
Stampaggio ad iniezione di precisione è una tecnologia essenziale per affrontare le sfide dell’assemblaggio di parti complicate. Ad esempio, le linee di assemblaggio di chip microfluidici medicali devono affrontare un tasso di scarti di perdite del 20%, ispezione visiva manuale del 100% e ripetute regolazioni delle superfici di tenuta irregolari.
La causa principale di questi problemi è la stessa: le tolleranze standard dello stampaggio a iniezione non possono soddisfare i requisiti di assemblaggi complicati. Ogni variazione di 0,1 mm intacca i tuoi profitti.
Riepilogo delle risposte principali
| Tecnologia di processo | Grado di precisione | Vantaggi principali |
| Stampaggio ad iniezione di precisione | Tolleranza del livello del micron (±0,005 mm - ±0,02 mm). | Vantaggi: migliore coerenza dei componenti che consente l'assemblaggio automatizzato. |
| Stampaggio ad iniezione ad alta precisione | Controllo planarità ≤5μm. | I risultati che hanno fornito una tale qualità di planarità hanno ridotto il tasso di perdita della superficie di tenuta dal 20% a meno dell'1% . |
| Metodi di controllo del processo | Controllo della deformazione ≤±0. 05 mm. | Rende superflue l'ispezione intermedia e lo screening manuale. |
| Efficacia complessiva dei costi | Riduzione del 10%-30% del costo unitario. | Riduzione dei costi di produzione di oltre il 30% in totale. |
Conclusioni chiave
- La tolleranza a livello di micron elimina direttamente lo screening manuale , consentendo l'assemblaggio automatizzato
- Il controllo della planarità di 5 µm riduce il tasso di perdita della superficie di tenuta dal 20% a meno dell'1%
- Stampaggio ad iniezione ad alta precisione controlla la deformazione a ±0,05 mm attraverso l'analisi del flusso dello stampo e il raffreddamento conforme
Perché fidarsi di questa guida? L'esperienza di JS Precision nello stampaggio a iniezione di precisione
Specializzato nello stampaggio ad iniezione di precisione, JS Precision è un produttore professionale che abbraccia anni di esperienza nel settore . Il nostro punto di forza principale risiede nella nostra capacità di utilizzare la tecnologia di stampaggio a iniezione di precisione nel processo stesso di stampaggio a iniezione di precisione.
Combiniamo da vicino la tecnologia di stampaggio con le sfide produttive del mondo reale, dimostrando le nostre competenze attraverso casi di studio reali e dati accurati.
Abbiamo fornito un servizio premium a clienti in vari settori come quello medico, automobilistico e delle comunicazioni ottiche. Abbiamo realizzato con successo più di 1000 progetti di stampaggio a iniezione di precisione , tra cui oltre 200 relativi ai chip microfluidici medicali.
Abbiamo aiutato i nostri clienti a ridurre i tassi di perdite e scarti da oltre il 20% a meno dell'1% e a tagliare i costi di produzione in media del 30%.
La nostra produzione viene effettuata rigorosamente in linea con il Norma internazionale ISO 20457:2018 , che è lo standard più recente e autorevole per le tolleranze nelle parti plastiche stampate ad iniezione.
Oltre a ciò, disponiamo di macchine di misura a coordinate (CMM) ad alta precisione, scanner a luce bianca e altre apparecchiature di ispezione, che ci hanno permesso di costruire un sistema di controllo del processo completo in grado di ottenere costantemente un controllo della tolleranza a livello di micron da ±0,005 mm a ±0,02 mm.
Nel caso in cui il nostro cliente richiedeva un componente automobilistico di precisione, una delle tecniche indirizzate per controllare la planarità del componente a 5 µm era lo stampaggio a iniezione ad alta precisione.
Di conseguenza, il cliente è riuscito a risolvere completamente il problema delle interferenze di montaggio che lo ostacolava da molto tempo e ci ha riconosciuto come partner a lungo termine.
Il nostro intero team di ingegneri ha più di 5 anni di esperienza nello stampaggio a iniezione di precisione. Ciò ci consente di offrire una vasta gamma di servizi che vanno dall'analisi del flusso dello stampo, alla progettazione dello stampo fino alla produzione di massa e inoltre possiamo preparare i prodotti in base alle esigenze dei diversi settori.
