
Moldagem por injeção de precisão é uma tecnologia essencial para enfrentar os desafios de montagem de peças complicadas. Por exemplo, linhas de montagem de chips microfluídicos médicos enfrentam uma taxa de vazamento de 20%, inspeção visual 100% manual e ajustes repetidos de superfícies de vedação irregulares.
A causa raiz desses problemas é a mesma: as tolerâncias padrão da moldagem por injeção não podem satisfazer os requisitos de montagens complicadas. Cada variação de 0,1 mm está prejudicando seus lucros.
Resumo da resposta principal
| Tecnologia de Processo | Grau de precisão | Benefícios principais |
| Moldagem por injeção de precisão | Tolerância de nível de mícron (±0,005 mm - ±0,02 mm). | Benefícios: Melhor consistência dos componentes que permite a montagem automatizada. |
| Moldagem por injeção de alta precisão | Controle de planicidade ≤5µm. | Os resultados que proporcionaram tal qualidade de planicidade reduziram a taxa de vazamento da superfície de vedação de 20% para menos de 1% . |
| Métodos de controle de processo | Controle de empenamento ≤±0. 05mm. | Isso torna desnecessária a inspeção intermediária e a triagem manual. |
| Eficácia geral de custos | Redução de 10% a 30% no custo unitário. | Redução de custos de fabricação em mais de 30% no total. |
Principais conclusões
- A tolerância ao nível de mícron elimina diretamente a triagem manual , permitindo a montagem automatizada
- O controle de planicidade de 5 µm reduz a taxa de vazamento da superfície de vedação de 20% para menos de 1%
- Moldagem por injeção de alta precisão controla o empenamento até ±0,05 mm por meio de análise de fluxo do molde e resfriamento conformal
Por que confiar neste guia? Experiência da JS Precision em moldagem por injeção de precisão
Especializada em moldagem por injeção de precisão, a JS Precision é um fabricante profissional que abrange anos de experiência no setor . Nosso principal ponto forte está em nossa capacidade de usar tecnologia de moldagem por injeção de precisão no próprio processo de moldagem por injeção de precisão.
Combinamos estreitamente a tecnologia de moldagem com os desafios de produção do mundo real, comprovando as nossas competências através de estudos de caso reais e dados precisos.
Fornecemos serviços premium a clientes em diversos setores, como médico, automotivo e comunicações ópticas. Realizamos com sucesso mais de 1.000 projetos de moldagem por injeção de precisão , entre eles mais de 200 chips microfluídicos médicos relacionados.
Ajudamos nossos clientes a diminuir as taxas de vazamento e refugo de mais de 20% para menos de 1% e a reduzir os custos de fabricação em uma média de 30%.
Nossa produção é realizada estritamente de acordo com as Norma internacional ISO 20457:2018 , que é o padrão mais recente e confiável para tolerâncias em peças moldadas por injeção de plástico.
Além disso, abrigamos máquinas de medição por coordenadas (CMMs) de alta precisão, scanners de luz branca e outros equipamentos de inspeção, o que nos permitiu construir um sistema de controle de processo completo que pode atingir consistentemente o controle de tolerância de nível de mícron de ±0,005 mm a ±0,02 mm.
Num caso em que o nosso cliente necessitava de um componente automóvel de precisão, uma das técnicas abordadas para controlar a planicidade do componente até 5 µm foi a moldagem por injeção de alta precisão.
Com isso, o cliente conseguiu resolver completamente o problema de interferência na montagem que o atrapalhava há muito tempo e nos reconheceu como um parceiro de longo prazo.
Toda a nossa equipe de engenharia tem mais de 5 anos de experiência em moldagem por injeção de precisão. Isto nos permite oferecer uma ampla gama de serviços desde a análise do fluxo do molde, projeto do molde até a produção em massa, e também podemos preparar os produtos de acordo com as necessidades das diferentes indústrias.
Não importa se se trata do controle de tolerância de uma grande peça moldada por injeção ou de dificuldades de vedação de componentes complexos, podemos encontrar soluções personalizadas. Nosso profundo conhecimento na área valeria a pena esclarecer qualquer dúvida de nossos clientes.
Quer obter uma compreensão preliminar dos estudos de caso de moldagem por injeção de precisão? Entre em contato com nossos engenheiros para visualizar gratuitamente estudos de caso completos do projeto e experimentar intuitivamente seu valor real em redução de custos e melhoria de eficiência.
Qual é a tolerância padrão para moldagem por injeção de alta precisão? Como satisfazer?
