

surmoulage TPE est l’une des principales méthodes utilisées pour combiner des matériaux rigides et souples dans de nombreux types de produits industriels, mais elle souffre assez souvent de différents problèmes de production.
Lors d'un test de durabilité avec 500 vibrations, le manche en caoutchouc de votre perceuse commencera à se décoller sur les bords. Dans votre dispositif médical, le vieillissement de l'adhésif entraîne le développement de moisissures dans les petits interstices du grip. Lorsque le « toucher » affaiblit la « fiabilité », comment les ingénieurs peuvent-ils s'assurer que les adhésifs rigides et souples sont parfaitement combinés ?
Ici, nous allons explorer la maîtrise du surmoulage de TPE et montrer comment se débarrasser des problèmes de pelage, de flash et d'escalade des dépenses à leurs racines.
Résumé de la réponse principale :
| Dimensions clés | Indicateurs techniques de base et solutions recommandées |
| Principe de liaison du noyau | Liaison physique par fusion thermique, principalement influencée par la compatibilité des matériaux et les paramètres du processus. |
| Norme industrielle sur la force de pelage | Excellent > 15 N/mm (ISO 813, échantillon de 25,4 mm de large, vitesse de traction 100 mm/min), le mode de rupture doit être une rupture cohésive. |
| Directives de conception de l'épaisseur des parois | La plage recommandée pour l'épaisseur de la couche souple est de 0,7 mm à 3,8 mm, une épaisseur minimale de 0,5 mm est la limite, le rapport de débit maximum doit être de 150 : 1. |
| Conception d'étanchéité des moules | Gardez les interférences dans les zones critiques entre 0,05 mm et 0,10 mm, modifiez-les en fonction de la dureté du TPE. |
| Potentiel d’économies de coûts | Le coût global peut être réduit de 30 % par rapport à un assemblage secondaire traditionnel. |
Principales conclusions :
- Validez les données, pas les échantillons : les fournisseurs doivent présenter les résultats des tests de pelage à 90° des tests ISO 813 qui montrent des résultats supérieurs à 15 N/mm comme preuve au lieu d'utiliser l'apparence physique de leur produit.
- Le coût est caché dans l’intégration : la valeur fondamentale de surmoulage thermoplastique réside dans l'élimination des coûts d'assemblage secondaire et d'adhésif, ce qui entraîne une réduction de 27 pour cent du temps de cycle de production.
- Choisissez des fournisseurs respectant les normes des salles blanches : le moulage par injection multicolore présente des défis environnementaux qui nécessitent des installations de salle blanche et des systèmes automatisés pour maintenir l'intégrité de la liaison.
Pourquoi faire confiance à ce guide ? L'expérience de JS Precision dans le surmoulage de TPE
Les principaux facteurs que les clients évaluent lors de la sélection d'un fournisseur de services de surmoulage de TPE incluent leur maturité technique et leurs capacités de contrôle qualité ainsi que le coût total de leur projet . Grâce à ses connaissances spécialisées et à sa vaste expérience, JS Precision fournit des solutions complètes à ces trois problèmes.
Nous sommes profondément impliqués dans le domaine du surmoulage TPE depuis de nombreuses années, fournissant des services de surmoulage personnalisés à des milliers d'entreprises dans le monde, couvrant de multiples secteurs, notamment les outils électriques, les dispositifs médicaux et l'électronique grand public.
Notre société a relevé avec succès plus de 100 défis industriels, notamment des problèmes de pelage et de formation de bavures surmoulés et des problèmes de faible adhérence.
Notre salle blanche de classe ISO 7 contient un système complet de contrôle de la température des moules de haute précision et un équipement d'injection servo qui nous permettent de gérer les paramètres de production essentiels grâce au contrôle de la température et de la pression d'injection pour une adhérence sécurisée du produit tout au long de tous les processus de fabrication.
Notre entreprise suit strictement les Norme ISO 813 , qui définit les procédures de test de résistance au pelage. Tous les produits atteignent une résistance au pelage de plus de 15 N/mm, avec une rupture cohésive comme mode de défaillance, se conformant pleinement aux exigences internationales de l'industrie et adhérant aux normes de qualité fondamentales des spécifications techniques militaires MIL.
