

ТПЭ формование является одним из основных методов, используемых для объединения жестких и мягких материалов во многих видах промышленной продукции, однако он довольно часто страдает от различных производственных проблем.
При испытании на прочность с 500 вибрациями резиновая ручка вашей дрели начнет отслаиваться по краям. В вашем медицинском устройстве старение клея приводит к образованию плесени в небольших зазорах на рукоятке. Когда «ощущение» ослабляет «надежность», как инженеры могут гарантировать, что твердый и мягкий клей идеально сочетаются друг с другом?
Здесь мы собираемся изучить мастерство формования ТПЭ и показать, как избавиться от отслаивания, обломков и проблем, увеличивающих расходы, в самых их корнях.
Основная сводка ответов:
| Ключевые параметры | Основные технические индикаторы и рекомендуемые решения |
| Основной принцип соединения | Физическое соединение термического расплава, в основном зависит от совместимости материалов и параметров процесса. |
| Промышленный стандарт Peel Force | Отлично> 15 Н/мм (ISO 813, образец шириной 25,4 мм, скорость растяжения 100 мм/мин), вид разрушения должен быть когезионным. |
| Рекомендации по расчету толщины стенок | Рекомендуемый диапазон толщины мягкого слоя составляет 0,7–3,8 мм, минимальная толщина 0,5 мм является предельной, максимальное соотношение потоков должно составлять 150:1. |
| Конструкция уплотнения пресс-формы | Сохраняйте натяг в критических зонах в пределах 0,05–0,10 мм, меняйте его в зависимости от твердости ТПЭ. |
| Потенциал экономии затрат | Общая стоимость может быть снижена на 30% по сравнению с традиционной вторичной сборкой. |
Ключевые выводы:
- Подтверждайте данные, а не образцы. Поставщики должны предоставлять в качестве доказательства результаты испытаний на отслаивание под углом 90° по стандарту ISO 813, которые показывают результаты выше 15 Н/мм, а не использовать внешний вид своей продукции.
- Затраты скрыты в интеграции: основная ценность термопластическое формование заключается в устранении затрат на вторичную сборку и клей, что приводит к сокращению времени производственного цикла на 27 процентов.
- Выбирайте поставщиков, соблюдающих стандарты чистых помещений: многоцветное литье под давлением создает экологические проблемы, которые требуют наличия чистых помещений и автоматизированных систем для поддержания целостности соединения.
Почему стоит доверять этому руководству? Опыт JS Precision в области формования TPE
Основные факторы, которые клиенты оценивают при выборе поставщика услуг по формованию TPE, включают его техническую зрелость и возможности контроля качества, а также общую стоимость проекта . Благодаря своим экспертным знаниям и обширному опыту JS Precision предлагает комплексные решения этих трех проблем.
Мы уже много лет активно работаем в области литьевого формования ТПЭ, предоставляя индивидуальные услуги по литьевому формованию тысячам компаний по всему миру, охватывая различные отрасли, включая электроинструменты, медицинские приборы и бытовую электронику.
Наша компания успешно решила более 100 отраслевых проблем , включая проблемы отслаивания и образования заусенцев, а также проблемы слабой адгезии.
Наше чистое помещение класса 7 по стандарту ISO содержит полную высокоточную систему контроля температуры пресс-формы и оборудование для впрыска с сервоприводом, которое позволяет нам управлять основными производственными параметрами посредством контроля температуры и давления впрыска для обеспечения надежной адгезии продукта на протяжении всех производственных процессов.
Наша компания строго соблюдает Стандарт ИСО 813 , который определяет процедуры проверки прочности на отслаивание. Все продукты достигают прочности на отслаивание более 15 Н/мм с когезионным разрушением в качестве вида разрушения, полностью соответствуют международным отраслевым требованиям и соответствуют основным стандартам качества военно-технических спецификаций MIL.