Muitos clientes perguntam quais são as tolerâncias usuais para moldagem por injeção de alta precisão e como elas são alcançadas.
A resposta curta é: a faixa de tolerância normal é ±0. 02 mm a ± 0,05 mm e, com requisitos especiais, pode ser tão apertado quanto ± 0,05 mm. 005 mm. Estes são os quatro princípios fundamentais do processo através do qual podemos garantir estas tolerâncias.
Especificação de tolerância ISO 20457:2018 para moldagem por injeção de precisão
ISO 20457:2018 é o padrão internacional mais recente para tolerâncias de moldagem por injeção para plásticos e substitui o antigo padrão DIN 16901. Ele classifica as tolerâncias em níveis gerais, de precisão e de ultra-alta precisão.
A moldagem por injeção de alta precisão se traduz nos níveis IT10-IT12, com os números exatos sendo definidos de acordo com a contração do material e a complexidade geométrica. Nossas máquinas de calibração têm uma precisão muito melhor do que as tolerâncias medidas.
Quatro pilares de suporte de processo para tolerâncias em nível de mícron
1.Software de análise de fluxo de molde (Moldflow/Moldex3D):
Com essas soluções, você pode prever com precisão como seu material irá encolher e deformar, identificar as melhores posições de entrada e definir o tolerâncias de moldagem por injeção com controle total desde o ponto de partida.
2. Projeto de canal de resfriamento conformal:
Uma mudança como essa no resfriamento de sua peça poderia até levar a uma redução de 56% no tempo de resfriamento e, ao mesmo tempo, suas peças sofreriam menos deformação por estresse térmico e apresentariam maior consistência. Este método de design torna sua moldagem por injeção padrão de alta precisão estável e fácil.
3.Sistema de monitoramento de pressão da cavidade em tempo real:
Estando equipado com este sistema, você será capaz de manter as variações de pressão em um nível mínimo de 0,08 bar, eliminar desvios dimensionais e garantir tolerâncias estáveis de moldagem por injeção.
4. Máquina de medição de coordenadas (CMM) e scanner de luz branca:
Esta tecnologia permite um feedback de circuito fechado em tamanho real e monitoramento dimensional contínuo do processo de moldagem por injeção, que pode ser ajustado automaticamente.
Além disso, também contribui para verificar o acabamento superficial da moldagem por injeção em relação aos padrões com um alto grau de precisão , garantindo assim as tolerâncias mais rigorosas e a melhor qualidade superficial para moldagem por injeção.
| Pilar de Processo | Função central | Dados principais | Melhoria de tolerância correspondente | Cenários Aplicáveis |
| Análise de Fluxo de Molde | Prevê encolhimento e empenamento | Erro de previsão de empenamento ≤5% | Precisão de tolerância melhorada em 30% | Peças geométricas complexas |
| Resfriamento conformado | Reduz a deformação por estresse térmico | Tempo de resfriamento reduzido em 56% | Planicidade melhorou em 60% | Peças de paredes finas e grandes áreas |
| Monitoramento da pressão cavitária em tempo real | Estabiliza a pressão de injeção | Flutuação de pressão ±0,08 bar | Flutuação dimensional reduzida em 40% | Peças de precisão produzidas em massa |
| Inspeção em tamanho real | Ajuste de feedback em tempo real | Precisão de inspeção ±1,5µm | Estabilidade de tolerância melhorada em 50% | Médico, peças automotivas de alto padrão |
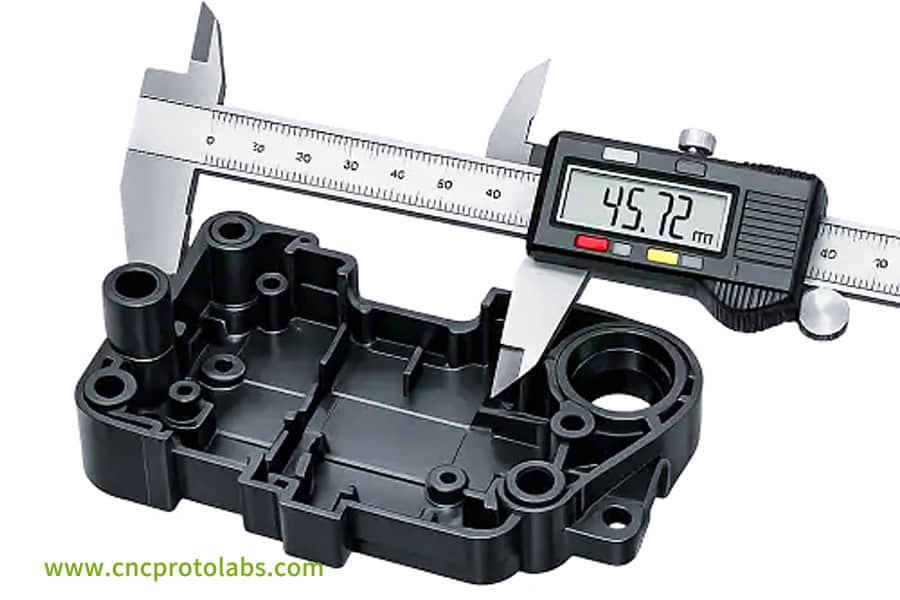
Figura 1: Um paquímetro digital CNC mede a dimensão de uma peça preta moldada por injeção com uma estrutura complexa, mostrando uma leitura precisa em seu display.
