
Moulage par injection de précision est une technologie essentielle pour relever les défis d’assemblage de pièces complexes. Par exemple, les chaînes d’assemblage de puces microfluidiques médicales sont confrontées à un taux de fuite de 20 %, à une inspection visuelle manuelle de 100 % et à des ajustements répétés des surfaces d’étanchéité inégales.
La cause fondamentale de ces problèmes est la même : les tolérances standard du moulage par injection ne peuvent pas satisfaire aux exigences des assemblages complexes. Chaque variation de 0,1 mm réduit vos bénéfices.
Résumé des réponses de base
| Technologie des procédés | Qualité de précision | Avantages principaux |
| Moulage par injection de précision | Tolérance au niveau du micron (± 0, 005 mm - ± 0, 02 mm). | Avantages : Meilleure cohérence des composants permettant un assemblage automatisé. |
| Moulage par injection de haute précision | Contrôle de planéité ≤5µm. | Les résultats offrant une telle qualité de planéité ont réduit le taux de fuite de la surface d'étanchéité de 20 % à moins de 1 % . |
| Méthodes de contrôle des processus | Contrôle du gauchissement ≤±0. 05mm. | Cela rend inutile l’inspection intermédiaire et le contrôle manuel. |
| Rentabilité globale | Réduction de 10 à 30 % du coût unitaire. | Réduction des coûts de fabrication de plus de 30 % au total. |
Principales conclusions
- La tolérance au niveau du micron élimine directement le criblage manuel , permettant un assemblage automatisé
- Le contrôle de planéité de 5 µm réduit le taux de fuite de la surface d'étanchéité de 20 % à moins de 1 %
- Moulage par injection de haute précision contrôle le gauchissement à ± 0,05 mm grâce à l'analyse du flux de moule et au refroidissement conforme
Pourquoi faire confiance à ce guide ? L'expérience de JS Precision dans le moulage par injection de précision
Spécialisé dans le moulage par injection de précision, JS Precision est un fabricant professionnel qui possède des années d'expérience dans l'industrie . Notre principale force réside dans notre capacité à utiliser la technologie de moulage par injection de précision dans le processus de moulage par injection de précision lui-même.
Nous combinons étroitement la technologie de moulage avec les défis de production du monde réel, prouvant nos compétences au moyen d'études de cas réels et de données précises.
Nous avons fourni un service haut de gamme à des clients dans divers secteurs tels que les communications médicales, automobiles et optiques. Nous avons réalisé avec succès plus de 1 000 projets de moulage par injection de précision , parmi lesquels plus de 200 puces microfluidiques médicales.
Nous avons aidé nos clients à réduire les taux de fuites et de rebuts de plus de 20 % à moins de 1 % et à réduire les coûts de fabrication de 30 % en moyenne.
Notre production est réalisée dans le strict respect des Norme internationale ISO 20457:2018 , qui est la norme la plus récente et faisant autorité en matière de tolérances dans les pièces moulées par injection plastique.
En outre, nous hébergeons des machines à mesurer tridimensionnelles (MMT) de haute précision, des scanners à lumière blanche et d'autres équipements d'inspection, ce qui nous a permis de construire un système de contrôle de processus approfondi capable d'atteindre systématiquement un contrôle de tolérance au niveau du micron de ±0,005 mm à ±0,02 mm.
Dans un cas où notre client avait besoin d'un composant automobile de précision, l'une des techniques abordées pour contrôler la planéité du composant à 5 µm était le moulage par injection de haute précision.
Le client a ainsi pu résoudre complètement le problème des interférences de montage qui le gênait depuis longtemps et nous a reconnu comme partenaire à long terme.
Toute notre équipe d’ingénieurs possède plus de 5 ans d’expérience en moulage par injection de précision. Cela nous permet d'offrir une large gamme de services allant de l'analyse du flux de moule, à la conception de moules jusqu'à la production de masse, et nous pouvons également préparer les produits en fonction des besoins de différentes industries.
Qu'il s'agisse du contrôle de tolérance d'une grande pièce moulée par injection ou de difficultés d'étanchéité de composants complexes, nous pouvons proposer des solutions personnalisées. Notre connaissance approfondie du domaine vaudrait la peine de dissiper tout doute de nos clients.
Vous souhaitez avoir une compréhension préliminaire des études de cas sur le moulage par injection de précision ? Contactez nos ingénieurs pour consulter gratuitement des études de cas complètes de projets et découvrir intuitivement sa réelle valeur en matière de réduction des coûts et d’amélioration de l’efficacité.