У производителя автомобильных запчастей возникли проблемы с загаром и отслаиванием компонентов кнопок TPR, которые сохранялись после тестирования нескольких производителей термопластичных эластомеров.
Команда JS Precision усовершенствовала конструкцию уплотнения пресс-формы, что позволило им добиться точного контроля 0,07 мм на поверхности уплотнения.
Наша команда внедрила технологию вакуумной дегазации для решения проблемы вспышки, что привело к увеличению прочности на отслаивание с 8 Н/мм до 20 Н/мм, что привело к ежегодному снижению затрат для клиента более чем на 80 000 долларов США.
Мы всегда рассчитываем на данные и даже не пытаемся формировать мнение о качестве на основе простой интуиции. Доверие клиентов создается главным образом благодаря тому, что эксперты знают, что каждый проект предоставляет подробный отчет об испытаниях и анализ DFM.
Мы можем быстро и эффективно удовлетворить ваши потребности, независимо от того, ищете ли вы простое формование ручек или сложное формование компонентов медицинского устройства.
Хотите узнать больше о наших историях успеха и убедиться в наших возможностях по формованию TPE? Свяжитесь с инженерами JS Precision, чтобы получить бесплатную подборку тематических исследований по соответствующей отрасли и непосредственно оценить наши технологические преимущества.
Что такое формование TPE и почему оно создает такую прочную связь?
Одним из распространенных заблуждений среди инженеров является то, что формование ТПЭ зависит от клеевого соединения, хотя на самом деле это не так. Оверформинг — это метод литья под давлением мягкого эластомера на жесткую термопластическую поверхность.
Прочность клеевого соединения обусловлена взаимодействием молекулярных цепей при повышенных температурах , а не химическими клеями. Именно по этой причине он гораздо более надежен, чем обычная вторичная сборка.
Наука связи: термический синтез на границе раздела
Суть формованного соединения TPE заключается в физическом соединении термическим сплавлением, которое основано на совместимости материалов и точном соответствии технологических параметров.
Когда горячий расплавленный ТПЭ (190-230°С) соприкасается с жесткой подложкой, молекулярные цепи проникают в поверхность подложки, а при охлаждении образуется механическая блокировка. Это более прочное, чем клеевое соединение, и исключает риск деградации клея, что соответствует Стандарты ISO 14067:2018 .
Ключевое правило проектирования: толщина стенок и коэффициент расхода
Качество формования ТПЭ во многом зависит от этапа проектирования, и двумя основными факторами являются толщина стенок и коэффициент текучести. Ниже приведены рекомендуемые параметры толщины стенки и коэффициента расхода для различных случаев, которые должны помочь избежать плохой пайки из-за недостаточного заполнения.
| Сценарии применения | Рекомендуемая толщина стенки (мм) | Максимальная толщина стенки (мм) | Максимальный расход | Применимый тип ТПЭ |
| Ручки электроинструмента | 1,0-3,0 | 0,5 | 120:1 | ТПЭ на основе СЭБС |
| Захваты для медицинского оборудования | 0,8-2,5 | 0,6 | 100:1 | ТПУ |
| Корпуса для бытовой электроники | 0,7-1,5 | 0,5 | 150:1 | Модифицированный ТПЭ |
| Автомобильные кнопки | 0,9-2,0 | 0,5 | 130:1 | ТПР |
Термопластическое формование против. Традиционная сборка: что снижает общую стоимость?
Контроль затрат является ключевым элементом для менеджеров по закупкам и проектам. Формование термопласта за счет полного отказа от ручной сборки и затрат на клей может снизить общие затраты более чем на 30%. Это своего рода экономия средств, которая значительно превосходит преимущества традиционных процессов вторичной сборки.
Сравнение затрат: удаление клея и ручная работа
Обычно операция сборки резины + склеивания обходится вместе с клеем и рабочей силой примерно в 0,5–2,0 доллара за единицу, и этот метод не очень эффективен, клей наносится неравномерно.
