
صب الحقن الدقيق هي تقنية أساسية لمواجهة تحديات تجميع الأجزاء المعقدة. على سبيل المثال، تواجه خطوط تجميع شرائح الموائع الدقيقة الطبية معدل تسريب بنسبة 20%، وفحص بصري يدوي بنسبة 100%، وتعديلات متكررة لأسطح الختم غير المستوية.
السبب الجذري لهذه المشكلات هو نفسه: لا يمكن لتفاوتات قولبة الحقن القياسية تلبية متطلبات التجميعات المعقدة. كل اختلاف 0.1 ملم يقلل من أرباحك.
ملخص الإجابة الأساسية
| تكنولوجيا العملية | درجة الدقة | الفوائد الأساسية |
| صب الحقن الدقيق | التسامح مع مستوى ميكرون (± 0.005 مم - ± 0.02 مم). | الفوائد: تناسق أفضل للمكونات مما يتيح التجميع الآلي. |
| صب حقن عالي الدقة | التحكم في التسطيح ≥5μm. | أدت النتائج التي قدمت مثل هذه الجودة من التسطيح إلى خفض معدل تسرب سطح الختم من 20% إلى أقل من 1% . |
| طرق التحكم في العمليات | التحكم في صفحة الاعوجاج ± ± 0. 05 ملم. | فهو يجعل الفحص الوسيط والفحص اليدوي غير ضروريين. |
| فعالية التكلفة الشاملة | تخفيض بنسبة 10%-30% في تكلفة الوحدة. | خفض تكاليف التصنيع بأكثر من 30% في المجموع. |
الاستنتاجات الرئيسية
- يؤدي التسامح مع مستوى الميكرون إلى إلغاء الفحص اليدوي مباشرة، مما يتيح التجميع الآلي
- التحكم في التسطيح بمقدار 5 ميكرومتر يقلل من معدل تسرب سطح الختم من 20% إلى أقل من 1%
- صب حقن عالي الدقة يتحكم في صفحة الحرب إلى ± 0.05 مم من خلال تحليل تدفق القالب والتبريد المطابق
لماذا تثق بهذا الدليل؟ خبرة JS Precision في صب الحقن الدقيق
متخصصة في صب الحقن الدقيق، JS Precision هي شركة مصنعة محترفة تحتضن سنوات من الخبرات الصناعية . تكمن قوتنا الرئيسية في قدرتنا على استخدام تقنية القولبة بالحقن الدقيقة في عملية القولبة بالحقن الدقيقة نفسها.
نحن نجمع بشكل وثيق بين تكنولوجيا التشكيل وتحديات الإنتاج في العالم الحقيقي، ونثبت مهاراتنا من خلال دراسات الحالة في العالم الحقيقي والبيانات الدقيقة.
لقد قدمنا خدمة متميزة للعملاء في مختلف القطاعات مثل الاتصالات الطبية والسيارات والبصرية. لقد أنجزنا بنجاح أكثر من 1000 مشروع قولبة بالحقن الدقيق ، من بينها أكثر من 200 شريحة ميكروفلويديك طبية ذات صلة.
لقد ساعدنا عملائنا في تقليل معدلات التسرب والخردة من أكثر من 20% إلى أقل من 1%، وخفض تكاليف التصنيع بمعدل 30%.
يتم تنفيذ إنتاجنا بدقة بما يتماشى مع ISO 20457:2018 المعيار الدولي ، وهو المعيار الأحدث والأكثر موثوقية للتفاوتات في الأجزاء المقولبة بالحقن البلاستيكية.
بالإضافة إلى ذلك، فإننا نمتلك آلات قياس إحداثيات عالية الدقة (CMMs)، وماسحات ضوئية للضوء الأبيض، ومعدات فحص أخرى، مما مكننا من بناء نظام شامل للتحكم في العمليات يمكنه تحقيق التحكم في تحمل مستوى الميكرون بشكل مستمر من ±0.005 مم إلى ±0.02 مم.
في حالة طلب عميلنا مكونًا دقيقًا للسيارات، كانت إحدى التقنيات الموجهة للتحكم في استواء المكون حتى 5 ميكرومتر هي القولبة بالحقن عالية الدقة.
ونتيجة لذلك، تمكن العميل من حل مشكلة التدخل في التجميع بشكل كامل والتي كانت تعوقه لفترة طويلة واعترف بنا كشريك على المدى الطويل.
يتمتع فريقنا الهندسي بأكمله بأكثر من 5 سنوات من الخبرة في صب الحقن الدقيق. وهذا يتيح لنا تقديم مجموعة واسعة من الخدمات بدءًا من تحليل تدفق القالب، وتصميم القالب وصولاً إلى الإنتاج الضخم، وأيضًا يمكننا إعداد المنتجات وفقًا لاحتياجات الصناعات المختلفة.
بغض النظر عما إذا كان الأمر يتعلق بالتحكم في التسامح لجزء كبير مصبوب بالحقن أو صعوبات في إغلاق المكونات المعقدة، يمكننا التوصل إلى حلول مخصصة. إن معرفتنا العميقة في هذا المجال تستحق تحدي أي شك لدى عملائنا.