Non importa se si tratta del controllo della tolleranza di un pezzo stampato ad iniezione di grandi dimensioni o delle difficoltà di tenuta di componenti complessi, possiamo trovare soluzioni personalizzate. La nostra profonda conoscenza del settore varrebbe la pena di sfidare ogni dubbio dei nostri clienti.
Desideri avere una conoscenza preliminare dei casi di studio sullo stampaggio a iniezione di precisione? Contatta i nostri ingegneri per visualizzare gratuitamente casi di studio completi di progetti e sperimentarne in modo intuitivo il reale valore in termini di riduzione dei costi e miglioramento dell'efficienza.
Qual è la tolleranza standard per lo stampaggio a iniezione ad alta precisione? Come soddisfare?
Molti clienti chiedono quali siano le tolleranze abituali per lo stampaggio a iniezione ad alta precisione e come si ottengono.
La risposta breve è che l'intervallo di tolleranza normale è ±0. Da 02 mm a ±0,05 mm e, con requisiti speciali, può essere stretto fino a ±0. 005mm. Questi sono i quattro principi fondamentali fondanti del processo attraverso il quale possiamo garantire queste tolleranze.
ISO 20457:2018 Specifiche di tolleranza per lo stampaggio a iniezione di precisione
ISO 20457:2018 è lo standard internazionale più recente per le tolleranze dello stampaggio a iniezione delle materie plastiche e sostituisce il precedente standard DIN 16901. Classifica le tolleranze in livelli generali, di precisione e di altissima precisione.
Lo stampaggio a iniezione ad alta precisione si traduce in livelli IT10-IT12, con i valori esatti impostati in base al ritiro del materiale e alla complessità geometrica. Le nostre macchine di calibrazione hanno una precisione di un ordine di grandezza migliore rispetto alle tolleranze misurate.
Quattro pilastri di supporto al processo per tolleranze a livello di micron
1. Software di analisi del flusso dello stampo (Moldflow/Moldex3D):
Con queste soluzioni, puoi prevedere con precisione come il tuo materiale si restringerà e si deformerà, identificare le migliori posizioni di accesso e impostare il tolleranze dello stampaggio ad iniezione con il pieno controllo fin dal punto di partenza.
2. Design del canale di raffreddamento conforme:
Un cambiamento come questo nel raffreddamento delle parti potrebbe anche portare a una riduzione del 56% del tempo di raffreddamento mentre, allo stesso tempo, le parti soffrirebbero meno di deformazione da stress termico e mostrerebbero una maggiore consistenza. Questo metodo di progettazione rende il vostro stampaggio a iniezione standard ad alta precisione stabile e semplice.
3. Sistema di monitoraggio della pressione nella cavità in tempo reale:
Essendo equipaggiati con questo sistema, sarete in grado di mantenere le variazioni di pressione al livello minimo di 0,08 bar, eliminare le deviazioni dimensionali e garantire tolleranze stabili nello stampaggio a iniezione.
4. Macchina di misura a coordinate (CMM) e scanner a luce bianca:
Questa tecnologia consente un feedback a circuito chiuso a grandezza naturale e un monitoraggio dimensionale continuo del processo di stampaggio a iniezione, che può essere regolato automaticamente.
Inoltre, contribuisce anche a controllare la finitura superficiale dello stampaggio a iniezione rispetto agli standard con un elevato grado di precisione , garantendo così sia le tolleranze più strette che la migliore qualità superficiale per lo stampaggio a iniezione.
