
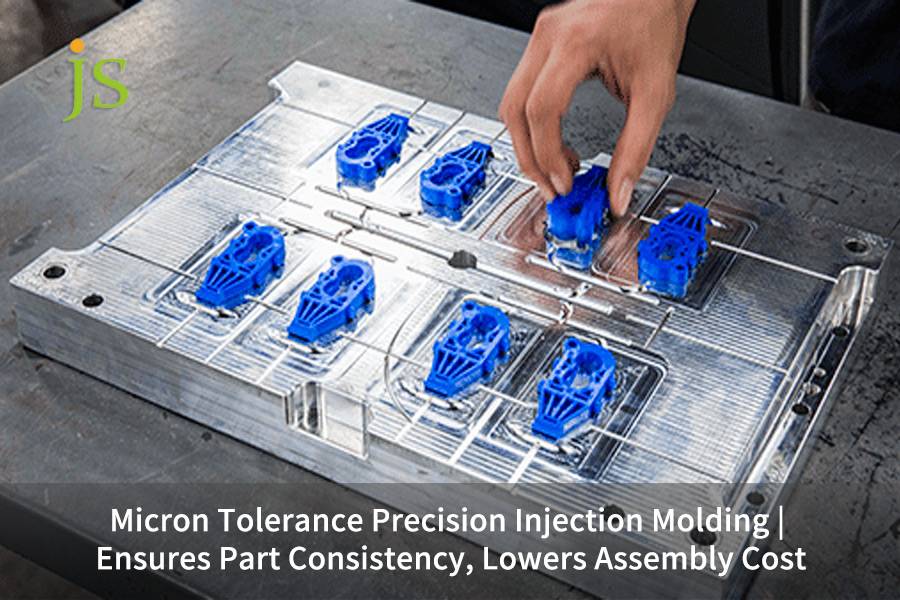
Moldeo por inyección de precisión Es una tecnología esencial para abordar los desafíos de ensamblaje de piezas complicadas. Por ejemplo, las líneas de ensamblaje de chips de microfluidos médicos enfrentan una tasa de desperdicio de fugas del 20 %, una inspección visual manual del 100 % y ajustes repetidos de superficies de sellado desiguales.
La causa fundamental de estos problemas es la misma: las tolerancias estándar del moldeo por inyección no pueden satisfacer los requisitos de ensamblajes complicados. Cada variación de 0,1 mm está reduciendo sus ganancias.
Resumen de respuestas principales
| Tecnología de procesos | Grado de precisión | Beneficios principales |
| Moldeo por inyección de precisión | Tolerancia de nivel de micras (±0, 005 mm - ±0, 02 mm). | Beneficios: Mejor consistencia de los componentes que permite el ensamblaje automatizado. |
| Moldeo por inyección de alta precisión | Control de planitud ≤5 µm. | Los resultados que proporcionaron tal calidad de planitud redujeron la tasa de fuga de la superficie de sellado del 20 % a menos del 1 % . |
| Métodos de control de procesos | Control de alabeo ≤±0. 05 mm. | Hace innecesarias la inspección intermedia y el control manual. |
| Rentabilidad general | Reducción del 10%-30% en el costo unitario. | Reducción de costes de fabricación superior al 30% en total. |
Conclusiones clave
- La tolerancia a nivel de micras elimina directamente el cribado manual , lo que permite el montaje automatizado.
- El control de planitud de 5 µm reduce la tasa de fuga de la superficie de sellado del 20 % a menos del 1 %.
- Moldeo por inyección de alta precisión controla la deformación a ±0,05 mm mediante análisis de flujo del molde y enfriamiento conforme
¿Por qué confiar en esta guía? La experiencia de JS Precision en moldeo por inyección de precisión
Especializado en moldeo por inyección de precisión, JS Precision es un fabricante profesional que abarca años de experiencia en la industria . Nuestra principal fortaleza está en nuestra capacidad de utilizar tecnología de moldeo por inyección de precisión en el propio proceso de moldeo por inyección de precisión.
Combinamos estrechamente la tecnología de moldeo con los desafíos de producción del mundo real, demostrando nuestras habilidades mediante estudios de casos del mundo real y datos precisos.
Hemos brindado un servicio premium a clientes en diversos sectores, como el médico, el automotriz y las comunicaciones ópticas. Hemos realizado con éxito más de 1000 proyectos de moldeo por inyección de precisión , entre ellos más de 200 relacionados con chips de microfluidos médicos.
Hemos ayudado a nuestros clientes a reducir las tasas de fugas y desechos de más del 20 % a menos del 1 % y a reducir los costos de fabricación en un promedio del 30 %.
Nuestra producción se lleva a cabo estrictamente de acuerdo con las Norma internacional ISO 20457:2018 , que es el estándar más reciente y autorizado para tolerancias en piezas moldeadas por inyección de plástico.
