

Sobremoldagem TPE é um dos principais métodos usados para combinar materiais rígidos e macios em muitos tipos de produtos industriais, mas sofre frequentemente de diferentes problemas de produção.
Em um teste de durabilidade com 500 vibrações, o cabo de borracha da furadeira começará a descascar nas bordas. No seu dispositivo médico, o envelhecimento do adesivo faz com que a aderência desenvolva mofo nas pequenas lacunas. Quando a “sensação” enfraquece a “confiabilidade”, como os engenheiros garantem que os adesivos rígidos e macios estejam perfeitamente combinados?
Aqui, vamos explorar o domínio da sobremoldagem de TPE e mostrar a maneira de se livrar dos problemas de descascamento, rebarbas e aumento de despesas em suas raízes.
Resumo da resposta principal:
| Dimensões principais | Principais indicadores técnicos e soluções recomendadas |
| Princípio de ligação central | Ligação física por fusão térmica, influenciada principalmente pela compatibilidade do material e parâmetros do processo. |
| Padrão da indústria Peel Force | Excelente> 15 N/mm (ISO 813, amostra de 25,4 mm de largura, velocidade de tração 100 mm/min), o modo de falha deve ser falha coesa. |
| Diretrizes para projeto de espessura de parede | A faixa recomendada para a espessura da camada macia é de 0,7 mm a 3,8 mm, uma espessura mínima de 0,5 mm é o limite, a taxa de fluxo máxima deve ser de 150:1. |
| Projeto de vedação de molde | Mantenha a interferência nas áreas críticas entre 0,05 mm-0,10 mm, altere de acordo com a dureza do TPE. |
| Potencial de economia de custos | O custo geral pode ser reduzido em 30% em comparação com a montagem secundária tradicional. |
Principais conclusões:
- Valide dados, não amostras: Os fornecedores devem apresentar resultados de testes de descascamento de 90° do teste ISO 813, que mostram resultados acima de 15 N/mm como prova, em vez de usar a aparência física de seus produtos.
- O custo está oculto na integração: o valor central da sobremoldagem termoplástica reside na eliminação de custos de montagem secundária e adesivos, o que leva a uma redução de 27% no tempo do ciclo de produção.
- Escolha fornecedores com padrões de sala limpa: A moldagem por injeção multicolorida apresenta desafios ambientais que exigem instalações de sala limpa e sistemas automatizados para manter a integridade da ligação.
Por que confiar neste guia? Experiência da JS Precision em sobremoldagem TPE
Os principais fatores que os clientes avaliam ao selecionar um fornecedor de serviços de sobremoldagem de TPE incluem sua maturidade técnica e capacidade de controle de qualidade e seus custos totais do projeto . Através de seu conhecimento especializado e ampla experiência, a JS Precision fornece soluções completas para esses três problemas.
Estamos profundamente envolvidos no campo de sobremoldagem de TPE há muitos anos, fornecendo serviços de sobremoldagem personalizados para milhares de empresas em todo o mundo, cobrindo vários setores, incluindo ferramentas elétricas, dispositivos médicos e eletrônicos de consumo.
Nossa empresa abordou com sucesso mais de 100 desafios do setor , que incluem problemas de descamação por sobremoldagem e formação de rebarbas e problemas de fraca adesão.
Nossa sala limpa ISO Classe 7 contém um sistema completo de controle de temperatura do molde de alta precisão e equipamento de servoinjeção que nos permite gerenciar parâmetros essenciais de produção por meio do controle de temperatura e pressão de injeção para adesão segura do produto em todos os processos de fabricação.
Nossa empresa segue rigorosamente as Padrão ISO 813 , que define os procedimentos para testar a resistência ao descascamento. Todos os produtos atingem uma resistência ao descascamento superior a 15 N/mm, com falha coesiva como modo de falha, atendendo totalmente aos requisitos da indústria internacional e aderindo aos principais padrões de qualidade das especificações técnicas militares da MIL.
O fabricante de peças automotivas enfrentou problemas de descamação e flash dos componentes do botão TPR, que persistiram após vários fabricantes de sobremoldagem de elastômeros termoplásticos terem sido testados.