| Pilastro del processo | Ruolo fondamentale | Dati chiave | Miglioramento della tolleranza corrispondente | Scenari applicabili |
| Analisi del flusso dello stampo | Prevede il restringimento e la deformazione | Errore di previsione della deformazione ≤5% | Precisione della tolleranza migliorata del 30% | Parti geometriche complesse |
| Raffreddamento conforme | Riduce la deformazione da stress termico | Tempo di raffreddamento ridotto del 56% | Planarità migliorata del 60% | Parti con pareti sottili e di ampia area |
| Monitoraggio della pressione nella cavità in tempo reale | Stabilizza la pressione di iniezione | Fluttuazione della pressione ±0,08 bar | Fluttuazione dimensionale ridotta del 40% | Pezzi di precisione prodotti in serie |
| Ispezione a grandezza naturale | Regolazione del feedback in tempo reale | Precisione di ispezione ±1,5 µm | Stabilità della tolleranza migliorata del 50% | Medico, componenti automobilistici di fascia alta |
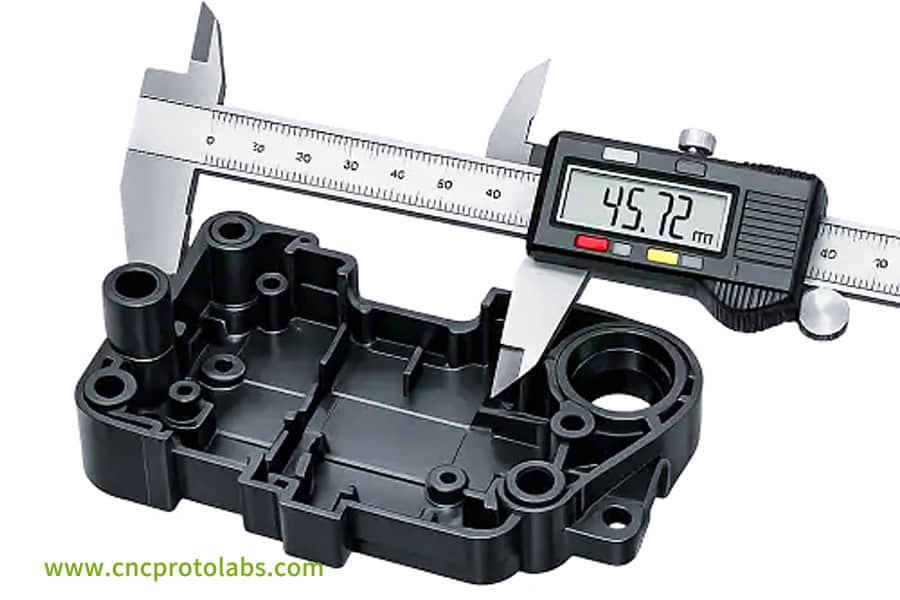
Figura 1: Un calibro CNC digitale sta misurando la dimensione di una parte nera stampata a iniezione con una struttura complessa, mostrando una lettura di precisione sul display.
Che cos'è lo stampaggio a iniezione di precisione e perché determina i costi di assemblaggio?
Una delle prime domande a cui le persone si chiedono dopo aver compreso il concetto alla base delle tolleranze dello stampaggio a iniezione di alta precisione è: "Che cos'è lo stampaggio a iniezione di precisione?" È un processo di stampaggio che limita le variazioni delle dimensioni dei componenti a pochi micron.
Attraverso l'eliminazione della vagliatura manuale, la riduzione degli scarti e il raggiungimento dell'assemblaggio automatizzato, ciò influisce indirettamente e in modo significativo sul costo complessivo di produzione a valle.
Caratteristiche tecniche fondamentali dello stampaggio ad iniezione di precisione
Le caratteristiche fondamentali dello stampaggio a iniezione di precisione si riflettono nel suo processo delicatamente controllato:
- Il controllo della curva di pressione della cavità ha sostituito i tradizionali metodi di accensione/spegnimento , garantendo un riempimento del materiale fuso più coerente.
- Le variazioni di temperatura dello stampo sono limitate a ±2℃, il che aiuta a mantenere costanti le tolleranze dello stampaggio a iniezione.
- Vengono utilizzati vari livelli di curve di pressione di iniezione per gestire forme complicate, da un lato, e, dall'altro, per ottenere la migliore finitura superficiale possibile dello stampaggio a iniezione, evitando così che difetti superficiali influenzino l'adattamento dell'assemblaggio.
Il fattore invisibile che fa aumentare i costi di assemblaggio: le fluttuazioni dimensionali
Parti stampate ad iniezione quelli di tipo tradizionale conformi alle tolleranze di ±0,1 mm dovranno essere regolati in larga misura manualmente e richiederanno anche la schermatura, il che non solo aumenta i costi ma compromette anche l'efficienza.