هل ترغب في الحصول على فهم أولي لدراسات الحالة الخاصة بالقولبة بالحقن الدقيق؟ اتصل بمهندسينا لعرض دراسات الحالة الكاملة للمشروع مجانًا وتجربة قيمته الحقيقية في خفض التكلفة وتحسين الكفاءة.
ما هو التسامح القياسي لقولبة الحقن عالية الدقة؟ كيفية إرضاء؟
يتساءل العديد من العملاء عن التفاوتات المعتادة في قوالب الحقن عالية الدقة وكيفية تحقيقها.
الإجابة المختصرة هي أن نطاق التسامح الطبيعي هو ±0. 02 مم إلى ± 0.05 مم، ومع المتطلبات الخاصة، يمكن أن يكون ضيقًا مثل ±0. 005 ملم. هذه هي المبادئ التأسيسية الأربعة الأساسية للعملية التي يمكننا من خلالها ضمان هذه التفاوتات.
ISO 20457:2018 مواصفات التسامح لقولبة الحقن الدقيقة
ISO 20457:2018 هو أحدث معيار دولي لتحمل صب الحقن للمواد البلاستيكية وهو يحل محل معيار DIN 16901 الأقدم. فهو يصنف التفاوتات إلى مستويات عامة ودقيقة وعالية الدقة.
يتم ترجمة قولبة الحقن عالية الدقة إلى مستويات IT10-IT12، مع تحديد الأشكال الدقيقة وفقًا لانكماش المادة والتعقيد الهندسي. تتمتع آلات المعايرة لدينا بدقة أكبر من حيث الحجم من التفاوتات التي يتم قياسها.
أربع ركائز لدعم العملية لتفاوتات مستوى الميكرون
1. برنامج تحليل تدفق القالب (Moldflow/Moldex3D):
باستخدام هذه الحلول، يمكنك التنبؤ بدقة بكيفية انكماش المواد الخاصة بك وتشوهها، وتحديد أفضل مواضع البوابة، وتعيينها التحمل حقن صب مع السيطرة الكاملة مباشرة من نقطة البداية.
2. تصميم قناة التبريد المطابق:
يمكن أن يؤدي تغيير مثل هذا في تبريد الجزء الخاص بك إلى انخفاض بنسبة 56% في وقت التبريد، بينما، في الوقت نفسه، ستعاني أجزائك بشكل أقل من تشوه الإجهاد الحراري وتظهر اتساقًا معززًا. طريقة التصميم هذه تجعل قالب الحقن القياسي عالي الدقة مستقرًا وسهلاً.
3. نظام مراقبة ضغط التجويف في الوقت الحقيقي:
نظرًا لكونك مجهزًا بهذا النظام، ستتمكن من الحفاظ على اختلافات الضغط عند مستوى أدنى يبلغ 0.08 بار، والقضاء على انحرافات الأبعاد ، وتأمين تفاوتات صب الحقن المستقرة.
4. جهاز قياس الإحداثيات (CMM) وماسح الضوء الأبيض:
تتيح هذه التقنية الحصول على ردود فعل حلقة مغلقة بالحجم الكامل ومراقبة الأبعاد المستمرة لعملية قولبة الحقن، والتي يمكن تعديلها تلقائيًا.
علاوة على ذلك، فإنه يساهم أيضًا في التحقق من تشطيب سطح قولبة الحقن وفقًا للمعايير بدرجة عالية من الدقة ، وبالتالي ضمان أقصى درجات التفاوت وأفضل جودة لسطح قولبة الحقن.
| عمود العملية | الدور الأساسي | البيانات الرئيسية | المقابلة تحسين التسامح | السيناريوهات القابلة للتطبيق |
| تحليل تدفق القالب | يتنبأ بالانكماش والاعوجاج | خطأ التنبؤ بصفحة الاعوجاج ≥5% | تحسنت دقة التسامح بنسبة 30٪ | أجزاء هندسية معقدة |
| التبريد المطابق | يقلل من تشوه الإجهاد الحراري | تم تقليل وقت التبريد بنسبة 56% | تحسن التسطيح بنسبة 60% | أجزاء ذات جدران رقيقة ومساحة كبيرة |
| مراقبة ضغط التجويف في الوقت الحقيقي | يستقر ضغط الحقن | تقلب الضغط ±0.08 بار | تم تقليل تقلب الأبعاد بنسبة 40% | الأجزاء الدقيقة المنتجة بكميات كبيرة |
| التفتيش بالحجم الكامل | تعديل ردود الفعل في الوقت الحقيقي | دقة الفحص ±1.5 ميكرومتر | تحسن استقرار التسامح بنسبة 50٪ | طبي، قطع غيار السيارات الراقية |
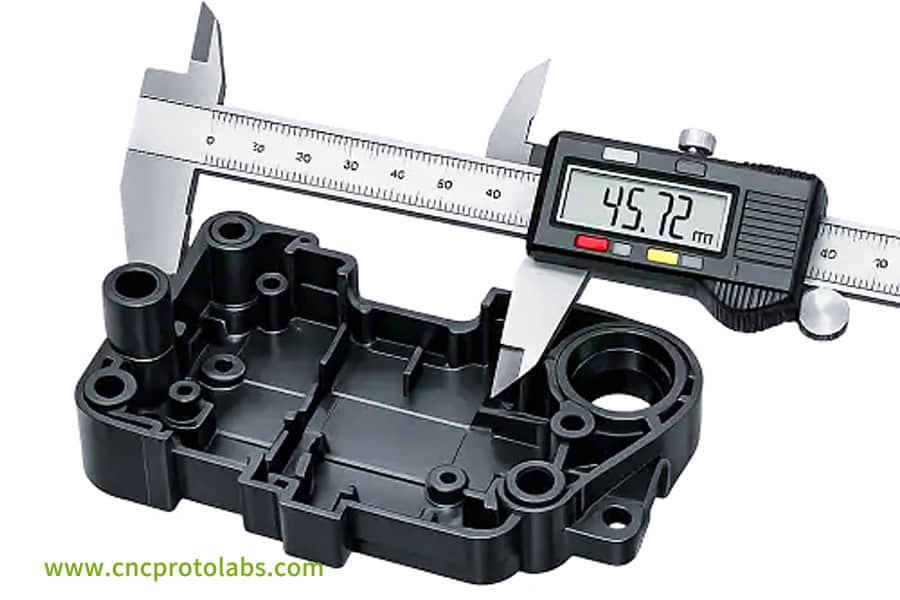
الشكل 1: يقوم الفرجار الرقمي CNC بقياس أبعاد الجزء الأسود المصبوب بالحقن ذو البنية المعقدة، مما يعرض قراءة دقيقة على شاشته.