Le fabricant de pièces automobiles a rencontré des problèmes d'éclatement et de pelage des composants des boutons TPR, qui ont persisté après les tests de plusieurs fabricants de surmoulage d'élastomères thermoplastiques.
L'équipe de JS Precision a amélioré la conception du scellement du moule grâce à son processus, ce qui lui a permis d'obtenir un contrôle exact de 0,07 mm au niveau de la surface de scellement.
Notre équipe a mis en œuvre une technologie de dégazage sous vide pour résoudre le problème du flash, ce qui a entraîné une augmentation de la résistance au pelage de 8 N/mm à 20 N/mm, entraînant une réduction des coûts annuels de plus de 80 000 $ pour le client.
Nous nous appuyons toujours sur des données et n'essayons même pas de nous forger une opinion sur la qualité sur la base d'une simple intuition. La confiance des clients s'établit principalement grâce à la connaissance experte de chaque projet qui fournit un rapport de test complet et une analyse DFM.
Nous pouvons répondre à vos besoins rapidement et efficacement, que vous recherchiez un simple surmoulage de poignée ou un moulage de composants de dispositif médical complexe.
Vous souhaitez en savoir plus sur nos réussites et vérifier nos capacités de surmoulage de TPE ? Contactez les ingénieurs de JS Precision pour recevoir une collection gratuite d'études de cas pertinentes de l'industrie et découvrir directement nos avantages technologiques.
Qu’est-ce que le surmoulage TPE exactement et pourquoi crée-t-il une liaison si forte ?
Un malentendu courant parmi les ingénieurs est que le surmoulage du TPE dépend d’un collage alors qu’en réalité ce n’est pas le cas. Le surmoulage est une technique de moulage par injection d'un élastomère souple sur une surface thermoplastique rigide.
La force de la liaison adhésive provient de la chaîne moléculaire qui s'emboîte à des températures élevées , et non d'adhésifs chimiques. C'est la raison même pour laquelle il est bien plus fiable que l'assemblage secondaire conventionnel.
La science du lien : la fusion thermique à l’interface
L’essence de la liaison par surmoulage TPE est la liaison physique par fusion thermique qui repose sur la compatibilité des matériaux et l’adéquation précise des paramètres du processus.
Lorsque le TPE fondu chaud (190-230 °C) touche le substrat rigide, les chaînes moléculaires pénètrent dans la surface du substrat et, lors du refroidissement, un verrouillage mécanique se forme. Ceci est plus résistant que le collage et élimine le risque de dégradation de l'adhésif, conformément aux Normes ISO 14067 : 2018 .
Règle de conception clé : épaisseur de paroi et taux de débit
La qualité du surmoulage du TPE dépend fortement de l'étape de conception, et deux des principaux facteurs sont l'épaisseur de la paroi et le taux d'écoulement. Vous trouverez ci-dessous les paramètres d'épaisseur de paroi et de rapport de débit recommandés pour différents cas, ce qui devrait permettre d'éviter une mauvaise soudure due à un remplissage insuffisant.
| Scénarios d'application | Épaisseur de paroi recommandée (mm) | Épaisseur de paroi maximale (mm) | Rapport de débit maximal | Type de TPE applicable |
| Poignées d'outils électriques | 1,0-3,0 | 0,5 | 120:1 | TPE à base de SEBS |
| Poignées pour équipements médicaux | 0,8-2,5 | 0,6 | 100:1 | TPU |
| Boîtiers pour appareils électroniques grand public | 0,7-1,5 | 0,5 | 150:1 | TPE modifié |
| Boutons automobiles | 0,9-2,0 | 0,5 | 130:1 | TPR |
Surmoulage thermoplastique vs. Assemblage traditionnel : qu'est-ce qui réduit le coût total ?
La maîtrise des coûts est un élément clé pour les achats et les chefs de projet. Le surmoulage thermoplastique, grâce à la suppression totale des coûts d'assemblage manuel et de colle, peut réduire les coûts totaux de plus de 30 %. Il s’agit d’un type d’économie qui dépasse largement les avantages des processus d’assemblage secondaire traditionnels.
Comparaison des coûts : retrait d'adhésifs et travail manuel
Généralement, l'opération assemblage caoutchouc + colle coûte la colle et la main d'œuvre ensemble entre 0,5 et 2,0 $ par unité, et la méthode n'est pas très efficace, la colle est appliquée de manière inégale.
