

sobremoldeado de TPE Es uno de los principales métodos utilizados para combinar materiales rígidos y blandos en muchos tipos de productos industriales, pero a menudo sufre diferentes problemas de producción.
En una prueba de durabilidad con 500 vibraciones, el mango de goma de su taladro comenzará a desprenderse en los bordes. En su dispositivo médico, el envejecimiento del adhesivo hace que se forme moho en los pequeños espacios del agarre. Cuando la "sensación" debilita la "confiabilidad", ¿cómo se aseguran los ingenieros de que los adhesivos rígidos y blandos se combinen perfectamente?
Aquí, exploraremos el dominio del sobremoldeo de TPE y mostraremos la manera de deshacernos de los problemas de descamación, rebabas y gastos que aumentan desde su raíz.
Resumen de la respuesta principal:
| Dimensiones clave | Indicadores técnicos básicos y soluciones recomendadas |
| Principio de unión central | Unión física de fusión térmica, influenciada principalmente por la compatibilidad del material y los parámetros del proceso. |
| Estándar de la industria Peel Force | Excelente> 15 N/mm (ISO 813, muestra de 25,4 mm de ancho, velocidad de tracción 100 mm/min), el modo de falla debe ser falla cohesiva. |
| Pautas de diseño del espesor de pared | El rango recomendado para el espesor de la capa blanda es de 0,7 mm a 3,8 mm, el límite es un espesor mínimo de 0,5 mm y la relación de flujo máxima debe ser 150:1. |
| Diseño de sellado de moldes | Mantenga la interferencia en las áreas críticas entre 0,05 mm y 0,10 mm, cámbiela según la dureza del TPE. |
| Potencial de ahorro de costos | El costo total se puede reducir en un 30% en comparación con el ensamblaje secundario tradicional. |
Conclusiones clave:
- Valide datos, no muestras: los proveedores deben presentar los resultados de la prueba de pelado a 90° de las pruebas ISO 813, que muestran resultados superiores a 15 N/mm como prueba en lugar de utilizar la apariencia física de su producto.
- El costo está oculto en la integración: el valor central de sobremoldeado termoplástico radica en eliminar los costos de ensamblaje secundario y adhesivos que conducen a una reducción del 27 por ciento en el tiempo del ciclo de producción.
- Elija proveedores con estándares de salas blancas: el moldeo por inyección multicolor presenta desafíos ambientales que requieren instalaciones de salas blancas y sistemas automatizados para mantener la integridad de la unión.
¿Por qué confiar en esta guía? La experiencia de JS Precision en sobremoldeado de TPE
Los principales factores que los clientes evalúan al seleccionar un proveedor de servicios de sobremoldeo de TPE incluyen su madurez técnica y capacidades de control de calidad y los costos totales del proyecto . A través de su conocimiento experto y amplia experiencia, JS Precision ofrece soluciones completas para estos tres problemas.
Hemos estado profundamente involucrados en el campo del sobremoldeo de TPE durante muchos años, brindando servicios de sobremoldeo personalizados a miles de empresas en todo el mundo, cubriendo múltiples industrias, incluidas herramientas eléctricas, dispositivos médicos y electrónica de consumo.
Nuestra empresa ha abordado con éxito más de 100 desafíos de la industria que incluyen problemas de descamación del sobremoldeado y formación de rebabas y problemas de adhesión débil.
Nuestra sala limpia ISO Clase 7 contiene un sistema completo de control de temperatura del molde de alta precisión y un equipo de servoinyección que nos permite gestionar los parámetros de producción esenciales mediante el control de la temperatura y la presión de inyección para una adhesión segura del producto en todos los procesos de fabricación.
Nuestra empresa sigue estrictamente las Norma ISO 813 , que define los procedimientos para probar la resistencia al pelado. Todos los productos alcanzan una resistencia al pelado de más de 15 N/mm, con falla cohesiva como modo de falla, cumpliendo plenamente con los requisitos internacionales de la industria y adhiriéndose a los estándares de calidad básicos de las especificaciones técnicas militares MIL.
El fabricante de piezas de automóviles experimentó problemas de desprendimiento y desprendimiento de componentes de botones de TPR, que persistieron después de que se probaron varios fabricantes de sobremoldeo de elastómeros termoplásticos.
