضع الفشل المحدد الذي يؤدي إلى انهيار مادة TPE الذي يحدث داخل المادة بدلاً من مكان التقاء المواد اللاصقة الصلبة والمرنة.
القطع المتقاطع والصدمة الحرارية
توجد ثلاث تقنيات فحص سريعة للاختبار السريع، والتي تتضمن اختبار القطع المتقاطع ISO 2409 الذي يقيم قوة الرابطة، واختبار دورة درجة الحرارة والرطوبة، الذي يعمل بين -40 درجة مئوية و85 درجة مئوية لمدة 48 ساعة لاختبار قوة الرابطة في ظل الظروف القاسية.
هل تشعر بالقلق بشأن جودة الالتصاق لخدمات overmolding التي اخترتها؟ اتصل بـ JS Precision وسنزودك بتقرير اختبار التقشير ISO 813 الكامل، الذي يوضح قدراتنا في تشكيل TPE الزائد بالبيانات.
دراسة حالة لدقة JS: تحسين تغليف TPE لقبضة الأدوات الكهربائية
تواجه العديد من الشركات في الإنتاج الحقيقي مشكلة الجودة الرديئة للإفراط في صب TPE. توضح الحالة التالية من ممارستنا كيف يمكن لتحسين التكنولوجيا أن يحقق تحسينات في الجودة والتكلفة.
مشاكل
أظهر مقبض الأداة الكهربائية المصنوع من ركيزة PC/ABS وطبقة TPE الزائدة تقشير الحافة بعد اختبار رش الملح لأن متوسط قوة التقشير وصل إلى 8 نيوتن/مم فقط (معيار ISO 813) وهو ما يفشل في تلبية المعيار الداخلي البالغ 15 نيوتن/مم.
فشل المورد الحالي في حل مشكلات التلوث البيني وتوافق المواد مما أدى إلى إيقاف الإنتاج وزيادة النفقات التشغيلية.
حل
قام فريق JS Precision بإنشاء حل تحسين كامل أدى إلى حل جميع المشكلات التي اكتشفوها بعد التقييم الأولي.
1. التحقق من صحة المواد:
استخدم الباحثون مادة TPE ذات درجة خاصة تتوافق مع قطبية PC/ABS من خلال مُتوافق SEBS المطعم بآنهيدريد المالئيك مع إضافة يمكن التحكم فيها بنسبة 10%.
أظهرت نتائج الاختبار تحسنًا بنسبة 45% في توافق المواد مما يضمن أن قوة التقشير تلبي المعايير الأساسية مع منع مخاطر التصفيح الناتجة عن عدم توافق المواد.
2. ابتكار العمليات:
قامت الشركة بتركيب نظام عالي الدقة للتحكم في درجة حرارة القالب والذي يحافظ على دقة التحكم في درجة الحرارة بمقدار ±1 درجة مئوية لتحقيق زيادة في درجة حرارة القالب من 40 درجة مئوية إلى 85 درجة مئوية.
يستخدم النظام الحقن الذي يتم التحكم فيه بواسطة محرك مؤازر سرعة الحقن الأمثل عند 50 مم / ثانية مع الحفاظ على الضغط عند 85 ميجا باسكال. حققت العملية تحسنًا بنسبة 38% في دمج السلسلة الجزيئية.
3. ضمان النظافة:
تم الإنتاج داخل غرفة نظيفة من الفئة ISO 7 والتي حافظت على حجم جسيمات الغبار عند أو أقل من 0.5 ميكرومتر وتركيز الغبار عند أو أقل من 3520 جسيمات/م3.
خضعت الركيزة لمعالجة سطح البلازما والتي عملت بقدرة 300 واط لمدة 12 ثانية للتخلص تمامًا من بقايا عامل تحرير القالب مع تحقيق أقل من 0.1% من تلوث الواجهة.