Cependant, l'adoption du surmoulage thermoplastique élimine complètement ces dépenses et accélère considérablement l'efficacité de la production puisque les cycles de moulage par injection sont raccourcis à seulement 5 à 10 secondes.
| Type de processus | Coût unitaire de la colle (USD) | Coût unitaire de la main d'œuvre (USD) | Coût total unitaire (USD) | Cycle de production | Capacité annuelle (10 000 unités) |
| Assemblée secondaire traditionnelle | 0,3-1,2 | 0,2-0,8 | 0,5-2,0 | 15-25 secondes/unité | 80-120 |
| Surmoulage thermoplastique | 0 | 0 | 0,35-1,4 | 5-10 secondes/unité | 200-300 |
Coût de la qualité : réduction des rebuts et de la garantie
Outre les coûts directs, une autre forme cachée d’économies de coûts est également assez importante. Les défauts causés par le vieillissement de la colle ou la variabilité de l'application représentent environ 3 à 5 % du coût total. La méthode de moulage unique du surmoulage thermoplastique élimine pratiquement cette possibilité, réduisant ainsi les taux de rebut et les coûts après-vente.
Vous voulez savoir combien vous pouvez économiser en utilisant le surmoulage thermoplastique pour votre produit ? Contactez JS Precision, fournissez les paramètres de votre produit et nous calculerons gratuitement pour vous des solutions permettant de réduire les coûts, garantissant ainsi votre avantage en matière de coûts. services de surmoulage .
Comment les fabricants de surmoulage d’élastomères thermoplastiques résolvent-ils le problème du pelage ?
Le détachement de la couche de revêtement est un problème majeur pour les ingénieurs et un défi pour de nombreux fabricants de surmoulage d'élastomères thermoplastiques. La clé pour résoudre ce problème réside dans un contrôle précis de la compatibilité des matériaux, des paramètres du processus et de la conception du moule, qui sont tous indispensables.
Sélection des matériaux : s'assurer que les produits chimiques fonctionnent bien ensemble
Faire correspondre la polarité du matériau est généralement le plus important. Le substrat à base de PP nécessite du TPE à base de SEBS, tandis que l'ABS/PC nécessite du TPU ou du TPE spécialement modifié. Si la polarité n'est pas adaptée, la résistance au pelage serait inférieure à 2 N/mm, ce qui n'est pas suffisant pour les exigences de l'application.
Optimisation des processus : le facteur d'amélioration de l'adhérence de 124 %
Le travail sur les paramètres du procédé peut apporter un grand changement tant quantitatif que qualitatif à la force d’adhésion. Une façon d'y parvenir est d'augmenter la température du moule à un niveau proche de la température de déformation thermique du substrat (par exemple 80-100°C pour les substrats PC), cela peut même doubler la force d'adhésion jusqu'à 124 %.
Verrouillages mécaniques : concevoir pour la redondance
Dans les zones à parois minces (<0,7 mm) ou fortement sollicitées, la conception de contre-dépouilles ou de trous traversants de 0,3 à 0,5 mm peut être utilisée comme redondance adhésive, ce qui augmente la fiabilité du surmoulage de TPE. La compatibilité de divers substrats avec les matériaux TPE/TPU contrôle largement la résistance au pelage du surmoulage TPE.
Vous trouverez ci-dessous une comparaison des données mesurées pour divers substrats et leurs matériaux correspondants, qui peuvent être utilisées comme référence directe pour la sélection des matériaux.