O que é moldagem por injeção de precisão e por que ela determina os custos de montagem?
Uma das primeiras coisas que as pessoas perguntam depois de perceberem o conceito por trás das tolerâncias de moldagem por injeção de alta precisão é: "O que é moldagem por injeção de precisão?" É um processo de moldagem que restringe as variações das dimensões dos componentes a alguns mícrons.
Através da remoção da triagem manual, da redução de refugos e da obtenção de montagem automatizada, isso afeta indireta e significativamente o custo geral de fabricação a jusante.
Características Técnicas Fundamentais da Moldagem por Injeção de Precisão
As características fundamentais da moldagem por injeção de precisão refletem-se no seu processo delicadamente controlado:
- O controle da curva de pressão da cavidade substituiu os métodos liga/desliga convencionais , levando a um enchimento de fusão mais consistente.
- As mudanças de temperatura do molde são limitadas a ±2°C, o que ajuda as tolerâncias da moldagem por injeção a permanecerem consistentes.
- Vários níveis de curvas de pressão de injeção são utilizados para lidar com formas complicadas, por um lado, e por outro lado, para o melhor acabamento superficial possível da moldagem por injeção, evitando assim que defeitos superficiais influenciem o ajuste da montagem.
Fator invisível que está aumentando os custos de montagem: flutuações dimensionais
Peças moldadas por injeção do tipo tradicional que atende às tolerâncias de ±0,1 mm terão que ser ajustados manualmente em grande parte e também exigirão blindagem, o que não apenas aumenta o custo, mas também compromete a eficiência.
A moldagem por injeção de precisão, por outro lado, reduz a tolerância do recurso para ± 0,02 mm, facilitando assim a montagem robótica automatizada. Para uma redução de 0,01 mm na flutuação dimensional, o tempo de ciclo da linha de montagem pode ser potencialmente reduzido em 2 a 3 segundos.
| Tipo de processo | Faixa de tolerância | Método de montagem | Porcentagem de custo de mão de obra | Tempo de ciclo de montagem | Custo unitário de montagem |
| Moldagem por Injeção Tradicional | ±0,1 mm | Triagem Manual + Adaptação | 40% | 15 seg/peça | US$ 0,8 |
| Moldagem por injeção de precisão | ±0,02 mm | Montagem Automatizada | 5% | 6 seg/peça | US$ 0,3 |
| Moldagem por injeção de alta precisão | ±0,005 mm | Montagem automatizada de alta velocidade | 2% | 4 seg/peça | US$ 0,25 |
| Moldagem por Injeção Tradicional + Encaixe Manual | ±0,05mm | Manual + Semi Automático | 25% | 10 seg/peça | US$ 0,5 |
Qual coluna da tabela corresponde ao método de montagem do produto e aos requisitos de tolerância? Envie desenhos para obter análises gratuitas de seleção de processos e relatórios de cálculo de possíveis economias de custos.
Como resolver o problema de tolerância ao nível do micrômetro em peças grandes de moldagem por injeção?
O maior desafio do controle de tolerância na moldagem por injeção de peças grandes é o encolhimento desigual das peças. No entanto, podemos controlar a tolerância a um nível de mícron de forma bastante eficaz através de um planejamento de processo adequado.
Estratégias de controle de contração para peças grandes
Executamos três métodos de controle de contração, que também podem garantir que as tolerâncias da moldagem por injeção sejam alcançadas:
- Através do controle de temperatura por zonas independentes, ajustamos a não uniformidade do encolhimento devido às diferentes espessuras da parede.
