

TPE overmolding is one of the main methods used to combine rigid and soft materials in many types of industrial products, yet it suffers from different production issues quite often.
In a durability test with 500 vibrations, the rubber handle of your drill will start to peel off at the edges. In your medical device, adhesive aging causes the grip to develop mold in the small gaps. When "feel" weakens "reliability, " how do engineers make sure that rigid and soft adhesives are perfectly combined?
Here, we are going to explore the mastery of TPE overmolding and show the way to get rid of peeling, flash, and expenses escalating issues at their very roots.
Core Answer Summary:
| Key Dimensions | Core Technical Indicators and Recommended Solutions |
| Core Bonding Principle | Thermal melt physical bonding, mainly influenced by material compatibility and process parameters. |
| Peel Force Industry Standard | Excellent> 15 N/mm (ISO 813, 25.4mm wide sample, tensile speed 100mm/min), failure mode must be cohesive failure. |
| Wall Thickness Design Guidelines | The recommended range for the soft layer thickness is 0.7 mm-3.8 mm, a minimum thickness of 0.5 mm is the limit, the maximum flow ratio has to be 150:1. |
| Mold Sealing Design | Keep interference in the critical areas within 0.05 mm-0.10 mm, change it according to the TPE hardness. |
| Cost Saving Potential | Overall cost can be reduced by 30% compared to traditional secondary assembly. |
Key Conclusions:
- Validate data, not samples: Suppliers must present 90° peel test results from ISO 813 testing which shows results above 15 N/mm as proof instead of using their product's physical appearance.
- Cost is hidden in integration: The core value of thermoplastic overmolding lies in eliminating secondary assembly and adhesive costs which lead to a 27 percent reduction in production cycle time.
- Choose suppliers with cleanroom standards: Multi color injection molding presents environmental challenges which require cleanroom facilities and automated systems to maintain bonding integrity.
Why Trust This Guide? JS Precision's Experience In TPE Overmolding
The main factors which clients evaluate when selecting a TPE overmolding service provider include their technical maturity and quality control capabilities and their total project costs. Through their expert knowledge and extensive background JS Precision provides complete solutions for these three issues.
We have been deeply involved in the TPE overmolding field for many years, providing customized overmolding services to thousands of companies worldwide, covering multiple industries including power tools, medical devices, and consumer electronics.
Our company has successfully addressed more than 100 industry challenges which include problems of overmolding peeling and flash formation and weak adhesion problems.
Our ISO Class 7 cleanroom contains a complete high precision mold temperature control system and servo injection equipment which enables us to manage essential production parameters through injection temperature and pressure control for secure product adhesion throughout all manufacturing processes.
Our company strictly follows the ISO 813 standard, which defines the procedures for testing peel strength. All products achieve a peel strength of over 15 N/mm, with cohesive failure as the failure mode, fully complying with international industry requirements and adhering to the core quality standards of MIL military technical specifications.
The automotive parts manufacturer experienced TPR button component flash and peeling problems, which persisted after multiple thermoplastic elastomers overmolding manufacturers were tested.
JS Precision team improved the mold sealing design through their process, which allowed them to achieve an exact control of 0.07mm at the sealing surface.
Our team implemented vacuum degassing technology to solve the flash problem, which resulted in an increase of peel strength from 8 N/mm to 20 N/mm, resulting in a yearly cost reduction of over $80,000 for the client.
We always count on data and don't even try to form opinions about quality on the basis of mere intuition. Client confidence is established mainly through expert knowing each project delivers a comprehensive test report and DFM analysis.
We can meet your needs swiftly and effectively, whether you are looking for simple handle overmolding or complex medical device component molding.
Want to learn more about our success stories and verify our TPE overmolding capabilities? Contact JS Precision engineers to receive a free collection of relevant industry case studies and directly experience our technological advantages.
What Exactly Is TPE Overmolding And Why Does It Create Such a Strong Bond?
One common misunderstanding among engineers is that TPE overmolding depends on adhesive bonding whereas it actually does not. Overmolding is a technique of injection molding a soft elastomer on a rigid thermoplastic surface.
The strength of the adhesive bond comes from the molecular chain interlocking at elevated temperatures, not from chemical adhesives. This is the very reason why it is far more dependable than conventional secondary assembly.