El equipo de JS Precision mejoró el diseño de sellado del molde a través de su proceso, lo que les permitió lograr un control exacto de 0,07 mm en la superficie de sellado.
Nuestro equipo implementó tecnología de desgasificación al vacío para resolver el problema de la rebaba, lo que resultó en un aumento de la resistencia al pelado de 8 N/mm a 20 N/mm, lo que resultó en una reducción de costos anual de más de $80 000 para el cliente.
Siempre contamos con datos y ni siquiera intentamos formarnos opiniones sobre la calidad basándonos en la mera intuición. La confianza del cliente se establece principalmente a través del conocimiento experto de que cada proyecto ofrece un informe de prueba completo y un análisis DFM.
Podemos satisfacer sus necesidades de forma rápida y eficaz, ya sea que esté buscando un sobremoldeado de mango simple o un moldeado de componentes de dispositivos médicos complejos.
¿Quiere saber más sobre nuestras historias de éxito y verificar nuestras capacidades de sobremoldeado de TPE? Comuníquese con los ingenieros de JS Precision para recibir una colección gratuita de estudios de casos relevantes de la industria y experimentar directamente nuestras ventajas tecnológicas.
¿Qué es exactamente el sobremoldeado de TPE y por qué crea una unión tan fuerte?
Un malentendido común entre los ingenieros es que el sobremoldeado de TPE depende de la unión adhesiva, cuando en realidad no es así. El sobremoldeo es una técnica de moldeo por inyección de un elastómero blando sobre una superficie termoplástica rígida.
La fuerza de la unión adhesiva proviene del entrelazamiento de cadenas moleculares a temperaturas elevadas , no de adhesivos químicos. Esta es precisamente la razón por la que es mucho más confiable que el ensamblaje secundario convencional.
La ciencia del enlace: fusión térmica en la interfaz
La esencia de la unión de sobremoldeo de TPE es la unión física por fusión térmica que se basa en la compatibilidad del material y la coincidencia precisa de los parámetros del proceso.
Cuando el TPE fundido caliente (190-230 °C) toca el sustrato rígido, las cadenas moleculares penetran en la superficie del sustrato y, al enfriarse, se forma un enclavamiento mecánico. Esto es más fuerte que la unión adhesiva y elimina el riesgo de degradación del adhesivo, conforme a Normas ISO 14067:2018 .
Regla de diseño clave: espesor de pared y relación de flujo
La calidad del sobremoldeado de TPE depende en gran medida del paso de diseño, y dos de los factores principales son el espesor de la pared y la relación de flujo. A continuación se muestran los parámetros recomendados de espesor de pared y relación de flujo para diversos casos, lo que debería ayudar a evitar una soldadura deficiente debido a un llenado insuficiente.
| Escenarios de aplicación | Espesor de pared recomendado (mm) | Espesor máximo de pared (mm) | Relación de flujo máximo | Tipo de TPE aplicable |
| Mangos para herramientas eléctricas | 1.0-3.0 | 0,5 | 120:1 | TPE basado en SEBS |
| Empuñaduras para equipos médicos | 0,8-2,5 | 0,6 | 100:1 | TPU |
| Carcasas para electrónica de consumo | 0,7-1,5 | 0,5 | 150:1 | TPE modificado |
| Botones automotrices | 0,9-2,0 | 0,5 | 130:1 | TPR |
Sobremoldeo termoplástico vs. Montaje tradicional: ¿cuál reduce el coste total?
El control de costos es un elemento clave para los gerentes de adquisiciones y proyectos. El sobremoldeo termoplástico, mediante la eliminación completa de los costos de ensamblaje manual y pegamento, puede reducir los costos totales en más de un 30%. Este es el tipo de ahorro de costos que supera con creces los beneficios de los procesos tradicionales de ensamblaje secundario.
Comparación de costos: eliminación de adhesivos y trabajo manual
Normalmente, la operación de ensamblaje de caucho + pegamento cuesta el pegamento y la mano de obra juntos entre $ 0,5 y $ 2,0 por unidad, y el método no es muy efectivo, el pegamento se aplica de manera desigual.