ما هو القولبة بالحقن الدقيق ولماذا تحدد تكاليف التجميع؟
أحد الأشياء الأولية التي يستفسر عنها الناس بعد إدراك المفهوم الكامن وراء تفاوتات قولبة الحقن عالية الدقة، هو "ما هو قولبة الحقن الدقيقة؟" إنها عملية قولبة تقيد اختلافات أبعاد المكونات ببضعة ميكرونات.
من خلال إزالة الفحص اليدوي، وتقليل الخردة وتحقيق التجميع الآلي، فإنه يؤثر بشكل غير مباشر وبشكل كبير على تكلفة التصنيع الإجمالية.
الخصائص التقنية الأساسية لقولبة الحقن الدقيقة
تنعكس الخصائص الأساسية للقولبة بالحقن الدقيق في عملية التحكم الدقيقة التي يتم إجراؤها:
- لقد حل التحكم في منحنى ضغط التجويف محل طرق التشغيل/الإيقاف التقليدية ، مما يؤدي إلى تعبئة أكثر اتساقًا بالذوبان.
- تقتصر تغيرات درجة حرارة القالب على ±2 درجة مئوية، مما يساعد على بقاء تفاوتات صب الحقن ثابتة.
- يتم استخدام مستويات مختلفة من منحنيات ضغط الحقن للتعامل مع الأشكال المعقدة، من ناحية، ومن ناحية أخرى، للحصول على أفضل تشطيب ممكن لسطح القولبة بالحقن وبالتالي تجنب عيوب السطح التي تؤثر على ملاءمة التجميع.
العامل غير المرئي الذي يؤدي إلى ارتفاع تكاليف التجميع: تقلبات الأبعاد
أجزاء مصبوبة بالحقن من النوع التقليدي الذي يتوافق مع التفاوتات المسموح بها ±0.1 مم يجب تعديلها يدويًا إلى حد كبير وتتطلب أيضًا فحصًا، الأمر الذي لا يضيف التكلفة فحسب، بل يضر أيضًا بالكفاءة.
من ناحية أخرى، يقلل القولبة بالحقن الدقيق من تفاوت الميزة إلى ±0.02 مم، وبالتالي يسهل التجميع الآلي الآلي. لتقليل تقلب الأبعاد بمقدار 0.01 مم، من المحتمل أن يتم تقليل وقت دورة خط التجميع بمقدار 2-3 ثوانٍ.
| نوع العملية | نطاق التسامح | طريقة التجميع | نسبة تكلفة العمالة | وقت دورة التجميع | تكلفة تجميع الوحدة |
| صب الحقن التقليدي | ± 0.1 ملم | الفحص اليدوي + التركيب | 40% | 15 ثانية/قطعة | 0.8 دولار |
| صب الحقن الدقيق | ± 0.02 مم | التجميع الآلي | 5% | 6 ثانية/قطعة | 0.3 دولار |
| صب حقن عالي الدقة | ± 0.005 مم | التجميع الآلي عالي السرعة | 2% | 4 ثانية/قطعة | 0.25 دولار |
| قالب حقن تقليدي + تركيب يدوي | ± 0.05 ملم | يدوي + نصف اوتوماتيك | 25% | 10 ثانية/قطعة | 0.5 دولار |
ما العمود الموجود في الجدول الذي تتطابق معه طريقة تجميع منتجك ومتطلبات التسامح؟ قم بإرسال الرسومات للحصول على تحليل اختيار العملية مجانًا وتقارير حساب التوفير المحتمل في التكاليف.
كيفية حل مشكلة التسامح مع مستوى الميكرومتر في حقن صب الأجزاء الكبيرة؟
التحدي الرئيسي للتحكم في التسامح في صب الحقن للأجزاء الكبيرة هو الانكماش غير المتساوي للأجزاء. ومع ذلك، يمكننا التحكم في التسامح إلى مستوى ميكرون بشكل فعال من خلال التخطيط السليم للعملية.