The Science of the Bond: Thermal Fusion at the Interface
The essence of the TPE overmolding bond is thermal fusion physical bonding which is based on material compatibility and accurate matching of process parameters.
When the hot molten TPE (190-230C) touches the rigid substrate, the molecular chains penetrate into the substrate surface, and upon cooling, a mechanical interlock is formed. This is stronger than adhesive bonding and eliminates the risk of adhesive degradation, conforming to ISO 14067:2018 standards.
Key Design Rule: Wall Thickness and Flow Ratio
The quality of TPE overmolding is heavily dependent on the design step, and two of the main factors are wall thickness and flow ratio. Below are the recommended wall thickness and flow ratio parameters for various cases, which should help avoid poor soldering due to insufficient filling.
| Application Scenarios | Recommended Wall Thickness (mm) | Maximum Wall Thickness (mm) | Maximum Flow Ratio | Applicable TPE Type |
| Power Tool Handles | 1.0-3.0 | 0.5 | 120:1 | SEBS based TPE |
| Medical Equipment Grips | 0.8-2.5 | 0.6 | 100:1 | TPU |
| Consumer Electronics Housings | 0.7-1.5 | 0.5 | 150:1 | Modified TPE |
| Automotive Buttons | 0.9-2.0 | 0.5 | 130:1 | TPR |
Thermoplastic Overmolding Vs. Traditional Assembly: Which Lowers Total Cost?
Cost control is a key element for procurement and project managers. Thermoplastic overmolding, through the complete removal of manual assembly and glue costs, can lower total costs by over 30%. This is the sort of cost saving that greatly surpasses the benefits of the traditional secondary assembly processes.
Cost Comparison: Removing Adhesives and Manual Work
Typically the rubber assembly + glue operation costs the glue and labor together at around $0.5 - $2.0 per unit, and the method is not very effective, the glue is applied unevenly.
However, the adoption of thermoplastic overmolding completely wipes out these expenses and dramatically speeds up the production efficiency as injection molding cycles are shortened to only 5 - 10 seconds.
| Process Type | Unit Glue Cost (USD) | Unit Labor Cost (USD) | Unit Total Cost (USD) | Production Cycle | Annual Capacity (10,000 units) |
| Traditional Secondary Assembly | 0.3-1.2 | 0.2-0.8 | 0.5-2.0 | 15-25 seconds/unit | 80-120 |
| Thermoplastic Overmolding | 0 | 0 | 0.35-1.4 | 5-10 seconds/unit | 200-300 |
Quality Cost: Reducing Scrap and Warranty
Apart from the direct costs, another hidden form of cost saving is also quite large. Defects caused by glue aging or application variability make up about 3-5% of the total cost. The single molding method of thermoplastic overmolding virtually eliminates the possibility, thus cutting down scrap ratios and after sales costs.
Want to know how much cost you can save by using thermoplastic overmolding for your product? Contact JS Precision, provide your product parameters, and we'll calculate cost saving solutions for you free of charge, securing your cost advantage in overmolding services.
How Do Thermoplastic Elastomers Overmolding Manufacturers Solve The Peeling Question?
The detachment of the coating layer is a core pain point for engineers and a challenge for many thermoplastic elastomers overmolding manufacturers. The key to solving this problem lies in precise control of material compatibility, process parameters, and mold design, all of which are indispensable.
Material Selection: Making Sure the Chemicals Work Well Together
Matching the material polarity is generally the most important. The PP based substrate needs SEBS based TPE, whereas ABS/PC need TPU or specially modified TPE. If the polarity is not matched, the peel strength would be less than 2 N/mm, not enough for the application requirements.
Process Optimization: The 124% Adhesion Improvement Factor
Work on the process parameters can bring a great change both quantitatively and qualitatively to adhesion strength. One way to do this is to increase the temperature of the mold to a level close to the heat distortion temperature of the substrate (e.g. 80-100C for PC substrates), this can even double the adhesion strength to 124%.
Mechanical Interlocks: Designing for Redundancy
In areas that are thin walled (<0.7mm) or highly stressed, designing 0.3-0.5mm undercuts or through holes can be used as an adhesive redundancy, which increase the reliability of TPE overmolding. The compatibility of various substrates with TPE/TPU materials largely controls the peel strength of TPE overmolding.
