

Литье пластмасс под давлением действительно лежит в основе современного производства пластмасс, фактически, большинство повседневных пластиковых изделий, которые вы видите или используете, производятся именно по этой технологии. Он сочетает в себе точность управления, знание материалов и искусство промышленного проектирования.
Эта статья представляет собой дорожную карту, которая поможет вам понять весь процесс литья пластмасс под давлением и предоставит вам достаточно технической информации, которая поможет принять решение по проекту. JS Precision предлагает решения для литья под одной крышей.
Основная сводка ответов
| Основные вопросы | Ключевые ответы | Ценность для вас |
| Как работает литье под давлением? | Расплавленный пластик впрыскивается в форму под высоким давлением, выдерживается под давлением, охлаждается, а затем выбрасывается. Он включает в себя пять основных шагов. | Понимание логики процесса обеспечивает бесперебойное проектирование и производство, предотвращая перерасход средств. |
| Как выбрать подходящий материал? | Подбирайте материалы в соответствии с функциями продукта: разные материалы подходят для разных сценариев использования. | Соответствие материалов требованиям обеспечивает производительность продукта и контролирует затраты. |
| Почему литье под давлением подходит для массового производства? | Более низкая цена за единицу продукции после амортизации затрат на пресс-форму, постоянные допуски на продукцию и высокая эффективность производства. | Достигайте эффекта масштаба, максимизируйте прибыль и быстро возвращайте инвестиции. |
| Как выбрать литьевую форму? | Выберите тип пресс-формы в соответствии с масштабом производства, материал определяет срок службы плесени . | Сбалансируйте инвестиции и эффективность для снижения общих производственных затрат. |
Ключевые выводы
- Формы являются основой литья пластмасс под давлением:
Стальная форма высшего качества, прошедшая прецизионную закалку, может изготовить более миллиона единиц продукции, прежде чем потребуется ее замена, поэтому рентабельность инвестиций (окупаемость инвестиций) резко возрастает с увеличением объема производства.
- Материалы определяют потолок производительности изделий для литья пластмасс под давлением:
У каждого из ПП, АБС, ПК и других материалов есть свои плюсы, выбор неправильного материала может стать одной из основных причин выхода изделия из строя.
- Скорость охлаждения является решающим фактором для получения прибыли при литье пластмасс под давлением:
Эффективная схема охлаждения может сократить цикл формования на целых 30% и даже более, что является прямым примером увеличения производственной прибыли.
- Выбор поставщика даже более важен, чем выбор отдельной единицы оборудования:
Партнеры, обладающие как навыками проектирования пресс-форм, так и системными сертификатами, такими как ISO 13485/IATF 16949, являются ключом к долгосрочному успеху проектов литья пластмасс под давлением.
Почему стоит доверять этому руководству? Опыт JS Precision в литье пластмасс под давлением
Литье пластмасс под давлением требует профессиональных знаний и практики. JS Precision активно работает в этой области уже более 10 лет , работая с сотнями клиентов в различных отраслях высокого класса, таких как автомобилестроение, медицина и бытовая электроника.
Мы обладаем глубоким техническим пониманием ключевых навыков литья пластмасс под давлением, таких как проектирование пресс-форм, совместимость материалов и улучшение процессов.
Мы также отреагировали на ряд отраслевых проблем наших клиентов, например, снизив процент брака сложных медицинских деталей с 18% до менее 2% и сократив время производства автомобильных деталей на 40%. Наши предложения не только теоретически обоснованы, но и широко подкреплены реальными производственными данными.
От начала до конца мы следуем стандарту производства пресс-форм SPI (SPI 101-105). Это международный стандарт изготовления пресс-форм для литья пластмасс под давлением. Мы применяем этот стандарт на каждом этапе проектирования пресс-форм, выбора материалов, обработки и испытаний, чтобы каждая пресс-форма могла достичь высокой точности и долговечности, которых ожидают наши клиенты.