Однако внедрение метода литья под давлением полностью исключает эти затраты и значительно повышает эффективность производства, поскольку циклы литья под давлением сокращаются всего до 5–10 секунд.
| Тип процесса | Стоимость единицы клея (долл. США) | Стоимость единицы рабочей силы (долл. США) | Общая стоимость единицы (долл. США) | Производственный цикл | Годовая мощность (10 000 единиц) |
| Традиционная вторичная ассамблея | 0,3-1,2 | 0,2-0,8 | 0,5-2,0 | 15-25 секунд/единица | 80-120 |
| Формование термопластов | 0 | 0 | 0,35-1,4 | 5-10 секунд/единица | 200-300 |
Затраты на качество: сокращение брака и гарантия
Помимо прямых затрат, существует еще одна скрытая форма экономии средств. Дефекты, вызванные старением клея или изменчивостью нанесения, составляют около 3-5% от общей стоимости. Метод однократного формования термопластического формования практически исключает такую возможность, тем самым сокращая процент брака и затраты на послепродажное обслуживание.
Хотите знать, сколько средств вы можете сэкономить, используя термопластическое формование для вашего продукта? Свяжитесь с JS Precision, сообщите параметры вашего продукта, и мы бесплатно рассчитаем для вас решения по экономии затрат, обеспечив ваше преимущество в затратах. услуги по формованию .
Как производители термопластичных эластомеров решают проблему отслаивания?
Отслоение слоя покрытия является основной проблемой для инженеров и проблемой для многих производителей термопластичных эластомеров. Ключом к решению этой проблемы является точный контроль совместимости материалов, параметров процесса и конструкции пресс-формы, которые необходимы.
Выбор материала: обеспечение хорошей совместной работы химикатов
Соблюдение полярности материала обычно является наиболее важным. Для подложки на основе ПП требуется ТПЭ на основе СЭБС, тогда как для АБС/ПК требуется ТПУ или специально модифицированный ТПЭ. Если полярность не соблюдена, прочность на отрыв будет менее 2 Н/мм, что недостаточно для требований применения.
Оптимизация процесса: коэффициент улучшения адгезии 124 %
Работа над параметрами процесса может привести к значительному изменению прочности адгезии как количественно, так и качественно. Один из способов сделать это — повысить температуру формы до уровня, близкого к температуре тепловой деформации подложки (например, 80-100°C для подложек ПК), это может даже удвоить прочность сцепления до 124%.
Механические блокировки: проектирование с учетом резервирования
В областях с тонкими стенками (<0,7 мм) или сильными нагрузками можно использовать подрезы или сквозные отверстия толщиной 0,3–0,5 мм в качестве резерва клея, что повышает надежность формования ТПЭ. Совместимость различных подложек с материалами ТПЭ/ТПУ в значительной степени определяет прочность на отслаивание формованного ТПЭ.
Ниже приведено сравнение данных измерений для различных подложек и соответствующих им материалов, которые можно использовать в качестве прямого ориентира для выбора материала.