Lo stampaggio a iniezione di precisione, d'altro canto, riduce la tolleranza della caratteristica a ±0,02 mm, facilitando così l'assemblaggio automatizzato robotizzato. Per una diminuzione di 0,01 mm nella fluttuazione dimensionale, il tempo di ciclo della catena di montaggio può potenzialmente essere ridotto di 2-3 secondi.
| Tipo di processo | Intervallo di tolleranza | Metodo di assemblaggio | Percentuale del costo del lavoro | Tempo del ciclo di assemblaggio | Costo di assemblaggio dell'unità |
| Stampaggio ad iniezione tradizionale | ±0,1 mm | Screening + Fitting manuale | 40% | 15 secondi/pezzo | $ 0,8 |
| Stampaggio ad iniezione di precisione | ±0,02 mm | Assemblaggio automatizzato | 5% | 6 secondi/pezzo | $ 0,3 |
| Stampaggio ad iniezione ad alta precisione | ±0,005 mm | Assemblaggio automatizzato ad alta velocità | 2% | 4 secondi/pezzo | $ 0,25 |
| Stampaggio ad iniezione tradizionale + montaggio manuale | ±0,05 mm | Manuale + Semiautomatico | 25% | 10 secondi/pezzo | $ 0,5 |
A quale colonna della tabella corrispondono i requisiti di tolleranza e metodo di assemblaggio del prodotto? Invia i disegni per ottenere analisi gratuite sulla selezione del processo e rapporti di calcolo del potenziale risparmio sui costi.
Come risolvere il problema della tolleranza del livello micrometrico nello stampaggio a iniezione di parti di grandi dimensioni?
La sfida principale del controllo delle tolleranze nello stampaggio a iniezione di pezzi di grandi dimensioni è il ritiro irregolare dei pezzi. Tuttavia, possiamo controllare la tolleranza a livello di micron in modo abbastanza efficace attraverso un’adeguata pianificazione del processo.
Strategie di controllo del ritiro per parti di grandi dimensioni
Eseguiamo tre metodi di controllo del ritiro, che possono anche garantire il raggiungimento delle tolleranze dello stampaggio a iniezione:
- Attraverso il controllo indipendente della temperatura a zone, regoliamo la non uniformità del ritiro dovuta ai diversi spessori delle pareti.
- Utilizzando lo stampaggio a iniezione a bassa pressione induciamo meno stress interno e di conseguenza deformazione.
- Sulla base dell'analisi CAE, il progetto di compensazione della deformazione inversa prevede la deformazione e corregge lo stampo. Di conseguenza, la deformazione è ridotta dell'82%.
Applicazione del raffreddamento conformato in stampi di grandi dimensioni
Il raffreddamento conforme è un metodo molto efficace per affrontare i problemi di tolleranza in stampaggio ad iniezione di pezzi di grandi dimensioni .
Con i canali di raffreddamento conformati stampati in 3D, l'uniformità della temperatura dello stampo è migliorata del 40%, il periodo di raffreddamento è ridotto del 56%, il costo unitario è ridotto di 0,01 dollari e la planarità delle parti di grandi dimensioni è migliorata da ±0,15 mm a ±0,03 mm, soddisfacendo così i requisiti dello stampaggio a iniezione ad alta precisione.
Perché le tolleranze standard dello stampaggio a iniezione non possono da sole soddisfare i requisiti di un assemblaggio complesso?
Molti clienti si chiedono perché la tolleranza standard dello stampaggio a iniezione non può essere sufficiente per requisiti di assemblaggio complessi. Il motivo principale è che può garantire solo una singola variazione di misura di 0,1 mm, mentre le tolleranze geometriche di posizione e planarità necessarie negli assemblaggi complessi non fanno parte degli standard generali.
La principale differenza tra tolleranze generali e geometriche
Le tolleranze standard dello stampaggio a iniezione e le tolleranze geometriche presentano una disparità fondamentale: le prime limitano solo una dimensione e ignorano le relazioni spaziali tra le caratteristiche.
La precisione di posizionamento di ±0,02 mm e la planarità di 5 µm richieste per accoppiamenti e sigillature multi-cavità sono al di fuori dei limiti prescritti e devono essere ottenute mediante stampaggio a iniezione di precisione.
I tre principali difetti degli assemblaggi complessi
- Tolleranze cumulative: l'aggiunta di variazioni dimensionali da più parti provoca interferenze nell'assemblaggio, che è il problema principale con le tolleranze standard dello stampaggio a iniezione.
- Deformazione: le norme generali non regolano la deformazione complessiva delle parti. Il fatto che un'unica dimensione sia conforme alla norma non impedisce la formazione di giochi di montaggio irregolari , compromettendo così la precisione della tenuta.
- Bave e bave: ottenere una parte pulita è ancora difficile nello stampaggio a iniezione standard. Questi difetti compromettono l'adattamento dell'assemblaggio e aumentano i costi della riparazione manuale.