Quelle est la tolérance standard pour le moulage par injection de haute précision ? Comment satisfaire ?
De nombreux clients demandent quelles sont les tolérances habituelles pour le moulage par injection de haute précision et comment elles sont obtenues.
La réponse courte est que la plage de tolérance normale est de ±0. 02 mm à ± 0,05 mm, et avec des exigences particulières, il peut être aussi serré que ± 0. 005 mm. Ce sont les quatre principes fondateurs du processus grâce auxquels nous pouvons garantir ces tolérances.
Spécification de tolérance ISO 20457 : 2018 pour le moulage par injection de précision
ISO 20457:2018 est la norme internationale la plus récente relative aux tolérances de moulage par injection des plastiques et remplace l'ancienne norme DIN 16901. Il classe les tolérances en niveaux de précision générale, de précision et d'ultra haute précision.
Le moulage par injection de haute précision se traduit par les niveaux IT10-IT12, les chiffres exacts étant définis en fonction du retrait du matériau et de la complexité géométrique. Nos machines d'étalonnage ont une précision d'un ordre de grandeur supérieure aux tolérances mesurées.
Quatre piliers de support de processus pour les tolérances au niveau du micron
1. Logiciel d'analyse de flux de moule (Moldflow/Moldex3D) :
Grâce à ces solutions, vous pouvez prévoir avec précision la façon dont votre matériau va rétrécir et se déformer, identifier les meilleures positions de porte et définir le tolérances de moulage par injection avec un contrôle total dès le point de départ.
2. Conception conforme du canal de refroidissement :
Un tel changement dans le refroidissement de vos pièces pourrait même conduire à une réduction de 56 % du temps de refroidissement tandis que, dans le même temps, vos pièces souffriraient moins de déformation par contrainte thermique et présenteraient une meilleure cohérence. Cette méthode de conception rend votre moulage par injection standard de haute précision stable et facile.
3. Système de surveillance de la pression de la cavité en temps réel :
En étant équipé de ce système, vous serez en mesure de maintenir les variations de pression au niveau minimum de 0,08 bar, d'éliminer les écarts dimensionnels et de garantir des tolérances de moulage par injection stables.
4. Machine de mesure de coordonnées (CMM) et scanner de lumière blanche :
Cette technologie permet une rétroaction en boucle fermée complète et une surveillance dimensionnelle continue du processus de moulage par injection, qui peut être automatiquement ajustée.
De plus, il contribue également à vérifier la finition de surface du moulage par injection par rapport aux normes avec un haut degré de précision , garantissant ainsi à la fois les tolérances les plus strictes et la meilleure qualité de surface pour le moulage par injection.
| Pilier de processus | Rôle principal | Données clés | Amélioration de la tolérance correspondante | Scénarios applicables |
| Analyse du flux de moule | Prédit le retrait et la déformation | Erreur de prédiction de déformation ≤5 % | Précision de tolérance améliorée de 30 % | Pièces géométriques complexes |
| Refroidissement conforme | Réduit la déformation due aux contraintes thermiques | Temps de refroidissement réduit de 56 % | Planéité améliorée de 60% | Pièces à parois fines et de grande surface |
| Surveillance de la pression dans la cavité en temps réel | Stabilise la pression d'injection | Fluctuation de pression ±0,08 bar | Fluctuation dimensionnelle réduite de 40% | Pièces de précision produites en série |
