

プラスチック射出成形これはまさに今日のプラスチック製造の中心であり、実際、あなたが目にしたり使用したりする日常的なプラスチック製品のほとんどは、まさにこの技術から作られています。制御の正確さ、材料の知識、工業的なデザインの技術を組み合わせています。
この記事は、プラスチック射出成形プロセス全体を把握するのに役立つロードマップであり、プロジェクトの決定に役立つ十分な技術情報を提供します。 JS Precision は、射出成形ソリューションを 1 つ屋根の下に備えています。
主要な回答の概要
| 主な質問 | 主な答え | あなたにとっての価値 |
| 射出成形はどのように行われるのですか? | 溶融プラスチックは高圧下で金型に射出され、圧力下で保持され、冷却されてから取り出されます。これには5 つの主要なステップが含まれます。 | プロセスロジックを理解することで、シームレスな設計と生産が保証され、コストの超過を防ぎます。 |
| 適切な素材を選択するにはどうすればよいですか? | 材料を製品の機能に合わせて、異なる材料が異なる使用シナリオに適しています。 | 材料を要件に適合させることで、製品のパフォーマンスが保証され、コストが管理されます。 |
| なぜ射出成形が量産に適しているのでしょうか? | 金型コスト償却後の単価の低下、一貫した製品公差、高い生産効率。 | スケールメリットを達成し、利益を最大化し、投資を迅速に回収します。 |
| 射出成形金型の選び方は? | 生産規模、材質に応じて金型の種類を選択金型の寿命。 | 投資と効率のバランスをとり、全体の生産コストを削減します。 |
重要なポイント
- 金型はプラスチック射出成形の根幹です。
精密に焼き入れされた最高品質の鋼製金型は、交換が必要になるまでに 100 万個以上生産できるため、生産量が増えると ROI (投資収益率) が大幅に向上します。
- 材料はプラスチック射出成形製品の性能上限を決定します。
PP ABS PC、その他の素材にはそれぞれ独自の長所があり、間違った素材を選択すると製品の故障の主な原因の 1 つになる可能性があります。
- 冷却速度はプラスチック射出成形で利益を上げるための決定的な要素です。
効果的な冷却レイアウトにより、成形サイクルを 30% 以上短縮できます。これは、生産利益が増加する直接的な例です。
- サプライヤーの選択は、単一の機器よりもさらに重要です。
金型エンジニアリング能力と ISO 13485/IATF 16949 などのシステム認証の両方を備えたパートナーは、プラスチック射出成形プロジェクトの長期的な成功の鍵となります。
このガイドが信頼できる理由JS Precision のプラスチック射出成形の経験
プラスチック射出成形には専門的な知識と実践が必要です。 JS Precision は10 年以上にわたってこの分野に深く関与しており、自動車、医療、家庭用電化製品などのさまざまなハイエンド産業の何百ものクライアントと協力しています。
当社は、金型設計、材料の適合性、プロセスの改善など、主要なプラスチック射出成形スキルについて深い技術的理解を持っています。
また、複雑な医療部品のスクラップ率を18%から2%未満に下げたり、自動車部品の生産時間を40%削減したりするなど、クライアントの業界課題にも対応してきました。私たちの提案は理論に基づいているだけでなく、実際の生産データによって広範囲に裏付けられています。
最初から最後まで、当社はSPI 金型製造標準 (SPI 101-105) に従います。これは、プラスチック射出成形金型製造の国際規格です。この基準を金型の設計、材料の選択、加工、テストの各段階に適用し、すべての金型がお客様が期待する高精度と耐久性を実現できるようにしています。
当社は、設備の整った金型工場と熟練したエンジニアリング チームを運営しているため、金型設計を迅速に変更したり、生産中にメンテナンスを行うこともできます。
医療機器や重要な自動車部品は非常に高精度のプラスチック射出成形プロジェクトであるため、当社の技術チームは常にそこにいて、DFM 分析から量産納品に至るまでお客様を直接指導します。
私たちは誇りを持って認定されていますIATF 16949自動車分野では ISO 13485、医療機器分野では ISO 13485 を取得しています。これらは、上位市場のお客様の製品品質を確保するための最高基準の 1 つです。
過去10年間で、JS Precisionは500セット以上のプラスチック射出成形精密金型の開発を完了し、累計生産部品数は10億個を超え、顧客のリピート協力率は85%を超えています。
私たちが引き受けるすべてのプロジェクトはテクノロジーと経験の組み合わせであり、常に顧客の問題を解決し、顧客のための価値を生み出すことに重点を置いています。
プラスチック射出成形プロジェクトの信頼できるパートナーをお探しの場合は、今すぐ当社のプロのエンジニアに無料の 1 対 1 のプロジェクト コンサルティングをお問い合わせください。お客様の製品ニーズに基づいて、的を絞った技術アドバイスを提供します。
プラスチック射出成形プロセスとは正確には何ですか?またその仕組みは何ですか?