A equipe da JS Precision melhorou o projeto de vedação do molde através de seu processo, o que lhes permitiu alcançar um controle exato de 0,07 mm na superfície de vedação.
Nossa equipe implementou tecnologia de desgaseificação a vácuo para resolver o problema de flash, o que resultou em um aumento na resistência ao descascamento de 8 N/mm para 20 N/mm, resultando em uma redução de custo anual de mais de US$ 80.000 para o cliente.
Contamos sempre com dados e nem tentamos formar opiniões sobre qualidade com base na mera intuição. A confiança do cliente é estabelecida principalmente através do conhecimento especializado de que cada projeto fornece um relatório de teste abrangente e análise DFM.
Podemos atender às suas necessidades de forma rápida e eficaz, quer você esteja procurando por sobremoldagem de alça simples ou moldagem complexa de componentes de dispositivos médicos.
Quer saber mais sobre nossas histórias de sucesso e verificar nossas capacidades de sobremoldagem em TPE? Entre em contato com os engenheiros da JS Precision para receber uma coleção gratuita de estudos de caso relevantes do setor e experimentar diretamente nossas vantagens tecnológicas.
O que exatamente é sobremoldagem de TPE e por que ela cria uma ligação tão forte?
Um mal-entendido comum entre os engenheiros é que a sobremoldagem de TPE depende da ligação adesiva, o que na verdade não acontece. Sobremoldagem é uma técnica de moldagem por injeção de um elastômero macio em uma superfície termoplástica rígida.
A força da ligação adesiva vem do entrelaçamento da cadeia molecular em temperaturas elevadas , e não de adesivos químicos. Esta é a razão pela qual é muito mais confiável do que a montagem secundária convencional.
A Ciência da Ligação: Fusão Térmica na Interface
A essência da ligação de sobremoldagem TPE é a ligação física por fusão térmica, que se baseia na compatibilidade do material e na correspondência precisa dos parâmetros do processo.
Quando o TPE fundido a quente (190-230C) toca o substrato rígido, as cadeias moleculares penetram na superfície do substrato e, após o resfriamento, um intertravamento mecânico é formado. Isto é mais forte do que a ligação adesiva e elimina o risco de degradação do adesivo, em conformidade com Normas ISO 14067:2018 .
Regra chave de projeto: espessura da parede e taxa de fluxo
A qualidade da sobremoldagem de TPE depende fortemente da etapa do projeto, e dois dos principais fatores são a espessura da parede e a taxa de fluxo. Abaixo estão os parâmetros recomendados de espessura de parede e taxa de fluxo para vários casos, o que deve ajudar a evitar soldagem deficiente devido ao enchimento insuficiente.
| Cenários de aplicação | Espessura de parede recomendada (mm) | Espessura Máxima da Parede (mm) | Taxa de Fluxo Máxima | Tipo TPE aplicável |
| Cabos para ferramentas elétricas | 1,0-3,0 | 0,5 | 120:1 | TPE baseado em SEBS |
| Punhos para equipamentos médicos | 0,8-2,5 | 0,6 | 100:1 | TPU |
| Caixas de eletrônicos de consumo | 0,7-1,5 | 0,5 | 150:1 | TPE modificado |
| Botões automotivos | 0,9-2,0 | 0,5 | 130:1 | TPR |
Sobremoldagem termoplástica vs. Montagem Tradicional: O que Reduz o Custo Total?
O controle de custos é um elemento-chave para gerentes de compras e projetos. A sobremoldagem termoplástica, através da eliminação completa dos custos de montagem manual e cola, pode reduzir os custos totais em mais de 30%. Este é o tipo de economia de custos que supera em muito os benefícios dos processos tradicionais de montagem secundária.
Comparação de custos: remoção de adesivos e trabalho manual
Normalmente, a operação de montagem de borracha + cola custa a cola e a mão de obra juntas em torno de US$ 0,5 a US$ 2,0 por unidade, e o método não é muito eficaz, a cola é aplicada de maneira desigual.