- Ao utilizar moldagem por injeção de baixa pressão induzimos menos tensão interna e consequentemente deformação.
- Com base na análise CAE, o projeto de compensação de deformação reversa prevê a deformação e corrige reversamente o molde. Como resultado, o empenamento é reduzido em 82%.
Aplicação de resfriamento conformal em moldes grandes
O resfriamento conformal é um método muito eficaz para resolver os problemas de tolerância em moldagem por injeção de peças grandes .
Com canais de resfriamento conformados impressos em 3D, a uniformidade da temperatura do molde é aumentada em 40%, o período de resfriamento é reduzido em 56%, o custo unitário é reduzido em US$ 0,01 e o nivelamento das peças grandes é melhorado de ± 0,15 mm para ± 0,03 mm, satisfazendo assim os requisitos de moldagem por injeção de alta precisão.
Por que as tolerâncias padrão de moldagem por injeção por si só não atendem aos requisitos de montagem complexa?
Muitos clientes perguntam por que a tolerância padrão de moldagem por injeção não pode ser suficiente para requisitos complexos de montagem. A principal razão é que ele só pode garantir uma única variação de medição de 0,1 mm, enquanto as tolerâncias geométricas de posição e planicidade necessárias em montagens complexas não fazem parte dos padrões gerais.
A principal diferença entre tolerâncias gerais e geométricas
As tolerâncias padrão de moldagem por injeção e as tolerâncias geométricas têm uma disparidade fundamental: a primeira restringe apenas uma dimensão e ignora as relações espaciais entre as características.
A precisão posicional de ±0,02 mm e a planicidade de 5 µm exigidas para ajustes e vedação de múltiplas cavidades estão fora dos limites prescritos e devem ser obtidas por moldagem por injeção de precisão.
Os três principais defeitos de montagens complexas
- Tolerâncias Cumulativas: A adição de variações dimensionais de múltiplas peças resulta em interferência na montagem, que é o principal problema com tolerâncias padrão de moldagem por injeção.
- Deformação: As normas gerais não regulamentam a deformação geral das peças. O fato de uma única dimensão atender à norma não impedirá a formação de folgas irregulares de montagem , afetando assim a precisão da vedação.
- Rebarbas e Rebarbas: Obter uma peça limpa ainda é um desafio na moldagem por injeção padrão. Esses defeitos comprometem o ajuste da montagem e aumentam os custos de reparo manual.
Lutando com a incapacidade de tolerâncias padrão de moldagem por injeção para atender às necessidades de montagens complexas? Agende uma consulta individual com um engenheiro para obter uma solução personalizada de moldagem por injeção de precisão.
Como resolver problemas de encolhimento e empenamento por meio do controle de processo sob tolerâncias de nível micrométrico?
O controle de encolhimento e empenamento de peças são os principais problemas na moldagem por injeção de precisão que permitem atingir tolerâncias de nível mícron. Com uma abordagem científica para otimização do processo, o empenamento pode ser reduzido de 1,85 mm para ±0,30 mm, uma redução de 82%.
Compensação precisa de encolhimento
Diferentes contrações de materiais impactam as tolerâncias da moldagem por injeção. Por exemplo, o PBT-GF30 varia em sua taxa de contração de 0,2% a 0,8%, enquanto o PP varia de 1,5% a 2,5%.
Usamos a análise do fluxo do molde para prever a contração e aumentamos a cavidade do molde em 1,003-1,025 vezes como medida de compensação. Trabalhar com materiais reforçados com fibra de vidro leva a uma redução de contração de 50% a 80% na direção longitudinal.
Intervenção de três níveis para controle de empenamento
- Intervenção Primária: Melhore a temperatura de fusão, a temperatura do molde e o tempo de resfriamento para obter uma redução de 3,25% a 15% no empenamento, que é o método básico de controle.
- Intervenção Secundária: Melhor equilíbrio térmico do molde, mantendo a diferença de temperatura dentro de ±5°C para reduzir o empenamento induzido pelo estresse térmico e estabilizar as tolerâncias da moldagem por injeção.
- Intervenção Terciária: Projeto de compensação de deformação reversa ou para trás. Esta abordagem implica prever a deformação por meio da análise do fluxo do molde e, portanto, realizar uma correção reversa do molde . Como resultado, a deformação residual pode ser mantida dentro de ±0,05 mm, de modo a atender aos requisitos de moldagem por injeção de alta precisão.