Below is a comparison of measured data for various substrates and their corresponding materials, which can be used as a direct reference for material selection.
| Substrate Type | Compatible Material Type | Measured Peel Strength (N/mm) | Applicable Scenarios | Material Hardness (Shore A) | Molding Temperature (°C) |
| PP (Polypropylene) | SEBS based TPE | 16.8-22.3 | Household tool handles | 50-70 | 190-210 |
| ABS (Acrylonitrile) | Modified TPE/TPU | 18.5-24.1 | Consumer electronics housings | 60-80 | 200-220 |
| PC (Polycarbonate) | TPU | 20.3-25.7 | Medical device grips | 70-90 | 210-230 |
| PC/ABS Alloy | Specially Modified TPE | 19.2-23.8 | Power tool handles | 65-85 | 205-225 |
| PA (Nylon) | TPU/PA-compatible TPE | 17.6-21.9 | Automotive parts | 75-90 | 220-235 |
| POM (Polyoxymethylene) | Specialized Modified TPE | 15.2-18.7 | Precision Instrument Buttons | 55-75 | 195-215 |
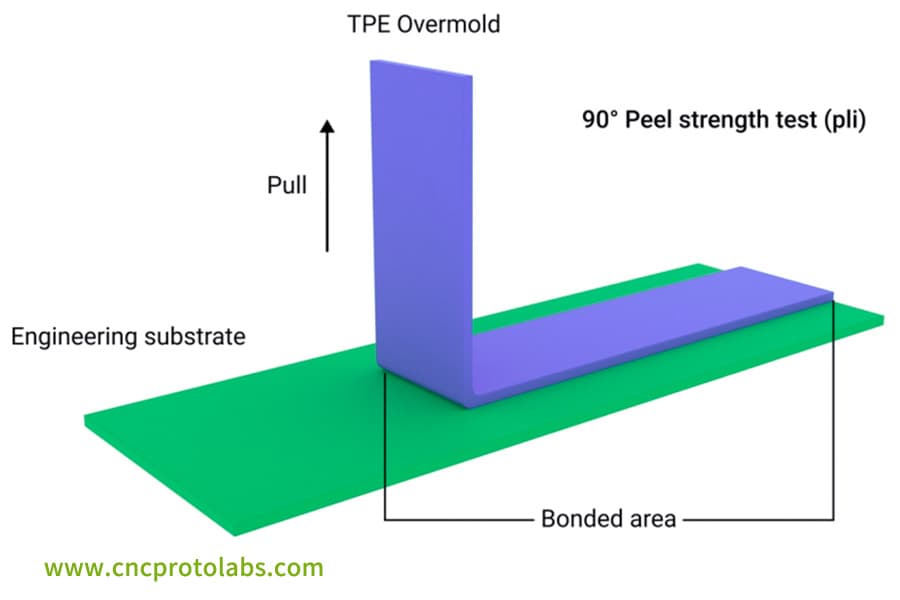
Figure 1: A 3D rendered diagram shows a 90° peel strength test where a blue TPE overmold is being pulled vertically away from a green engineering substrate, with the bonded area marked.
TPR Overmold Process: How To Design Molds To Eliminate Flash?
Once the issue of peeling was fixed, flash came as another issue that often happens with TPR overmold.
Due to the low viscosity of TPR, it is very easy for it to spill over the mold parting line during the injection molding, which not only will affect the appearance but also will decrease the adhesion reliability. This is indeed a problem for many overmolding service providers.
Seal Off Design: Operating the 0.05mm Gap
The shell sealing design is the main factor of flash removal. The soft and hard rubber joints interference fit should be very accurately controlled to the 0.05-0.10 mm range and can be changed based on the TPE hardness. The lower the hardness, the closer the interference fit is to the lower limit, thereby avoiding mold wear or flash generation.
Vacuum Venting: Getting Rid of Trapped Gas
Gas trapped may also become one of the causes of flash and burning. To get rid of the gas inside the cavity when making complex cavity products, a vacuum venting system is used which can get the cavity gas below 10 mbar, thus removing the gas that is produced when molten TPR is flowing.
This not only prevents flash but also enhances product surface smoothness as well as adhesion quality.
Are you troubled by TPR overmold flash issues? Contact JS Precision engineers and provide your product mold drawings. We will optimize the sealing and venting design for you, completely eliminating flash risks.