| Type de substrat | Type de matériau compatible | Résistance au pelage mesurée (N/mm) | Scénarios applicables | Dureté du matériau (Shore A) | Température de moulage (°C) |
| PP (Polypropylène) | TPE à base de SEBS | 16,8-22,3 | Poignées d'outils ménagers | 50-70 | 190-210 |
| ABS (Acrylonitrile) | TPE/TPU modifié | 18,5-24,1 | Boîtiers pour appareils électroniques grand public | 60-80 | 200-220 |
| PC (polycarbonate) | TPU | 20,3-25,7 | Poignées pour dispositifs médicaux | 70-90 | 210-230 |
| Alliage PC/ABS | TPE spécialement modifié | 19,2-23,8 | Poignées d'outils électriques | 65-85 | 205-225 |
| PA (nylon) | TPE compatible TPU/PA | 17,6-21,9 | Pièces automobiles | 75-90 | 220-235 |
| POM (Polyoxyméthylène) | TPE modifié spécialisé | 15,2-18,7 | Boutons d'instruments de précision | 55-75 | 195-215 |
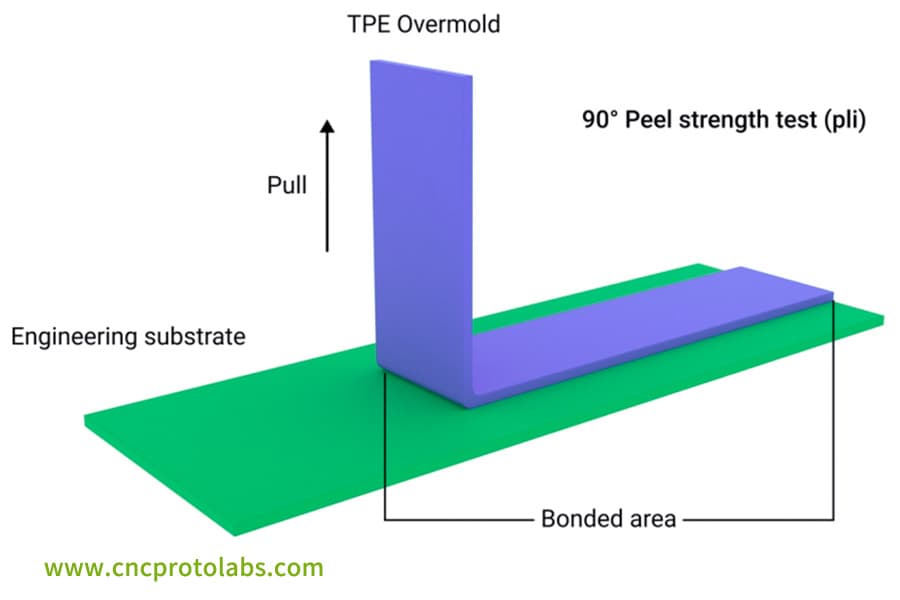
Figure 1 : Un diagramme rendu en 3D montre un test de résistance au pelage à 90 ° dans lequel un surmoulage en TPE bleu est retiré verticalement d'un substrat d'ingénierie vert, avec la zone collée marquée.
Processus de surmoulage TPR : comment concevoir des moules pour éliminer les flash ?
Une fois le problème du pelage résolu, le flash est apparu comme un autre problème qui se produit souvent avec le surmoulage TPR.
En raison de la faible viscosité du TPR, il est très facile de déborder sur la ligne de joint du moule pendant le moulage par injection, ce qui affectera non seulement l'apparence mais diminuera également la fiabilité de l'adhérence. C’est en effet un problème pour de nombreux prestataires de services de surmoulage.
Conception étanche : fonctionnement de l'espace de 0,05 mm
La conception de l’étanchéité de la coque est le principal facteur d’élimination des bavures. L'ajustement serré des joints en caoutchouc souple et dur doit être contrôlé très précisément dans la plage de 0,05 à 0,10 mm et peut être modifié en fonction de la dureté du TPE. Plus la dureté est faible, plus l'ajustement serré est proche de la limite inférieure, évitant ainsi l'usure du moule ou la génération de bavures.
Ventilation sous vide : éliminer les gaz emprisonnés
Le gaz piégé peut également devenir l'une des causes d'éclair et de brûlure. Pour éliminer le gaz à l'intérieur de la cavité lors de la fabrication de produits à cavité complexe, un système de ventilation sous vide est utilisé qui peut ramener le gaz de la cavité en dessous de 10 mbar, éliminant ainsi le gaz produit lorsque le TPR fondu s'écoule.
Cela empêche non seulement les éclairs, mais améliore également la douceur de la surface du produit ainsi que la qualité de l'adhérence.
Êtes-vous troublé par Surmoulage TPR des problèmes de flash ? Contactez les ingénieurs de JS Precision et fournissez les dessins de moules de votre produit. Nous optimiserons pour vous la conception de l’étanchéité et de la ventilation, éliminant ainsi complètement les risques d’éclair.