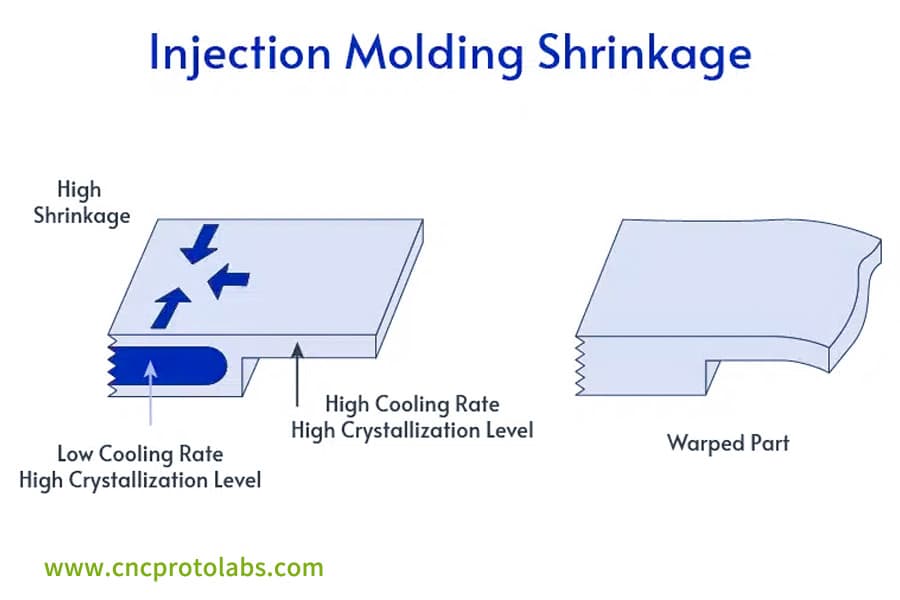
Figura 2: Um infográfico ilustrando as causas do encolhimento e empenamento da moldagem por injeção, mostrando uma peça distorcida e rotulando os fatores contribuintes.
Como a tolerância do micrômetro pode ser convertida diretamente em números específicos para reduzir custos de montagem?
Vários clientes se preocupam com o efeito de custo da tolerância ao mícron. Na verdade, ele pode controlar o nivelamento das superfícies de vedação em até 5 µm, o que permite a montagem automatizada, elimina a necessidade de inspeções intermediárias, aumenta a taxa de rendimento de 80% para mais de 99% e reduz os custos totais de fabricação em mais de 30%.
Comparação de custos de chips microfluídicos médicos
Considere um chip microfluídico médico cliente, por exemplo, onde os métodos tradicionais exigem peneiramento 100% manual devido a flutuações dimensionais significativas, que causam uma taxa de vazamento e refugo de 20% e, consequentemente, o custo é alto.
Depois de usar moldagem por injeção de precisão, o nivelamento é ≤5µm, o que suporta montagem automatizada, elimina inspeções e os custos gerais de fabricação são inferiores em mais de 30%.
Cálculo Quantitativo de Economia de Custos
- Livre-se da triagem manual: economize de 2 a 3 inspetores de qualidade por linha de montagem. Economia anual em custos de mão de obra: US$ 60.000 a US$ 90.000.
- Diminuição da taxa de sucata: De 20% para 1%, portanto a economia de custos de material é de 19.000 unidades por milhão de unidades, cerca de US$ 9.500.
- Aceleração da velocidade de montagem: tempo de ciclo reduzido de 15 segundos para 6 segundos, eficiência de montagem aumentada em 60%, tornando os custos unitários mais acessíveis.
Quer calcular com precisão a economia de custos do seu produto após adotar a moldagem por injeção de precisão? Obtenha uma planilha de cálculo de custos gratuita, insira a produção do produto, custos de materiais e outros parâmetros para obter uma estimativa rapidamente.
Como verificar se o fornecedor tem a verdadeira capacidade de moldagem por injeção de alta precisão?
A escolha de um fornecedor de moldagem por injeção de alta precisão provavelmente fará com que você verifique suas capacidades de testes, controle de processos e estudos de caso de projetos.
Essas coisas permitem uma avaliação completa e precisa de seus reais pontos fortes. Além disso, essas atividades ajudam a evitar a surpresa de uma enorme lacuna entre o que é anunciado e o que realmente existe.
Necessidades absolutas para capacidades de teste
Os fornecedores de moldagem por injeção de alta precisão devem ter equipamentos de teste de alta precisão. Eles são capazes de uma precisão CMM de ± 1,5 µm e o scanner de luz branca pode ser usado para verificar tolerâncias dimensionais e acabamento superficial de moldagem por injeção ao mesmo tempo.