| Inspection grandeur nature | Ajustement du feedback en temps réel | Précision de l'inspection ±1,5µm | Stabilité de la tolérance améliorée de 50 % | Médical, pièces automobiles haut de gamme |
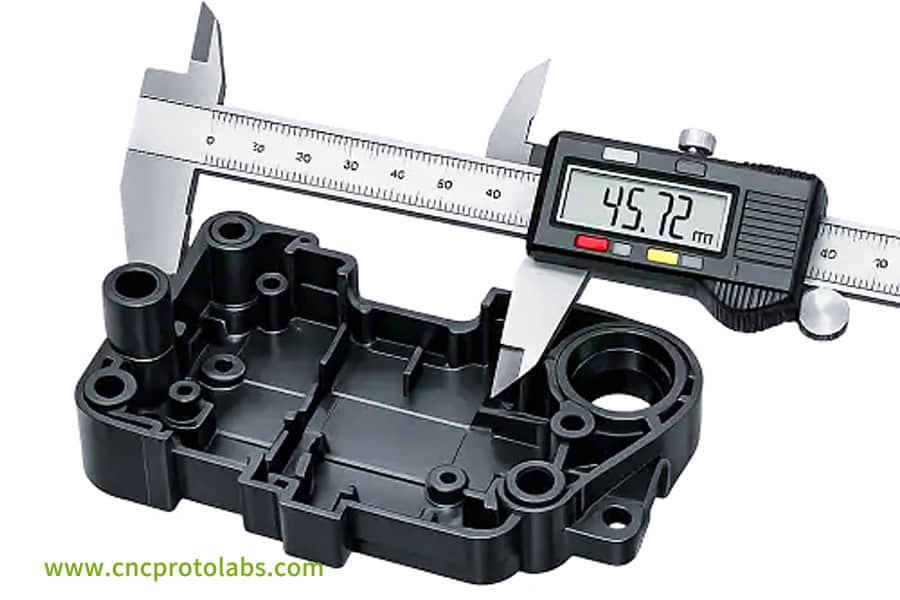
Figure 1 : Un pied à coulisse numérique CNC mesure la dimension d'une pièce noire moulée par injection avec une structure complexe, affichant une lecture précise sur son écran.
Qu’est-ce que le moulage par injection de précision et pourquoi détermine-t-il les coûts d’assemblage ?
L'une des premières questions sur lesquelles les gens s'interrogent après avoir compris le concept derrière les tolérances du moulage par injection de haute précision est la suivante : « Qu'est-ce que le moulage par injection de précision ? » Il s'agit d'un processus de moulage qui limite les variations des dimensions des composants à quelques microns.
Grâce à la suppression du criblage manuel, à la réduction des rebuts et à la réalisation de l’assemblage automatisé, cela affecte indirectement et de manière significative le coût global de fabrication en aval.
Caractéristiques techniques fondamentales du moulage par injection de précision
Les caractéristiques fondamentales du moulage par injection de précision se reflètent dans son processus délicatement contrôlé :
- Le contrôle de la courbe de pression de la cavité a remplacé les méthodes marche/arrêt conventionnelles , conduisant à un remplissage de matière fondue plus cohérent.
- Les changements de température du moule sont limités à ± 2 ℃, ce qui permet aux tolérances de moulage par injection de rester cohérentes.
- Différents niveaux de courbes de pression d'injection sont utilisés pour traiter des formes complexes, d'une part, et d'autre part, pour obtenir la meilleure finition de surface de moulage par injection possible, évitant ainsi les défauts de surface qui influencent l'ajustement de l'assemblage.
Facteur invisible qui fait augmenter les coûts d’assemblage : les fluctuations dimensionnelles
Pièces moulées par injection du type traditionnel qui se conforme aux tolérances de ± 0,1 mm devra être ajusté manuellement dans une large mesure et nécessitera également un tamisage, ce qui non seulement augmente les coûts mais compromet également l'efficacité.
Le moulage par injection de précision, en revanche, réduit la tolérance des caractéristiques à ± 0,02 mm, facilitant ainsi l'assemblage automatisé robotisé. Pour une diminution de 0,01 mm de la fluctuation dimensionnelle, le temps de cycle de la chaîne d'assemblage peut potentiellement être réduit de 2 à 3 secondes.
| Type de processus | Plage de tolérance | Méthode d'assemblage | Pourcentage du coût de la main d'œuvre | Temps de cycle d'assemblage | Coût d'assemblage de l'unité |
| Moulage par injection traditionnel | ±0,1mm | Dépistage manuel + ajustement | 40% | 15 secondes/pièce | 0,8 $ |
| Moulage par injection de précision | ±0,02 mm | Assemblage automatisé | 5% | 6 secondes/pièce | 0,3 $ |
| Moulage par injection de haute précision | ±0,005mm | Assemblage automatisé à grande vitesse | 2% | 4 secondes/pièce | 0,25 $ |
| Moulage par injection traditionnel + montage manuel | ±0,05 mm | Manuel + Semi-Automatique | 25% | 10 secondes/pièce | 0,5 $ |
À quelle colonne du tableau correspondent la méthode d'assemblage de votre produit et les exigences de tolérance ? Soumettez des dessins pour obtenir une analyse gratuite de la sélection des processus et des rapports de calcul des économies potentielles.