Мы располагаем полностью оборудованным цехом изготовления пресс-форм и квалифицированной командой инженеров , что позволяет нам быстро вносить изменения в конструкции пресс-форм и даже проводить техническое обслуживание во время производства.
Поскольку медицинские устройства и критически важные автомобильные детали представляют собой проекты высокоточного литья пластмасс под давлением, наша техническая команда всегда готова помочь вам от анализа DFM до поставки в массовое производство .
Мы с гордостью сертифицированы ИАТФ 16949 для автомобильного сектора и ISO 13485 для сектора медицинского оборудования, которые являются одними из самых высоких стандартов в обеспечении качества продукции для наших клиентов на рынках верхнего уровня.
За последнее десятилетие компания JS Precision завершила разработку более 500 комплектов прецизионных форм для литья пластмасс под давлением, совокупный объем производства составил более 1 миллиарда деталей , а уровень повторного сотрудничества с клиентами превысил 85%.
Каждый проект, который мы предпринимаем, представляет собой сочетание технологий и опыта, всегда направленное на решение проблем клиентов и создание для них ценности.
Если вы ищете надежного партнера для вашего проекта литья пластмасс под давлением, свяжитесь с нашими профессиональными инженерами прямо сейчас для бесплатной индивидуальной консультации по проекту. Мы предоставим целевую техническую консультацию, основанную на потребностях вашего продукта.
Что такое процесс литья пластмасс под давлением и как он работает?
Литье пластмасс под давлением — это повторяющийся метод производства, при котором в каждом цикле получается один или несколько пластиковых компонентов. Знание всех тонкостей этого метода необходимо для обеспечения качества и производительности. Всю операцию можно разделить на три основных этапа , которые оказывают наибольшее влияние на качество продукта.
Закрытие и впрыск пресс-формы: точное заполнение под высоким давлением
Чтобы форма закрылась, требуются сотни тонн зажимного усилия. Пластиковые гранулы передаются из бункера в нагретую бочку для плавления, а затем закачиваются в полость под высоким давлением и скоростью с помощью шнека. Скорость впрыска и усилие зажима должны быть тщательно подобраны в зависимости от продукта и материала во избежание дефектов.
Выдерживание давления и охлаждение: решающий вопрос о точности размеров
Цикл формования переходит в фазу поддержания давления сразу после впрыска, чтобы компенсировать усадку пластика во время охлаждения. Величина усадки зависит от типа материала.
Процесс охлаждения может занимать от 50 до 80% всего цикла формования и в первую очередь зависит от толщины изделия. Необходимо обеспечить правильное охлаждение, потому что без него результатом будут искажения и изменения размеров.
Открытие и извлечение формы: последнее звено во времени цикла
После полного остывания пластика форму открывают и выталкивающий штифт выталкивается из готового изделия с постоянной скоростью, чтобы избежать повреждений. Типичный цикл составляет 18-25 секунд, и на каждый 1 мм увеличения толщины стенки продукта время охлаждения может экспоненциально увеличиваться, что влияет на эффективность производства.
Если вы хотите оптимизировать процесс литья пластмасс под давлением вашего продукта и сократить производственный цикл, сохраняя при этом качество, вы можете загрузить наш технический документ по оптимизации процесса литья пластмасс под давлением, который содержит многочисленные практические методы настройки параметров и улучшения процесса.
Какие пластмассы для литья под давлением подходят для вашего проекта?
Выбор подходящего пластмассы для литья под давлением должен соответствовать стандарту ASTM D1238. Это играет ключевую роль в определении производительности, цены и долговечности продукта. Различные пластмассовые материалы обладают разными свойствами и могут использоваться в разных целях. Чтобы вам было проще, мы разделили их на две категории.
