
精密射出成形は、複雑な部品の組み立ての課題に対処するために不可欠な技術です。たとえば、医療用マイクロ流体チップの組立ラインは、20% の漏洩スクラップ率、100% 手作業による目視検査、および不均一なシール面の繰り返しの調整に直面しています。
これらの問題の根本原因は同じです。標準の射出成形公差では、複雑なアセンブリの要件を満たすことができません。 0.1 mm の違いが利益を削り取っていきます。
主要な回答の概要
| プロセステクノロジー | 精密級 | 主な利点 |
| 精密射出成形 | ミクロンレベルの公差(±0.005mm~±0.02mm)。 | 利点: コンポーネントの一貫性が向上し、自動組み立てが可能になります。 |
| 高精度射出成形 | 平面度管理≦5μm。 | このような平坦度の品質を実現した結果、シール面の漏れ率が20% から 1% 未満に低下しました。 |
| プロセス制御方法 | 反り制御≦±0。 05mm。 | 中間検査や手作業によるスクリーニングが不要になります。 |
| 全体的な費用対効果 | 単価が10%~30%削減されます。 | 合計30%以上の製造コスト削減。 |
主な結論
- ミクロンレベルの公差により手動スクリーニングが直接不要になり、自動組立が可能になります
- 5µm の平坦度制御により、シール面の漏れ率を 20% から 1% 未満に低減
- 高精度射出成形モールドフロー解析とコンフォーマル冷却により反りを±0.05mmまで制御
このガイドが信頼できる理由JS Precision の精密射出成形の経験
JS Precision は精密射出成形を専門とする、長年の業界経験を誇る専門メーカーです。当社の最大の強みは、精密射出成形プロセスそのものに精密射出成形技術を活用できることです。
当社は成形技術と現実世界の生産課題を密接に組み合わせ、現実世界のケーススタディと正確なデータによって当社のスキルを証明します。
医療、自動車、光通信など、さまざまな分野のお客様にプレミアムなサービスを提供してきました。当社はこれまでに 1,000 以上の精密射出成形プロジェクトを成功裡に達成しており、その中には 200 以上の医療用マイクロ流体チップ関連があります。
当社は、お客様の漏れ率とスクラップ率を 20% 以上から 1% 以下に削減し、製造コストを平均 30% 削減できるよう支援してきました。
当社の生産は厳密に準拠して行われています。 ISO 20457:2018国際規格これは、プラスチック射出成形部品の公差に関する最新かつ権威ある規格です。
このほか、高精度三次元測定機(CMM)や白色光スキャナーなどの検査機器を保有し、±0.005mmから±0.02mmまでのミクロンレベルの公差管理を安定して実現できる徹底した工程管理体制を構築しています。
当社の顧客が精密な自動車部品を要求した場合、部品の平面度を 5μm に制御するために取り組んだ技術の 1 つが高精度射出成形でした。
その結果、クライアントは長年の障害となっていた組立干渉問題を完全に解決することができ、当社を長期的なパートナーとして認めていただきました。
当社のエンジニアリング チーム全体は、5 年以上の精密射出成形の経験を持っています。これにより、金型流動解析から金型設計、量産まで幅広いサービスを提供することができ、また、さまざまな業界のニーズに合わせた製品を準備することができます。
大型の射出成形部品の公差管理であっても、複雑な部品のシールの難しさであっても、当社は個別のソリューションを考え出すことができます。この分野における当社の深い知識は、お客様のいかなる疑問にも答える価値があります。
精密射出成形のケーススタディを予備的に理解したいですか?当社のエンジニアに連絡して、プロジェクトの完全なケーススタディを無料で閲覧し、コスト削減と効率向上におけるその真の価値を直観的に体験してください。
高精度射出成形の標準公差はどのくらいですか?満足するにはどうすればよいですか?