Comment résoudre le problème de la tolérance au niveau micrométrique dans le moulage par injection de grandes pièces ?
Le défi majeur du contrôle des tolérances dans le moulage par injection de grandes pièces est le retrait inégal des pièces. Cependant, nous pouvons contrôler la tolérance au micron de manière assez efficace grâce à une planification appropriée des processus.
Stratégies de contrôle du retrait pour les grandes pièces
Nous exécutons trois méthodes de contrôle du retrait, qui peuvent également garantir le respect des tolérances de moulage par injection :
- Grâce à un contrôle indépendant de la température par zones, nous ajustons la non-uniformité du retrait due aux différentes épaisseurs de paroi.
- En utilisant le moulage par injection basse pression, nous induisons moins de contraintes internes et par conséquent de déformations.
- Basé sur l'analyse CAE, la conception de compensation de déformation inversée prédit la déformation et corrige le moule. En conséquence, le gauchissement est réduit de 82 %.
Application du refroidissement conforme dans les grands moules
Le refroidissement conforme est une méthode très efficace pour résoudre les problèmes de tolérance dans moulage par injection de grandes pièces .
Grâce aux canaux de refroidissement conformes imprimés en 3D, l'uniformité de la température du moule est améliorée de 40 %, la période de refroidissement est raccourcie de 56 %, le coût unitaire est réduit de 0,01 $ et la planéité des grandes pièces est améliorée de ±0,15 mm à ±0,03 mm, satisfaisant ainsi les exigences du moulage par injection de haute précision.
Pourquoi les tolérances standard de moulage par injection ne peuvent-elles pas à elles seules répondre aux exigences d’un assemblage complexe ?
De nombreux clients se demandent pourquoi les tolérances standard du moulage par injection ne peuvent pas suffire aux exigences d’assemblage complexes. La raison principale est qu'il ne peut garantir qu'une seule variation de mesure de 0,1 mm, alors que les tolérances géométriques de position et de planéité nécessaires aux assemblages complexes ne font pas partie des normes générales.
La principale différence entre les tolérances générales et géométriques
Les tolérances standard de moulage par injection et les tolérances géométriques présentent une disparité fondamentale : les premières ne limitent qu'une seule dimension et ignorent les relations spatiales entre les caractéristiques.
La précision de positionnement de ± 0,02 mm et la planéité de 5 µm exigées pour les ajustements et l'étanchéité multi-empreintes sont en dehors des limites prescrites et doivent être obtenues par moulage par injection de précision.
Les trois défauts majeurs des assemblages complexes
- Tolérances cumulatives : L'ajout de variations dimensionnelles provenant de plusieurs pièces entraîne des interférences d'assemblage, qui constituent le principal problème des tolérances standard de moulage par injection.
- Warpage : Les normes générales ne réglementent pas la déformation globale des pièces. Le fait qu'une seule dimension soit conforme à la norme n'empêchera pas la formation de jeux d'assemblage irréguliers , affectant ainsi la précision de l'étanchéité.
- Bavures et bavures : L'obtention d'une pièce propre reste un défi dans le moulage par injection standard. Ces défauts compromettent l’ajustement de l’assemblage et augmentent les coûts de réparation manuelle.
Aux prises avec l'incapacité de tolérances standard de moulage par injection pour répondre aux besoins d'assemblages complexes ? Planifiez une consultation individuelle avec un ingénieur pour obtenir une solution de moulage par injection de précision personnalisée.
Comment résoudre les problèmes de retrait et de déformation grâce au contrôle des processus dans des tolérances micrométriques ?
Le contrôle du retrait et le gauchissement des pièces sont les principaux problèmes du moulage par injection de précision qui permettent d'atteindre des tolérances au niveau du micron. Grâce à une approche scientifique de l'optimisation des processus, le gauchissement peut être réduit de 1,85 mm à ±0,30 mm, soit une réduction de 82 %.
Compensation précise du retrait
Le retrait différent des matériaux a un impact sur les tolérances de moulage par injection. Par exemple, le taux de retrait du PBT-GF30 varie de 0,2 % à 0,8 %, tandis que celui du PP varie de 1,5 % à 2,5 %.
Nous utilisons l'analyse du flux de moule pour prédire le retrait et agrandissons la cavité du moule de 1,003 à 1,025 fois comme mesure de compensation. Travailler avec des matériaux renforcés de fibres de verre entraîne une réduction du retrait de 50 à 80 % dans le sens longitudinal.