プラスチック射出成形は、各サイクルで 1 つまたは複数のプラスチック部品を生成する繰り返しの製造方法です。この方法の詳細を知ることは、品質と生産性にとって不可欠です。作業全体は、製品の品質に最も影響を与える 3 つの主要なフェーズに分割できます。
型の閉鎖と射出: 高圧による正確な充填
金型を閉じるには数百トンの型締力が必要です。プラスチック ペレットはホッパーから加熱されたバレルに移されて溶融され、スクリューによって高圧かつ高速でキャビティに注入されます。欠陥を防ぐために、射出速度と型締力は製品と材料に合わせて慎重に調整する必要があります。
保圧と冷却:寸法精度を決める
成形サイクルは射出直後に保圧段階に入り、冷却中のプラスチックの収縮を補います。収縮量は素材の種類によって異なります。
冷却プロセスは成形サイクル全体の50 ~ 80% を占めることがあり、主に製品の厚さに影響されます。適切に冷却しないと歪みや寸法変化が発生するため、適切な冷却を確保する必要があります。
型開きと取り出し: サイクル タイムの最終リンク
プラスチックが完全に冷えた後、金型が開き、損傷を避けるためにエジェクターピンが一定の速度で完成品から押し出されます。一般的なサイクルは 18 ~ 25 秒で、製品の壁厚が 1 mm 増加するごとに、冷却時間が指数関数的に増加し、生産効率に影響を与える可能性があります。
製品のプラスチック射出成形プロセスを最適化し、品質を維持しながら生産サイクルを短縮したい場合は、プラスチック射出成形プロセスの最適化に関するホワイト ペーパーをダウンロードしてください。このホワイト ペーパーには、多数の実用的なパラメータ調整およびプロセス改善方法が含まれています。
あなたのプロジェクトに適した射出成形用プラスチックはどれですか?
適切なものを選択する射出成形用プラスチックASTM D1238 規格に従う必要があります。これは、製品のパフォーマンス、価格、耐久性を定義する上で重要な役割を果たします。さまざまなプラスチック材料は多様な特性を備えており、さまざまな用途に使用できます。わかりやすくするために、それらを 2 つのカテゴリに分けました。
材料費参考表
| 材質名 | 単価 (USD/ポンド) | 収縮率 | 主要な特性 |
| ポリプロピレン(PP) | 0.90 | 1.5~2.5% | 耐薬品性、耐疲労性に優れ、低コストです。 |
| ポリスチレン(PS) | 1.00 | 0.4~0.7% | 軽量で成形しやすく、表面は滑らかです。 |
| 低密度ポリエチレン (LDPE) | 1.20 | 1.5~3.0% | 柔軟性、耐衝撃性、防水性に優れています。 |
| アクリロニトリル・ブタジエン・スチレン共重合体(ABS) | 1.30 | 0.4~0.8% | 衝撃強度が高く、表面光沢が良好です。 |
| ナイロン(PA) | 2.20 | 0.8~1.5% | 耐摩耗性、強度が高く、乾燥処理が必要です。 |
| ポリカーボネート(PC) | 2.30 | 0.5~0.7% | 高い透明性、耐衝撃性、耐高温性。 |
| ポリフェニレンサルファイド (PPS) | 4.50 | 0.2~0.5% | 高温耐性、耐薬品性、寸法安定性に優れています。 |
汎用エンジニアリングプラスチック:コストと性能のバランス
汎用エンジニアリング プラスチックは、コストとパフォーマンスのバランスが取れており、次のような一般的な製品の要求によく適合します。
- ABS は優れた耐衝撃性と光沢のある表面を誇り、製品のシェルや自動車の内装に最適です。
- PPは耐薬品性と耐疲労性の両方に優れているため、食品容器や容器に最適です。医療機器。
- PSは重くなく、成形が容易なため、低価格の日用品として選ばれる素材です。
- LDPE は柔軟性に優れており、ホースやソフトコンテナによく使用されます。
高性能特殊材料: 極限条件
- PC は高い透明性、耐衝撃性、耐高温性という特徴を備えており、ガラスや医療用シェルに適しています。
- PPS は温度や化学的腐食に耐性があり、エンジンやその他の工業部品に適しています。
- PA は機械的特性により、使用前に乾燥させる必要があるため、耐摩耗性に非常に優れています。
大量生産におけるプラスチック射出成形の主な利点は何ですか?