多くのお客様は、高精度射出成形の通常の公差はどのくらいなのか、またその公差はどのように達成されるのかを尋ねます。
簡単に言うと、通常の許容範囲は±0 です。 02mm ~ ±0.05mm で、特別な要件があれば、±0 まで厳しくすることもできます。 005mm。これらは、これらの公差を保証するプロセスの 4 つの基本原則です。
ISO 20457:2018 精密射出成形の公差仕様
ISO 20457:2018 は、プラスチックの射出成形公差に関する最新の国際規格であり、古い DIN 16901 規格に代わるものです。公差を一般レベル、精密レベル、超高精度レベルにランク付けします。
高精度射出成形は IT10 ~ IT12 レベルに相当し、正確な数値は材料の収縮と幾何学的複雑さに応じて設定されます。当社の校正マシンは、測定される公差よりも一桁優れた精度を備えています。
ミクロンレベルの公差をサポートするプロセスの 4 つの柱
1.モールドフロー解析ソフトウェア(Moldflow/Moldex3D):
これらのソリューションを使用すると、材料がどのように収縮したり反ったりするかを正確に予測し、最適なゲート位置を特定し、 射出成形公差スタート地点から完全にコントロールできます。
2.コンフォーマル冷却チャネル設計:
部品の冷却にこのような変更を加えると、冷却時間が 56% 短縮されると同時に、部品の熱応力変形が軽減され、一貫性が向上します。この設計方法により、標準的な高精度射出成形を安定かつ簡単に行うことができます。
3.リアルタイムキャビティ圧力監視システム:
このシステムを搭載することで、圧力変動を最小限の0.08barに抑え、寸法誤差をなくし、安定した射出成形公差を確保することができます。
4.三次元測定機 (CMM) と白色光スキャナー:
このテクノロジーにより、フルサイズの閉ループ フィードバックと射出成形プロセスの継続的な寸法モニタリングが可能になり、自動的に調整できます。
さらに、射出成形の表面仕上げを基準に照らして高精度でチェックすることにも貢献し、射出成形の最も厳しい公差と最高の表面品質の両方を保証します。
| プロセスの柱 | 中核的な役割 | 主要なデータ | 対応する耐性の向上 | 該当するシナリオ |
| モールドフロー解析 | 収縮や反りを予測 | 反り予測誤差 ≤5% | 公差精度が30%向上 | 複雑な幾何学的な部品 |
| コンフォーマル冷却 | 熱応力変形を軽減します | 冷却時間を56%短縮 | 平面度60%向上 | 薄肉で大面積の部品 |
| リアルタイムのキャビティ圧力監視 | 射出圧力の安定化 | 圧力変動 ±0.08 bar | 寸法変動40%低減 | 量産精密部品 |
| フルサイズ検査 | リアルタイムフィードバック調整 | 検査精度±1.5μm | 公差の安定性が 50% 向上 | 医学、ハイエンド自動車部品 |
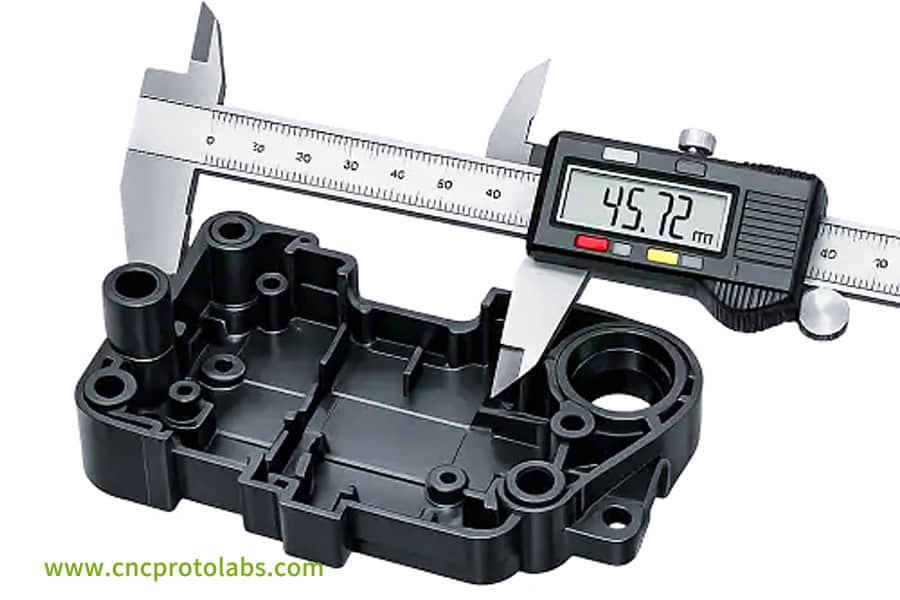
図 1: デジタル CNC ノギスは、複雑な構造を持つ黒色の射出成形部品の寸法を測定し、ディスプレイに正確な読み取り値を表示します。
精密射出成形とは何ですか?また、それによって組み立てコストが決まるのはなぜですか?