النتائج النهائية
وصلت جودة المنتج إلى أعلى مستوياتها عندما أظهرت الاختبارات قوة تقشير عند 90 درجة تبلغ 22 نيوتن/مم (عند سرعة اختبار 100 مم/دقيقة) مما أدى إلى إنتاج وضع فشل التمزق المتماسك المثالي لـ TPE وحقق معدل نجاح في اختبار رش الملح بنسبة 100%.
شهدت عملية التجميع النهائية تخفيضات في تكلفة العمالة بنسبة 30% بسبب إلغاء عملية التوزيع الثانوية. وأدى ذلك إلى تحقيق وفورات سنوية تبلغ حوالي 120 ألف دولار أمريكي، مما أدى إلى تحقيق فوائد لكل من جودة المنتج وتكاليف الإنتاج.
هل يواجه منتجك أيضًا مشكلات مماثلة تتعلق بجودة TPE overmolding؟ قم بتحميل رسوماتك ثلاثية الأبعاد واتصل بمهندسي JS Precision للحصول على حلول وعروض أسعار مخصصة للتحسين، مما يؤدي إلى ترقية جودة منتجك بسرعة.

الشكل 4: العمال الذين يرتدون القفازات يقومون بتجميع أو فحص الأجزاء المصبوبة بشكل زائد لمقبض الأداة الكهربائية في بيئة التصنيع.
الأسئلة الشائعة
Q1: هل يتطلب الإفراط في قولبة TPE الغراء؟
لا، يوجد فرط قولبة TPE لأن المادة اللاصقة الناعمة ومواد الركيزة الصلبة تخلق روابط فيزيائية عندما تتصل سلاسلها الجزيئية من خلال عملية ذوبان بدرجة حرارة عالية. لا يتطلب النظام أي مادة لاصقة لأن قوة الارتباط الخاصة به تتجاوز قوة اللصق ويمنع المشكلات الناتجة عن تدهور المادة اللاصقة.
Q2: كيفية تحديد التوافق بين TPE والمواد اللاصقة الصلبة؟
تحقق من TDS (ورقة البيانات الفنية) من مورد المواد. تعمل الركيزة PP مع SEBS TPE بينما تستخدم مجموعة المواد ABS/PC مادة TPU أو TPE المعدلة خصيصًا. تحتاج المادتان إلى وجود أقطاب متطابقة من أجل الترابط الناجح.
س 3: ما هو أنحف سُمك جدار ممكن لطبقة TPE الزائدة؟
يوصى بحد أدنى 0.7 مم لضمان جودة الالتصاق والمتانة. الحد الأقصى هو 0.5 مم، الأمر الذي يتطلب مواد TPE خاصة ومعلمات عملية دقيقة لتحقيق نتائج الجودة، وإلا فمن المحتمل حدوث مشكلات في الجودة.
س 4: ما هو وقت دورة overmolding النموذجية؟
يبلغ إجمالي وقت الدورة حوالي 30 إلى 60 ثانية، وهو ما يستغرق وقتًا أطول من عمليات القولبة بالحقن القياسية. تستغرق فترة التبريد معظم مدة الدورة الإجمالية لأن التبريد غير الكافي يؤدي إلى اندماج غير كامل للسلاسل الجزيئية البينية مما يؤدي إلى انخفاض قوة الالتصاق.
س 5: هل يحتاج الجزء البلاستيكي الصلب إلى التسخين المسبق أثناء عملية التشكيل بالحقن الثانوي؟
عادة، لا يلزم التسخين المسبق الإضافي. تتلقى الركيزة تسخينًا مسبقًا كافيًا من خلال ارتفاع درجة حرارة القالب إلى ما بعد 80 درجة مئوية مما يؤدي إلى تحسين الالتصاق وزيادة كفاءة الإنتاج.
س 6: هل يمكن أن يحل القالب الزائد محل التجميع الثانوي؟
بالتأكيد. يتمتع اللدائن الحرارية الزائدة بالقدرة على تشكيل الأجزاء الوظيفية والجسم الرئيسي معًا من قطعة واحدة، وبالتالي التخلص من العمل اليدوي وتكاليف اللصق تمامًا، وتعزيز موثوقية المنتج، واستبدال التجميع الثانوي التقليدي.