Além disso, eles devem oferecer relatórios FAI e dados de capacidade de processo com CPK≥1,33 para demonstrar que a tolerância e a qualidade da superfície podem ser mantidas de forma consistente.
Capacidades flexíveis de controle de processo
- Ter capacidade de análise de fluxo de molde e experiência no uso de Moldflow/Moldex3D para otimização de processos. Este é o principal requisito para moldagem por injeção de precisão.
- Realize o monitoramento da pressão da cavidade em tempo real e as injeções são ajustadas de forma adaptativa às variações de pressão para que as tolerâncias da moldagem por injeção possam ser mantidas de forma estável.
- Ser certificado em pelo menos um dos seguintes padrões : ISO 13485 (médica) ou IATF 16949 (automotivo) para demonstrar a conformidade dos processos de produção com os padrões de ponta da indústria.
Três pontos-chave para auditoria de fornecedores
A auditoria de fornecedores exige a concentração em três aspectos: analisar estudos de caso de projetos de tolerância semelhantes para verificar a experiência prática, verificar os dados de operação do sistema de controle de temperatura do molde e garantir que um forte sistema de rastreabilidade de lotes de materiais esteja em vigor para garantir consistência de qualidade.
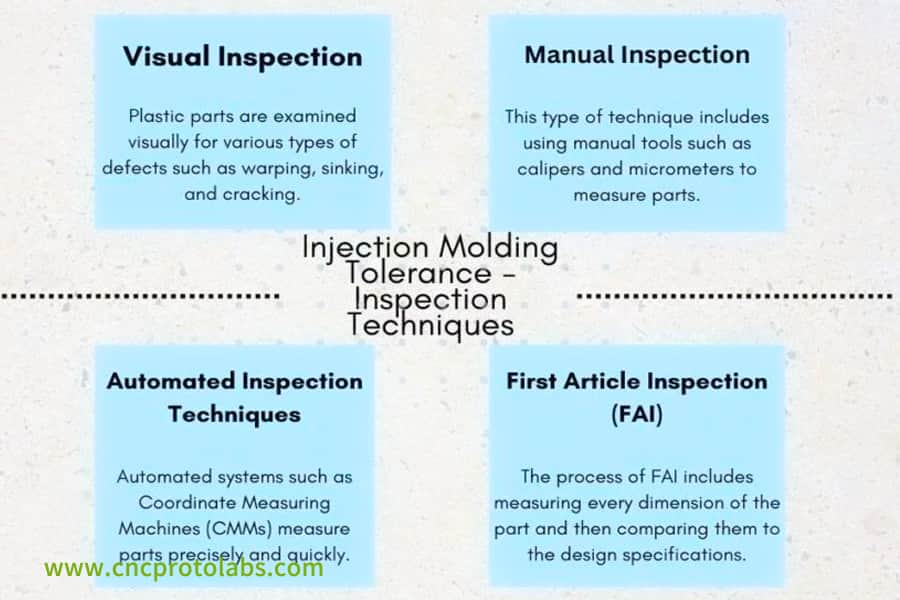
Figura 3: Um infográfico comparando diferentes métodos de inspeção de qualidade de peças moldadas por injeção.
Estudo de caso de precisão JS: o nivelamento da superfície de vedação de chips microfluídicos varia de ± 0,1 mm a 5 µm
A teoria deve ser colocada em prática. Portanto, apresentamos um estudo de caso que demonstra como a moldagem por injeção de alta precisão tem sido usada para resolver os problemas de montagem do cliente em chips microfluídicos, bem como reduzir custos e melhorar a eficiência.
Desafios:
A superfície de vedação do chip microfluídico de uma empresa de dispositivos médicos tem literalmente apenas 12 mm × 8 mm e o nivelamento deve ser ≤5 µm. A planicidade alcançada pela moldagem por injeção tradicional é de ±0,1 mm, dando origem a uma taxa de vazamento e refugo de 20% e a uma perda anual de mais de US$ 100.000.
É difícil controlar o encolhimento e o empenamento do material PBT-GF30, e as tolerâncias padrão de moldagem por injeção não podem atender aos requisitos.
Solução:
Nossa resposta aos pontos problemáticos do cliente foi projetar um processo de moldagem por injeção personalizado com altíssima precisão. As ações compreendem:
1. Para atingir 5% de erro, use o software de análise de fluxo de molde Moldflow para prever o encolhimento e empenamento do material.