高精度射出成形公差の背後にある概念を理解した後、人々が最初に問い合わせることの 1 つは、「精密射出成形とは何ですか?」というものです。これは、部品の寸法のばらつきを数ミクロンに制限する成形プロセスです。
手作業によるスクリーニングの排除、スクラップの削減、自動組立の達成により、下流の製造コスト全体に間接的かつ重大な影響を与えます。
精密射出成形の基本的な技術的特徴
精密射出成形の基本的な特性は、その繊細に制御されたプロセスに反映されています。
- キャビティ圧力曲線の制御により、従来のオン/オフ方法が置き換えられ、より安定した溶融充填が可能になりました。
- 金型温度の変化は±2℃に制限されており、射出成形公差を一定に保つことができます。
- さまざまなレベルの射出圧力曲線を利用して、複雑な形状に対応する一方で、可能な限り最高の射出成形表面仕上げを実現し、アセンブリのフィット感に影響を与える表面欠陥を回避します。
組立コスト上昇の見えない要因:寸法変動
射出成形部品公差±0.1mmに準拠する従来の種類の製品では、大幅に手動で調整する必要があり、スクリーニングも必要になるため、コストがかかるだけでなく効率も低下します。
一方、精密射出成形では、フィーチャーの公差が ±0.02 mm に減少するため、ロボットによる自動組立が容易になります。寸法変動が 0.01 mm 減少すると、組立ラインのサイクル タイムが 2 ~ 3 秒短縮される可能性があります。
| プロセスの種類 | 許容範囲 | 組立方法 | 人件費の割合 | 組立サイクルタイム | 組立ユニットコスト |
| 従来の射出成形 | ±0.1mm | 手動スクリーニング + フィッティング | 40% | 15秒/枚 | $0.8 |
| 精密射出成形 | ±0.02mm | 自動組立 | 5% | 6秒/枚 | $0.3 |
| 高精度射出成形 | ±0.005mm | 高速自動組立 | 2% | 4秒/枚 | $0.25 |
| 従来の射出成形 + 手動フィッティング | ±0.05mm | 手動 + 半自動 | 25% | 10秒/枚 | 0.5ドル |
製品の組み立て方法と公差要件は表のどの列に一致しますか?図面を提出すると、無料のプロセス選択分析と潜在的なコスト削減の計算レポートが入手できます。
大型部品の射出成形におけるマイクロメーターレベルの公差の問題を解決するにはどうすればよいですか?