Además de eso, contamos con máquinas de medición de coordenadas (CMM) de alta precisión, escáneres de luz blanca y otros equipos de inspección, lo que nos ha permitido construir un completo sistema de control de procesos que puede lograr consistentemente un control de tolerancia a nivel de micras de ±0,005 mm a ±0,02 mm.
En un caso en el que nuestro cliente requería un componente automotriz de precisión, una de las técnicas dirigidas a controlar la planitud del componente a 5 µm fue el moldeo por inyección de alta precisión.
Como resultado, el cliente pudo resolver completamente el problema de interferencias en el montaje que le había estado molestando durante mucho tiempo y nos reconoció como un socio a largo plazo.
Todo nuestro equipo de ingeniería tiene más de 5 años de experiencia en moldeo por inyección de precisión. Esto nos permite ofrecer una amplia gama de servicios, desde el análisis del flujo del molde, el diseño del molde hasta la producción en masa y, además, podemos preparar los productos de acuerdo con las necesidades de diferentes industrias.
No importa si se trata del control de tolerancia de una pieza grande moldeada por inyección o de dificultades de sellado de componentes complejos, podemos encontrar soluciones personalizadas. Nuestro profundo conocimiento en el área valdría la pena desafiar cualquier duda de nuestros clientes.
¿Quiere obtener una comprensión preliminar de los estudios de casos de moldeo por inyección de precisión? Póngase en contacto con nuestros ingenieros para ver estudios de casos completos de proyectos de forma gratuita y experimente intuitivamente su valor real en la reducción de costos y la mejora de la eficiencia.
¿Cuál es la tolerancia estándar para el moldeo por inyección de alta precisión? ¿Cómo satisfacer?
Muchos clientes preguntan cuáles son las tolerancias habituales para el moldeo por inyección de alta precisión y cómo se consiguen.
La respuesta corta es que el rango de tolerancia normal es ±0. 02 mm a ±0,05 mm y, con requisitos especiales, puede ser tan ajustado como ±0. 005 mm. Estos son los cuatro principios fundamentales del proceso mediante los cuales podemos garantizar estas tolerancias.
Especificación de tolerancia ISO 20457:2018 para moldeo por inyección de precisión
ISO 20457:2018 es la norma internacional más reciente para tolerancias de moldeo por inyección de plásticos y reemplaza a la antigua norma DIN 16901. Clasifica las tolerancias en niveles generales, de precisión y de precisión ultra alta.
El moldeo por inyección de alta precisión se traduce en niveles IT10-IT12, y las cifras exactas se establecen según la contracción del material y la complejidad geométrica. Nuestras máquinas de calibración tienen una precisión de un orden de magnitud mejor que las tolerancias que se miden.
Cuatro pilares de soporte de procesos para tolerancias a nivel de micras
1.Software de análisis de flujo de moldes (Moldflow/Moldex3D):
Con estas soluciones, puede pronosticar con precisión cómo se encogerá y deformará su material, identificar las mejores posiciones de la puerta y establecer el tolerancias de moldeo por inyección con control total desde el punto de partida.
2. Diseño de canal de enfriamiento conformado:
Un cambio como este en el enfriamiento de sus piezas podría incluso conducir a una reducción del 56 % en el tiempo de enfriamiento y, al mismo tiempo, sus piezas sufrirían menos deformación por tensión térmica y mostrarían una mayor consistencia. Este método de diseño hace que su moldeo por inyección estándar de alta precisión sea estable y sencillo.
3.Sistema de monitoreo de presión de cavidad en tiempo real:
Al estar equipado con este sistema, podrá mantener las variaciones de presión en un nivel mínimo de 0, 08 bar, eliminar las desviaciones dimensionales y garantizar tolerancias estables en el moldeo por inyección.
4.Máquina de medición de coordenadas (CMM) y escáner de luz blanca:
Esta tecnología permite una retroalimentación de circuito cerrado de tamaño completo y un monitoreo dimensional continuo del proceso de moldeo por inyección, que se puede ajustar automáticamente.
Además, también contribuye a comprobar el acabado de la superficie del moldeo por inyección según los estándares con un alto grado de precisión , garantizando así las tolerancias más estrictas y la mejor calidad de la superficie para el moldeo por inyección.