استراتيجيات التحكم في الانكماش للأجزاء الكبيرة
نقوم بتنفيذ ثلاث طرق للتحكم في الانكماش، والتي يمكنها أيضًا ضمان تحقيق تفاوتات قولبة الحقن:
- من خلال التحكم المستقل في درجة الحرارة، نقوم بضبط الانكماش وعدم التجانس بسبب اختلاف سمك الجدار.
- باستخدام قولبة الحقن ذات الضغط المنخفض، فإننا ننتج ضغطًا داخليًا أقل وبالتالي تشوهًا.
- استنادًا إلى تحليل CAE، يتنبأ تصميم تعويض التشوه العكسي بالتشوه ويصحح القالب بشكل عكسي. ونتيجة لذلك، يتم تقليل صفحة الاعوجاج بنسبة 82%.
تطبيق التبريد المطابق في القوالب الكبيرة
يعد التبريد المطابق طريقة فعالة جدًا لمعالجة مشاكل التسامح صب حقن أجزاء كبيرة .
مع قنوات التبريد المطابقة المطبوعة ثلاثية الأبعاد، يتم تعزيز توحيد درجة حرارة القالب بنسبة 40%، وتقصير فترة التبريد بنسبة 56%، وتقليل تكلفة الوحدة بمقدار 0.01 دولار، وتحسين تسطيح الأجزاء الكبيرة من ±0.15 مم إلى ±0.03 مم، وبالتالي تلبية متطلبات صب الحقن عالي الدقة.
لماذا لا تستطيع التفاوتات المسموح بها في قوالب الحقن القياسية وحدها تلبية متطلبات التجميع المعقد؟
يتساءل العديد من العملاء عن سبب عدم كفاية تحمل قالب الحقن القياسي لمتطلبات التجميع المعقدة. السبب الرئيسي هو أنه لا يمكن ضمان سوى اختلاف قياس واحد يبلغ 0.1 مم، في حين أن التفاوتات الهندسية الموضعية والتسطيحية اللازمة في التجميعات المعقدة ليست جزءًا من المعايير العامة.
الفرق الرئيسي بين التحمل العام والهندسي
هناك تفاوت أساسي في تفاوتات صب الحقن القياسية والتفاوتات الهندسية: فالأولى تقيد بُعدًا واحدًا فقط وتتجاهل العلاقات المكانية بين الميزات.
إن الدقة الموضعية التي تبلغ ± 0.02 مم والتسطيح 5 ميكرومتر المطلوبة للتركيبات والختم متعدد التجاويف تقع خارج الحدود المقررة ويجب الحصول عليها عن طريق القولبة بالحقن الدقيق.
العيوب الثلاثة الرئيسية للتجمعات المعقدة
- التفاوتات التراكمية: تؤدي إضافة اختلافات الأبعاد من أجزاء متعددة إلى تداخل التجميع، وهي المشكلة الأساسية في تفاوتات قولبة الحقن القياسية.
- Warpage: المعايير العامة لا تنظم التشوه العام للأجزاء. حقيقة أن بُعدًا واحدًا يتوافق مع المعيار لن يمنع تكوين فجوات تجميع غير منتظمة ، وبالتالي يؤثر على دقة الختم.
- نتوءات وفلاش: لا يزال الحصول على جزء نظيف يمثل تحديًا في قوالب الحقن القياسية. تؤثر هذه العيوب على ملاءمة التجميع وتزيد من تكاليف الإصلاح اليدوي.
صراع مع عدم القدرة التحمل القياسية لقولبة الحقن لتلبية احتياجات الجمعيات المعقدة؟ حدد موعدًا لاستشارة فردية مع أحد المهندسين للحصول على حل قولبة حقن دقيق مخصص.
كيفية حل مشاكل الانكماش والاعوجاج من خلال التحكم في العمليات تحت تفاوتات مستوى الميكرومتر؟
يعد التحكم في الانكماش وتشوه الأجزاء من المشكلات الرئيسية في صب الحقن الدقيق الذي يسمح للمرء بتحقيق تفاوتات مستوى الميكرون. من خلال النهج العلمي لتحسين العملية، يمكن تقليل حجم صفحة التزييف من 1.85 مم إلى ±0.30 مم، أي تخفيض بنسبة 82%.
تعويض الانكماش الدقيق
يؤثر الانكماش المختلف للمواد على تفاوتات صب الحقن. على سبيل المثال، PBT-GF30 يتراوح معدل انكماشه من 0.2% إلى 0.8%، بينما PP يتراوح من 1.5% إلى 2.5%.
نحن نستخدم تحليل تدفق القالب للتنبؤ بالانكماش وتوسيع تجويف القالب بمقدار 1.003-1.025 مرة كإجراء تعويضي. يؤدي العمل بالمواد المقواة بالألياف الزجاجية إلى تقليل الانكماش بنسبة 50%-80% في الاتجاه الطولي.
تدخل من ثلاثة مستويات للتحكم في صفحة الحرب
- التدخل الأولي: تحسين درجة حرارة الذوبان، ودرجة حرارة العفن، ووقت التبريد لتحقيق انخفاض بنسبة 3.25%-15% في الاعوجاج وهو الأسلوب الأساسي للتحكم.
- التدخل الثانوي: توازن حراري أفضل للقالب من خلال الحفاظ على فرق درجة الحرارة ضمن ±5 درجة مئوية لتقليل الالتواء الناجم عن الإجهاد الحراري وتحقيق الاستقرار في تفاوتات قولبة الحقن.