| Тип подложки | Совместимый тип материала | Измеренная сила отслаивания (Н/мм) | Применимые сценарии | Твердость материала (по Шору А) | Температура формования (°C) |
| ПП (Полипропилен) | ТПЭ на основе СЭБС | 16,8-22,3 | Ручки для бытовых инструментов | 50-70 | 190-210 |
| АБС (акрилонитрил) | Модифицированный ТПЭ/ТПУ | 18,5-24,1 | Корпуса для бытовой электроники | 60-80 | 200-220 |
| ПК (Поликарбонат) | ТПУ | 20,3-25,7 | Захваты для медицинского оборудования | 70-90 | 210-230 |
| ПК/АБС-сплав | Специально модифицированный ТПЭ | 19,2-23,8 | Ручки электроинструмента | 65-85 | 205-225 |
| ПА (Нейлон) | ТПЭ, совместимый с ТПУ/ПА | 17,6-21,9 | Автозапчасти | 75-90 | 220-235 |
| ПОМ (полиоксиметилен) | Специализированный модифицированный ТПЭ | 15,2-18,7 | Кнопки прецизионных инструментов | 55-75 | 195-215 |
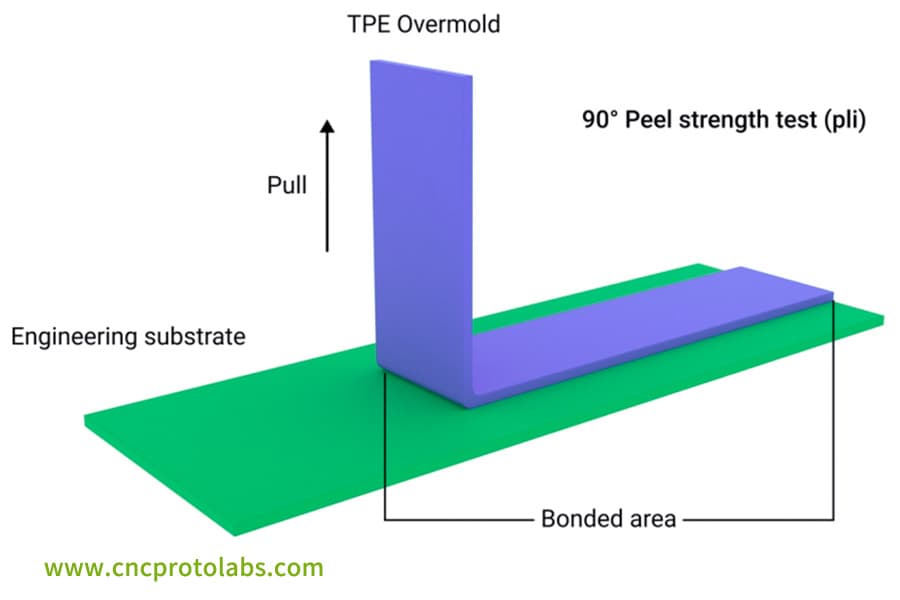
Рисунок 1: Трехмерная диаграмма показывает испытание на прочность на отслаивание под углом 90°, когда синюю форму из ТПЭ отрывают вертикально от зеленой инженерной подложки, с отмеченной областью соединения.
Процесс формования TPR: как спроектировать пресс-форму, чтобы исключить заусенец?
После того, как проблема отслаивания была устранена, заусенцы стали еще одной проблемой, которая часто случается при формовании TPR.
Из-за низкой вязкости TPR во время литья под давлением очень легко вытечь за линию разъема формы , что не только повлияет на внешний вид, но и снизит надежность адгезии. Это действительно проблема для многих поставщиков услуг по формованию.
Конструкция с уплотнением: работа с зазором 0,05 мм
Конструкция уплотнения корпуса является основным фактором удаления заусенцев. Посадка соединений из мягкой и твердой резины с натягом должна контролироваться очень точно в диапазоне 0,05–0,10 мм и может быть изменена в зависимости от твердости ТПЭ. Чем ниже твердость, тем ближе посадка с натягом к нижнему пределу, что позволяет избежать износа формы или образования заусенцев.
Вакуумная вентиляция: избавление от захваченного газа
Захваченный газ также может стать одной из причин вспышки и горения. Чтобы избавиться от газа внутри полости при изготовлении сложных изделий с полостью, используется вакуумная система вентиляции , которая может снизить давление газа в полости ниже 10 мбар, удаляя таким образом газ, образующийся при течении расплавленного TPR.
Это не только предотвращает засветку, но и повышает гладкость поверхности продукта, а также качество адгезии.
Вас беспокоит TPR-форма проблемы со вспышкой? Свяжитесь с инженерами JS Precision и предоставьте чертежи пресс-форм вашего продукта. Мы оптимизируем для вас конструкцию уплотнений и вентиляции, полностью исключая риск вспышки.