プラスチック射出成形は、依然としてプラスチック製品の大量生産において最も一般的な方法です。その利点は、より多くのユニットを生産するほど明らかになります。プラスチック射出成形の主な利点は、製品の均一性を保証し、単価を下げ、品質とコストの最適な組み合わせを見つけられることにあります。
工程別の量産コスト比較
| 製造工程 | 金型・設備への初期投資(USD) | 10,000 個のユニットあたりのコスト (USD) | 100万個あたりのコスト(USD) | 許容範囲 | 生産効率(個/時間) |
| プラスチック射出成形 | 3000-300000 | 2.00 | 0.20 | ±0.005インチ | 1000-5000 |
| 3D プリント | 5000-20000 | 5.00 | 4.80 | ±0.01インチ | 10-50 |
| CNC加工 | 10000~50000 | 3.50 | 3.20 | ±0.002インチ | 50-200 |
| 熱成形 | 2000-50000 | 1.80 | 0.50 | ±0.01インチ | 800-3000 |
単価の優位性
プラスチック射出成形 プラスチック射出成形用の金型への初期投資は高額です。しかし、固定費は生産量に応じて分散されます。 1万個作ると1個当たりのコストが大幅に下がり、100万個になると他の工程に比べて格段に安くなります。また、廃材を再利用することができるため、さらなるコスト削減にもつながります。
正確で複雑な形状
射出成形では 100 万を超える製品を±0.005 インチの一貫した公差で製造できるため、自動車や医療など、高い互換性が必要な業界に非常に適しています。
さらに、複雑で繊細な製品も、中間組立を必要とせずに 1 回の実行で生産できます。
優れた材料の多様性と段階的な製品統合
プラスチック射出成形では、熱可塑性プラスチック、熱硬化性樹脂、エラストマーなどの幅広い材料を使用できます。
2色成形は、剛性が高く柔軟な一体部品の製造を可能にし、二次組立を不要にする技術です。これは主要なものの 1 つですプラスチック射出成形の利点これは、製品のパフォーマンスと生産効率の両方を向上させるのに優れています。

図 1: 多数の黒いプラスチック部品がベルトコンベアで運ばれ、射出成形における大量生産の効率を示しています。
プラスチック射出成形金型の主な種類: お金を節約できるのはどれですか?