- التدخل الثالثي: تصميم تعويض التشوه العكسي أو الخلفي. يستلزم هذا الأسلوب التنبؤ بالتشوه عن طريق تحليل تدفق القالب ومن ثم إجراء تصحيح عكسي للقالب . ونتيجة لذلك، يمكن الحفاظ على التشوه المتبقي ضمن ±0.05 مم وذلك لتلبية متطلبات صب الحقن عالية الدقة.
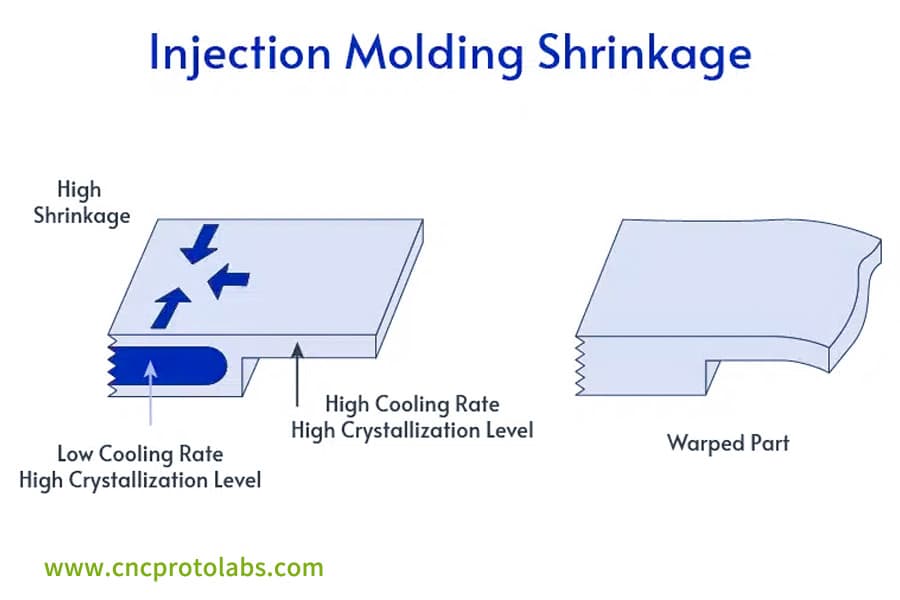
الشكل 2: رسم بياني يوضح أسباب انكماش وتزييف قالب الحقن، ويظهر الجزء المشوه ويضع العلامات على العوامل المساهمة.
كيف يمكن تحويل تفاوت الميكرومتر مباشرة إلى أرقام محددة لتقليل تكاليف التجميع؟
يشعر العديد من العملاء بالقلق بشأن تأثير تكلفة تحمل الميكرون. في الواقع، يمكنه التحكم في استواء أسطح الختم في حدود 5 ميكرومتر، مما يسمح بالتجميع الآلي، ويزيل الحاجة إلى عمليات الفحص المؤقتة، ويزيد من معدل الإنتاج من 80% إلى أكثر من 99%، ويقلل إجمالي تكاليف التصنيع بأكثر من 30%.
مقارنة تكلفة رقائق ميكروفلويديك الطبية
اعتبر أ شريحة ميكروفلويديك طبية على سبيل المثال، حيث تتطلب الطرق التقليدية فحصًا يدويًا بنسبة 100% بسبب التقلبات الكبيرة في الأبعاد، والتي تسبب تسربًا ومعدل خردة بنسبة 20% ، وبالتالي تكون التكلفة مرتفعة.
بعد استخدام قالب الحقن الدقيق، يكون التسطيح أقل من أو يساوي 5 ميكرومتر، مما يدعم التجميع الآلي، ويلغي عمليات الفحص، وتكاليف التصنيع الإجمالية أقل بأكثر من 30%.
الحساب الكمي للتوفير في التكاليف
- تخلص من الفحص اليدوي: وفر 2-3 مفتشي جودة لكل خط تجميع. توفير تكاليف العمالة السنوية: 60,000 دولار - 90,000 دولار.
- انخفاض معدل الخردة: من 20% إلى 1%، وبذلك يكون توفير تكاليف المواد 19.000 وحدة لكل مليون وحدة، أي حوالي 9.500 دولار.
- تسريع سرعة التجميع: تقليل وقت الدورة من 15 ثانية إلى 6 ثوانٍ، وزيادة كفاءة التجميع بنسبة 60%، مما يجعل تكاليف الوحدة في المتناول.
هل تريد حساب التوفير في تكلفة منتجك بدقة بعد اعتماد القولبة بالحقن الدقيقة؟ احصل على ورقة حساب التكلفة مجانًا، وأدخل مخرجات منتجك وتكاليف المواد والمعلمات الأخرى للحصول على تقدير سريع.
كيف يمكن التحقق مما إذا كان المورد لديه القدرة الحقيقية على صب الحقن عالي الدقة؟
من المحتمل أن يؤدي اختيار مورد قوالب حقن عالية الدقة إلى التحقق من قدرات الاختبار والتحكم في العمليات ودراسات حالة المشروع.