大型部品の射出成形における公差制御の主な課題は、部品の収縮が不均一であることです。ただし、適切なプロセス計画を通じて、公差をミクロンレベルまで非常に効果的に制御できます。
大型部品の収縮制御戦略
当社は 3 つの収縮制御方法を実行し、射出成形公差を確実に達成することもできます。
- 独立したゾーン温度制御により、肉厚の違いによる収縮の不均一性を調整します。
- 低圧射出成形を使用することにより、内部応力が減少し、結果として変形が起こりにくくなります。
- CAE解析に基づき、逆変形補償設計により金型の変形を予測し、金型を逆修正します。その結果、反りが82%減少します。
大型金型へのコンフォーマル冷却の応用
コンフォーマル冷却は、公差問題に取り組むための非常に効果的な方法です。大型部品の射出成形。
3D プリントされたコンフォーマル冷却チャネルにより、金型温度の均一性が 40% 向上し、冷却期間が 56% 短縮され、単価が 0.01 ドル削減され、大型部品の平坦度が ±0.15 mm から ±0.03 mm に改善され、高精度射出成形の要件を満たします。
標準の射出成形公差だけでは複雑なアセンブリの要件を満たせないのはなぜですか?
多くのお客様から、なぜ標準の射出成形公差では複雑な組み立て要件に対応できないのかという問い合わせがあります。その主な理由は、保証できるのは 0.1 mm の単一測定変動のみであるのに対し、複雑なアセンブリに必要な位置および平面度の幾何公差は一般規格に含まれていないためです。
一般公差と幾何公差の主な違い
標準の射出成形公差と幾何公差には根本的な相違があります。前者は 1 つの寸法のみを制限し、フィーチャー間の空間関係を無視します。
マルチキャビティの嵌合とシールに要求される位置精度 ±0.02mm と平坦度 5μm は規定の範囲外であり、精密射出成形によって得る必要があります。
複雑なアセンブリの 3 つの主要な欠陥
- 累積公差:複数の部品の寸法変動が加わると、組み立て干渉が発生します。これが標準射出成形公差の主な問題です。
- 反り:一般的な規格では、部品の全体的な変形は規制されていません。単一の寸法が規格に準拠しているという事実は、不規則な組み立てギャップの形成を防ぐことはできず、したがってシールの精度に影響を与えます。
- バリとバリ:標準的な射出成形では、きれいな部品を得るのは依然として困難です。これらの欠陥により、アセンブリの適合性が損なわれ、手動修理のコストが増加します。
~の無力さと闘っている標準射出成形公差複雑なアセンブリのニーズを満たすには?エンジニアとの 1 対 1 の相談をスケジュールして、カスタマイズされた精密射出成形ソリューションを入手してください。
マイクロメートルレベルの公差でのプロセス制御を通じて収縮と反りの問題を解決するにはどうすればよいですか?
収縮制御と部品の反りは、ミクロンレベルの公差を達成できる精密射出成形における主な問題です。プロセスを最適化する科学的なアプローチにより、実行時の反りを 1.85 mm から ±0.30 mm ( 82% 削減) に減らすことができます。