Справочная таблица стоимости материалов
| Название материала | Цена за единицу (долл. США/фунт) | Скорость усадки | Основные характеристики |
| Полипропилен (ПП) | 0,90 | 1,5-2,5% | Отличная химическая стойкость, усталостная стойкость, низкая стоимость. |
| Полистирол (ПС) | 1.00 | 0,4-0,7% | Легкий, легко формуется, гладкая поверхность. |
| Полиэтилен низкой плотности (ПЭВД) | 1.20 | 1,5-3,0% | Высокая гибкость, ударопрочность, водонепроницаемость. |
| Сополимер акрилонитрила, бутадиена и стирола (АБС) | 1.30 | 0,4-0,8% | Высокая ударная вязкость, хороший блеск поверхности. |
| Нейлон (Пенсильвания) | 2.20 | 0,8-1,5% | Высокая стойкость к истиранию, высокая прочность, требует обработки сушкой. |
| Поликарбонат (ПК) | 2.30 | 0,5-0,7% | Высокая прозрачность, ударопрочность, устойчивость к высоким температурам. |
| Полифениленсульфид (PPS) | 4.50 | 0,2-0,5% | Высокая термостойкость, стойкость к химической коррозии и стабильность размеров. |
Конструкционные пластики общего назначения: баланс стоимости и характеристик
Конструкционные пластмассы общего назначения обеспечивают баланс стоимости и характеристик, что делает их подходящими для большинства типичных требований к продуктам:
- ABS обладает превосходной ударной вязкостью и блестящей поверхностью, что делает его идеальным для изготовления корпусов изделий и салонов автомобилей.
- ПП устойчив к химическому воздействию и усталости, что делает его отличным выбором для пищевых контейнеров и медицинское оборудование .
- PS не тяжелый и легко поддается формованию, это предпочтительный материал для недорогих предметов первой необходимости.
- ПЭВД обладает большой гибкостью, его часто используют для изготовления шлангов и мягких контейнеров.
Высокоэффективные специальные материалы: экстремальные условия
- ПК обладает высокой прозрачностью, ударопрочностью и устойчивостью к высоким температурам, что делает его хорошим выбором для изготовления очков и медицинских корпусов.
- ППС устойчив к температурной и химической коррозии, подходит для двигателей и других промышленных деталей.
- ПА очень устойчив к износу, из-за своих механических особенностей перед использованием его необходимо высушить .
Каковы основные преимущества литья пластмасс под давлением для крупносерийного производства?
Литье пластмасс под давлением остается самым популярным методом массового производства изделий из пластмассы. Его преимущества становятся яснее только по мере производства большего количества единиц продукции. Основные преимущества литья пластмасс под давлением заключаются в его способности гарантировать однородность продукта, более низкую цену за единицу продукции и находить лучшее сочетание качества и стоимости.
Сравнение затрат на массовое производство для различных процессов
| Производственный процесс | Первоначальные инвестиции в пресс-форму/оборудование (долл. США) | Стоимость за единицу из 10 000 штук (долл. США) | Стоимость за единицу в 1 миллион штук (долларов США) | Толерантность | Производительность (шт./час) |
| Литье пластмасс под давлением | 3000-300000 | 2.00 | 0,20 | ±0,005 дюйма | 1000-5000 |
| 3D-печать | 5000-20000 | 5.00 | 4,80 | ±0,01 дюйма | 10-50 |
| обработка с ЧПУ | 10000-50000 | 3.50 | 3.20 | ±0,002 дюйма | 50-200 |
| Термоформование | 2000-50000 | 1,80 | 0,50 | ±0,01 дюйма | 800-3000 |
Преимущество в затратах на единицу продукции
Инъекция пластмассы. Первоначальные инвестиции в формовочные матрицы для литья пластмасс под давлением высоки. Однако постоянные затраты распределяются в зависимости от объема производства. После производства 10 000 единиц стоимость за штуку значительно снижается, а при производстве 1 миллиона единиц это намного дешевле, чем другие процессы . Кроме того, отходы можно перерабатывать, что еще больше снижает затраты.