تسمح هذه الأشياء بإجراء تقييم شامل ودقيق لنقاط قوتها الحقيقية. كما تساعد هذه الأنشطة الشخص على تجنب المفاجأة بوجود فجوة كبيرة بين ما يتم الإعلان عنه وما هو موجود بالفعل.
الضرورات المطلقة لاختبار القدرات
يجب أن يكون لدى موردي قوالب الحقن عالية الدقة معدات اختبار عالية الدقة. إنها قادرة على تحقيق دقة CMM تبلغ ±1.5 ميكرومتر، ويمكن استخدام الماسح الضوئي للضوء الأبيض للتحقق من تفاوتات الأبعاد وتشطيب سطح القولبة بالحقن في نفس الوقت.
بالإضافة إلى ذلك، يجب عليهم تقديم تقارير FAI وبيانات قدرة المعالجة باستخدام CPK≥1.33 لإثبات أنه يمكن الحفاظ على التسامح وجودة السطح باستمرار.
القدرات الناعمة للتحكم في العمليات
- لديك القدرة على تحليل تدفق القالب وخبرة في استخدام Mouldflow/Moldex3D لتحسين العملية. هذا هو الشرط الرئيسي لقولبة الحقن الدقيقة.
- قم بإجراء مراقبة ضغط التجويف في الوقت الفعلي ويتم ضبط الحقن بشكل متكيف مع اختلافات الضغط بحيث يمكن الحفاظ على تفاوتات صب الحقن بشكل ثابت.
- أن تكون معتمدة على واحد على الأقل من المعايير التالية : ISO 13485 (طبي) أو IATF 16949 (السيارات) لإثبات امتثال عمليات الإنتاج لمعايير الصناعة المتطورة.
ثلاث نقاط رئيسية لتدقيق الموردين
يتطلب تدقيق الموردين التركيز على ثلاثة جوانب: إجراء دراسات حالة مماثلة لمشروع التسامح للتحقق من الخبرة العملية، والتحقق من بيانات التشغيل لنظام التحكم في درجة حرارة القالب، والتأكد من وجود نظام قوي لتتبع مجموعة المواد لضمان اتساق الجودة.
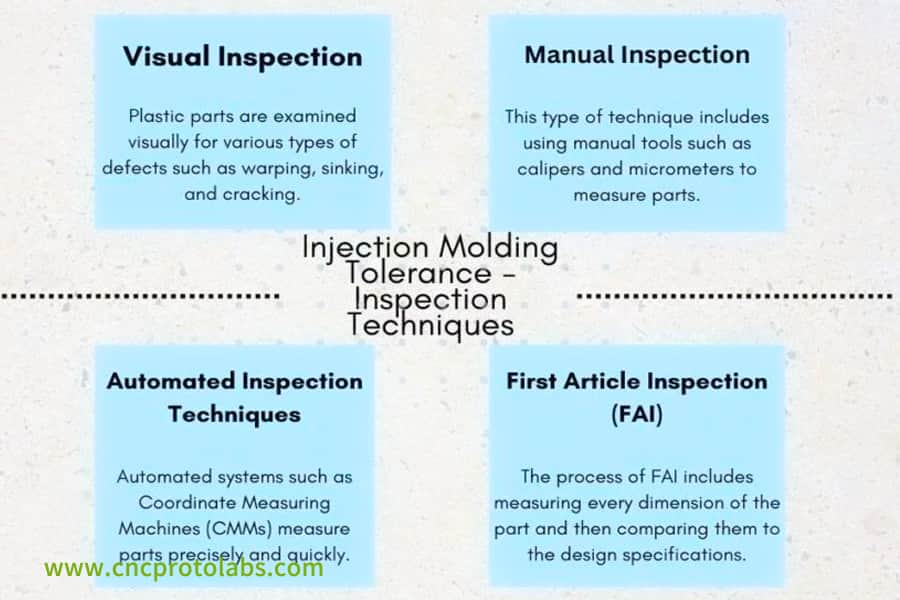
الشكل 3: رسم بياني يقارن الطرق المختلفة لفحص جودة الأجزاء المصبوبة بالحقن.
دراسة حالة لدقة JS: يتراوح تسطيح سطح الختم لرقائق الموائع الدقيقة من ± 0.1 مم إلى 5 ميكرومتر
ينبغي وضع النظرية موضع التنفيذ. لذلك، نقدم دراسة حالة توضح كيفية استخدام قولبة الحقن عالية الدقة لحل نقاط الألم الخاصة بتجميع العميل في رقائق الموائع الدقيقة بالإضافة إلى تقليل التكلفة وتحسين الكفاءة.
التحديات:
يبلغ حجم سطح ختم رقاقة الموائع الدقيقة لشركة الأجهزة الطبية 12 مم × 8 مم فقط ويجب أن يكون التسطيح ≥5 ميكرومتر. التسطيح الذي تم تحقيقه بواسطة قولبة الحقن التقليدية هو ±0.1 مم، مما يؤدي إلى معدل تسرب وخردة بنسبة 20%، وخسارة سنوية تزيد عن 100,000 دولار.
من الصعب التحكم في الانكماش والالتواء لمواد PBT-GF30، كما أن تفاوتات صب الحقن القياسية لا يمكنها تلبية المتطلبات.
حل:
كان ردنا على نقاط الألم لدى العميل هو تخطيط عملية صب حقن مخصصة بدقة عالية جدًا. تشمل الإجراءات:
1. لتحقيق خطأ بنسبة 5%، استخدم برنامج تحليل تدفق قوالب العفن لتوقع انكماش المواد والتواءها.