Figure 2 : Deux cadres en plastique blanc côte à côte sur fond blanc : l'un avec des bords irréguliers, pelés et endommagés, l'autre lisse et intact, illustrant un potentiel défaut de surmoulage.
Surmoulage TPU vs. TPE standard : comment choisir le bon matériau ?
La sélection des matériaux a un impact important sur la résistance aux intempéries, la qualité tactile et le prix des produits de surmoulage TPE. Souvent, les ingénieurs ont du mal à choisir entre le surmoulage en TPU et le TPE classique. L’essentiel est de réfléchir à l’application et d’estimer les performances par rapport au budget.
Scénario A : La durabilité nécessite le TPU
L’un des principaux avantages du surmoulage en TPU est sa grande durabilité. Par exemple, il a une résistance à la déchirure supérieure à 80 N/mm, outre d'autres propriétés telles qu'une excellente résistance à l'abrasion, à l'huile et aux intempéries qui lui permettent de supporter des contraintes à long terme ainsi que des environnements difficiles comme les poignées d'outils électriques, les équipements extérieurs et les pièces automobiles.
Scénario B : Choisissez le TPE si l'argent et les sentiments comptent
Le TPE standard (à base de SEBS) convient aux scénarios tactiles et sensibles aux coûts , avec une large plage de dureté (Shore A 0-90), un toucher délicat, une faible densité (0,9 g/cm³ contre TPU 1,2 g/cm³) et des coûts de matériaux inférieurs. Il convient aux produits tels que l'électronique grand public et les poignées médicales.
Figure 3 : Vue rapprochée d'une poignée d'outil électrique surmoulée bicolore (rouge et noir), montrant la transition nette entre le matériau de surmoulage et le substrat rigide.
Pourquoi les protocoles de propreté sont importants lors du choix des services de surmoulage ?
La formation de votre système comprend des données jusqu'au mois d'octobre de l'année 2023. La majorité des fabricants de surmoulage d'élastomères thermoplastiques ignorent leurs responsabilités de nettoyage car ils ne comprennent pas que les contaminants et l'eau détruiront la force d'adhérence du surmoulage du TPE.
Le processus de sélection des prestataires de services exige que les organisations donnent la priorité aux normes des salles blanches et aux procédures de manutention des matériaux avant tout autre facteur, à l'exception du poids de l'équipement.
Le mandat de séchage : éviter les vides
Le TPE/TPU présente de faibles propriétés d'absorption d'eau mais nécessite des procédures de séchage complètes. Notre processus utilise un séchoir à point de rosée de -40 °C pour sécher le matériau pendant 2 à 4 heures, car nous devons empêcher l'humidité de créer des bulles et des stries argentées pendant le moulage par injection. Ces problèmes entraînent directement une perte de force d’adhérence de 30 %, ce qui entraîne une réduction de la durabilité du produit.
Compatibilité salle blanche : ISO 7 ou supérieur
Les produits de haute précision nécessitent un environnement propre. La salle blanche de classe ISO 7 de JS Precision a pour fonction d'empêcher la poussière, l'huile et d'autres impuretés de pénétrer dans l'espace entre l'adhésif souple et le substrat, ce qui pourrait créer une contamination de l'interface et un échec d'adhésion tout en maintenant la qualité du produit stable.
Comment vérifier la qualité de l'adhérence lors de la sélection des services de surmoulage ?
La sélection des services de surmoulage nécessite une évaluation de la résistance du matériau qui doit subir des procédures de test au-delà de l'inspection visuelle. Les prestataires de services professionnels doivent fournir des résultats de tests de pelage à 90° conformes à la norme ISO 813, la principale norme d'évaluation de la qualité du surmoulage de TPE.
Le test de pelage à 90° (ISO 813)
Les exigences en matière d'adhésion de haute qualité établissent des seuils numériques spécifiques qui incluent une valeur de résistance au pelage supérieure à 15 N/mm et s'appliquent à une bande standard de 25,4 mm de large testée à une vitesse de traction de 100 mm/min, tandis que la rupture cohésive sert de mode de rupture désigné, ce qui entraîne une rupture du matériau TPE qui se produit à l'intérieur de la substance plutôt qu'à l'endroit où les adhésifs rigides et flexibles se rencontrent.