Sin embargo, la adopción del sobremoldeo termoplástico elimina por completo estos gastos y acelera drásticamente la eficiencia de la producción, ya que los ciclos de moldeo por inyección se reducen a sólo 5 a 10 segundos.
| Tipo de proceso | Costo unitario del pegamento (USD) | Costo laboral unitario (USD) | Costo total unitario (USD) | Ciclo de producción | Capacidad Anual (10,000 unidades) |
| Asamblea Secundaria Tradicional | 0,3-1,2 | 0,2-0,8 | 0,5-2,0 | 15-25 segundos/unidad | 80-120 |
| Sobremoldeo termoplástico | 0 | 0 | 0,35-1,4 | 5-10 segundos/unidad | 200-300 |
Costo de calidad: reducción de desechos y garantía
Aparte de los costes directos, también existe otra forma oculta de ahorro de costes bastante importante. Los defectos causados por el envejecimiento del pegamento o la variabilidad de la aplicación representan alrededor del 3-5% del costo total. El método de moldeo único de sobremoldeo termoplástico prácticamente elimina la posibilidad, reduciendo así las proporciones de desechos y los costos posventa.
¿Quiere saber cuánto costo puede ahorrar utilizando el sobremoldeado termoplástico para su producto? Póngase en contacto con JS Precision, proporcione los parámetros de su producto y calcularemos soluciones de ahorro de costos para usted de forma gratuita, asegurando su ventaja de costos en servicios de sobremoldeo .
¿Cómo resuelven los fabricantes de sobremoldeo de elastómeros termoplásticos la cuestión del pelado?
El desprendimiento de la capa de recubrimiento es un problema central para los ingenieros y un desafío para muchos fabricantes de sobremoldeo de elastómeros termoplásticos. La clave para resolver este problema reside en el control preciso de la compatibilidad del material, los parámetros del proceso y el diseño del molde, todos los cuales son indispensables.
Selección de materiales: asegurarse de que los productos químicos funcionen bien juntos
Hacer coincidir la polaridad del material es generalmente lo más importante. El sustrato basado en PP necesita TPE basado en SEBS, mientras que ABS/PC necesita TPU o TPE especialmente modificado. Si la polaridad no coincide, la resistencia al pelado sería inferior a 2 N/mm, lo que no es suficiente para los requisitos de la aplicación.
Optimización de procesos: el factor de mejora de la adherencia del 124%
El trabajo en los parámetros del proceso puede suponer un gran cambio tanto cuantitativo como cualitativo en la fuerza de adhesión. Una forma de hacerlo es aumentar la temperatura del molde a un nivel cercano a la temperatura de distorsión por calor del sustrato (por ejemplo, 80-100 °C para sustratos de PC); esto puede incluso duplicar la fuerza de adhesión al 124 %.
Enclavamientos mecánicos: diseño para la redundancia
En áreas que tienen paredes delgadas (<0,7 mm) o están muy estresadas, se puede utilizar el diseño de socavaduras o orificios pasantes de 0,3 a 0,5 mm como redundancia adhesiva, lo que aumenta la confiabilidad del sobremoldeado de TPE. La compatibilidad de varios sustratos con materiales TPE/TPU controla en gran medida la resistencia al pelado del sobremoldeado de TPE.
A continuación se muestra una comparación de los datos medidos para varios sustratos y sus materiales correspondientes, que pueden usarse como referencia directa para la selección de materiales.