No entanto, a adoção da sobremoldagem termoplástica elimina completamente essas despesas e acelera drasticamente a eficiência da produção, pois os ciclos de moldagem por injeção são reduzidos para apenas 5 a 10 segundos.
| Tipo de processo | Custo unitário de cola (USD) | Custo unitário de mão de obra (USD) | Custo total unitário (USD) | Ciclo de Produção | Capacidade Anual (10.000 unidades) |
| Assembleia Secundária Tradicional | 0,3-1,2 | 0,2-0,8 | 0,5-2,0 | 15-25 segundos/unidade | 80-120 |
| Sobremoldagem Termoplástica | 0 | 0 | 0,35-1,4 | 5-10 segundos/unidade | 200-300 |
Custo da Qualidade: Redução de Sucata e Garantia
Além dos custos diretos, outra forma oculta de redução de custos também é bastante grande. Defeitos causados pelo envelhecimento da cola ou variabilidade de aplicação representam cerca de 3-5% do custo total. O método de moldagem único de sobremoldagem termoplástica praticamente elimina a possibilidade, reduzindo assim as taxas de sucata e os custos pós-venda.
Quer saber quanto custo você pode economizar usando sobremoldagem termoplástica em seu produto? Entre em contato com a JS Precision, forneça os parâmetros do seu produto e calcularemos soluções de redução de custos para você gratuitamente, garantindo sua vantagem de custo em serviços de sobremoldagem .
Como os fabricantes de sobremoldagem de elastômeros termoplásticos resolvem a questão do peeling?
O desprendimento da camada de revestimento é um problema central para os engenheiros e um desafio para muitos fabricantes de sobremoldagem de elastômeros termoplásticos. A chave para resolver este problema reside no controle preciso da compatibilidade do material, dos parâmetros do processo e do projeto do molde, todos indispensáveis.
Seleção de materiais: garantindo que os produtos químicos funcionem bem juntos
Combinar a polaridade do material é geralmente o mais importante. O substrato baseado em PP precisa de TPE baseado em SEBS, enquanto o ABS/PC precisa de TPU ou TPE especialmente modificado. Se a polaridade não for correspondida, a resistência ao destacamento será inferior a 2 N/mm, o que não é suficiente para os requisitos da aplicação.
Otimização de Processos: O Fator de Melhoria de Adesão de 124%
O trabalho nos parâmetros do processo pode trazer uma grande mudança tanto quantitativa quanto qualitativamente na resistência de adesão. Uma maneira de fazer isso é aumentar a temperatura do molde para um nível próximo à temperatura de distorção térmica do substrato (por exemplo, 80-100°C para substratos de PC), o que pode até dobrar a resistência de adesão para 124%.
Intertravamentos Mecânicos: Projetando para Redundância
Em áreas com paredes finas (<0,7 mm) ou altamente tensionadas, o projeto de cortes inferiores de 0,3-0,5 mm ou furos passantes pode ser usado como redundância adesiva, o que aumenta a confiabilidade da sobremoldagem de TPE. A compatibilidade de vários substratos com materiais TPE/TPU controla amplamente a resistência ao descascamento da sobremoldagem de TPE.
Abaixo está uma comparação de dados medidos para vários substratos e seus materiais correspondentes, que podem ser usados como referência direta para seleção de materiais.