Точные сложные формы
С помощью литья под давлением можно изготовить более миллиона изделий с точностью допуска ±0,005 дюйма , что делает его очень подходящим для отраслей, требующих высокой взаимозаменяемости, таких как автомобилестроение и медицина.
Кроме того, сложные и деликатные изделия можно производить за один проход без промежуточной сборки.
Превосходное разнообразие материалов и постепенная интеграция продуктов
Литье пластмасс под давлением может работать с широким спектром материалов, включая термопласты, реактопласты и эластомеры.
Двухцветное формование — это метод, позволяющий производить жесткие гибкие цельные детали, тем самым устраняя вторичную сборку. Это один из крупных Преимущества литья пластмасс под давлением который хорошо работает в повышении как производительности продукта, так и эффективности производства.

Рисунок 1: Многочисленные черные пластиковые детали транспортируются по конвейерной ленте, иллюстрируя эффективность массового производства при литье под давлением.
Основные типы литьевых форм для пластика: какая из них сэкономит ваши деньги?
Пресс-формы занимают центральное место в литье пластмасс под давлением. Типы литьевых форм для пластмасс определяют эффективность, качество и стоимость производства. Для экономии затрат очень важно выбрать правильную форму в соответствии с объемом производства и конструкцией изделия .
Пресс-формы для холодных колонок: менее дорогой способ изготовления прототипов небольшими партиями
Пресс-формы для холодных каналов механически довольно просты и имеют низкую цену, поэтому они могут быть полезны для прототипирования небольших партий , скажем, менее 10 000 штук , которые, однако, требуют частой смены цвета. Кроме того, они производят отходы бегунов, хотя они подлежат вторичной переработке, что сводит к минимуму влияние отходов бегунов на затраты на мелкосерийное производство.
Горячеканальные формы: повышение производительности при массовом производстве
Формы для горячего литника нагреваются, чтобы освободить литник и, следовательно, не образовывать никаких отходов литника. Коэффициент использования материала достигает уровня более 99% . Они также значительно сокращают время производства.
Первоначально инвестиционные затраты также довольно велики, но при массовом производстве преимущества с точки зрения материалов и эффективности перевешивают инвестиционные затраты.
Специальные типы пресс-форм: удовлетворение сложных производственных потребностей
Специальные формы позволяют изготавливать сложные изделия:
- Двухцветные/накладные формы могут быть одновременно жесткими и гибкими, так что вторичная сборка больше не требуется.
- Многоядерные формы позволяют удвоить производство и очень подходят для тонкостенных деталей.
- Центрифугирующие формы обычно используются для изделий с внутренней резьбой, одновременно повышая эффективность.
Если вы хотите знать, какой виды пластиковых литьевых форм лучше всего подходят для вашего проекта, отправьте 3D-чертежи вашего продукта в JS Precision. Наши инженеры по пресс-формам бесплатно предоставят вам решение по проектированию пресс-форм и ценовое предложение.
Рисунок 2. Диаграмма интеллект-карты, посвященная теме «Понимание стоимости форм для литья пластмасс под давлением», с ветвями, подробно описывающими такие факторы, как материалы, размер, сложность и обслуживание.
Какое оборудование для литья пластмасс под давлением вам нужно, чтобы начать работу?
Полный оборудование для литья пластмасс под давлением Это не просто важно, это фундаментальный способ эффективного и результативного выполнения процессов. Помимо машины для литья под давлением, нельзя забывать о необходимости различного вспомогательного оборудования, в основном такого, которое будет выбрано в зависимости от продукта или объема производства.
Литьевая машина: основное производственное оборудование
Классификация по усилию смыкания. Термопластавтоматы действительно являются основным производственным оборудованием, поскольку имеют усилие смыкания от 30 до 4000 тонн и поэтому подходят для изделий различных размеров.