| Tipo de sustrato | Tipo de material compatible | Resistencia al pelado medida (N/mm) | Escenarios aplicables | Dureza del material (Shore A) | Temperatura de moldeo (°C) |
| PP (Polipropileno) | TPE basado en SEBS | 16,8-22,3 | Mangos de herramientas domésticas | 50-70 | 190-210 |
| ABS (acrilonitrilo) | TPE/TPU modificado | 18,5-24,1 | Carcasas para electrónica de consumo | 60-80 | 200-220 |
| PC (Policarbonato) | TPU | 20,3-25,7 | Empuñaduras para dispositivos médicos | 70-90 | 210-230 |
| Aleación de PC/ABS | TPE especialmente modificado | 19,2-23,8 | Mangos de herramientas eléctricas | 65-85 | 205-225 |
| PA (nylon) | TPE compatible con TPU/PA | 17,6-21,9 | Piezas automotrices | 75-90 | 220-235 |
| POM (Polioximetileno) | TPE modificado especializado | 15.2-18.7 | Botones de instrumentos de precisión | 55-75 | 195-215 |
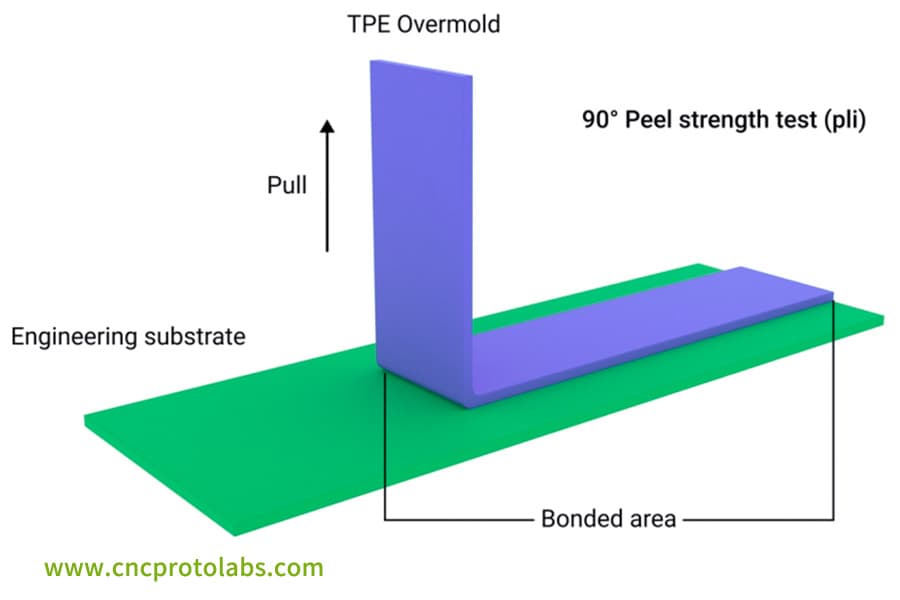
Figura 1: Un diagrama renderizado en 3D muestra una prueba de resistencia al pelado de 90° en la que se retira verticalmente un sobremolde de TPE azul de un sustrato de ingeniería verde, con el área adherida marcada.
Proceso de sobremoldeo de TPR: ¿Cómo diseñar moldes para eliminar las rebabas?
Una vez que se solucionó el problema del desprendimiento, el flash se convirtió en otro problema que suele ocurrir con el sobremolde de TPR.
Debido a la baja viscosidad del TPR, es muy fácil que se derrame sobre la línea de separación del molde durante el moldeo por inyección, lo que no solo afectará la apariencia sino que también disminuirá la confiabilidad de la adhesión. De hecho, esto es un problema para muchos proveedores de servicios de sobremoldeo.
Diseño de sellado: operación con espacio de 0,05 mm
El diseño del sellado de la carcasa es el factor principal en la eliminación de rebabas. El ajuste de interferencia de las juntas de goma blanda y dura debe controlarse con mucha precisión en el rango de 0,05 a 0,10 mm y se puede cambiar según la dureza del TPE. Cuanto menor sea la dureza, más cerca estará el ajuste de interferencia del límite inferior, evitando así el desgaste del molde o la generación de rebabas.
Ventilación por vacío: deshacerse del gas atrapado
El gas atrapado también puede convertirse en una de las causas de inflamación y quemaduras. Para eliminar el gas dentro de la cavidad al fabricar productos con cavidades complejas, se utiliza un sistema de ventilación al vacío que puede hacer que el gas de la cavidad esté por debajo de 10 mbar, eliminando así el gas que se produce cuando fluye el TPR fundido.
Esto no sólo evita la rebaba, sino que también mejora la suavidad de la superficie del producto y la calidad de la adhesión.
¿Estás preocupado por sobremoldeado de TPR ¿Problemas con flash? Póngase en contacto con los ingenieros de JS Precision y proporcione los planos del molde de su producto. Optimizaremos el diseño de sellado y ventilación para usted, eliminando por completo los riesgos de inflamación.

Figura 2: Dos marcos de plástico blanco, uno al lado del otro sobre un fondo blanco: uno con bordes irregulares, pelados y dañados, el otro liso e intacto, lo que ilustra un posible defecto de sobremolde.