| Tipo de substrato | Tipo de material compatível | Resistência medida ao descascamento (N/mm) | Cenários Aplicáveis | Dureza do material (Costa A) | Temperatura de moldagem (°C) |
| PP (polipropileno) | TPE baseado em SEBS | 16,8-22,3 | Cabos de ferramentas domésticas | 50-70 | 190-210 |
| ABS (acrilonitrila) | TPE/TPU modificado | 18,5-24,1 | Caixas de eletrônicos de consumo | 60-80 | 200-220 |
| PC (policarbonato) | TPU | 20,3-25,7 | Punhos para dispositivos médicos | 70-90 | 210-230 |
| Liga PC/ABS | TPE especialmente modificado | 19,2-23,8 | Cabos de ferramentas elétricas | 65-85 | 205-225 |
| PA (náilon) | TPE compatível com TPU/PA | 17,6-21,9 | Peças automotivas | 75-90 | 220-235 |
| POM (polioximetileno) | TPE modificado especializado | 15,2-18,7 | Botões de instrumentos de precisão | 55-75 | 195-215 |
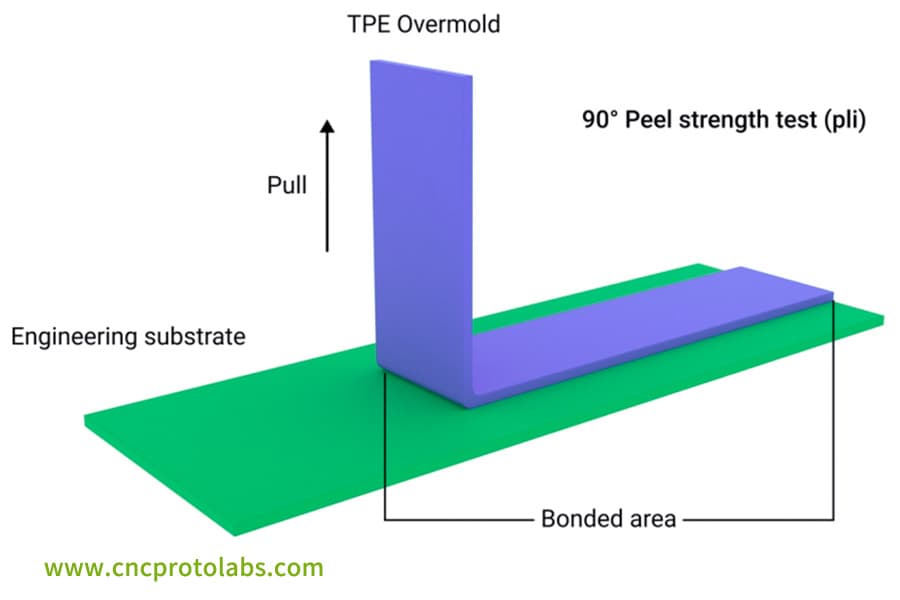
Figura 1: Um diagrama renderizado em 3D mostra um teste de resistência ao descascamento de 90° onde um sobremoldado de TPE azul está sendo puxado verticalmente para longe de um substrato de engenharia verde, com a área colada marcada.
Processo de sobremoldagem TPR: como projetar moldes para eliminar rebarbas?
Depois que o problema de descascamento foi resolvido, o flash passou a ser outro problema que costuma acontecer com o sobremoldamento de TPR.
Devido à baixa viscosidade do TPR, é muito fácil derramar sobre a linha de separação do molde durante a moldagem por injeção, o que não só afetará a aparência, mas também diminuirá a confiabilidade da adesão. Este é realmente um problema para muitos prestadores de serviços de sobremoldagem.
Projeto de vedação: Operando a lacuna de 0,05 mm
O design de vedação do invólucro é o principal fator de remoção de rebarbas. O ajuste de interferência das juntas de borracha macia e dura deve ser controlado com muita precisão na faixa de 0,05-0,10 mm e pode ser alterado com base na dureza do TPE. Quanto menor a dureza, mais próximo o ajuste interferente estará do limite inferior, evitando assim o desgaste do molde ou a geração de rebarbas.
Ventilação a vácuo: livrando-se do gás preso
O gás preso também pode se tornar uma das causas de flashes e queimaduras. Para eliminar o gás dentro da cavidade ao fabricar produtos de cavidade complexos, é utilizado um sistema de ventilação a vácuo que pode deixar o gás da cavidade abaixo de 10 mbar, removendo assim o gás produzido quando o TPR fundido está fluindo.
Isso não apenas evita flash, mas também melhora a suavidade da superfície do produto, bem como a qualidade da adesão.
Você está preocupado com Sobremoldagem TPR problemas de flash? Entre em contato com os engenheiros da JS Precision e forneça os desenhos do molde do seu produto. Otimizaremos o projeto de vedação e ventilação para você, eliminando completamente os riscos de flash.