正確な収縮補正
材料の収縮率の違いは、射出成形の公差に影響を与えます。たとえば、PBT-GF30 の収縮率は 0.2% ~ 0.8% ですが、PP は 1.5% ~ 2.5% です。
収縮予測にはモールドフロー解析を使用し、補正手段として金型キャビティを 1.003 ~ 1.025 倍に拡大します。ガラス繊維強化材料を使用すると、長手方向の収縮が 50% ~ 80% 減少します。
反り制御のための 3 レベルの介入
- 一次介入:樹脂温度、金型温度、冷却時間を改善して、反りの 3.25% ~ 15% の減少を達成します。これは制御の基本方法です。
- 二次介入:温度差を±5℃以内に保つことで金型の熱バランスを改善し、熱応力による反りを軽減し、射出成形公差を安定させます。
- 三次介入:逆方向または逆方向の変形補償設計。このアプローチでは、金型流動解析によって変形を予測し、金型の逆補正を実行します。その結果、残留変形量は±0.05mm以内に抑えられ、高精度射出成形の要求に応えます。
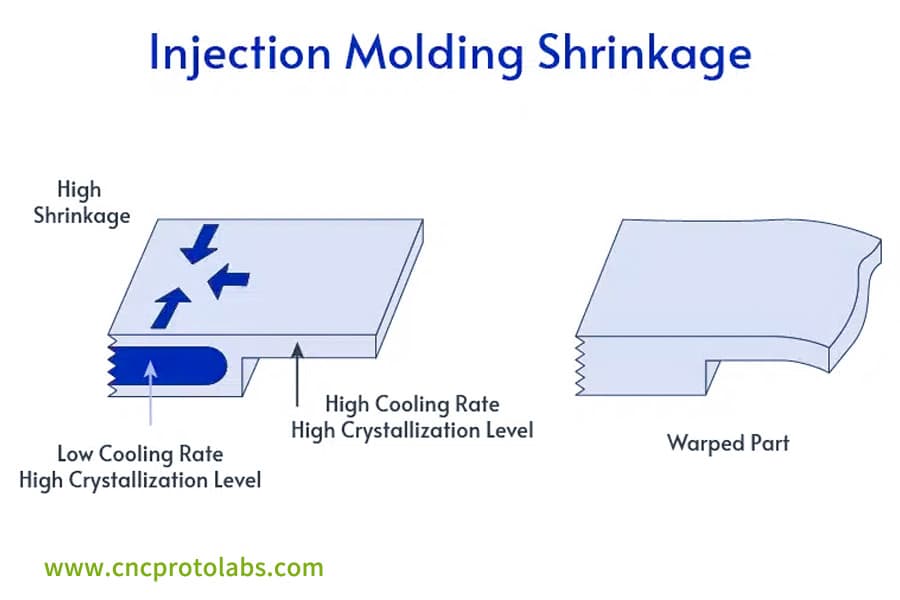
図 2: 射出成形の収縮と反りの原因を示すインフォグラフィック。歪んだ部品とその要因を示しています。
組立コストを削減するために、マイクロメータの公差を特定の数値に直接変換するにはどうすればよいですか?
ミクロン公差によるコスト効果を懸念する顧客もいます。実際、シール面の平坦度を5μm以内に制御できるため、組立の自動化が可能となり、中間検査が不要となり、歩留まりが80%から99%以上に向上し、総製造コストが30%以上削減されます。
医療用マイクロ流体チップのコスト比較
を考えてみましょう医療用マイクロ流体チップたとえば、従来の方法では大幅な寸法変動により 100% 手動スクリーニングが必要となり、 20% の漏れとスクラップ率が発生し、その結果コストが高くなります。
精密射出成形を使用すると、平面度が 5μm 以下になるため、自動組立がサポートされ、検査が不要になり、全体の製造コストが 30% 以上削減されます。
コスト削減の定量的な計算
- 手作業によるスクリーニングをなくす:組立ラインごとに 2 ~ 3 人の品質検査員を節約します。年間の人件費削減: 60,000 ~ 90,000 ドル。
- スクラップ率の減少: 20% から 1% に減少し、材料費が 100 万個あたり 19,000 個、約 9,500 ドル節約されます。
- 組立速度の加速:サイクルタイムが 15 秒から 6 秒に短縮され、組立効率が 60% 向上し、ユニットコストがより手頃な価格になります。
精密射出成形を導入した後の製品のコスト削減を正確に計算したいですか?無料の原価計算シートを入手し、製品の生産量、材料費、その他のパラメータを入力すると、すぐに見積もりが得られます。
サプライヤーが高精度射出成形の真の能力を持っているかどうかを確認するにはどうすればよいですか?