Sobremoldeado de TPU vs. TPE estándar: ¿Cómo elegir el material adecuado?
La selección de materiales afecta en gran medida la resistencia a la intemperie, la calidad táctil y el precio de los productos de sobremoldeo de TPE. Muchas veces, a los ingenieros les resulta difícil decidir entre el sobremoldeado de TPU y el TPE normal. El punto principal es pensar en la aplicación y estimar el desempeño frente al presupuesto.
Escenario A: La durabilidad exige el TPU
Una de las principales ventajas del sobremoldeado de TPU es que es muy duradero. Por ejemplo, tiene una resistencia al desgarro de más de 80 N/mm, además de otras propiedades como excelente resistencia a la abrasión, resistencia al aceite y resistencia a la intemperie que le permiten soportar tensiones a largo plazo, así como entornos hostiles como mangos de herramientas eléctricas, equipos para exteriores y piezas de automóviles.
Escenario B: Elija TPE si el dinero y los sentimientos importan
El TPE estándar (basado en SEBS) es adecuado para escenarios táctiles y sensibles a los costos , con un amplio rango de dureza (Shore A 0-90), tacto delicado, baja densidad (0,9 g/cm ³ frente a TPU 1,2 g/cm ³) y costos de material más bajos. Es adecuado para productos como electrónica de consumo y empuñaduras médicas.
Figura 3: Vista en primer plano de un mango de herramienta eléctrica sobremoldeado de dos tonos (rojo y negro), que muestra la transición brusca entre el material sobremoldeado y el sustrato rígido.
¿Por qué son importantes los protocolos de limpieza al elegir los servicios de sobremoldeo?
El entrenamiento de su sistema incluye datos hasta el mes de octubre del año 2023. La mayoría de fabricantes de sobremoldeo de elastómeros termoplásticos ignoran sus responsabilidades de limpieza porque no entienden que tanto los contaminantes como el agua destruirán la fuerza de unión del sobremoldeado de TPE.
El proceso de selección de proveedores de servicios requiere que las organizaciones prioricen los estándares de salas blancas y los procedimientos de manejo de materiales por encima de todos los demás factores, excepto el peso del equipo.
El mandato de secado: evitar los huecos
TPE/TPU exhibe propiedades de baja absorción de agua pero exige procedimientos de secado completos. Nuestro proceso utiliza un secador con punto de rocío de -40 °C para forzar el secado del material durante 2 a 4 horas porque necesitamos evitar que la humedad cree burbujas y vetas plateadas durante el moldeo por inyección. Estos problemas conducen directamente a una pérdida de fuerza adhesiva del 30%, lo que resulta en una menor durabilidad del producto.
Compatibilidad con salas limpias: ISO 7 o superior
Los productos de alta precisión requieren un entorno limpio. La sala limpia ISO Clase 7 en JS Precision funciona para evitar que el polvo, el aceite y otras impurezas entren en el espacio entre el adhesivo suave y el sustrato, lo que podría crean contaminación de la interfaz y fallas de adhesión mientras mantienen estable la calidad del producto.
¿Cómo verificar la calidad de la adherencia al seleccionar servicios de sobremoldeo?
La selección de servicios de sobremoldeo requiere una evaluación de la resistencia del material, que debe someterse a procedimientos de prueba más allá de la inspección visual. Los proveedores de servicios profesionales deben entregar resultados de la prueba de pelado de 90° que cumplan con la norma ISO 813, el estándar principal para evaluar la calidad del sobremoldeado de TPE.
La prueba de pelado a 90° (ISO 813)
Los requisitos para una adhesión de alta calidad establecen umbrales numéricos específicos que incluyen un valor de resistencia al pelado que supera los 15 N/mm y se aplica a una tira estándar de 25,4 mm de ancho probada a una velocidad de tracción de 100 mm/min, mientras que la falla cohesiva sirve como modo de falla designado que resulta en la descomposición del material TPE que ocurre dentro de la sustancia en lugar de donde se unen los adhesivos rígidos y flexibles.
Corte transversal y choque térmico
Existen tres técnicas de examen rápido para pruebas rápidas, que incluyen la prueba de corte transversal ISO 2409 que evalúa la fuerza de la unión, y la prueba cíclica de temperatura y humedad, que opera entre -40°C y 85°C durante 48 horas para probar la fuerza de la unión en condiciones extremas.