Figura 2: Duas molduras de plástico brancas lado a lado em um fundo branco: uma com bordas irregulares, descascadas e danificadas, a outra lisa e intacta, ilustrando um possível defeito de sobremoldagem.
Sobremoldagem de TPU vs. TPE padrão: como escolher o material certo?
A seleção do material tem grande impacto na resistência às intempéries, na qualidade tátil e no preço dos produtos de sobremoldagem TPE. Muitas vezes, os engenheiros têm dificuldade em decidir entre sobremoldagem de TPU e TPE normal. O ponto principal é pensar na aplicação e estimar o desempenho em relação ao orçamento.
Cenário A: Durabilidade exige TPU
Uma das principais vantagens da sobremoldagem de TPU é que ela é altamente durável. Por exemplo, possui uma resistência ao rasgo superior a 80 N/mm, além de outras propriedades, como excelente resistência à abrasão, resistência ao óleo e resistência às intempéries, que lhe permitem suportar tensões de longo prazo, bem como ambientes agressivos, como cabos de ferramentas elétricas, equipamentos externos e peças automotivas.
Cenário B: Escolha TPE se dinheiro e sentimento são importantes
O TPE padrão (baseado em SEBS) é adequado para cenários sensíveis ao custo e táteis , com ampla faixa de dureza (Shore A 0-90), toque delicado, baixa densidade (0,9 g/cm³ vs TPU 1,2 g/cm³) e menores custos de material. É adequado para produtos como eletrônicos de consumo e punhos médicos.
Figura 3: Vista aproximada de um cabo de ferramenta elétrica sobremoldado em dois tons (vermelho e preto), mostrando a transição nítida entre o material sobremoldado e o substrato rígido.
Por que os protocolos de limpeza são importantes na escolha dos serviços de sobremoldagem?
O treinamento do seu sistema inclui dados até o mês de outubro do ano de 2023. A maioria dos fabricantes de sobremoldagem de elastômeros termoplásticos desconsideram suas responsabilidades de limpeza porque não entendem que tanto os contaminantes quanto a água destruirão a resistência da adesão da sobremoldagem do TPE.
O processo de seleção de prestadores de serviços exige que as organizações priorizem os padrões de salas limpas e os procedimentos de manuseio de materiais acima de todos os outros fatores, exceto o peso do equipamento.
O Mandato de Secagem: Evitando Vazios
O TPE/TPU apresenta propriedades de baixa absorção de água, mas exige procedimentos completos de secagem. Nosso processo usa um secador com ponto de orvalho de -40°C para forçar a secagem do material por 2 a 4 horas, porque precisamos impedir que a umidade crie bolhas e listras prateadas durante a moldagem por injeção. Esses problemas levam diretamente à perda de 30% da resistência adesiva, o que resulta na redução da durabilidade do produto.
Compatibilidade com salas limpas: ISO 7 ou melhor
Produtos de alta precisão requerem um ambiente limpo. A sala limpa ISO Classe 7 da JS Precision funciona para impedir que poeira, óleo e outras impurezas entrem no espaço entre o adesivo macio e o substrato, o que poderia criar contaminação da interface e falha de adesão , mantendo a qualidade do produto estável.
Como verificar a qualidade da adesão ao selecionar serviços de sobremoldagem?
A seleção de serviços de sobremoldagem requer avaliação da resistência do material que precisa passar por procedimentos de testes além da inspeção visual. Os prestadores de serviços profissionais devem fornecer resultados de testes de descascamento de 90° que sigam a ISO 813, o principal padrão para avaliar a qualidade da sobremoldagem de TPE.
O teste de descascamento de 90° (ISO 813)
Os requisitos para adesão de alta qualidade estabelecem limites numéricos específicos que incluem um valor de resistência ao descascamento que excede 15 N/mm e se aplica a uma tira padrão de 25,4 mm de largura testada a uma velocidade de tração de 100 mm/min, enquanto a falha coesiva serve como o modo de falha designado que resulta na quebra do material TPE que ocorre dentro da substância, em vez de onde os adesivos rígidos e flexíveis se encontram.