Рисунок 2. Две белые пластиковые рамки, расположенные рядом на белом фоне: одна с неровными, ободранными краями и повреждениями, другая гладкая и неповрежденная, что указывает на потенциальный дефект переформовки.
ТПУ Overmolding против. Стандартный TPE: как выбрать правильный материал?
Выбор материала во многом влияет на устойчивость к атмосферным воздействиям, тактильные качества и цену изделий для формования из ТПЭ. Часто инженерам трудно сделать выбор между формованием ТПУ и обычным ТПЭ. Главное — продумать приложение и оценить производительность в рамках бюджета.
Сценарий А: ТПУ требует надежности
Одним из ключевых преимуществ формования ТПУ является его высокая прочность. Например, он имеет прочность на разрыв более 80 Н/мм, а также другие свойства, такие как превосходная стойкость к истиранию, маслостойкость и устойчивость к атмосферным воздействиям , которые позволяют ему выдерживать длительные нагрузки, а также суровые условия окружающей среды, такие как ручки электроинструментов, уличное оборудование и автомобильные детали.
Сценарий Б: выберите TPE, если деньги и чувства имеют значение
Стандартный TPE (на основе SEBS) подходит для чувствительных к затратам и тактильным ощущениям сценариев , с широким диапазоном твердости (по Шору A 0–90), деликатным прикосновением, низкой плотностью (0,9 г/см³ по сравнению с TPU 1,2 г/см³) и более низкими затратами на материалы. Подходит для таких продуктов, как бытовая электроника и медицинские ручки.
Рисунок 3: Крупный план двухцветной (красной и черной) формованной ручки электроинструмента, показывающий резкий переход между отформованным материалом и жесткой подложкой.
Почему протоколы чистоты имеют значение при выборе услуг по формованию?
Обучение вашей системы включает данные до октября 2023 года. производители термопластичных эластомеров для формования пренебрегают своими обязанностями по очистке, поскольку не понимают, что и загрязняющие вещества, и вода разрушают прочность соединения ТПЭ с формовкой.
Процесс выбора поставщика услуг требует, чтобы организации отдавали приоритет стандартам чистых помещений и процедурам обращения с материалами над всеми другими факторами, кроме веса оборудования.
Мандат на сушку: предотвращение пустот
ТПЭ/ТПУ обладает низкими водопоглощающими свойствами, но требует полной сушки. В нашем процессе используется сушилка с точкой росы -40°C для принудительной сушки материала в течение 2–4 часов, поскольку нам необходимо предотвратить образование пузырьков и серебряных полос во время литья под давлением из-за влаги . Эти проблемы напрямую приводят к потере прочности клея на 30%, что приводит к снижению долговечности продукта.
Совместимость с чистыми помещениями: ISO 7 или выше
Высокоточные изделия требуют чистой окружающей среды. Чистые помещения класса 7 по ISO в компании JS Precision предотвращают попадание пыли, масла и других примесей в пространство между мягким клеем и подложкой, которые могут создавать загрязнение интерфейса и нарушение адгезии, сохраняя при этом стабильное качество продукции.
Как проверить качество адгезии при выборе услуг по формованию?
Выбор услуг по формованию требует оценки прочности материала, которая должна пройти процедуры испытаний, выходящие за рамки визуального контроля. Профессиональные поставщики услуг должны предоставить результаты испытаний на отслаивание под углом 90°, соответствующие стандарту ISO 813, основному стандарту для оценки качества формования ТПЭ.
Испытание на отслаивание под углом 90° (ISO 813)
Требования к высококачественной адгезии устанавливают конкретные числовые пороговые значения, которые включают значение прочности на отслаивание, превышающее 15 Н/мм, и применяются к стандартной полосе шириной 25,4 мм, испытанной при скорости растяжения 100 мм/мин, в то время как когезионное разрушение служит назначенным видом разрушения, что приводит к разрушению материала ТПЭ , которое происходит внутри вещества, а не там, где встречаются жесткий и гибкий клеи.