| Pilar de proceso | Rol principal | Datos clave | Mejora de tolerancia correspondiente | Escenarios aplicables |
| Análisis de flujo de molde | Predice la contracción y la deformación | Error de predicción de deformación ≤5% | La precisión de la tolerancia mejoró en un 30% | Piezas geométricas complejas |
| Enfriamiento conformado | Reduce la deformación por tensión térmica. | El tiempo de enfriamiento se redujo en un 56% | La planitud mejoró en un 60% | Piezas de gran superficie y paredes delgadas |
| Monitoreo de la presión de la cavidad en tiempo real | Estabiliza la presión de inyección. | Fluctuación de presión ±0,08 bar | La fluctuación dimensional se redujo en un 40 %. | Piezas de precisión producidas en masa. |
| Inspección de tamaño completo | Ajuste de retroalimentación en tiempo real | Precisión de inspección ±1,5 µm | La estabilidad de la tolerancia mejoró en un 50% | Médico, piezas automotrices de alta gama |
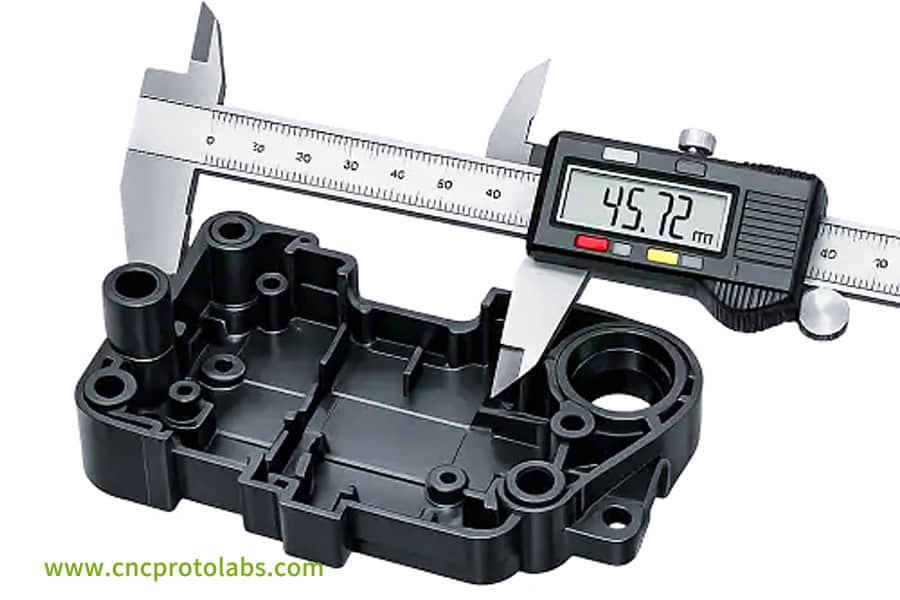
Figura 1: Un calibrador CNC digital mide la dimensión de una pieza moldeada por inyección negra con una estructura compleja y muestra una lectura de precisión en su pantalla.
¿Qué es el moldeo por inyección de precisión y por qué determina los costos de ensamblaje?
Una de las primeras cosas que la gente pregunta después de comprender el concepto detrás de las tolerancias del moldeo por inyección de alta precisión es: "¿Qué es el moldeo por inyección de precisión?" Es un proceso de moldeo que restringe las variaciones de las dimensiones de los componentes a unas pocas micras.
Mediante la eliminación del cribado manual, la reducción de desechos y el logro del ensamblaje automatizado, esto afecta indirecta y significativamente el costo general de fabricación posterior.
Características técnicas fundamentales del moldeo por inyección de precisión
Las características fundamentales del moldeo por inyección de precisión se reflejan en su proceso delicadamente controlado:
- El control de la curva de presión de la cavidad ha reemplazado los métodos convencionales de encendido/apagado , lo que lleva a un llenado de masa fundida más consistente.
- Los cambios de temperatura del molde se limitan a ±2 ℃, lo que ayuda a que las tolerancias del moldeo por inyección se mantengan consistentes.
- Se utilizan varios niveles de curvas de presión de inyección para tratar formas complicadas, por un lado, y por otro, para lograr el mejor acabado superficial posible del moldeo por inyección, evitando así defectos superficiales que influyan en el ajuste del ensamblaje.
Factor invisible que está aumentando los costes de montaje: fluctuaciones dimensionales
Piezas moldeadas por inyección del tipo tradicional que se ajusten a tolerancias de ±0,1 mm tendrán que ajustarse manualmente en gran medida y también requerirán un cribado, lo que no sólo añade costes sino que también compromete la eficiencia.
Por otro lado, el moldeo por inyección de precisión reduce la tolerancia de la característica a ±0,02 mm, lo que facilita el ensamblaje automatizado robótico. Para una disminución de 0,01 mm en la fluctuación dimensional, el tiempo del ciclo de la línea de montaje puede reducirse potencialmente entre 2 y 3 segundos.
| Tipo de proceso | Rango de tolerancia | Método de montaje | Porcentaje de costo laboral | Tiempo del ciclo de montaje | Costo unitario de montaje |
| Moldeo por inyección tradicional | ±0,1 mm | Cribado manual + Montaje | 40% | 15 segundos/pieza | $0.8 |
| Moldeo por inyección de precisión | ±0,02 mm | Montaje automatizado | 5% | 6 segundos/pieza | $0.3 |
| Moldeo por inyección de alta precisión | ±0,005 mm | Montaje automatizado de alta velocidad | 2% | 4 seg/pieza | $0.25 |
| Moldeo por inyección tradicional + montaje manual | ±0,05 mm | Manual + Semiautomático | 25% | 10 segundos/pieza | $0.5 |
¿Con qué columna de la tabla coinciden el método de ensamblaje y los requisitos de tolerancia de su producto? Envíe dibujos para obtener análisis de selección de procesos gratuitos e informes de cálculo de posibles ahorros de costos.