¿Preocupado por la calidad de la adhesión de los servicios de sobremoldeo que eligió? Contacte con JS Precisión y le proporcionaremos un informe completo de la prueba de pelado ISO 813, que demuestra nuestras capacidades de sobremoldeo de TPE con datos.
Estudio de caso de JS Precision: optimización de la encapsulación TPE del agarre de herramientas eléctricas
Muchas empresas en producción real tienen el problema de la mala calidad del sobremoldeado de TPE. El siguiente caso de nuestra práctica muestra cómo la optimización de la tecnología puede lograr mejoras tanto en la calidad como en los costos.
Problemas
El mango de la herramienta eléctrica fabricado con sustrato de PC/ABS y sobremoldeado de TPE mostró desprendimiento de los bordes después de la prueba de niebla salina porque su resistencia promedio al desprendimiento alcanzó solo 8 N/mm (norma ISO 813), lo que no cumple con el estándar interno de 15 N/mm.
El proveedor existente no logró resolver los problemas de contaminación de la interfaz y compatibilidad de materiales, lo que provocó paradas de producción y aumento de los gastos operativos.
Solución
El equipo de JS Precision creó una solución de optimización completa que resolvió todos los problemas que descubrieron después de su evaluación inicial.
1. Validación de Materiales:
Los investigadores utilizaron un material TPE de grado especial que coincidía con la polaridad de PC/ABS a través de un compatibilizador SEBS injertado con anhídrido maleico con una adición controlada del 10 %.
Los resultados de las pruebas mostraron una mejora del 45% en la compatibilidad del material, lo que aseguró que la resistencia al pelado cumpliera con los estándares básicos y al mismo tiempo previniera los riesgos de delaminación debido a la incompatibilidad del material.
2. Innovación de procesos:
La empresa instaló un sistema de control de temperatura del molde de alta precisión que mantuvo una precisión de control de temperatura de ±1°C para lograr un aumento de la temperatura del molde de 40°C a 85°C.
El sistema utilizaba inyección controlada por servomotor que velocidad de inyección optimizada a 50 mm/s mientras se mantiene la presión de mantenimiento a 85 MPa. El proceso logró una mejora del 38% en la fusión de cadenas moleculares.
3. Garantía de Limpieza:
La producción se realizó dentro de una sala limpia ISO Clase 7 que mantuvo el tamaño de las partículas de polvo en 0,5 μm o menos y la concentración de polvo en 3520 partículas/m³ o menos.
El sustrato se sometió a un tratamiento de superficie con plasma que funcionó a 300 W de potencia durante 12 segundos para eliminar completamente los residuos del agente desmoldante y al mismo tiempo lograr menos del 0,1 % de contaminación de la interfaz.
Resultados finales
La calidad del producto alcanzó su nivel más alto cuando las pruebas mostraron una resistencia al pelado a 90° de 22 N/mm (a una velocidad de prueba de 100 mm/min), lo que produjo el modo ideal de falla de desgarro cohesivo de TPE y logró una tasa de aprobación del 100 % en la prueba de niebla salina.
El proceso de ensamblaje final experimentó reducciones en los costos laborales del 30 % porque se eliminó el proceso de dispensado secundario. Esto generó ahorros anuales de alrededor de $120 000, lo que generó beneficios tanto para la calidad del producto como para los costos de producción.
¿Su producto también enfrenta problemas similares de calidad del sobremoldeado de TPE? Cargue sus dibujos 3D y comuníquese con los ingenieros de JS Precision para obtener cotizaciones y soluciones de optimización personalizadas, mejorando rápidamente la calidad de su producto.

Figura 4: Trabajadores que usan guantes ensamblan o inspeccionan piezas sobremoldeadas para el mango de una herramienta eléctrica en un entorno de fabricación.
Preguntas frecuentes
P1: ¿El sobremoldeo de TPE requiere pegamento?
No. El sobremoldeo de TPE existe porque el material adhesivo blando y el material del sustrato duro crean enlaces físicos cuando sus cadenas moleculares se conectan mediante un proceso de fusión a alta temperatura. El sistema no requiere adhesivo porque su fuerza de unión excede la fuerza adhesiva y previene los problemas creados por el deterioro del adhesivo.