Coupe transversale et choc thermique
Il existe trois techniques d'examen rapide pour les tests rapides, notamment le test de coupe transversale ISO 2409 qui évalue la force de liaison, et le test de cycle de température et d'humidité, qui s'effectue entre -40 °C et 85 °C pendant 48 heures pour tester la force de liaison dans des conditions extrêmes.
Vous vous inquiétez de la qualité d’adhésion des services de surmoulage que vous avez choisis ? Contacter JS Précision et nous vous fournirons un rapport complet de test de pelage ISO 813, démontrant nos capacités de surmoulage de TPE avec des données.
Étude de cas de JS Precision : optimisation de l'encapsulation TPE de la poignée d'un outil électrique
De nombreuses entreprises en production réelle sont confrontées au problème de la mauvaise qualité du surmoulage du TPE. Le cas suivant, issu de notre pratique, montre comment l'optimisation technologique peut permettre d'améliorer à la fois la qualité et les coûts.
Problèmes
La poignée de l'outil électrique fabriquée à partir d'un substrat PC/ABS et d'un surmoulage TPE a montré un décollement des bords après des tests au brouillard salin, car sa résistance moyenne au pelage n'atteignait que 8 N/mm (norme ISO 813), ce qui ne répond pas à la norme interne de 15 N/mm.
Le fournisseur existant n'a pas réussi à résoudre les problèmes de contamination des interfaces et de compatibilité des matériaux, ce qui a entraîné des arrêts de production et une augmentation des dépenses opérationnelles.
Solution
L'équipe JS Precision a créé une solution d'optimisation complète qui a résolu tous les problèmes découverts après leur évaluation initiale.
1. Validation matérielle :
Les chercheurs ont utilisé un matériau TPE de qualité spéciale qui correspondait à la polarité PC/ABS grâce à un compatibilisant SEBS greffé à l'anhydride maléique avec un ajout contrôlé de 10 %.
Les résultats des tests ont montré une amélioration de 45 % de la compatibilité des matériaux, ce qui garantit que la résistance au pelage répond aux normes de base tout en évitant les risques de délaminage dus à une incompatibilité des matériaux.
2. Innovation de processus :
L'entreprise a installé un système de contrôle de la température du moule de haute précision qui maintenait une précision de contrôle de la température de ±1°C pour obtenir une augmentation de la température du moule de 40°C à 85°C.
Le système utilisait une injection contrôlée par un servomoteur qui vitesse d'injection optimisée à 50 mm/s tout en maintenant la pression de maintien à 85 MPa. Le processus a permis d'obtenir une amélioration de 38 % de la fusion des chaînes moléculaires.
3. Garantie Propreté :
La production a eu lieu dans une salle blanche de classe ISO 7 qui maintenait la taille des particules de poussière à 0,5 μm ou moins et la concentration de poussière à 3 520 particules/m³ ou moins.
Le substrat a subi un traitement de surface au plasma qui a fonctionné à une puissance de 300 W pendant 12 secondes pour éliminer complètement les résidus d'agent de démoulage tout en obtenant une contamination d'interface inférieure à 0,1 %.
Résultats finaux
La qualité du produit a atteint son plus haut niveau lorsque les tests ont montré une résistance au pelage à 90° de 22 N/mm (à une vitesse de test de 100 mm/min), ce qui a produit le mode de rupture de déchirure cohésive TPE idéal et a atteint un taux de réussite au test au brouillard salin de 100 %.
Le processus d'assemblage final a permis de réduire les coûts de main-d'œuvre de 30 % grâce à l'élimination du processus de distribution secondaire. Cela a conduit à des économies annuelles d'environ 120 000 $, ce qui a généré des avantages à la fois en termes de qualité des produits et de coûts de production.
Votre produit est-il également confronté à des problèmes similaires de qualité de surmoulage du TPE ? Téléchargez vos dessins 3D et contactez les ingénieurs de JS Precision pour obtenir des solutions et des devis d'optimisation personnalisés, améliorant ainsi rapidement la qualité de votre produit.

Figure 4 : Des travailleurs portant des gants assemblent ou inspectent des pièces surmoulées pour un manche d'outil électrique dans un environnement de fabrication.
FAQ
Q1 : Le surmoulage TPE nécessite-t-il de la colle ?