Intervention à trois niveaux pour le contrôle du gauchissement
- Intervention principale : Améliorer la température de fusion, la température du moule et le temps de refroidissement pour obtenir une diminution de 3,25 % à 15 % du gauchissement, qui est la méthode de contrôle de base.
- Intervention secondaire : meilleur équilibre thermique du moule en maintenant la différence de température à ± 5 ℃ pour réduire le gauchissement induit par la contrainte thermique et stabiliser les tolérances de moulage par injection.
- Intervention tertiaire : conception de compensation de déformation inversée ou vers l'arrière. Cette approche consiste à prévoir la déformation au moyen d'une analyse d'écoulement du moule et donc à effectuer une correction inverse du moule . En conséquence, la déformation résiduelle peut être maintenue à ± 0,05 mm afin de répondre aux exigences de moulage par injection de haute précision.
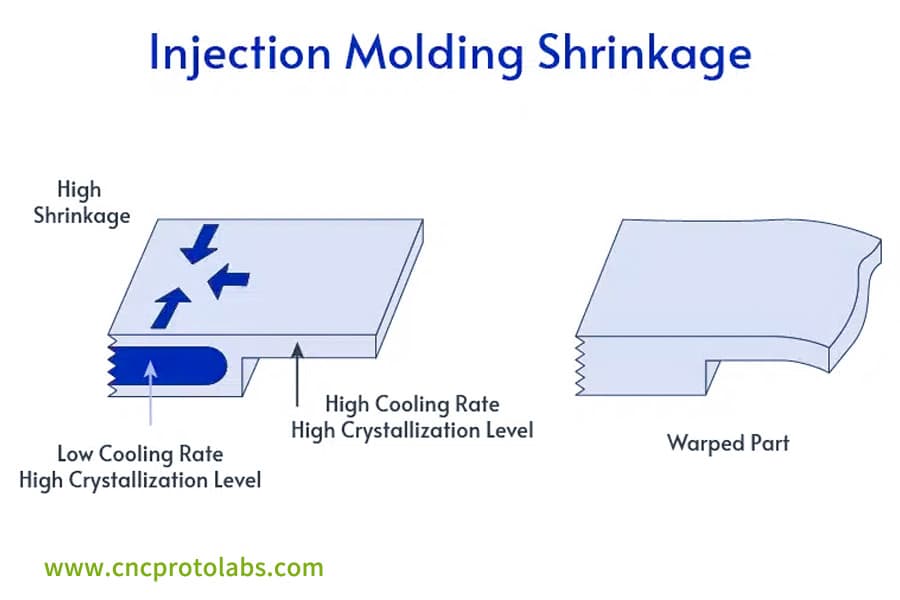
Figure 2 : Une infographie illustrant les causes du retrait et de la déformation lors du moulage par injection, montrant une pièce déformée et l'étiquetage des facteurs contributifs.
Comment la tolérance micrométrique peut-elle être directement convertie en nombres spécifiques pour réduire les coûts d’assemblage ?
Plusieurs clients s’inquiètent de l’effet coût de la tolérance au micron. En fait, il peut contrôler la planéité des surfaces d'étanchéité à moins de 5 µm, ce qui permet un assemblage automatisé, supprime le besoin d'inspections intermédiaires, augmente le taux d'élasticité de 80 % à plus de 99 % et réduit les coûts totaux de fabrication de plus de 30 %.
Comparaison des coûts des puces microfluidiques médicales
Considérez un puce microfluidique médicale client, par exemple, où les méthodes traditionnelles nécessitent un criblage 100 % manuel en raison de fluctuations dimensionnelles importantes, qui provoquent un taux de fuite et de rebut de 20 % et, par conséquent, le coût est élevé.
Après avoir utilisé le moulage par injection de précision, la planéité est ≤ 5 µm, ce qui permet un assemblage automatisé, supprime les inspections et les coûts de fabrication globaux sont inférieurs de plus de 30 %.
Calcul quantitatif des économies de coûts
- Débarrassez-vous du contrôle manuel : économisez 2 à 3 inspecteurs qualité par chaîne de montage. Économies annuelles sur les coûts de main-d'œuvre : 60 000 $ à 90 000 $.
- Diminution du taux de rebut : de 20 % à 1 %, l'économie de coûts de matériaux est donc de 19 000 unités par million d'unités, soit environ 9 500 $.