Диаметр шнека и объем впрыска должны соответствовать весу продукта. К основным типам относятся гидравлические, электрические и гибридные системы, причем гибридные системы больше подходят для массового производства .
Система контроля формы и температуры: гарантия точности и стабильности
Формы могут быть изготовлены из закаленной стали или алюминиевого сплава. Алюминиевые формы дешевле и быстрее изготавливаются, поэтому они больше подходят для мелкосерийного производства.
С другой стороны, формы из закаленной стали имеют длительный срок службы и очень высокую точность, что очень хорошо подходит для крупносерийного производства. Регуляторы температуры пресс-формы точно регулируют время охлаждения, чтобы размеры изделия оставались стабильными.
Гарантия стабильного производства 24/7
Автоматизация и использование вспомогательного оборудования позволяют производственной линии работать без остановок. Роботы-манипуляторы извлекают детали, дробилки собирают отходы, конвейеры транспортируют готовую продукцию, а сушилки заботятся о пластиковых гранулах. Полностью автоматизированные установки требуют меньше человеческого труда, тем самым стабилизируя и повышая эффективность.
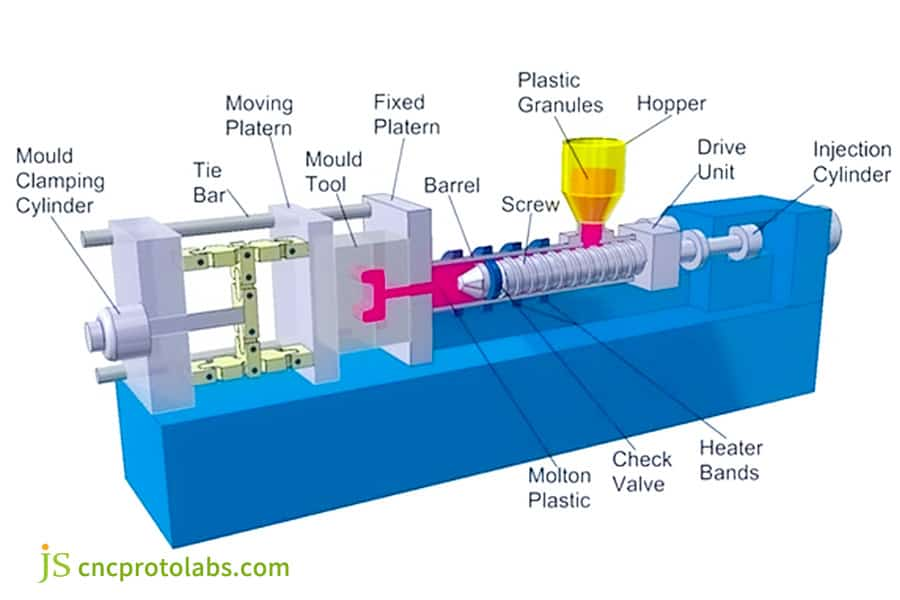
Рисунок 3: Подробная схема в разрезе, на которой обозначены ключевые компоненты машины для литья под давлением, включая бункер, шнек, цилиндр, ленты нагревателя и форму.
Как выбрать партнера для оказания услуг по литью пластмасс под давлением?
Выбор надежного партнера имеет жизненно важное значение для реализации проектов литья пластмасс под давлением. Партнер высочайшего качества позволяет в полной мере использовать преимущества литья пластмасс под давлением. Уделяйте больше внимания их навыкам проектирования пресс-форм, ноу-хау материалов и сертификации системы.
JS Precision объединяет основные аспекты оценки в три раздела, чтобы вы могли быстро найти идеального партнера.
Возможности проектирования пресс-форм: собственная мастерская определяет скорость реагирования
Партнеры MVP должны иметь собственную мастерскую по изготовлению пресс-форм, чтобы они могли быстро повторять и поддерживать пресс-форму , не подвергаясь воздействию более длительных сроков выполнения заказов в сторонних цехах по изготовлению пресс-форм. Кроме того, они могут похвастаться точным дизайном пресс-форм, производственным оборудованием и персоналом с квалифицированными техническими знаниями.