¿Cómo resolver el problema de la tolerancia al nivel micrométrico en el moldeo por inyección de piezas grandes?
El principal desafío del control de tolerancia en el moldeo por inyección de piezas grandes es la contracción desigual de las piezas. Sin embargo, podemos controlar la tolerancia a un nivel de micras de manera bastante efectiva mediante una planificación adecuada del proceso.
Estrategias de control de contracción para piezas grandes
Ejecutamos tres métodos de control de contracción, que también pueden garantizar que se alcancen las tolerancias del moldeo por inyección:
- A través del control de temperatura por zonas independiente, ajustamos la falta de uniformidad de la contracción debido a los diferentes espesores de pared.
- Al utilizar moldeo por inyección a baja presión, inducimos menos tensión interna y, en consecuencia, menos deformación.
- Basado en el análisis CAE, el diseño de compensación de deformación inversa predice la deformación y la inversión corrige el molde. Como resultado, la deformación se reduce en un 82%.
Aplicación del enfriamiento conformado en moldes grandes
El enfriamiento conformado es un método muy efectivo para abordar los problemas de tolerancia en moldeo por inyección de piezas grandes .
Con los canales de enfriamiento conformal impresos en 3D, la uniformidad de la temperatura del molde mejora en un 40 %, el período de enfriamiento se acorta en un 56 %, el costo unitario se reduce en $0,01 y la planitud de las piezas grandes mejora de ±0,15 mm a ±0,03 mm, satisfaciendo así los requisitos del moldeo por inyección de alta precisión.
¿Por qué las tolerancias estándar del moldeo por inyección no pueden cumplir por sí solas los requisitos de un ensamblaje complejo?
Muchos clientes preguntan por qué la tolerancia estándar del moldeo por inyección no puede ser suficiente para requisitos de ensamblaje complejos. La razón principal es que solo puede garantizar una única variación de medición de 0,1 mm, mientras que las tolerancias geométricas de posición y planitud necesarias en ensamblajes complejos no forman parte de los estándares generales.
La principal diferencia entre tolerancias generales y geométricas.
Las tolerancias estándar del moldeo por inyección y las tolerancias geométricas tienen una disparidad fundamental: las primeras solo restringen una dimensión e ignoran las relaciones espaciales entre las características.
La precisión posicional de ±0,02 mm y la planitud de 5 µm exigidas para ajustes y sellado de cavidades múltiples están fuera de los límites prescritos y deben obtenerse mediante moldeo por inyección de precisión.
Los tres principales defectos de los ensamblajes complejos
- Tolerancias acumulativas: la adición de variaciones dimensionales de múltiples piezas da como resultado interferencias en el ensamblaje, que es el problema principal con las tolerancias estándar del moldeo por inyección.
- Alabeo: Las normas generales no regulan la deformación general de las piezas. El hecho de que una única dimensión cumpla con la norma no impedirá la formación de espacios de montaje irregulares , afectando así a la precisión del sellado.
- Rebabas y rebabas: Obtener una pieza limpia sigue siendo un desafío en el moldeo por inyección estándar. Estos defectos comprometen el ajuste del conjunto y aumentan los costes de reparación manual.
Luchando contra la incapacidad de Tolerancias estándar de moldeo por inyección. para satisfacer las necesidades de ensamblajes complejos? Programe una consulta individual con un ingeniero para obtener una solución personalizada de moldeo por inyección de precisión.
¿Cómo resolver problemas de contracción y deformación mediante el control de procesos bajo tolerancias de nivel micrométrico?
El control de la contracción y la deformación de las piezas son los principales problemas en el moldeo por inyección de precisión que permiten alcanzar tolerancias a nivel de micras. Con un enfoque científico para la optimización del proceso, la deformación se puede reducir de 1,85 mm a ±0,30 mm, una reducción del 82 %.
Compensación de contracción precisa
La diferente contracción de los materiales afecta las tolerancias del moldeo por inyección. Por ejemplo, el PBT-GF30 varía en su tasa de contracción del 0,2% al 0,8%, mientras que el PP varía del 1,5% al 2,5%.
Utilizamos el análisis de flujo del molde para predecir la contracción y ampliamos la cavidad del molde entre 1,003 y 1,025 veces como medida de compensación. Trabajar con materiales reforzados con fibra de vidrio conduce a una reducción de la contracción del 50% al 80% en la dirección longitudinal.