- Accélération de la vitesse d'assemblage : temps de cycle réduit de 15 secondes à 6 secondes, efficacité d'assemblage augmentée de 60 %, rendant les coûts unitaires plus abordables.
Vous souhaitez calculer avec précision les économies réalisées sur votre produit après avoir adopté le moulage par injection de précision ? Obtenez une feuille de calcul des coûts gratuite, saisissez la production de votre produit, les coûts des matériaux et d'autres paramètres pour obtenir rapidement une estimation.
Comment vérifier si le fournisseur possède la véritable capacité de moulage par injection de haute précision ?
Choisir un fournisseur de moulage par injection de haute précision vous amènera probablement à vérifier ses capacités de test, son contrôle de processus et ses études de cas de projet.
Ces éléments permettent une évaluation approfondie et précise de leurs véritables atouts. En outre, ces activités aident à éviter la surprise d’un écart énorme entre ce qui est annoncé et ce qui existe réellement.
Nécessités absolues pour tester les capacités
Les fournisseurs de moulage par injection de haute précision doivent disposer d’équipements de test de haute précision. Ils sont capables d'une précision CMM de ± 1,5 µm et un scanner à lumière blanche peut être utilisé pour vérifier simultanément les tolérances dimensionnelles et la finition de surface du moulage par injection.
De plus, ils doivent proposer des rapports FAI et des données de capacité de processus avec CPK≥1,33 pour démontrer que la tolérance et la qualité de surface peuvent être maintenues de manière cohérente.
Capacités logicielles de contrôle de processus
- Avoir la capacité d'analyser le flux de moule et être expérimenté dans l'utilisation de Moldflow/Moldex3D pour l'optimisation des processus. C’est la principale exigence du moulage par injection de précision.
- Effectuez une surveillance de la pression de la cavité en temps réel et les injections sont ajustées de manière adaptative aux variations de pression afin que les tolérances de moulage par injection puissent être maintenues de manière stable.
- Être certifié selon au moins une des normes suivantes : ISO 13485 (médical) ou IATF 16949 (automobile) pour démontrer la conformité des processus de production aux normes haut de gamme de l'industrie.
Trois points clés pour l'audit des fournisseurs
L'audit des fournisseurs nécessite de se concentrer sur trois aspects : passer par des études de cas de projets de tolérance similaires pour vérifier l'expérience pratique, vérifier les données de fonctionnement du système de contrôle de la température des moules et s'assurer qu'un système solide de traçabilité des lots de matériaux est en place pour garantir la cohérence de la qualité.
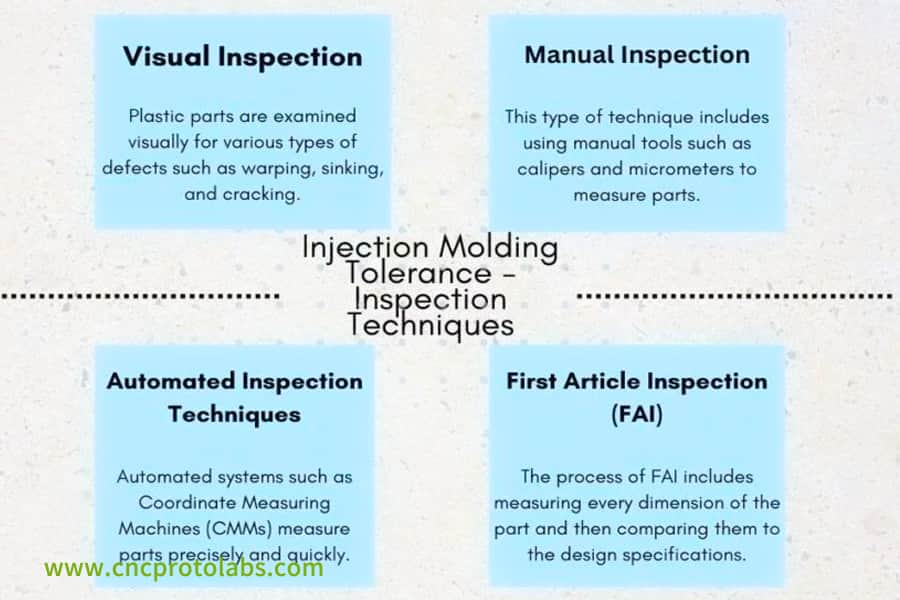
Figure 3 : Une infographie comparant différentes méthodes d'inspection de la qualité des pièces moulées par injection.