高精度射出成形のサプライヤーを選択するには、おそらくそのテスト能力、プロセス管理、プロジェクトの事例をチェックする必要があるでしょう。
これらにより、彼らの本当の強みを徹底的かつ正確に評価することができます。また、これらの活動は、宣伝されているものと実際にあるものとの間に大きなギャップがあることに驚くことを避けるのにも役立ちます。
テスト機能に絶対に必要なもの
高精度射出成形のサプライヤーは、高精度の試験装置を備えている必要があります。 ±1.5μmのCMM精度が可能で、白色光スキャナーを使用して寸法公差と射出成形の表面仕上げを同時にチェックできます。
さらに、公差と表面品質が一貫して維持できることを実証するために、FAI レポートと CPK ≧ 1.33 の工程能力データを提供する必要があります。
プロセス制御のソフト機能
- モールド フロー解析の能力があり、プロセス最適化のためのMoldflow/Moldex3Dの使用経験がある。これは精密射出成形の主な要件です。
- リアルタイムでキャビティ圧力モニタリングを実行し、圧力の変動に応じて射出を適応的に調整するため、射出成形公差を安定して維持できます。
- 次の規格の少なくとも 1 つに対する認定を受けてください。 ISO 13485 (医療)または IATF 16949 (自動車) を使用して、生産プロセスが業界のハイエンド規格に準拠していることを実証します。
サプライヤー監査の3つのポイント
サプライヤーを監査するには、3 つの側面に集中する必要があります。1 つは同様の公差プロジェクトのケーススタディを行って実際の経験を検証すること、金型温度制御システムの動作データをチェックすること、そして品質の一貫性を確保するために強力な材料バッチのトレーサビリティ システムが導入されていることを確認することです。
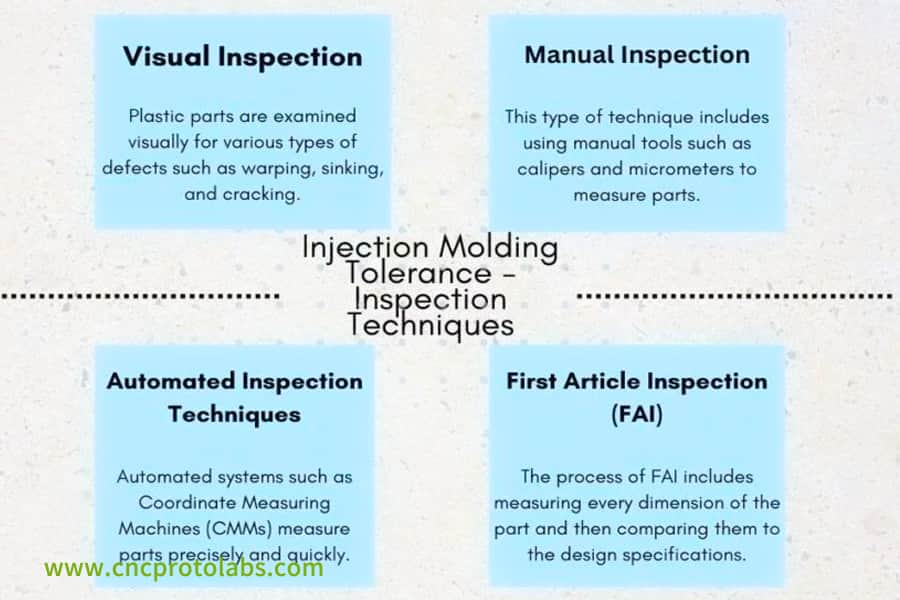
図 3: 射出成形部品の品質を検査するためのさまざまな方法を比較したインフォグラフィック。
JS Precision のケーススタディ: マイクロ流体チップのシール面の平坦度は ± 0.1 mm から 5 μ m の範囲です
理論は実践されるべきです。そこで、マイクロ流体チップにおけるお客様の組み立ての問題点を解決し、コスト削減と効率を改善するために高精度射出成形がどのように使用されているかを実証するケーススタディを紹介します。
課題:
医療機器会社のマイクロ流体チップの封止面は文字通りわずか 12mm×8mm であり、平面度は 5μm 以下でなければなりません。従来の射出成形で達成される平坦度は ±0.1 mm であり、 20% の漏れとスクラップ率が発生し、年間 100,000 ドル以上の損失が発生します。
PBT-GF30 材料の収縮と反りを制御するのは難しく、標準の射出成形公差では要件を満たすことができません。
解決:
お客様の問題点に対する当社の対応は、カスタマイズされた射出成形プロセスを非常に高精度でレイアウトすることでした。アクションには次のものが含まれます。
1. 5% の誤差を達成するには、 Moldflow モールド フロー解析ソフトウェアを使用して材料の収縮と反りを予測します。
部品構造との統合により、最適なゲート位置を特定し、寸法ばらつきを±0に制御します。ソースから 01mm であり、これはその後の公差制御の基礎として機能します。
2. 金型キャビティについては、金型フロー解析により、0.08 mm の逆反りプリセットが示唆されました。
Moldex3D を使用して 3 回の反復を実行しました。最初の補正は 0.05 mm、測定された残留変形は 0.03 mm、2 番目の補正は 0.10 mm で、過補正が発生しました。
最後に、0.08 mm でロックして、脱型後の部品の自然な反発が ± 0.05 mm の公差ゾーンの中心に正確に収まるようにします。
3. ステンレス鋼インサート3Dプリンティング技術コンフォーマル冷却チャネルの製造に使用されました。
キャビティのプロファイルに合わせて設計されており、キャビティ内の各領域の温度差は±2℃に抑えられるほど厳密に温度差制御が行われています。これにより、熱応力による寸法偏差の影響が低減されただけでなく、冷却効率が 56% 向上し、公差の安定性が確保されました。
4. 保圧変動を±0以内に抑えました。リアルタイムのキャビティ圧力監視システムを使用することで、圧力データがすぐに得られるだけでなく、不均一な溶融充填による寸法の偏差を排除し、一貫した部品寸法を確保する適応的な調整を実行できるようになりました。
最終結果
上記のソリューションにより、顧客のマイクロ流体チップのシール面の平坦度は一貫して 5µm 以内に制御され、漏れ不良率が 20% から 0.5% に減少し、スクラップ部品の減少により年間 95,000 ドルの節約につながりました。
同時に、中間の外観検査プロセスを 100% 完全に取り除くことに成功しました。これにより、組立ラインごとに 2 人の品質検査員を解雇することができ、人件費を年間 60,000 ドル節約することができました。
さらに、自動化された高速スタッキング組立が可能になり、組立が 60% 高速化され、総製造コストが 35% 削減されました。それに加えて、私たちのクライアントは私たちの長期的なパートナーでもあります。
高精度の射出成形が明らかに必要ですか? 3D 図面を送信していただくと、お客様に合わせてソリューションをカスタマイズし、効率的な実装を促進するために迅速かつ正確な見積もりを提供します。
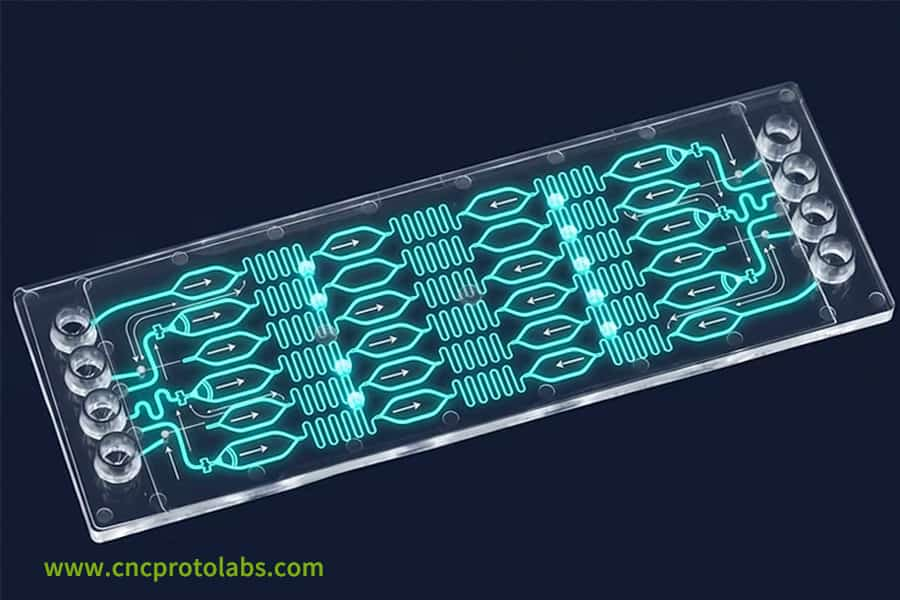
図 4: 複雑なチャネルネットワークを備えた、精密に製造された透明なマイクロ流体チップ基板。
よくある質問
Q1.精密射出成形で達成可能な最小公差はどれくらいですか?