Figure 2: Two white plastic frames side-by-side on a white background: one with jagged, peeled edges and damage, the other smooth and intact, illustrating a potential overmolding defect.
TPU Overmolding Vs. Standard TPE: How To Choose The Right Material?
Material selection largely impacts the weather resistance, tactile quality, and price of TPE overmolding products. Often times, engineers find it difficult to decide between TPU overmolding and regular TPE. The main point is to think of the application and estimate the performance against the budget.
Scenario A: Durability Calls for TPU
One of the key advantages of TPU overmolding is that it is highly durable. For instance, it has a tear strength of over 80 N/mm, besides other properties such as excellent abrasion resistance, oil resistance and weather resistance which enable it to endure long term stress as well as harsh environments like power tool handles, outdoor equipment, and automotive parts.
Scenario B: Choose TPE if Money and Feeling Matter
Standard TPE (SEBS based) is suitable for cost sensitive and tactile scenarios, with a wide hardness range (Shore A 0-90), delicate touch, low density (0.9 g/cm ³ vs TPU 1.2 g/cm ³), and lower material costs. It is suitable for products such as consumer electronics and medical grips.
Figure 3: Close-up view of a two-tone (red and black) overmolded electric tool handle, showing the sharp transition between the overmold material and the rigid substrate.
Why Cleanliness Protocols Matter When Choosing Overmolding Services?
The training of your system includes data until the month of October in the year 2023. The majority of thermoplastic elastomers overmolding manufacturers disregard their cleaning responsibilities because they do not understand that both contaminants and water will destroy TPE overmolding bond strength.
The service provider selection process requires organizations to prioritize cleanroom standards and material handling procedures above all other factors except equipment weight.
The Drying Mandate: Avoiding Voids
TPE/TPU exhibits low water absorption properties but demands complete drying procedures. Our process uses a dew point -40°C dryer to force dry the material for 2-4 hours because we need to stop moisture from creating bubbles and silver streaks during injection molding. These issues directly lead to 30% adhesive strength loss which results in reduced product durability.
Cleanroom Compatibility: ISO 7 or Better
High precision products require a clean environment. The ISO Class 7 cleanroom at JS Precision functions to stop dust and oil and other impurities from entering the space between the soft adhesive and substrate which would create interface contamination and adhesion failure while keeping product quality stable.
How To Verify Adhesion Quality When Selecting Overmolding Services?
The selection of overmolding services requires assessment of material strength which needs to undergo testing procedures beyond visual inspection. The professional service providers must deliver 90° peel test results which follow ISO 813, the primary standard for assessing TPE overmolding quality.
The 90° Peel Test (ISO 813)
The requirements for high-quality adhesion establish specific numerical thresholds which include a peel strength value that exceeds 15 N/mm and applies to a 25.4mm wide standard strip tested at 100 mm/min tensile speed while cohesive failure serves as the designated failure mode which results in TPE material breakdown that happens inside the substance instead of where the rigid and flexible adhesives meet.
Cross-Cut and Thermal Shock
Three quick examination techniques exist for rapid testing, which includes the ISO 2409 cross-cut test that assesses bond strength, and the temperature and humidity cycling test, which operates between -40°C and 85°C for 48 hours to test bond strength under extreme conditions.
Worried about the adhesion quality of your chosen overmolding services? Contact JS Precision and we will provide you with a complete ISO 813 peel test report, demonstrating our TPE overmolding capabilities with data.
Case Study Of JS Precision: TPE Encapsulation Optimization Of Power Tool Grip
Many companies in real production have the problem of poor quality of TPE overmolding. The following case from our practice shows how technology optimization can achieve both quality and cost improvements.
Problems
The power tool handle made from PC/ABS substrate and TPE overmolding showed edge peeling after salt spray testing because its average peel strength reached only 8 N/mm (ISO 813 standard) which fails to meet the internal standard of 15 N/mm.
The existing supplier failed to resolve the inter face contamination and material compatibility problems which led to production shutdowns and increased operational expenses.
Solution
The JS Precision team created an entire optimization solution which resolved all issues they discovered after their initial assessment.
1. Material Validation:
The researchers used a special grade TPE material which matched PC/ABS polarity through maleic anhydride grafted SEBS compatibilizer with 10% controlled addition.