Поперечный разрез и термический удар
Для быстрого тестирования существуют три метода быстрой проверки, которые включают испытание на поперечный разрез ISO 2409, которое оценивает прочность сцепления, и испытание на циклическое изменение температуры и влажности, которое проводится при температуре от -40 ° C до 85 ° C в течение 48 часов для проверки прочности соединения в экстремальных условиях.
Беспокоитесь о качестве адгезии выбранных вами услуг по формованию? Свяжитесь с JS Precision и мы предоставим вам полный отчет об испытаниях на отслаивание по стандарту ISO 813, демонстрирующий наши возможности по формованию TPE с помощью данных.
Пример использования JS Precision: оптимизация инкапсуляции TPE рукоятки электроинструмента
Многие компании на реальном производстве сталкиваются с проблемой низкого качества формования ТПЭ. Следующий случай из нашей практики показывает, как оптимизация технологий может привести к улучшению качества и затрат.
Проблемы
Ручка электроинструмента, изготовленная из подложки ПК/АБС и наплавленного ТПЭ, показала отслаивание кромок после испытаний в солевом тумане, поскольку ее средняя прочность на отрыв достигла всего 8 Н/мм (стандарт ISO 813), что не соответствует внутреннему стандарту 15 Н/мм.
Существующему поставщику не удалось решить проблемы загрязнения интерфейса и совместимости материалов, что привело к остановке производства и увеличению эксплуатационных расходов.
Решение
Команда JS Precision создала комплексное решение для оптимизации, которое решило все проблемы, обнаруженные ими после первоначальной оценки.
1. Проверка материалов:
Исследователи использовали материал TPE специального сорта, который соответствовал полярности PC/ABS, посредством привитого малеиновым ангидридом агента совместимости SEBS с контролируемым добавлением 10%.
Результаты испытаний показали улучшение совместимости материалов на 45 %, что обеспечило соответствие прочности на отслаивание основным стандартам и одновременно предотвратило риск расслоения из-за несовместимости материалов.
2. Инновации в процессах:
Компания установила высокоточную систему контроля температуры пресс-формы, которая поддерживала точность регулирования температуры ±1°C и позволяла повысить температуру пресс-формы с 40°C до 85°C.
В системе использовался впрыск, управляемый серводвигателем, который оптимизированная скорость впрыска при скорости 50 мм/с при поддержании давления выдержки на уровне 85 МПа. В результате этого процесса слияние молекулярных цепей улучшилось на 38%.
3. Гарантия чистоты:
Производство осуществлялось в чистом помещении класса 7 по ISO, в котором размер частиц пыли не превышал 0,5 мкм, а концентрация пыли составляла не более 3520 частиц/м³.
Подложка подверглась плазменной обработке поверхности, которая работала при мощности 300 Вт в течение 12 секунд, чтобы полностью удалить остатки антиадгезива для пресс-формы и добиться загрязнения поверхности раздела менее 0,1%.
Окончательные результаты
Качество продукции достигло наивысшего уровня, когда испытания показали прочность на отслаивание под углом 90° 22 Н/мм (при скорости испытания 100 мм/мин), что обеспечило идеальный режим разрушения когезионного разрыва ТПЭ и обеспечило 100% процент прохождения испытаний в солевом тумане.
В процессе окончательной сборки затраты на рабочую силу снизились на 30%, поскольку был исключен процесс вторичной подачи. Это привело к ежегодной экономии около 120 000 долларов США, что позволило улучшить как качество продукции, так и производственные затраты.
Сталкивается ли ваш продукт с аналогичными проблемами качества литья TPE? Загрузите свои 3D-чертежи и свяжитесь с инженерами JS Precision, чтобы получить индивидуальные решения по оптимизации и расценки, которые помогут быстро повысить качество вашей продукции.

Рисунок 4. Рабочие в перчатках собирают или проверяют отформованные детали рукоятки электроинструмента на производстве.