金型はプラスチック射出成形の中心です。プラスチック射出成形金型の種類によって、生産効率、品質、コストが決まります。コスト削減のためには、生産量や製品設計に応じて適切な金型を選択することが非常に重要です。
コールド ランナー金型: 小ロットのプロトタイプを低コストで製造する方法
コールド ランナー金型は機械的に非常にシンプルで価格も低いため、頻繁に色変更が必要な、たとえば10,000 個未満の少量のプロトタイピングに便利です。さらに、ランナー廃棄物が発生しますが、それはリサイクル可能であり、小ロット生産コストへのランナー廃棄物の影響を最小限に抑えます。
ホット ランナー金型: 大量生産の生産性向上
ホットランナー金型は加熱してランナーを離型するため、ランナーの無駄が発生しません。材料利用率は99%以上の水準に達しています。また、製造時間も大幅に短縮されます。
初期の投資コストも非常に大きくなりますが、量産時には材料と効率の面での利点が投資コストを上回ります。
特殊金型:複雑な生産ニーズに応える
特別な金型により、複雑な製品の製造が可能になります。
- 2 色/オーバーモールディング金型は剛性と柔軟性を統合できるため、二次アセンブリは不要になります。
- スタック金型は生産を 2 倍にすることができ、薄肉部品に非常に適しています。
- スピンオン金型は一般的に雌ねじ付き製品に使用され、効率が向上します。
どちらかを知りたい場合は、 プラスチック射出成形金型の種類プロジェクトに最適な製品がある場合は、製品の 3D 図面を JS Precision に送信してください。弊社の金型エンジニアが無料の金型設計ソリューションとコスト見積もりを提供します。
図 2: 「プラスチック射出成形金型のコストを理解する」を中心としたマインド マップ図。材料、サイズ、複雑さ、メンテナンスなどの要素の詳細を示す分岐が含まれています。
プラスチック射出成形を始めるにはどのような装置が必要ですか?
完了プラスチック射出成形装置これは単に不可欠であるだけでなく、効果的かつ効率的にプロセスを実行するための基本的な方法です。コアとなる射出成形機のほかに、主に製品または生産量に基づいて選択されるさまざまな付帯設備の必要性を忘れてはなりません。
射出成形機:生産の中核設備
型締力による分類 射出成形機は確かに主要な生産設備であり、型締力は 30 ~ 4000 トンであり、さまざまなサイズの製品に適しています。
スクリュー径と射出量は製品重量に見合ったものでなければなりません。主流は油圧式、電動式、ハイブリッド式があり、量産にはハイブリッド式が適しています。
金型および温度制御システム: 精度と安定性の保証
金型は硬化鋼またはアルミニウム合金で作ることができます。アルミニウム金型は安価で迅速に製造できるため、小ロット生産に適しています。
一方、硬化鋼製の金型は耐用年数が長く、精度が非常に高いため、大量のバッチ生産に非常に適しています。金型温度コントローラーは冷却時間を細かく調整し、製品寸法を安定させます。
24時間365日安定生産保証
自動化と補助装置の使用により、生産ラインをノンストップで稼働させることができます。ロボアームが部品を取り出し、破砕機が廃棄物を収集し、コンベアが完成品を運び、乾燥機がプラスチック顆粒を処理します。完全に自動化されたユニットでは人間の作業が少なくなるため、効率が安定し、向上します。
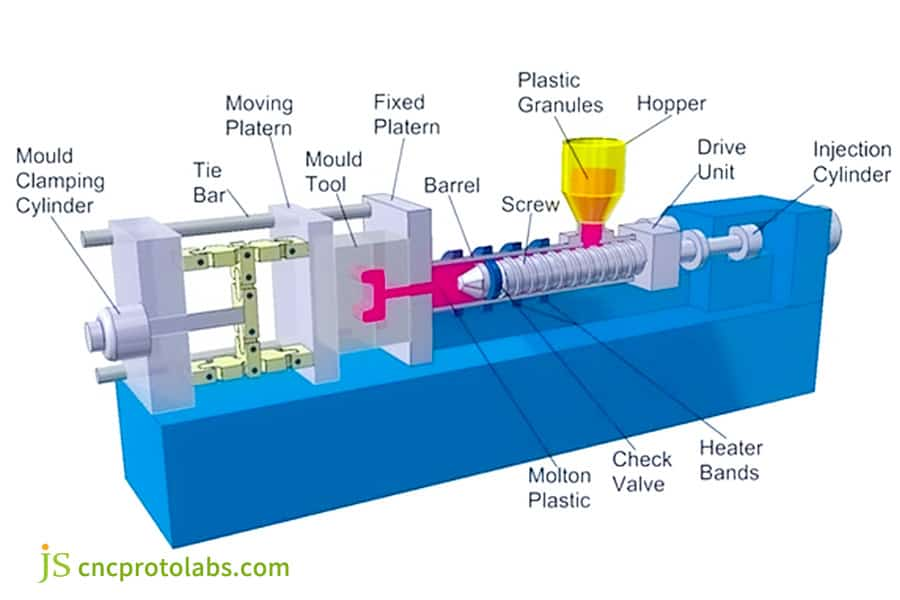
図 3: ホッパー、スクリュー、バレル、ヒーター バンド、金型など、射出成形機の主要コンポーネントにラベルを付けた詳細な断面図。
プラスチック射出成形サービスのパートナーを選択するにはどうすればよいですか?