Intervención de tres niveles para el control de deformaciones
- Intervención primaria: Mejorar la temperatura de fusión, la temperatura del molde y el tiempo de enfriamiento para lograr una disminución del 3,25% al 15% en la deformación, que es el método básico de control.
- Intervención secundaria: Mejor equilibrio térmico del molde manteniendo la diferencia de temperatura dentro de ±5 ℃ para reducir la deformación inducida por el estrés térmico y estabilizar las tolerancias del moldeo por inyección.
- Intervención Terciaria: Diseño de compensación de deformaciones inversas o hacia atrás. Este enfoque implica pronosticar la deformación mediante análisis de flujo del molde y, por lo tanto, realizar una corrección inversa del molde . Como resultado, la deformación residual se puede mantener dentro de ±0,05 mm para cumplir con los requisitos de moldeo por inyección de alta precisión.
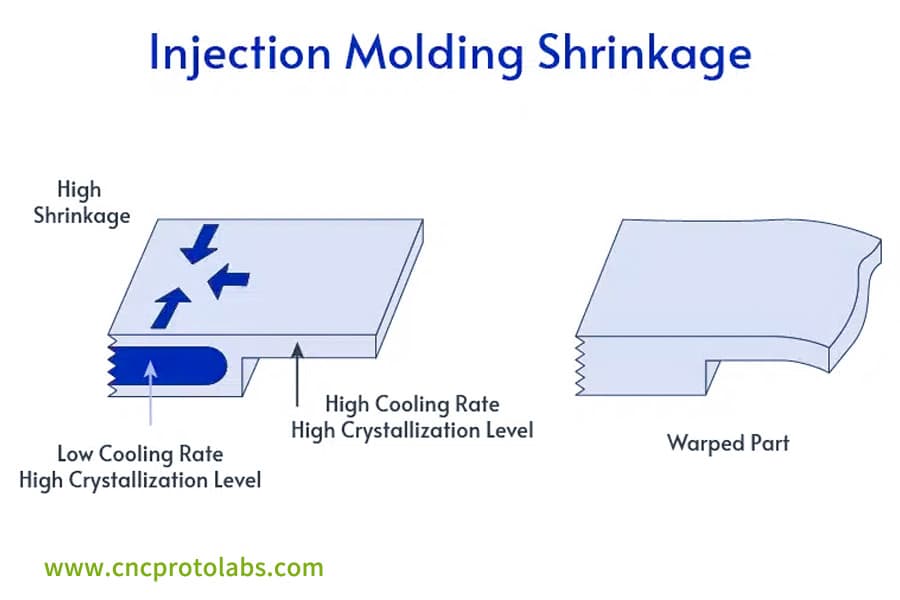
Figura 2: Una infografía que ilustra las causas de la contracción y deformación del moldeo por inyección, mostrando una pieza distorsionada y etiquetando los factores que contribuyen.
¿Cómo se puede convertir directamente la tolerancia micrométrica en números específicos para reducir los costos de ensamblaje?
Varios clientes se preocupan por el efecto económico de la tolerancia en micrones. De hecho, puede controlar la planitud de las superficies de sellado dentro de 5 µm, lo que permite el montaje automatizado, elimina la necesidad de inspecciones provisionales, aumenta la tasa de rendimiento del 80 % a más del 99 % y reduce los costos totales de fabricación en más del 30 %.
Comparación de costos de chips de microfluidos médicos
Considere un chip de microfluidos médico cliente, por ejemplo, donde los métodos tradicionales requieren un cribado 100% manual debido a importantes fluctuaciones dimensionales, que provocan una tasa de fugas y desechos del 20% y, en consecuencia, el costo es alto.
Después de utilizar el moldeo por inyección de precisión, la planitud es ≤5 µm, lo que admite el ensamblaje automatizado, elimina las inspecciones y los costos generales de fabricación se reducen en más de un 30 %.
Cálculo cuantitativo de ahorro de costes
- Deshágase del control manual: ahorre entre 2 y 3 inspectores de calidad por línea de montaje. Ahorro anual en costos laborales: $60 000-$90 000.
- Disminución de la tasa de desperdicio: Del 20% al 1%, por lo que el ahorro en costos de materiales es de 19.000 unidades por millón de unidades, alrededor de $9.500.
- Aceleración de la velocidad de ensamblaje: el tiempo de ciclo se reduce de 15 segundos a 6 segundos, la eficiencia de ensamblaje aumenta en un 60 %, lo que hace que los costos unitarios sean más asequibles.
¿Quiere calcular con precisión el ahorro de costos para su producto después de adoptar el moldeo por inyección de precisión? Obtenga una hoja de cálculo de costos gratuita, ingrese la producción de su producto, los costos de materiales y otros parámetros para obtener rápidamente una estimación.
¿Cómo verificar si el proveedor tiene la verdadera capacidad de moldeo por inyección de alta precisión?
Al elegir un proveedor de moldeo por inyección de alta precisión, probablemente tendrá que comprobar sus capacidades de prueba, control de procesos y estudios de casos de proyectos.