يساعد التكامل مع هيكل الجزء في تحديد أفضل موضع للبوابة، والتحكم في اختلافات الأبعاد إلى ±0. 01 ملم من المصدر وهذا بمثابة أساس للتحكم اللاحق في التسامح.
2. بالنسبة لتجويف القالب، اقترح تحليل تدفق القالب مجموعة مسبقة من الالتواء العكسي بقطر 0.08 مم.
تم إجراء ثلاث تكرارات باستخدام مولدكس3D: كان التعويض الأول 0.05 مم، وكان التشوه المتبقي المُقاس 0.03 مم، وكان التعويض الثاني 0.10 مم، وحدث التعويض الزائد.
أخيرًا، قفل 0.08 مم لضمان أن الارتداد الطبيعي للأجزاء بعد التشكيل يقع تمامًا في مركز منطقة التسامح البالغة ± 0.05 مم.
3. إدراج الفولاذ المقاوم للصدأ تكنولوجيا الطباعة ثلاثية الأبعاد تم استخدامه لتصنيع قنوات التبريد المطابقة.
لقد تم تصميمها وفقًا لشكل التجويف وكان التحكم في فرق درجة الحرارة صارمًا للغاية بحيث كان فرق درجة الحرارة في مناطق مختلفة من التجويف محدودًا بـ ±2 درجة مئوية. ولم يؤدي هذا إلى تقليل تأثيرات انحراف البعد للإجهاد الحراري فحسب، بل أدى أيضًا إلى زيادة كفاءة التبريد بنسبة 56% وبالتالي ضمان استقرار التسامح.
4. لقد قمنا بالتحكم في اختلافات الضغط ضمن ±0. 5% من خلال استخدام نظام مراقبة ضغط التجويف في الوقت الفعلي، وهو ما لا يمنحنا بيانات ضغط فورية فحسب، بل يسمح لنا أيضًا بإجراء تعديلات تكيفية تقضي على انحرافات الأبعاد بسبب الحشو غير المتساوي المنصهر وتضمن أبعادًا متسقة للأجزاء.
النتائج النهائية
من خلال الحلول المذكورة أعلاه، تم التحكم بشكل ثابت في تسطيح سطح الختم لشريحة الموائع الدقيقة الخاصة بالعميل في حدود 5 ميكرومتر، مما أدى إلى انخفاض معدل عيوب التسرب من 20% إلى 0.5% ، مما أدى إلى توفير سنوي قدره 95000 دولار بسبب انخفاض عدد الأجزاء الخردة
وفي الوقت نفسه، تمكنا من إزالة 100% من عملية الفحص البصري المتوسط، مما سمح لنا بتسريح اثنين من مفتشي الجودة لكل خط تجميع وتوفير 60,000 دولار من تكاليف العمالة سنويًا.
علاوة على ذلك، فقد جعلنا التجميع الآلي عالي السرعة ممكنًا، مما يجعل التجميع أسرع بنسبة 60% ويقلل إجمالي تكاليف التصنيع بنسبة 35%. بالإضافة إلى ذلك، أصبح عملاؤنا أيضًا شركاء لنا على المدى الطويل.
هل لديك حاجة واضحة لقولبة الحقن عالية الدقة؟ أرسل رسوماتك ثلاثية الأبعاد، وسنقوم بتخصيص حل لك وتقديم عرض أسعار سريع ودقيق لتسهيل التنفيذ الفعال.
الشكل 4: ركيزة رقاقة موائع جزيئية شفافة مصنعة بدقة مع شبكة معقدة من القنوات.
الأسئلة الشائعة
س1. ما هو الحد الأدنى من التسامح الذي يمكن تحقيقه من خلال صب الحقن الدقيق؟
يمكن لقولبة الحقن الدقيقة من الدرجة الصناعية أن تنخفض فقط إلى ±0.005 مم. يمكن للإنتاج الضخم القياسي أن ينتج بشكل موثوق وثابت ±0.02 مم، وهو ما يكفي لاحتياجات التجميع لمعظم المنتجات المتطورة.
س2. ما هي المراجع القياسية لتحمل صب الحقن؟
أحدث المعايير الدولية لتفاوتات القولبة بالحقن للأجزاء المصبوبة بالحقن البلاستيكية هي ISO 20457:2018 والتي حلت محل المعيار DIN 16901 القديم. ونحن نتبع هذا المعيار طوال العملية برمتها.
س3. كيف يمكنني تحديد ما إذا كان الجزء الخاص بي يتطلب قولبة حقن عالية الدقة؟
إذا كان تجميع الأجزاء يتضمن التشغيل الآلي، والختم، وما إلى ذلك، وكانت فجوة التجميع أقل من 0.05 مم، فعندئذ تكون هناك حاجة إلى قولبة حقن عالية الدقة لضمان جودة التجميع.
س 4. كيف يتم ضمان التفاوتات المسموح بها لأجزاء كبيرة من قوالب الحقن؟
باستخدام التحكم في درجة حرارة القالب المقسم، والتبريد المطابق، وتصميم تعويض التشوه ، يمكن تثبيت تحمل الأجزاء الكبيرة من قوالب الحقن من فئة 2 متر في حدود ±0.1 مم.