Corte transversal e choque térmico
Existem três técnicas de exame rápido para testes rápidos, que incluem o teste de corte transversal ISO 2409, que avalia a resistência da adesão, e o teste de ciclagem de temperatura e umidade, que opera entre -40°C e 85°C por 48 horas para testar a resistência da adesão sob condições extremas.
Preocupado com a qualidade de adesão dos serviços de sobremoldagem escolhidos? Entre em contato com JS Precision e forneceremos a você um relatório completo do teste de descascamento ISO 813, demonstrando nossas capacidades de sobremoldagem TPE com dados.
Estudo de caso de JS Precision: Otimização de encapsulamento TPE do punho de ferramentas elétricas
Muitas empresas em produção real enfrentam o problema da má qualidade da sobremoldagem de TPE. O seguinte caso da nossa prática mostra como a otimização da tecnologia pode alcançar melhorias de qualidade e de custos.
Problemas
O cabo da ferramenta elétrica feito de substrato de PC/ABS e sobremoldagem de TPE apresentou descolamento da borda após o teste de névoa salina porque sua resistência média ao descolamento atingiu apenas 8 N/mm (padrão ISO 813), o que não atende ao padrão interno de 15 N/mm.
O fornecedor existente não conseguiu resolver os problemas de contaminação da interface e de compatibilidade de materiais que levaram a paragens de produção e ao aumento das despesas operacionais.
Solução
A equipe JS Precision criou uma solução completa de otimização que resolveu todos os problemas descobertos após a avaliação inicial.
1. Validação de Materiais:
Os pesquisadores usaram um material TPE de grau especial que correspondia à polaridade PC/ABS através do compatibilizador SEBS enxertado com anidrido maleico com adição controlada de 10%.
Os resultados dos testes mostraram uma melhoria de 45% na compatibilidade do material, o que garantiu que a resistência ao descascamento atendesse aos padrões básicos, evitando riscos de delaminação devido à incompatibilidade do material.
2. Inovação de Processos:
A empresa instalou um sistema de controle de temperatura do molde de alta precisão que manteve a precisão do controle de temperatura de ±1°C para alcançar um aumento de temperatura do molde de 40°C para 85°C.
O sistema usava injeção controlada por servo motor que velocidade de injeção otimizada a 50 mm/s enquanto mantém a pressão de retenção em 85 MPa. O processo alcançou um aumento de 38% na fusão da cadeia molecular.
3. Garantia de Limpeza:
A produção ocorreu em uma sala limpa ISO Classe 7 que manteve o tamanho das partículas de poeira igual ou inferior a 0,5 μm e a concentração de poeira igual ou inferior a 3.520 partículas/m³.
O substrato passou por tratamento de superfície de plasma que operou com potência de 300 W por 12 segundos para eliminar completamente os resíduos do agente desmoldante e, ao mesmo tempo, atingir menos de 0,1% de contaminação da interface.
Resultados Finais
A qualidade do produto atingiu seu nível mais alto quando os testes mostraram uma resistência ao descascamento de 90° de 22 N/mm (a uma velocidade de teste de 100 mm/min), o que produziu o modo ideal de falha de rasgo coesivo do TPE e alcançou uma taxa de aprovação no teste de névoa salina de 100%.
O processo de montagem final obteve reduções de custos de mão de obra de 30% porque o processo de distribuição secundária foi eliminado. Isso levou a uma economia anual de cerca de US$ 120.000, o que gerou benefícios tanto para a qualidade do produto quanto para os custos de produção.
Seu produto também enfrenta problemas semelhantes de qualidade de sobremoldagem de TPE? Carregue seus desenhos 3D e entre em contato com os engenheiros da JS Precision para obter soluções e orçamentos de otimização personalizados, melhorando rapidamente a qualidade do seu produto.

Figura 4: Trabalhadores usando luvas montam ou inspecionam peças sobremoldadas para cabos de ferramentas elétricas em um ambiente de fabricação.
Perguntas frequentes
Q1: A sobremoldagem de TPE requer cola?
A sobremoldagem de TPE existe porque o material adesivo macio e o material do substrato duro criam ligações físicas quando suas cadeias moleculares se conectam através do processo de fusão em alta temperatura. O sistema não requer adesivo porque a sua resistência de adesão excede a resistência adesiva e evita os problemas criados pela deterioração do adesivo.