プラスチック射出成形プロジェクトを遂行するには、信頼できるパートナーを選択することが不可欠です。最高品質のパートナーにより、プラスチック射出成形の利点を最大限に活用することができます。金型エンジニアリングのスキル、材料のノウハウ、システムの認定をより重視します。
JS Precision では、理想的なパートナーを迅速に見つけることができるように、評価の主要な側面を 3 つのセクションに凝縮しています。
金型エンジニアリング能力: 社内ワークショップが対応速度を決定します
MVP パートナーは、外部の金型工場の長いリード タイムの影響を受けることなく、金型を迅速に繰り返して保守できるように、社内に金型ワークショップを設ける必要があります。また、精密な金型設計・製造設備と熟練した技術知識を持ったスタッフを誇ります。
材料科学と認証システム: 品質の保証
特別な要件を持つプロジェクトのパートナーは、適切な材料を正確に推奨でき、丈夫なプラスチックの取り扱い方法を知っており、 IATF 16949 および IATF 16949を取得している必要があります。 ISO13485認証とりわけ、品質管理システムを証明するために
プロセス制御とデータの透明性: 協力の中核基盤
一流のパートナーは、ライブデータを追跡し、包括的なテストレポートを詳細に提供し、DFM 分析を積極的に実行し、製品設計の改善に取り組み、それによって生産エラーやコストの上昇を防ぐことができる生産監視システムを誇っています。
ケーススタディ: JS Precision はコンフォーマル冷却の革新により冷却サイクルを 44% 削減
としてプラスチック射出成形技術JS Precision は、冷却の不均一性の問題に対する最良の解決策の 1 つであるコンフォーマル冷却設計の分野で大きな進歩を遂げ、お客様にとってパフォーマンスが 2 倍になり、コストが半分になります。
お客様の要望: 複雑な医療部品におけるホットスポット変形の問題
医療機器顧客のプラスチック射出成形プロジェクトでは、金型の冷却が均一ではないために顧客の部品が反り、その結果、歩留まり率が 82% にとどまっていました。さらに、冷却サイクルを 45 秒に延長する必要があったため、効率が低く、コストが高くなりました。
JS Precision ロードマップ: コンフォーマル冷却設計と積層造形インサート
JS Precision エンジニアリング チームは、まずクライアントの徹底的な分析を行いました。 プラスチック射出成形プロセスそして金型設計。これに基づいて、彼らは非常に効果的なソリューションを考え出しました。
- Moldflow モールド フロー解析と ANSYS 熱シミュレーションテクノロジーのおかげで、チームは 3 つの主要な製品のホット スポットを正確に特定しました。その結果、ホットスポットとコールドゾーンの温度差は28℃であることが分かりました。また、手元に冷却設計データがあり、温度勾配分布範囲を5~33℃と定義した。
- 金型インサート内の冷却水チャネルは、コンフォーマルな冷却レイアウトで変更されました。水路の直径は8mmに固定され、水路と製品の輪郭の間の距離は0.5mmで、これにより熱交換効率が35%以上向上し、不均一な冷却の問題にも対処できます。
- 金属積層造形 (SLM) 技術により、 ±0.01 mm の成形精度でインサートを製造するために H13 金型鋼が選択されました。モールド本体との高精度組立を行い、組立ギャップは0.003~0.000mm以内に制御しました。 005mm なので、金型の密閉性と安定性が確保されます。
定量化可能な成果: 効率向上とコスト削減の二重の成功
成形サイクルはわずか 25 秒に短縮され、歩留まり率は98% 以上に達し、顧客の年間節約額は 30% 以上で、金型投資の回収期間はわずか 6 か月であり、このプロセスの利点を明確に示しています。
プラスチック射出成形プロジェクトで低い生産効率や高いスクラップ率などの問題点に遭遇した場合は、JS Precision に問い合わせて、より成功したプロセス最適化の事例を確認することができます。当社のエンジニアは、目的を絞った技術変革ソリューションを提供します。

図 4: 内部チャネル (おそらくコンフォーマル冷却用) を備えた赤色のインサート、灰色のインサート、および固体の金型本体ピースを含む 3 つの金型コンポーネントが表示されます。
よくある質問
Q1: 射出成形の最小注文数量 (MOQ) はいくらですか?