Testing results showed a 45% improvement in material compatibility which ensured that the peel strength met basic standards while preventing delamination risks from material incompatibility.
2. Process Innovation:
The company installed a high precision mold temperature control system which maintained temperature control accuracy of ±1°C to achieve a mold temperature increase from 40°C to 85°C.
The system used servo motor controlled injection which optimized injection speed at 50mm/s while maintaining holding pressure at 85 MPa. The process achieved a 38% enhancement in molecular chain fusion.
3. Cleanliness Guarantee:
Production occurred within an ISO Class 7 cleanroom which maintained dust particle size at or below 0.5μm and dust concentration at or below 3520 particles/m³.
The substrate underwent plasma surface treatment which operated at 300W power for 12 seconds to completely eliminate mold release agent residue while achieving less than 0.1% interface contamination.
Final Results
The product quality reached its highest level when tests showed a 90° peel strength of 22 N/mm (at 100mm/min test speed) which produced the ideal TPE cohesive tear failure mode and achieved a 100% salt spray test pass rate.
The final assembly process saw labor cost reductions of 30% because the secondary dispensing process was eliminated. This led to annual savings around $120,000 which created benefits for both product quality and production costs.
Does your product also face similar TPE overmolding quality issues? Upload your 3D drawings and contact JS Precision engineers to obtain customized optimization solutions and quotes, quickly upgrading your product quality.

Figure 4: Workers wearing gloves assemble or inspect overmolded parts for an electric tool handle in a manufacturing setting.
FAQs
Q1: Does TPE overmolding require glue?
No. TPE overmolding exists because the soft adhesive material and the hard substrate material create physical bonds when their molecular chains connect through high temperature melting process. The system requires no adhesive because its bond strength exceeds adhesive strength and it prevents the issues created by adhesive deterioration.
Q2: How to determine the compatibility between TPE and hard adhesives?
Check the TDS (Technical Data Sheet) from the material supplier. The PP substrate works with SEBS TPE while ABS/PC material combination uses TPU or specially modified TPE. The two materials need to have matching polarities for successful bonding.
Q3: What is the thinnest possible wall thickness for TPE overmolding?
A minimum of 0.7mm is recommended to ensure adhesion quality and toughness. The limit is 0.5mm which requires special TPE materials and exact process parameters to achieve quality results, otherwise, quality issues are likely.
Q4: What is the typical overmolding cycle time?
The total cycle time measures about 30 to 60 seconds which takes more time than standard injection molding operations. The cooling period takes up most of the total cycle duration because insufficient cooling results in incomplete fusion of interface molecular chains which results in reduced adhesive strength.
Q5: Does the rigid plastic part need preheating during secondary injection molding?
Usually, no additional preheating is required. The substrate receives adequate preheating through mold temperature elevation beyond 80°C which results in enhanced adhesion and production efficiency gains.
Q6: Can overmolding replace secondary assembly?
Certainly. Thermoplastic overmolding has the capability to one piece mold the functional parts and the main body together, thereby doing away with manual work and adhesive costs entirely, enhancing product reliability, and substituting traditional secondary assembly.
Q7: What factors may cause overmolding layer to peel off in the future?
The main reasons are surface contamination (e.g. dust and oil) and very low temperature of substrate during injection molding. Such conditions cause the chain of molecules not to fuse well, and eventually the overmolding layer will peel off.
Q8: When finding an overmolding service provider, is equipment tonnage necessary?
It sure is, but cleanliness (ISO Class 7), material handling, and process control capabilities are more important than equipment tonnage alone when it comes to determining the quality of TPE overmolding products.
Summary
It is not difficult to achieve perfect TPE overmolding, and the core is precise control of temperature, pressure, and material polarity, combined with professional mold design and clean environment.
When "feel" conflicts with "reliability", choosing thermoplastic elastomers overmolding manufacturers with ISO Class 7 cleanrooms and the ability to provide>15 N/mm peel test reports (ISO 813) can prevent peeling, burrs, and cost overruns.
Do you need a trustworthy overmolding partner for your new work? Get in touch with JS Precision engineers now, send across your 3D models, and get a no cost DFM review and quotation. Count on us to protect the integrity of your design with our know how.

Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
JS Precision Team
JS Precision is an industry-leading company, focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. Choose JS Precision this means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Resource