س5. لماذا تعتبر تفاوتات صب الحقن القياسية غير مناسبة للتجمعات المعقدة؟
تنظم تفاوتات قولبة الحقن القياسية بعدًا واحدًا فقط، وبالتالي لا يمكن الرجوع إلى التفاوتات الهندسية الأساسية بما في ذلك الدقة الموضعية والتسطيح الضروريين للتجمعات المعقدة.
س6. ما هي تكلفة صب الحقن الدقيق أكثر من صب الحقن العادي؟
إن قوالب القولبة بالحقن الدقيقة أغلى بنسبة 20%-50% من قوالب القولبة بالحقن العادية ولكن يمكن خفض سعر الوحدة بنسبة 10%-30% بسبب عدم وجود معالجة إضافية. لذلك فهو أكثر اقتصادا بالنسبة للمنتجات الجماعية على المدى الطويل.
س7. هل هناك أي متطلبات خاصة للمواد لقولبة الحقن الدقيقة؟
يستخدم صب الحقن الدقيق مواد مصممة خصيصًا تتميز بانخفاض الانكماش وقابلية التدفق العالية. بالإضافة إلى ذلك، يجب أن يتم اعتماد استقرار دفعة المواد حتى تتمكن من الحفاظ على أبعاد صب الحقن المستقرة.
س8. ما مدى تأثير التحكم في درجة حرارة العفن على التحمل؟
تغيرات درجة الحرارة في القالب بمقدار ±5°C يمكن أن تتسبب في تغير معدل انكماش المادة بمقدار ±00.05%، والذي بدوره يؤثر على أبعاد الأجزاء. نحن نحافظ على التحكم الصارم في درجة حرارة القالب ضمن ±2 درجة مئوية.
س9. كم من الوقت يستغرق من التصميم إلى الإنتاج الضخم؟
يستغرق الأمر من 4 إلى 6 أسابيع لصنع القالب، وأسبوعين لعينة T1، و2-3 جولات من تحسين العملية. يستغرق الوقت الكامل من التصميم إلى الإنتاج الضخم ما يقرب من 8 إلى 10 أسابيع، وهو ما يفي بفعالية احتياجات الإنتاج الضخم .
ملخص
لا يقتصر استخدام القولبة بالحقن الدقيق على جعل الأشياء أكثر دقة فحسب، بل يتعلق أيضًا بتغيير طريقة التصنيع تمامًا.
إنه يتجاوز حدود التفاوتات المسموح بها في قوالب الحقن العادية، مما يؤدي إلى خفض التكاليف بأكثر من 30%، ومعدلات إنتاجية تزيد عن 99% للأجزاء المعقدة في مجالات مثل الطب والسيارات باستخدام التحكم في تحمل مستوى الميكرون.
اطلب منتجات دقيقة واحصل على دعم احترافي شامل من JS Precision. هل ترغب في التحقق مما إذا كان الجزء الخاص بك مرشحًا جيدًا لقولبة الحقن الدقيقة؟ أرسل لنا رسوماتك ثلاثية الأبعاد ، وسيقوم خبراؤنا بإجراء تحليل جدوى سوق دبي المالي وتزويدك بتقرير مقارنة التكاليف في غضون 24 ساعة.
دعنا نتعرف على مقدار التوفير الذي يمكننا تقديمه لك بنسبة "20%".

تنصل
محتويات هذه الصفحة هي لأغراض إعلامية فقط. خدمات JS الدقيقة ، لا توجد أي تعهدات أو ضمانات، صريحة أو ضمنية، فيما يتعلق بدقة أو اكتمال أو صحة المعلومات. لا ينبغي استنتاج أن المورد أو الشركة المصنعة التابعة لجهة خارجية ستوفر معلمات الأداء والتفاوتات الهندسية وخصائص التصميم المحددة وجودة المواد ونوعها أو التصنيع من خلال شبكة JS Precision Network. إنها مسؤولية المشتري تتطلب اقتباس أجزاء تحديد المتطلبات المحددة لهذه الأقسام. يرجى الاتصال بنا للحصول على مزيد من المعلومات .
فريق الدقة JS
JS Precision هي شركة رائدة في الصناعة ، التركيز على حلول التصنيع المخصصة. لدينا أكثر من 20 عامًا من الخبرة مع أكثر من 5000 عميل، ونركز على الدقة العالية التصنيع باستخدام الحاسب الآلي , تصنيع الصفائح المعدنية , الطباعة ثلاثية الأبعاد , صب الحقن , ختم المعادن، وغيرها من خدمات التصنيع وقفة واحدة.
تم تجهيز مصنعنا بأكثر من 100 مركز تصنيع خماسي المحاور متطور، حاصل على شهادة ISO 9001:2015. نحن نقدم حلول تصنيع سريعة وفعالة وعالية الجودة للعملاء في أكثر من 150 دولة حول العالم. سواء كان الإنتاج صغير الحجم أو التخصيص واسع النطاق، يمكننا تلبية احتياجاتك من خلال أسرع تسليم خلال 24 ساعة. يختار الدقة شبيبة وهذا يعني كفاءة الاختيار والجودة والكفاءة المهنية.
لمعرفة المزيد، قم بزيارة موقعنا: www.cncprotolabs.com
الموارد