Étude de cas de JS Precision : la planéité de la surface d'étanchéité des puces microfluidiques varie de ± 0,1 mm à 5 µ m
La théorie doit être mise en pratique. Par conséquent, nous présentons une étude de cas qui démontre comment le moulage par injection de haute précision a été utilisé pour résoudre les problèmes d'assemblage des puces microfluidiques du client ainsi que pour réduire les coûts et améliorer l'efficacité.
Défis :
La surface d'étanchéité des puces microfluidiques d'une entreprise de dispositifs médicaux n'est littéralement que de 12 mm × 8 mm et la planéité doit être ≤ 5 µm. La planéité obtenue par le moulage par injection traditionnel est de ±0,1 mm, ce qui entraîne un taux de fuite et de rebut de 20 % et une perte annuelle de plus de 100 000 $.
Il est difficile de contrôler le retrait et le gauchissement du matériau PBT-GF30, et les tolérances standard de moulage par injection ne peuvent pas répondre aux exigences.
Solution:
Notre réponse aux problèmes du client a été de concevoir un processus de moulage par injection personnalisé avec une très haute précision. Les actions comprennent :
1. Pour obtenir une erreur de 5 %, utilisez le logiciel d'analyse du flux de moule Moldflow pour prévoir le retrait et le gauchissement du matériau.
L'intégration avec la structure de la pièce permet de localiser la meilleure position de porte, en contrôlant les variations dimensionnelles à ±0. 01 mm de la source et cela sert de base au contrôle ultérieur des tolérances.
2. Pour la cavité du moule, l'analyse du flux de moule a suggéré un préréglage de chaîne inversée de 0,08 mm.
Trois itérations ont été réalisées avec Moldex3D : la première compensation était de 0,05 mm et la déformation résiduelle mesurée était de 0,03 mm, la deuxième compensation était de 0,10 mm et une surcompensation s'est produite.
Enfin, verrouillez 0,08 mm pour garantir que le rebond naturel des pièces après démoulage tombe exactement au centre de la zone de tolérance de ± 0,05 mm.
3. Insertion en acier inoxydable Technologie d'impression 3D a été utilisé pour fabriquer des canaux de refroidissement conformes.
Ils ont été conçus en fonction du profil de la cavité et le contrôle de la différence de température était si strict que la différence de température dans les différentes zones de la cavité était limitée à ±2℃. Cela a non seulement réduit les effets de déviation dimensionnelle dus aux contraintes thermiques, mais a également augmenté l'efficacité du refroidissement de 56 %, garantissant ainsi la stabilité des tolérances.
4. Nous avons contrôlé les variations de pression de maintien dans une plage de ±0. 5 % en utilisant un système de surveillance de la pression de la cavité en temps réel nous fournissant non seulement des données de pression immédiates, mais nous permettant également d' effectuer des ajustements adaptatifs qui éliminaient les écarts dimensionnels dus à un remplissage inégal de la matière fondue et garantissaient des dimensions de pièces cohérentes.
Résultats finaux
Avec les solutions indiquées ci-dessus, la planéité de la surface d'étanchéité de la puce microfluidique du client a été systématiquement contrôlée à 5 µm près, ce qui a entraîné une diminution du taux de défauts de fuite de 20 % à 0,5 % , ce qui a entraîné une économie annuelle de 95 000 $ grâce à la réduction du nombre de pièces de rebut.
Dans le même temps, nous avons réussi à supprimer complètement le processus de contrôle visuel intermédiaire, ce qui nous a permis de licencier deux inspecteurs qualité par chaîne de montage et d'économiser 60 000 $ en coûts de main-d'œuvre par an.
En plus de cela, nous avons rendu possible l'assemblage automatisé d'empilage à grande vitesse, rendant l'assemblage 60 % plus rapide et réduisant les coûts totaux de fabrication de 35 %. En plus de cela, nos clients sont également devenus nos partenaires à long terme.
Vous avez clairement besoin de moulage par injection de haute précision ? Soumettez vos dessins 3D, et nous personnaliserons une solution pour vous et vous fournirons un devis rapide et précis pour faciliter une mise en œuvre efficace.
Figure 4 : Un substrat de puce microfluidique transparent fabriqué avec précision avec un réseau complexe de canaux.