P2: ¿Cómo determinar la compatibilidad entre TPE y adhesivos duros?
Consultar la TDS (Ficha Técnica) del proveedor del material. El sustrato de PP funciona con SEBS TPE, mientras que la combinación de materiales ABS/PC utiliza TPU o TPE especialmente modificado. Los dos materiales deben tener polaridades coincidentes para una unión exitosa.
P3: ¿Cuál es el espesor de pared más delgado posible para el sobremoldeado de TPE?
Se recomienda un mínimo de 0,7 mm para garantizar la calidad y dureza de la adhesión. El límite es 0,5 mm, lo que requiere materiales TPE especiales y parámetros de proceso exactos para lograr resultados de calidad; de lo contrario, es probable que surjan problemas de calidad.
P4: ¿Cuál es el tiempo típico del ciclo de sobremoldeo?
El tiempo total del ciclo mide entre 30 y 60 segundos , lo que lleva más tiempo que las operaciones de moldeo por inyección estándar. El período de enfriamiento ocupa la mayor parte de la duración total del ciclo porque un enfriamiento insuficiente da como resultado una fusión incompleta de las cadenas moleculares de la interfaz, lo que resulta en una fuerza adhesiva reducida.
P5: ¿Es necesario precalentar la pieza de plástico rígido durante el moldeo por inyección secundaria?
Normalmente no se requiere precalentamiento adicional. El sustrato recibe un precalentamiento adecuado mediante la elevación de la temperatura del molde por encima de los 80 °C, lo que da como resultado una mayor adhesión y ganancias en la eficiencia de la producción.
P6: ¿Puede el sobremoldeo reemplazar el ensamblaje secundario?
Ciertamente. El sobremoldeo termoplástico tiene la capacidad de moldear en una sola pieza las piezas funcionales y el cuerpo principal, eliminando así por completo el trabajo manual y los costos de adhesivo, mejorando la confiabilidad del producto y sustituyendo el ensamblaje secundario tradicional.
P7: ¿Qué factores pueden provocar que la capa de sobremoldeo se desprenda en el futuro?
Las principales razones son la contaminación de la superficie (por ejemplo, polvo y aceite) y la muy baja temperatura del sustrato durante el moldeo por inyección. Tales condiciones hacen que la cadena de moléculas no se fusione bien y, finalmente, la capa de sobremoldeo se desprenderá.
P8: Al buscar un proveedor de servicios de sobremoldeo, ¿es necesario el tonelaje del equipo?
Seguro que lo es, pero la limpieza (ISO Clase 7), el manejo de materiales y las capacidades de control de procesos son más importantes que el tonelaje del equipo por sí solo cuando se trata de determinar la calidad de los productos de sobremoldeo de TPE.
Resumen
No es difícil lograr un sobremoldeado de TPE perfecto y el núcleo es el control preciso de la temperatura, la presión y la polaridad del material , combinado con un diseño de molde profesional y un entorno limpio.
Cuando la "sensación" entra en conflicto con la "confiabilidad", elegir fabricantes de sobremoldeo de elastómeros termoplásticos con salas limpias ISO Clase 7 y la capacidad de proporcionar informes de pruebas de pelado de >15 N/mm (ISO 813) puede evitar pelados, rebabas y sobrecostos.
¿Necesita un socio de sobremolde confiable para su nuevo trabajo? Póngase en contacto con los ingenieros de JS Precision ahora, envía tus modelos 3D y obtenga una revisión y cotización de DFM sin costo. Cuente con nosotros para proteger la integridad de su diseño con nuestro conocimiento.

Descargo de responsabilidad
El contenido de esta página tiene únicamente fines informativos. Servicios de precisión JS No existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de JS Precision Network. Es responsabilidad del comprador Requerir cotización de piezas Identifique los requisitos específicos para estas secciones. Por favor contáctenos para más información .
Equipo de precisión JS
JS Precision es una empresa líder en la industria , centrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5000 clientes y nos centramos en la alta precisión. Mecanizado CNC , Fabricación de chapa , impresión 3D , moldeo por inyección , Estampado de metales, y otros servicios de fabricación integrales.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificados ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elegir Precisión JS esto significa eficiencia en la selección, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.cncprotolabs.com
Recurso