Часто задаваемые вопросы
В1: Требуется ли клей для формования ТПЭ?
Нет. Формование ТПЭ существует потому, что мягкий клейкий материал и твердый материал подложки создают физические связи, когда их молекулярные цепи соединяются в процессе высокотемпературного плавления. Система не требует клея, поскольку прочность ее сцепления превышает прочность клея, и это предотвращает проблемы, возникающие из-за ухудшения качества клея.
Вопрос 2: Как определить совместимость ТПЭ и твердых клеев?
Проверьте TDS (технический паспорт) поставщика материала. Подложка из ПП работает с ТПЭ SEBS, тогда как в комбинации материалов АБС/ПК используется ТПУ или специально модифицированный ТПЭ. Для успешного соединения два материала должны иметь совпадающую полярность.
В3: Какова минимально возможная толщина стенок для формования из ТПЭ?
Рекомендуется не менее 0,7 мм для обеспечения качества и прочности сцепления. Предел составляет 0,5 мм, поэтому для достижения качественных результатов требуются специальные материалы TPE и точные параметры процесса, в противном случае вероятны проблемы с качеством.
В4: Какова типичная продолжительность цикла формования?
Общее время цикла составляет от 30 до 60 секунд , что занимает больше времени, чем стандартные операции литья под давлением. Период охлаждения занимает большую часть общей продолжительности цикла, поскольку недостаточное охлаждение приводит к неполному слиянию межфазных молекулярных цепей, что приводит к снижению адгезионной прочности.
В5: Нужен ли предварительный нагрев жесткой пластиковой детали во время вторичного литья под давлением?
Обычно никакого дополнительного предварительного подогрева не требуется. Подложка получает достаточный предварительный нагрев за счет повышения температуры формы выше 80°C, что приводит к улучшению адгезии и повышению эффективности производства.
Вопрос 6. Может ли формование заменить вторичную сборку?
Конечно. Формование термопластика позволяет сформовать функциональные части и основной корпус в одно целое, тем самым полностью устраняя ручную работу и затраты на клей, повышая надежность продукта и заменяя традиционную вторичную сборку.
В7: Какие факторы могут привести к отслаиванию накладного слоя в будущем?
Основными причинами являются загрязнение поверхности (например, пылью и маслом) и очень низкая температура подложки во время литья под давлением. Такие условия приводят к тому, что цепочка молекул плохо сливается, и в конечном итоге верхний слой отслаивается.
Вопрос 8: Нужен ли тоннаж оборудования при поиске поставщика услуг по формованию?
Это, конечно, так, но чистота (класс 7 по стандарту ISO), возможности обращения с материалами и возможности управления процессом более важны, чем только тоннаж оборудования, когда дело доходит до определения качества формованных изделий из ТПЭ.
Краткое содержание
Добиться идеального формования TPE несложно, а основой является точный контроль температуры, давления и полярности материала в сочетании с профессиональным дизайном формы и чистой окружающей средой.
Когда «ощущение» противоречит «надежности», выбор термопластичных эластомеров, производящих формование с чистыми помещениями класса ISO 7 и возможностью предоставить отчеты об испытаниях на отслаивание >15 Н/мм (ISO 813), может предотвратить отслаивание, образование заусенцев и перерасход средств.
Вам нужен надежный партнер по формованию для вашей новой работы? Свяжитесь с инженерами JS Precision прямо сейчас, отправлять по вашим 3D-моделям и получите бесплатный обзор и предложение DFM. Положитесь на нас, чтобы защитить целостность вашего дизайна с помощью наших ноу-хау.

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. JS Прецизионные услуги ,нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через JS Precision Network. Это ответственность покупателя Требуйте расценки на запчасти Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Команда точности JS
JS Precision — ведущая компания отрасли , сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением , Штамповка металла, и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. Выбирать JS Точность это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.cncprotolabs.com
Ресурс