FAQ
T1. Quelle est la tolérance minimale réalisable avec le moulage par injection de précision ?
Le moulage par injection de précision de qualité industrielle ne peut descendre que jusqu'à ±0,005 mm. La production de masse standard peut produire de manière fiable et stable ±0,02 mm, ce qui suffit aux besoins d'assemblage de la plupart des produits haut de gamme.
Q2. Quelles sont les références standards pour les tolérances du moulage par injection ?
La norme internationale la plus récente en matière de tolérances de moulage par injection de pièces moulées par injection de plastique est la norme ISO 20457:2018 qui a remplacé l'ancienne norme DIN 16901. Nous suivons cette norme tout au long du processus.
Q3. Comment puis-je déterminer si ma pièce nécessite un moulage par injection de haute précision ?
Si l'assemblage des pièces implique l'automatisation, l'étanchéité, etc. et que l'écart d'assemblage est inférieur à 0,05 mm, un moulage par injection de haute précision est nécessaire pour garantir la qualité de l'assemblage.
Q4. Comment les tolérances sont-elles garanties pour le moulage par injection de grandes pièces ?
Grâce au contrôle de la température du moule zoné, au refroidissement conforme et à la conception de compensation anti-déformation , les grandes pièces de moulage par injection de classe 2 mètres peuvent voir leur tolérance stabilisée à ± 0,1 mm.
Q5. Pourquoi les tolérances standards de moulage par injection ne conviennent-elles pas aux assemblages complexes ?
Les tolérances standard de moulage par injection ne réglementent qu’une seule dimension et ne peuvent donc pas faire référence aux tolérances géométriques essentielles, notamment la précision de positionnement et la planéité, nécessaires aux assemblages complexes.
Q6. Combien coûte le moulage par injection de précision plus cher que le moulage par injection ordinaire ?
Les moules pour le moulage par injection de précision sont 20 à 50 % plus chers que les moules de moulage par injection ordinaires, mais le prix unitaire peut être réduit de 10 à 30 % en raison de l'absence de traitement supplémentaire. C’est donc plus économique pour les produits de masse à long terme.
Q7. Existe-t-il des exigences particulières en matière de matériaux pour le moulage par injection de précision ?
Le moulage par injection de précision utilise des matériaux spécialement conçus qui se caractérisent par un faible retrait et une fluidité élevée. En outre, la stabilité du lot de matériaux doit être certifiée afin de pouvoir maintenir des dimensions de moulage par injection stables.
Q8. Dans quelle mesure le contrôle de la température du moule affecte-t-il les tolérances ?
Des changements de température dans le moule de ± 5 ℃ peuvent entraîner une modification du taux de retrait du matériau de ± 00,05 %, ce qui affecte à son tour les dimensions des pièces. Nous maintenons un contrôle très strict de la température du moule à ±2 ℃.
Q9. Combien de temps faut-il entre la conception et la production en série ?
Cela prend 4 à 6 semaines pour la fabrication du moule, 2 semaines pour l'échantillon T1 et 2 à 3 cycles d'optimisation du processus. La durée totale allant de la conception à la production en série est d'environ 8 à 10 semaines, ce qui répond efficacement besoins de production de masse .
Résumé
Le moulage par injection de précision ne consiste pas seulement à rendre les choses plus précises, mais aussi à changer complètement la façon dont la fabrication est effectuée.
Il dépasse les limites des tolérances normales de moulage par injection, ce qui entraîne des réductions de coûts de plus de 30 % et des taux de rendement de plus de 99 % pour les pièces complexes dans des domaines tels que le médical et l'automobile grâce au contrôle de tolérance au niveau du micron.
Commandez des produits de précision et bénéficiez d’une assistance professionnelle complète de JS Precision. Souhaitez-vous vérifier si votre pièce est un bon candidat pour le moulage par injection de précision ? Envoyez-nous vos dessins 3D , et nos experts réaliseront une analyse de faisabilité DFM et vous fourniront un rapport de comparaison des coûts dans les 24 heures.
Découvrons combien d'économies de « 20 % » nous pouvons vous offrir.

Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de précision JS , il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau JS Precision. C'est la responsabilité de l'acheteur Exiger un devis de pièces Identifiez les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe JS Précision
JS Precision est une entreprise leader du secteur , concentrez-vous sur des solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection , Estampage des métaux, et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. Choisir Précision JS cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.cncprotolabs.com
Ressource