Q2: Como determinar a compatibilidade entre TPE e adesivos duros?
Consulte o TDS (Ficha Técnica) do fornecedor do material. O substrato PP funciona com SEBS TPE enquanto a combinação de materiais ABS/PC usa TPU ou TPE especialmente modificado. Os dois materiais precisam ter polaridades correspondentes para uma ligação bem-sucedida.
Q3: Qual é a espessura de parede mais fina possível para sobremoldagem de TPE?
Recomenda-se um mínimo de 0,7 mm para garantir qualidade de adesão e resistência. O limite é de 0,5 mm, o que requer materiais TPE especiais e parâmetros de processo exatos para obter resultados de qualidade, caso contrário, são prováveis problemas de qualidade.
Q4: Qual é o tempo típico do ciclo de sobremoldagem?
O tempo total do ciclo mede cerca de 30 a 60 segundos , o que leva mais tempo do que as operações padrão de moldagem por injeção. O período de resfriamento ocupa a maior parte da duração total do ciclo porque o resfriamento insuficiente resulta na fusão incompleta das cadeias moleculares de interface, o que resulta na redução da força adesiva.
Q5: A peça de plástico rígido precisa de pré-aquecimento durante a moldagem por injeção secundária?
Normalmente, nenhum pré-aquecimento adicional é necessário. O substrato recebe pré-aquecimento adequado através da elevação da temperatura do molde além de 80°C, o que resulta em maior adesão e ganhos de eficiência de produção.
Q6: A sobremoldagem pode substituir a montagem secundária?
Certamente. A sobremoldagem termoplástica tem a capacidade de moldar em uma só peça as partes funcionais e o corpo principal, eliminando totalmente o trabalho manual e os custos com adesivos, aumentando a confiabilidade do produto e substituindo a montagem secundária tradicional.
Q7: Quais fatores podem fazer com que a camada de sobremoldagem se descasque no futuro?
As principais razões são a contaminação da superfície (por exemplo, poeira e óleo) e a temperatura muito baixa do substrato durante a moldagem por injeção. Tais condições fazem com que a cadeia de moléculas não se funda bem e, eventualmente, a camada de sobremoldagem irá descascar.
Q8: Ao encontrar um prestador de serviços de sobremoldagem, é necessária a tonelagem do equipamento?
Com certeza é, mas a limpeza (ISO Classe 7), o manuseio de materiais e as capacidades de controle de processos são mais importantes do que apenas a tonelagem do equipamento quando se trata de determinar a qualidade dos produtos de sobremoldagem TPE.
Resumo
Não é difícil conseguir uma sobremoldagem TPE perfeita, e o núcleo é um controle preciso de temperatura, pressão e polaridade do material , combinado com design de molde profissional e ambiente limpo.
Quando a "sensação" entra em conflito com a "confiabilidade", a escolha de fabricantes de sobremoldagem de elastômeros termoplásticos com salas limpas ISO Classe 7 e a capacidade de fornecer relatórios de teste de descascamento> 15 N/mm (ISO 813) pode evitar descascamento, rebarbas e custos excessivos.
Você precisa de um parceiro de moldagem confiável para seu novo trabalho? Entre em contato com os engenheiros da JS Precision agora, envie seus modelos 3D e obtenha uma análise e cotação do DFM sem custo. Conte connosco para proteger a integridade do seu design com o nosso know-how.

Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos. Serviços de precisão JS ,não há representações ou garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da JS Precision Network. É responsabilidade do comprador Exigir cotação de peças Identifique requisitos específicos para essas seções. Entre em contato conosco para mais informações .
Equipe de precisão JS
JS Precision é uma empresa líder do setor , concentre-se em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em alta precisão Usinagem CNC , Fabricação de chapas metálicas , Impressão 3D , Moldagem por injeção , Carimbo de metal, e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. Escolher Precisão JS isso significa eficiência de seleção, qualidade e profissionalismo.
Para saber mais, acesse nosso site: www.cncprotolabs.com
Recurso