MOQは、金型の複雑さや使用される材料などの要因によって決まります。小規模バッチ製造の試行は1000 ~ 5000 個から開始できますが、大規模バッチ製造も交渉可能です。 JS Precision は、プロジェクトのさまざまな段階に対応するために柔軟な MOQ を手配します。
Q2: 金型の耐久性はどれくらいですか?その寿命はどれくらいですか?
金型の寿命は、使用する金型の材料に大きく依存します。アルミニウム製金型は 5,000 ~ 25,000 サイクルの耐久性があり、小規模バッチに適しています。硬化鋼製金型は 100 万サイクルを超える非常に長い稼働が可能で、適切なメンテナンスを行うことで寿命をさらに延ばすことができます。
Q3: 射出成形部品ではどのような公差を達成できますか?
プラスチック射出成形の公差は主に、材料の収縮と金型の精度という 2 つの要因によって決まります。高精度の射出成形により公差±0を実現。 005インチ。 JS Precision は、お客様に適した許容レベルを設定します。
Q4: 射出成形品の収縮マークや反りを回避するにはどうすればよいですか?
製品の肉厚を均一にし、保持圧力パラメータを微調整し、コンフォーマル冷却設計を使用します。製品の初期段階で製造設計 (DFM) レビューを行うことが、収縮マークや反りを回避する最も効果的な方法です。
Q5: 金型の製作にはどれくらいの時間がかかりますか?
製造時間は金型の複雑さと材質によって異なります。単純なアルミニウム金型の場合は 4 ~ 6 週間かかりますが、複雑な硬化鋼金型の場合は 8 ~ 12 週間かかります。 JS Precision は、迅速な検証のための緊急サービス サポートを提供します。
Q6: 射出成形は金属インサートに適していますか?
プラスチック射出成形は、金属インサートを含むプロセスに非常に適しています。まず金属インサートを金型キャビティ内に配置し、次にプラスチックを射出して単一部品を製造します。この技術は、電子コネクタなどの製品の製造において非常に一般的です。
Q7: 射出成形の見積もりを取得するにはどうすればよいですか?何が必要ですか?
あなたは3D図面の提供を担当します製品の仕様、材質の仕様、年間生産量の目安、表面仕上げの要件など。 JS Precision は 1 日以内にレビューと価格見積もりを返信します。
Q8: 射出成形と 3D プリンティングではどちらが小ロットに適していますか?
1000 個未満の注文の場合は、金型の作成が不要な 3D プリンティングがコストの面でより良い選択肢になります。1000 個を超える注文の場合、プラスチック射出成形のコスト上の利点が非常に明確になり、JS Precision は両方の方法を提供できます。
まとめ
プラスチック射出成形は、科学、経験、テクノロジーを組み合わせた複雑なプロセスです。
適切な材料の選択、金型の設計、生産プロセスの最適化、適切なパートナーの選択が、プロジェクトの成否を分ける主な要因となります。また、企業がプラスチック製品の大規模生産に従事するための主要な入り口としても機能します。
今すぐ行動して、あなたのアイデアを現実にしてください。
お気軽に製品スケッチや技術仕様を共有するJSプレシジョンを使用。当社の射出成形エンジニアのチームは、DFM 分析から明確な価格設定に至るまで、完全なサポートを提供します。一緒に、貴社の製品コンセプトを市場で勝利を収める実証済みのツールに変えていきましょう。

免責事項
このページの内容は情報提供のみを目的としています。 JSプレシジョンサービス、情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です部品見積が必要ですこれらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
JSプレシジョンチーム
JS Precision は業界をリードする企業です、カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形、金属スタンピング、などのワンストップ製造サービスを提供します。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。選ぶJSプレシジョンこれは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.cncprotolabs.com
リソース