Система материаловедения и сертификации: гарантия качества
Партнеры по проектам с особыми требованиями должны иметь возможность точно рекомендовать правильные материалы, знать, как обращаться с жесткими пластиками, а также иметь IATF 16949 и ИСО 13485 сертификаты , среди прочего, для подтверждения своих систем контроля качества
Управление процессами и прозрачность данных: основная основа сотрудничества
Высококлассные партнеры могут похвастаться системами мониторинга производства, способными отслеживать данные в реальном времени, предлагать подробные отчеты об испытаниях, охотно выполнять анализ DFM, работать над усовершенствованием конструкции продукции и, таким образом, предотвращать производственные ошибки и рост затрат.
Практический пример: JS Precision сокращает цикл охлаждения на 44 % благодаря инновациям в области конформного охлаждения
Как технология литья пластмасс под давлением Развиваясь, JS Precision совершила большой шаг вперед в области проектирования конформного охлаждения, которое является одним из лучших решений проблем неравномерности охлаждения, что, в свою очередь, позволяет удвоить производительность и вдвое снизить затраты для клиентов.
Запрос клиента: Проблема деформации горячих точек в сложных медицинских компонентах
В рамках проекта литья пластика под давлением, реализуемого заказчиком медицинского оборудования, детали заказчика деформировались из-за неравномерного охлаждения формы, в результате чего процент выхода составлял всего 82%. Кроме того, цикл охлаждения пришлось продлить до 45 секунд, что означало низкую эффективность и высокие затраты.
Дорожная карта JS Precision: проектирование конформного охлаждения и вставки для аддитивного производства
Команда инженеров JS Precision сначала провела тщательный анализ процесс литья пластмасс под давлением и дизайн пресс-формы. Исходя из этого, они придумали решение, которое будет весьма эффективным:
- Благодаря анализу текучести пресс-формы Moldflow и технологии термического моделирования ANSYS команда точно определила три основные «горячие точки» продукта. Они выяснили, что разница температур между горячими точками и холодной зоной составляла 28℃. Кроме того, они определили диапазон распределения температурного градиента 5–33 ℃, имея под рукой проектные данные по охлаждению.
- Каналы охлаждающей воды внутри вставки формы были модифицированы и теперь имеют конформную схему охлаждения. Диаметр канала для воды был зафиксирован на уровне 8 мм, а расстояние между каналом для воды и контуром продукта составляло 0,5 мм, что может повысить эффективность теплообмена более чем на 35%, а также решить проблему неравномерного охлаждения.
- Благодаря технологии аддитивного производства металлов (SLM) для изготовления вставки была выбрана пресс-форма H13 с точностью формования ±0,01 мм. Была произведена высокая точность сборки с телом формы, зазор сборки контролировался в пределах 0,003-0. 005 мм, что обеспечивает герметичность и стабильность формы.
Измеримые результаты: двойной успех в повышении эффективности и сокращении затрат
Цикл формования был сокращен всего до 25 секунд, доходность достигла более 98%, годовая экономия клиентов превысила 30%, а срок окупаемости инвестиций в пресс-форму составляет всего 6 месяцев, что наглядно демонстрирует преимущества этого процесса.
Если в ваших проектах по литью пластмасс под давлением вы также сталкиваетесь с такими болями, как низкая эффективность производства и высокий уровень брака, вы можете связаться с JS Precision, чтобы узнать о более успешных примерах оптимизации процессов. Наши инженеры предоставят вам целевые решения по технической трансформации.

Рисунок 4. Отображаются три компонента металлической формы, включая красную вставку с внутренними каналами (вероятно, для конформного охлаждения), серую вставку и цельную часть корпуса формы.