Estas cosas permiten una evaluación exhaustiva y precisa de sus puntos fuertes reales. Además, estas actividades ayudan a evitar la sorpresa de una enorme brecha entre lo que se anuncia y lo que realmente hay.
Necesidades absolutas de capacidades de prueba
Los proveedores de moldeo por inyección de alta precisión deben contar con equipos de prueba de alta precisión. Tienen una precisión de CMM de ±1,5 µm y el escáner de luz blanca se puede utilizar para verificar las tolerancias dimensionales y el acabado de la superficie del moldeo por inyección al mismo tiempo.
Además, deben ofrecer informes FAI y datos de capacidad de proceso con CPK≥1,33 para demostrar que la tolerancia y la calidad de la superficie se pueden mantener de manera consistente.
Capacidades blandas de control de procesos
- Tener la capacidad de analizar el flujo de moldes y tener experiencia en el uso de Moldflow/Moldex3D para la optimización de procesos. Este es el principal requisito para el moldeo por inyección de precisión.
- Realice un control de la presión de la cavidad en tiempo real y las inyecciones se ajusten de forma adaptativa a las variaciones de presión para que las tolerancias del moldeo por inyección se puedan mantener estables.
- Estar certificado según al menos uno de los siguientes estándares : ISO 13485 (médico) o IATF 16949 (automotriz) para demostrar el cumplimiento de los procesos de producción con los estándares más altos de la industria.
Tres puntos clave para la auditoría de proveedores
Auditar a los proveedores requiere concentrarse en tres aspectos: revisar estudios de casos de proyectos de tolerancia similares para verificar la experiencia práctica, verificar los datos de operación del sistema de control de temperatura del molde y asegurarse de que exista un sólido sistema de trazabilidad de lotes de materiales para garantizar la consistencia de la calidad.
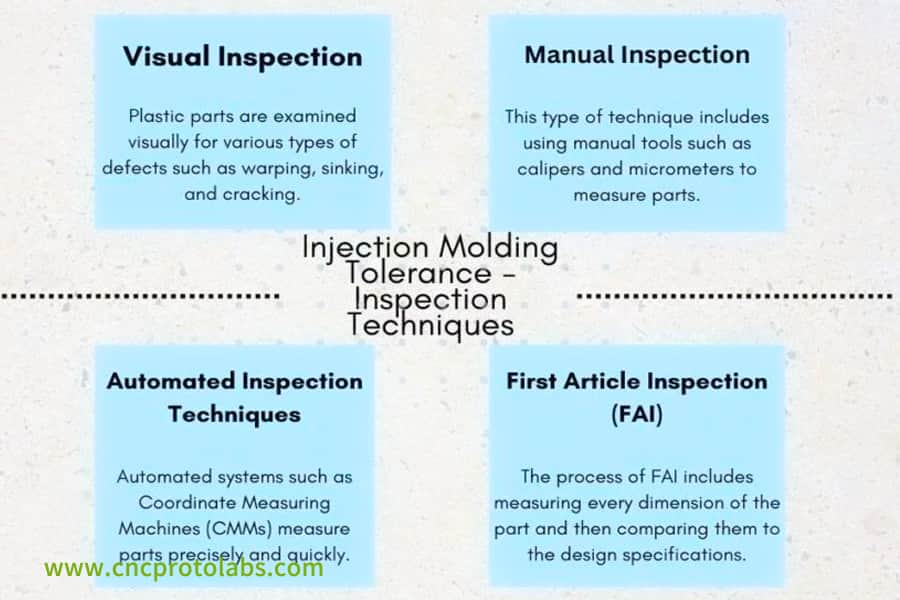
Figura 3: Infografía que compara diferentes métodos para inspeccionar la calidad de piezas moldeadas por inyección.
Estudio de caso de JS Precision: la planitud de la superficie de sellado de chips de microfluidos oscila entre ± 0,1 mm y 5 µm
La teoría debe ponerse en práctica. Por lo tanto, presentamos un estudio de caso que demuestra cómo se ha utilizado el moldeo por inyección de alta precisión para resolver los problemas de ensamblaje del cliente en chips de microfluidos, así como la reducción de costos y la mejora de la eficiencia.
Desafíos:
La superficie de sellado del chip de microfluidos de una empresa de dispositivos médicos es literalmente de solo 12 mm × 8 mm y la planitud debe ser ≤5 µm. La planicidad lograda mediante el moldeo por inyección tradicional es de ±0,1 mm, lo que genera una tasa de fugas y desechos del 20% y una pérdida anual de más de 100.000 dólares.
Es difícil controlar la contracción y la deformación del material PBT-GF30 y las tolerancias estándar del moldeo por inyección no pueden cumplir con los requisitos.