A integração com a estrutura da peça ajuda a localizar a melhor posição do portão, controlando as variações dimensionais para ±0. 01mm da fonte e isso serve de base para posterior controle de tolerância.
2. Para a cavidade do molde, a análise do fluxo do molde sugeriu um pré-ajuste de urdidura reversa de 0,08 mm.
Três iterações foram realizadas usando Moldex3D: a primeira compensação foi de 0,05 mm e a deformação residual medida foi de 0,03 mm, a segunda compensação foi de 0,10 mm e ocorreu sobrecompensação.
Por fim, trave 0,08 mm para garantir que o ressalto natural das peças após a desmoldagem caia exatamente no centro da zona de tolerância de ± 0,05 mm.
3. Inserção de aço inoxidável Tecnologia de impressão 3D foi usado para fabricar canais de resfriamento conformados.
Eles foram projetados de acordo com o perfil da cavidade e o controle da diferença de temperatura foi tão rigoroso que a diferença de temperatura nas diferentes áreas da cavidade foi limitada a ±2°C. Isto não só reduziu os efeitos do desvio dimensional do estresse térmico, mas também aumentou a eficiência de resfriamento em 56%, garantindo assim a estabilidade da tolerância.
4. Controlamos as variações da pressão de retenção dentro de ±0. 5% usando um sistema de monitoramento de pressão de cavidade em tempo real que não apenas nos fornece dados de pressão imediatos, mas também nos permite realizar ajustes adaptativos que eliminaram desvios dimensionais devido ao enchimento irregular do fundido e garantiram dimensões consistentes das peças.
Resultados Finais
Com as soluções mencionadas acima, o nivelamento da superfície de vedação do chip microfluídico do cliente foi consistentemente controlado dentro de 5 µm, o que levou a uma diminuição na taxa de defeitos de vazamento de 20% para 0,5% , resultando em uma economia anual de US$ 95.000 devido a menos peças descartadas
Ao mesmo tempo, conseguimos remover completamente 100% do processo de triagem visual intermediária, o que nos permitiu demitir dois inspetores de qualidade por linha de montagem e economizar US$ 60.000 em custos de mão de obra anualmente.
Além disso, possibilitamos a montagem automatizada de empilhamento em alta velocidade, tornando a montagem 60% mais rápida e reduzindo os custos totais de fabricação em 35%. Além disso, nossos clientes também se tornaram nossos parceiros de longo prazo.
Tem uma necessidade clara de moldagem por injeção de alta precisão? Envie seus desenhos 3D e personalizaremos uma solução para você e forneceremos um orçamento rápido e preciso para facilitar a implementação eficiente.
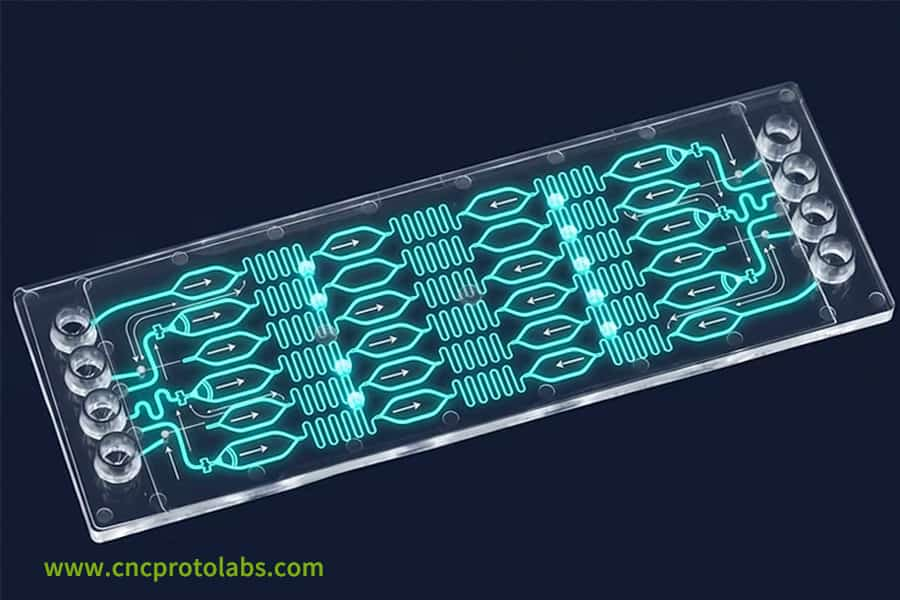
Figura 4: Um substrato de chip microfluídico transparente fabricado com precisão com uma intrincada rede de canais.