Часто задаваемые вопросы
В1: Каков минимальный объем заказа (MOQ) для литья под давлением?
Такие факторы, как сложность формы и используемый материал, определяют минимальный заказ. Пробные партии мелкосерийного производства могут начаться с 1000-5000 штук , крупносерийное производство может быть оговорено. JS Precision готова организовать гибкий минимальный заказ для разных этапов проекта.
В2: Как долго может прослужить форма? Каков срок его службы?
Срок службы формы во многом зависит от используемого материала. Алюминиевые формы, способные выдерживать от 5000 до 25000 циклов, являются хорошим выбором для небольших партий, формы из закаленной стали могут обеспечить очень длительный срок службы, превышающий 1 миллион циклов, а при хорошем обслуживании их срок службы может быть еще больше продлен.
Вопрос 3: Какие допуски могут быть достигнуты для деталей, отлитых под давлением?
Допуски при литье пластмасс под давлением в основном зависят от двух факторов: усадки материала и точности формы. Литье под давлением с высокой точностью позволяет достичь допусков ±0. 005 дюймов. JS Precision установит для вас подходящие уровни допуска.
В4: Как избежать следов усадки или деформации деталей, отлитых под давлением?
Обеспечьте одинаковую толщину стенок продукта, настройте параметр давления удержания и используйте конформную конструкцию охлаждения. Анализ продукта при проектировании для производства (DFM) на самой ранней стадии — наиболее эффективный способ избежать следов усадки и деформации.
В5: Сколько времени занимает изготовление пресс-форм?
Срок изготовления зависит от сложности и материала формы . Для простых алюминиевых форм это занимает 4-6 недель, а для сложных форм из закаленной стали - 8-12 недель. JS Precision предоставляет срочную сервисную поддержку для быстрой проверки.
В6: Подходит ли литье под давлением для металлических вставок?
Литье пластмасс под давлением вполне подходит для процессов с использованием металлических вставок. Металлическую вставку сначала помещают в полость формы, а затем впрыскивают пластик, чтобы получить цельную деталь. Этот метод очень распространен при изготовлении таких изделий, как электронные разъемы.
В7: Как получить расценки на литье под давлением? Что требуется?
Ты ответственный за предоставление 3D чертежей продукта, спецификации материалов, приблизительный годовой объем производства и требования к качеству поверхности. JS Precision отправит вам отзыв и оценку цены в течение одного дня.
В8: Что больше подходит для небольших партий: литье под давлением или 3D-печать?
3D-печать является более экономичным вариантом для заказов менее 1000 штук, поскольку она не требует изготовления пресс-формы, а для заказов более 1000 штук экономическая выгода от литья пластмасс под давлением становится очень очевидной, и JS Precision может предложить вам оба метода.
Краткое содержание
Литье пластмасс под давлением — это сложный процесс, сочетающий в себе науку, опыт и технологии.
Выбор правильных материалов, проектирование формы, оптимизация производственного процесса и выбор правильных партнеров — это основные факторы, которые либо сделают ваш проект успешным, либо разрушят его. Они также служат основными воротами для компаний, занимающихся крупномасштабным производством пластиковых изделий.
Действуйте сейчас и воплотите свои идеи в реальность.
Не стесняйтесь поделитесь эскизами и техническими характеристиками вашей продукции с JS Precision. Наша команда инженеров по литью под давлением предложит вам полную помощь, начиная от анализа DFM и заканчивая четким ценообразованием. Давайте вместе превратим вашу концепцию продукта в проверенный инструмент для завоевания рынка.

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. JS Прецизионные услуги ,нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через JS Precision Network. Это ответственность покупателя Требуйте расценки на запчасти Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Команда точности JS
JS Precision — ведущая компания отрасли , сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением , Штамповка металла, и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. Выбирать JS Точность это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.cncprotolabs.com
Ресурс