Non. Le surmoulage TPE existe parce que le matériau adhésif souple et le matériau du substrat dur créent des liaisons physiques lorsque leurs chaînes moléculaires se connectent par un processus de fusion à haute température. Le système ne nécessite aucun adhésif car sa force d’adhérence dépasse la force d’adhérence et évite les problèmes créés par la détérioration de l’adhésif.
Q2 : Comment déterminer la compatibilité entre le TPE et les adhésifs durs ?
Vérifiez la TDS (fiche technique) du fournisseur de matériel. Le substrat PP fonctionne avec le SEBS TPE tandis que la combinaison de matériaux ABS/PC utilise du TPU ou du TPE spécialement modifié. Les deux matériaux doivent avoir des polarités correspondantes pour une liaison réussie.
Q3 : Quelle est l’épaisseur de paroi la plus fine possible pour le surmoulage de TPE ?
Un minimum de 0,7 mm est recommandé pour garantir la qualité de l'adhésion et la solidité. La limite est de 0,5 mm, ce qui nécessite des matériaux TPE spéciaux et des paramètres de processus précis pour obtenir des résultats de qualité, sinon des problèmes de qualité sont probables.
Q4 : Quelle est la durée typique du cycle de surmoulage ?
La durée totale du cycle est d'environ 30 à 60 secondes, ce qui prend plus de temps que les opérations de moulage par injection standard. La période de refroidissement occupe la majeure partie de la durée totale du cycle car un refroidissement insuffisant entraîne une fusion incomplète des chaînes moléculaires d'interface, ce qui entraîne une force adhésive réduite.
Q5 : La pièce en plastique rigide doit-elle être préchauffée pendant le moulage par injection secondaire ?
Habituellement, aucun préchauffage supplémentaire n’est requis. Le substrat reçoit un préchauffage adéquat grâce à une élévation de la température du moule au-delà de 80 °C, ce qui entraîne une meilleure adhérence et des gains d'efficacité de production.
Q6 : Le surmoulage peut-il remplacer l’assemblage secondaire ?
Certainement. Le surmoulage thermoplastique a la capacité de mouler d'une seule pièce les pièces fonctionnelles et le corps principal ensemble, éliminant ainsi entièrement le travail manuel et les coûts d'adhésif, améliorant la fiabilité du produit et remplaçant l'assemblage secondaire traditionnel.
Q7 : Quels facteurs pourraient entraîner le décollement de la couche de surmoulage à l'avenir ?
Les principales raisons sont la contamination de la surface (par exemple poussière et huile) et la très basse température du substrat lors du moulage par injection. De telles conditions empêchent la fusion de la chaîne de molécules et la couche de surmoulage finit par se décoller.
Q8 : Lors de la recherche d'un fournisseur de services de surmoulage, le tonnage de l'équipement est-il nécessaire ?
C'est bien sûr le cas, mais la propreté (classe ISO 7), la manutention des matériaux et les capacités de contrôle des processus sont plus importantes que le tonnage de l'équipement seul lorsqu'il s'agit de déterminer la qualité des produits de surmoulage TPE.
Résumé
Il n'est pas difficile d'obtenir un surmoulage TPE parfait, et le noyau est un contrôle précis de la température, de la pression et de la polarité du matériau , combiné à une conception de moule professionnelle et à un environnement propre.
Lorsque le « toucher » entre en conflit avec la « fiabilité », le choix de fabricants de surmoulage d'élastomères thermoplastiques disposant de salles blanches de classe ISO 7 et de la capacité de fournir des rapports de test de pelage > 15 N/mm (ISO 813) peut éviter le pelage, les bavures et les dépassements de coûts.
Avez-vous besoin d'un partenaire de surmoulage digne de confiance pour votre nouveau travail ? Entrez en contact avec les ingénieurs de JS Precision dès maintenant, envoyez vos modèles 3D , et obtenez un examen et un devis DFM gratuits. Comptez sur nous pour protéger l’intégrité de votre conception grâce à notre savoir-faire.

Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de précision JS , il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau JS Precision. C'est la responsabilité de l'acheteur Exiger un devis de pièces Identifiez les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe JS Précision
JS Precision est une entreprise leader du secteur , concentrez-vous sur des solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection , Estampage des métaux, et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. Choisir Précision JS cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.cncprotolabs.com
Ressource