Perguntas frequentes
Q1. Qual é a tolerância mínima alcançável com moldagem por injeção de precisão?
A moldagem por injeção de precisão de nível industrial só pode atingir ± 0,005 mm. A produção em massa padrão pode produzir ± 0,02 mm de maneira confiável e estável, o que é suficiente para as necessidades de montagem da maioria dos produtos de alta qualidade.
Q2. Quais são as referências padrão para tolerâncias de moldagem por injeção?
O padrão internacional mais recente para tolerâncias de moldagem por injeção de peças moldadas por injeção de plástico é o ISO 20457:2018 , que substituiu o antigo DIN 16901. Seguimos esse padrão durante todo o processo.
Q3. Como determino se minha peça requer moldagem por injeção de alta precisão?
Se a montagem da peça envolver automação, vedação e assim por diante, e a folga de montagem for inferior a 0,05 mm, será necessária moldagem por injeção de alta precisão para garantir a qualidade da montagem.
Q4. Como são garantidas as tolerâncias para moldagem por injeção de peças grandes?
Usando controle de temperatura do molde zoneado, resfriamento conforme e design de compensação anti-deformação , peças grandes de moldagem por injeção de classe de 2 metros podem ter sua tolerância estabilizada dentro de ± 0,1 mm.
Q5. Por que as tolerâncias padrão de moldagem por injeção são inadequadas para montagens complexas?
As tolerâncias padrão de moldagem por injeção regulam apenas uma dimensão e, portanto, não podem se referir às tolerâncias geométricas essenciais, incluindo precisão posicional e planicidade, necessárias para montagens complexas.
Q6. Quanto custa a moldagem por injeção de precisão mais do que a moldagem por injeção comum?
Os moldes para moldagem por injeção de precisão são 20% -50% mais caros do que os moldes de moldagem por injeção comuns, no entanto, o preço unitário pode ser reduzido em 10% -30% devido à falta de processamento adicional. Portanto, é mais econômico para produtos de massa de longo prazo.
P7. Há algum requisito especial de material para moldagem por injeção de precisão?
A moldagem por injeção de precisão utiliza materiais especialmente projetados que são caracterizados por baixo encolhimento e alta fluidez. Além disso, a estabilidade do lote de material deve ser certificada para poder manter as dimensões estáveis da moldagem por injeção.
Q8. Quanto o controle da temperatura do molde afeta as tolerâncias?
Mudanças de temperatura no molde de ±5°C podem fazer com que a taxa de encolhimento do material mude em ±00,05%, o que por sua vez afeta as dimensões das peças. Mantemos um controle de temperatura do molde muito rigoroso dentro de ±2°C.
Q9. Quanto tempo leva do design à produção em massa?
São necessárias de 4 a 6 semanas para a fabricação do molde, 2 semanas para a amostra T1 e 2 a 3 rodadas de otimização do processo. O tempo total desde o design até a produção em massa é de aproximadamente 8 a 10 semanas, cumprindo efetivamente necessidades de produção em massa .
Resumo
A moldagem por injeção de precisão não visa apenas tornar as coisas mais precisas, mas também mudar completamente a forma como a fabricação é feita.
Ele vai além dos limites das tolerâncias normais de moldagem por injeção, resultando em reduções de custos de mais de 30% e taxas de rendimento de mais de 99% para peças complicadas em áreas como médica e automotiva, usando controle de tolerância em nível de mícron.
Encomende produtos de precisão e receba suporte profissional abrangente da JS Precision. Gostaria de verificar se sua peça é uma boa candidata para moldagem por injeção de precisão? Envie-nos seus desenhos 3D , e nossos especialistas realizarão uma análise de viabilidade do DFM e fornecerão um relatório de comparação de custos em 24 horas.
Vamos descobrir quanto de economia de “20%” podemos oferecer a você.

Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos. Serviços de precisão JS ,não há representações ou garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da JS Precision Network. É responsabilidade do comprador Exigir cotação de peças Identifique requisitos específicos para essas seções. Entre em contato conosco para mais informações .
Equipe de precisão JS
JS Precision é uma empresa líder do setor , concentre-se em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em alta precisão Usinagem CNC , Fabricação de chapas metálicas , Impressão 3D , Moldagem por injeção , Carimbo de metal, e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. Escolher Precisão JS isso significa eficiência de seleção, qualidade e profissionalismo.
Para saber mais, acesse nosso site: www.cncprotolabs.com
Recurso