Solución:
Nuestra respuesta a los puntos débiles del cliente fue diseñar un proceso de moldeo por inyección personalizado con muy alta precisión. Las acciones comprenden:
1. Para lograr un error del 5 %, utilice el software de análisis de flujo de molde Moldflow para prever la contracción y deformación del material.
La integración con la estructura de la pieza ayuda a localizar la mejor posición de la puerta, controlando las variaciones de dimensiones a ±0. 01mm de la fuente y esto sirve de base para el posterior control de tolerancia.
2. Para la cavidad del molde, el análisis del flujo del molde sugirió un preajuste de deformación inversa de 0, 08 mm.
Se realizaron tres iteraciones utilizando Moldex3D: la primera compensación fue de 0,05 mm y la deformación residual medida fue de 0,03 mm, la segunda compensación fue de 0,10 mm y se produjo una sobrecompensación.
Finalmente, bloquee 0,08 mm para garantizar que el rebote natural de las piezas después del desmoldeo caiga exactamente en el centro de la zona de tolerancia de ± 0,05 mm.
3. Inserto de acero inoxidable tecnología de impresión 3D se utilizó para fabricar canales de enfriamiento conformes.
Fueron diseñados de acuerdo con el perfil de la cavidad y el control de la diferencia de temperatura fue tan estricto que la diferencia de temperatura en diferentes áreas de la cavidad se limitó a ±2 ℃. Esto no solo redujo los efectos de la desviación de dimensiones debido al estrés térmico, sino que también aumentó la eficiencia de enfriamiento en un 56%, garantizando así la estabilidad de la tolerancia.
4. Controlamos las variaciones de presión de mantenimiento dentro de ±0. 5% mediante el uso de un sistema de monitoreo de presión de cavidad en tiempo real que no solo nos brinda datos de presión inmediatos sino que también nos permite realizar ajustes adaptativos que eliminaron las desviaciones dimensionales debido al llenado desigual de la masa fundida y garantizaron dimensiones consistentes de las piezas.
Resultados finales
Con las soluciones mencionadas anteriormente, la planitud de la superficie de sellado del chip de microfluidos del cliente se controló constantemente dentro de 5 µm, lo que condujo a una disminución en la tasa de defectos por fugas del 20 % al 0,5 % , lo que resultó en un ahorro anual de $95 000 debido a la menor cantidad de piezas de desecho.
Al mismo tiempo, logramos eliminar por completo el 100 % del proceso de control visual intermedio, lo que nos permitió despedir a dos inspectores de calidad por línea de montaje y ahorrar $60 000 en costos laborales al año.
Además de eso, hicimos posible el ensamblaje automatizado de apilado de alta velocidad, haciendo que el ensamblaje sea un 60% más rápido y reduciendo los costos totales de fabricación en un 35%. Además de eso, nuestros clientes también se han convertido en nuestros socios a largo plazo.
¿Tiene una necesidad clara de moldeo por inyección de alta precisión? Envíe sus dibujos en 3D y personalizaremos una solución para usted y le proporcionaremos una cotización rápida y precisa para facilitar una implementación eficiente.
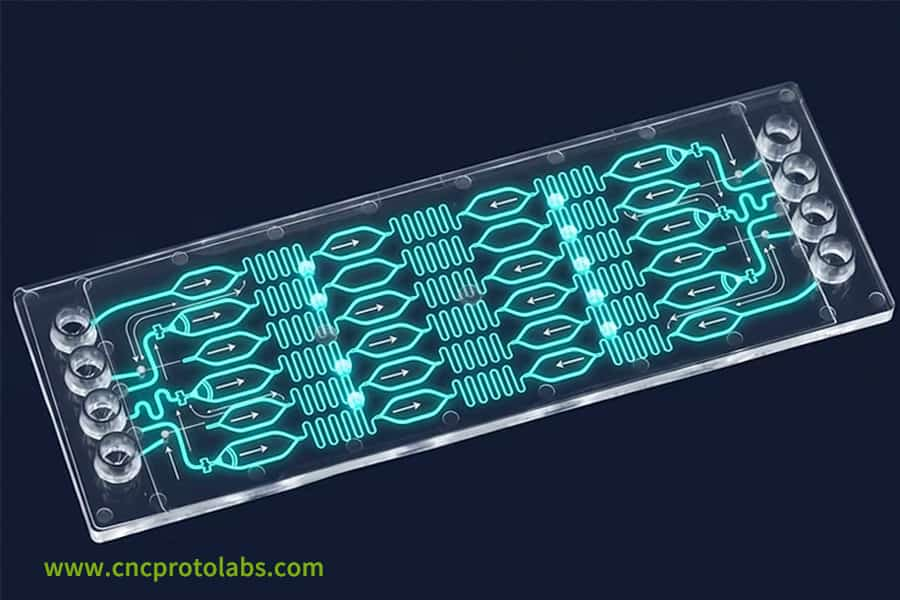
Figura 4: Un sustrato de chip de microfluidos transparente fabricado con precisión con una intrincada red de canales.