س7: ما هي العوامل التي قد تتسبب في تقشر طبقة القوالب الزائدة في المستقبل؟
الأسباب الرئيسية هي تلوث السطح (مثل الغبار والزيت) ودرجة حرارة الركيزة المنخفضة جدًا أثناء قولبة الحقن. تتسبب مثل هذه الظروف في عدم اندماج سلسلة الجزيئات بشكل جيد، وفي النهاية سوف تتقشر طبقة التشكل الزائد.
س8: عند العثور على مزود خدمة overmolding، هل تعتبر حمولة المعدات ضرورية؟
من المؤكد أن الأمر كذلك، ولكن النظافة (ISO Class 7)، ومعالجة المواد، وقدرات التحكم في العمليات أكثر أهمية من حمولة المعدات وحدها عندما يتعلق الأمر بتحديد جودة منتجات TPE الزائدة.
ملخص
ليس من الصعب تحقيق قالب زائد مثالي من TPE، والأساس هو التحكم الدقيق في درجة الحرارة والضغط وقطبية المواد ، جنبًا إلى جنب مع تصميم القالب الاحترافي والبيئة النظيفة.
عندما يتعارض "الإحساس" مع "الموثوقية"، فإن اختيار الشركات المصنعة لللدائن الحرارية البلاستيكية ذات القوالب الزائدة مع غرف الأبحاث ISO Class 7 والقدرة على تقديم> 15 تقرير اختبار التقشير N/mm (ISO 813) يمكن أن يمنع التقشر والنتوءات وتجاوز التكاليف.
هل تحتاج إلى شريك overmolding جدير بالثقة لعملك الجديد؟ تواصل مع مهندسي JS Precision الآن، أرسلها عبر نماذجك ثلاثية الأبعاد واحصل على مراجعة وعروض أسعار مجانية من سوق دبي المالي. اعتمد علينا لحماية سلامة التصميم الخاص بك من خلال خبرتنا.

تنصل
محتويات هذه الصفحة هي لأغراض إعلامية فقط. خدمات JS الدقيقة ، لا توجد أي تعهدات أو ضمانات، صريحة أو ضمنية، فيما يتعلق بدقة أو اكتمال أو صحة المعلومات. لا ينبغي استنتاج أن المورد أو الشركة المصنعة التابعة لجهة خارجية ستوفر معلمات الأداء والتفاوتات الهندسية وخصائص التصميم المحددة وجودة المواد ونوعها أو التصنيع من خلال شبكة JS Precision Network. إنها مسؤولية المشتري تتطلب اقتباس أجزاء تحديد المتطلبات المحددة لهذه الأقسام. يرجى الاتصال بنا للحصول على مزيد من المعلومات .
فريق الدقة JS
JS Precision هي شركة رائدة في الصناعة ، التركيز على حلول التصنيع المخصصة. لدينا أكثر من 20 عامًا من الخبرة مع أكثر من 5000 عميل، ونركز على الدقة العالية التصنيع باستخدام الحاسب الآلي , تصنيع الصفائح المعدنية , الطباعة ثلاثية الأبعاد , صب الحقن , ختم المعادن، وغيرها من خدمات التصنيع وقفة واحدة.
تم تجهيز مصنعنا بأكثر من 100 مركز تصنيع خماسي المحاور متطور، حاصل على شهادة ISO 9001:2015. نحن نقدم حلول تصنيع سريعة وفعالة وعالية الجودة للعملاء في أكثر من 150 دولة حول العالم. سواء كان الإنتاج صغير الحجم أو التخصيص واسع النطاق، يمكننا تلبية احتياجاتك من خلال أسرع تسليم خلال 24 ساعة. يختار الدقة شبيبة وهذا يعني كفاءة الاختيار والجودة والكفاءة المهنية.
لمعرفة المزيد، قم بزيارة موقعنا: www.cncprotolabs.com
الموارد