工業用グレードの精密射出成形では、 ±0.005mm までしか限界がありません。標準量産では±0.02mmを確実かつ安定して生産でき、ほとんどのハイエンド製品の組み立てニーズに十分対応できます。
Q2.射出成形公差の標準基準は何ですか?
プラスチック射出成形部品の射出成形公差に関する最新の国際規格は、古い DIN 16901 に取って代わられるISO 20457:2018です。当社はプロセス全体を通じてこの規格に従います。
Q3.部品に高精度の射出成形が必要かどうかを判断するにはどうすればよいですか?
部品の組み立てに自動化や封止などが含まれ、組み立てギャップが 0.05 mm 未満の場合、組み立ての品質を保証するには高精度の射出成形が必要です。
Q4.大型部品の射出成形の公差はどのように保証されますか?
ゾーン型金型温度制御、コンフォーマル冷却、変形防止設計により、2mクラスの大型射出成形品の公差を±0.1mm以内に安定化。
Q5.標準の射出成形公差が複雑なアセンブリに適さないのはなぜですか?
標準の射出成形公差は 1 つの寸法のみを規定するため、複雑なアセンブリに必要な位置精度や平面度などの重要な幾何公差を参照することはできません。
Q6.精密射出成形は通常の射出成形に比べてどれくらいコストがかかりますか?
精密射出成形用の金型は通常の射出成形金型に比べて20~50%高価ですが、追加工が無いため単価は10~30%下げることができます。したがって、長期にわたる大量生産品の場合はより経済的です。
Q7.精密射出成形に特別な材料要件はありますか?
精密射出成形では、低収縮と高流動性を特徴とする特別に設計された材料が使用されます。さらに、安定した射出成形寸法を維持できるように、材料バッチの安定性が認証される必要があります。
Q8.金型の温度制御は公差にどの程度影響しますか?
金型内の温度が±5℃変化すると、材料の収縮率が±00.05%変化し、部品の寸法に影響を与えます。金型の温度管理は±2℃以内と非常に厳格に行っております。
Q9.設計から量産までどのくらいの時間がかかりますか?
型の作成には 4 ~ 6 週間、T1 サンプルには 2 週間、プロセスの最適化には 2 ~ 3 ラウンドかかります。設計から量産までの期間は約 8 ~ 10 週間で、効率的に生産できます。量産ニーズ。
まとめ
精密射出成形は、製品の精度を高めるだけでなく、製造方法を完全に変えることにもつながります。
通常の射出成形公差の範囲を超えており、ミクロンレベルの公差制御を使用することで、医療や自動車などの分野の複雑な部品のコストを 30% 以上削減し、歩留まり率 99% 以上を実現します。
精密製品を注文し、JS Precision の包括的な専門サポートを受けてください。あなたの部品が精密射出成形に適しているかどうかを確認したいですか? 3D 図面をお送りください当社の専門家が DFM の実現可能性分析を実施し、24 時間以内にコスト比較レポートを提供します。
どれだけ「20%」節約できるか見てみましょう。

免責事項
このページの内容は情報提供のみを目的としています。 JSプレシジョンサービス、情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です部品見積が必要ですこれらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
JSプレシジョンチーム
JS Precision は業界をリードする企業です、カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形、金属スタンピング、などのワンストップ製造サービスを提供します。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。選ぶJSプレシジョンこれは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.cncprotolabs.com
リソース