Preguntas frecuentes
P1. ¿Cuál es la tolerancia mínima que se puede lograr con el moldeo por inyección de precisión?
El moldeo por inyección de precisión de grado industrial solo puede bajar a ±0,005 mm. La producción en masa estándar puede producir de manera confiable y estable ±0,02 mm, lo que es suficiente para las necesidades de ensamblaje de la mayoría de los productos de alta gama.
P2. ¿Cuáles son las referencias estándar para las tolerancias del moldeo por inyección?
La norma internacional más reciente para tolerancias de moldeo por inyección de piezas moldeadas por inyección de plástico es la ISO 20457:2018 , que reemplazó a la antigua DIN 16901. Seguimos esta norma durante todo el proceso.
P3. ¿Cómo puedo determinar si mi pieza requiere moldeo por inyección de alta precisión?
Si el ensamblaje de piezas implica automatización, sellado, etc., y el espacio del ensamblaje es inferior a 0,05 mm, entonces se necesita moldeo por inyección de alta precisión para garantizar la calidad del ensamblaje.
P4. ¿Cómo se garantizan las tolerancias en el moldeo por inyección de piezas grandes?
Utilizando el control de temperatura del molde por zonas, el enfriamiento conforme y el diseño de compensación antideformación , se puede estabilizar la tolerancia de piezas grandes de moldeo por inyección de clase de 2 metros dentro de ±0,1 mm.
P5. ¿Por qué las tolerancias estándar del moldeo por inyección no son adecuadas para ensamblajes complejos?
Las tolerancias estándar del moldeo por inyección solo regulan una dimensión y, por lo tanto, no pueden hacer referencia a las tolerancias geométricas esenciales, incluidas la precisión posicional y la planitud, que son necesarias para ensamblajes complejos.
P6. ¿Cuánto cuesta el moldeo por inyección de precisión más que el moldeo por inyección ordinario?
Los moldes para moldeo por inyección de precisión son entre un 20% y un 50% más caros que los moldes de moldeo por inyección ordinarios; sin embargo, el precio unitario se puede reducir entre un 10% y un 30% debido a que no requieren procesamiento adicional. Por lo que es más económico para productos masivos a largo plazo.
P7. ¿Existen requisitos de materiales especiales para el moldeo por inyección de precisión?
El moldeo por inyección de precisión utiliza materiales especialmente diseñados que se caracterizan por una baja contracción y una alta fluidez. Además, se debe certificar la estabilidad del lote de material para poder mantener estables las dimensiones del moldeo por inyección.
P8. ¿En qué medida afecta el control de la temperatura del molde a las tolerancias?
Los cambios de temperatura en el molde de ±5 ℃ pueden provocar que la tasa de contracción del material cambie en un ±00,05 %, lo que a su vez afecta las dimensiones de las piezas. Mantenemos un control muy estricto de la temperatura del molde dentro de ±2 ℃.
P9. ¿Cuánto tiempo pasa desde el diseño hasta la producción en masa?
Se necesitan de 4 a 6 semanas para la fabricación del molde, 2 semanas para la muestra T1 y 2-3 rondas de optimización del proceso. El tiempo total desde el diseño hasta la producción en masa es de aproximadamente 8 a 10 semanas, cumpliendo efectivamente necesidades de producción en masa .
Resumen
El moldeo por inyección de precisión no se trata sólo de hacer las cosas más precisas, sino también de cambiar completamente la forma en que se realiza la fabricación.
Va más allá de los límites de las tolerancias normales del moldeo por inyección, lo que da como resultado reducciones de costos de más del 30 % y tasas de rendimiento de más del 99 % para piezas complicadas en áreas como la médica y la automotriz mediante el uso de un control de tolerancia a nivel de micras.
Solicite productos de precisión y reciba soporte profesional integral de JS Precision. ¿Le gustaría comprobar si su pieza es una buena candidata para el moldeo por inyección de precisión? Envíanos tus dibujos en 3D , y nuestros expertos llevarán a cabo un análisis de viabilidad de DFM y le proporcionarán un informe comparativo de costes en un plazo de 24 horas.
Averigüemos cuánto ahorro del "20%" podemos ofrecerle.

Descargo de responsabilidad
El contenido de esta página tiene únicamente fines informativos. Servicios de precisión JS No existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de JS Precision Network. Es responsabilidad del comprador Requerir cotización de piezas Identifique los requisitos específicos para estas secciones. Por favor contáctenos para más información .
Equipo de precisión JS
JS Precision es una empresa líder en la industria , centrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5000 clientes y nos centramos en la alta precisión. Mecanizado CNC , Fabricación de chapa , impresión 3D , moldeo por inyección , Estampado de metales, y otros servicios de fabricación integrales.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificados ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elegir Precisión JS esto significa eficiencia en la selección, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.cncprotolabs.com
Recurso