Lottando con l'incapacità di tolleranze standard di stampaggio a iniezione per soddisfare le esigenze di assiemi complessi? Pianifica una consulenza individuale con un ingegnere per ottenere una soluzione personalizzata di stampaggio a iniezione di precisione.
Come risolvere i problemi di restringimento e deformazione attraverso il controllo del processo con tolleranze di livello micrometrico?
Il controllo del ritiro e della deformazione delle parti sono i principali problemi nello stampaggio a iniezione di precisione che consentono di raggiungere tolleranze di livello micron. Con un approccio scientifico all'ottimizzazione del processo, la deformazione può essere ridotta da 1,85 mm a ±0,30 mm, ovvero una riduzione dell'82%.
Compensazione precisa del ritiro
Il diverso ritiro dei materiali influisce sulle tolleranze dello stampaggio a iniezione. Ad esempio, il tasso di ritiro del PBT-GF30 varia dallo 0,2% allo 0,8%, mentre il PP varia dall'1,5% al 2,5%.
Utilizziamo l'analisi del flusso dello stampo per prevedere il ritiro e ingrandiamo la cavità dello stampo di 1.003-1.025 volte come misura di compensazione. Lavorare con materiali rinforzati con fibra di vetro porta ad una riduzione del ritiro del 50%-80% in direzione longitudinale.
Intervento a tre livelli per il controllo della deformazione
- Intervento primario: migliorare la temperatura di fusione, la temperatura dello stampo e il tempo di raffreddamento per ottenere una diminuzione del 3,25%-15% nella deformazione che è il metodo di controllo di base.
- Intervento secondario: migliore equilibrio termico dello stampo mantenendo la differenza di temperatura entro ±5 ℃ per ridurre la deformazione indotta dallo stress termico e stabilizzare le tolleranze dello stampaggio a iniezione.
- Intervento terziario: progettazione di compensazione della deformazione inversa o all'indietro. Questo approccio comporta la previsione della deformazione mediante l'analisi del flusso dello stampo e quindi l'esecuzione di una correzione inversa dello stampo . Di conseguenza, la deformazione residua può essere mantenuta entro ±0,05 mm in modo da soddisfare i requisiti di stampaggio a iniezione di alta precisione.
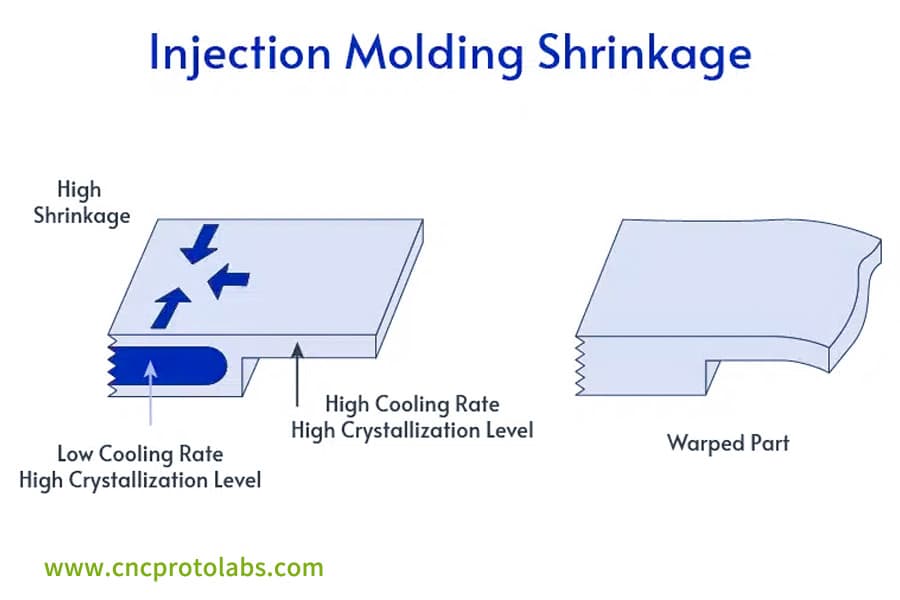
Figura 2: Un'infografica che illustra le cause del ritiro e della deformazione dello stampaggio a iniezione, mostrando una parte distorta ed etichettando i fattori che contribuiscono.
Come è possibile convertire direttamente la tolleranza micrometrica in numeri specifici per ridurre i costi di assemblaggio?
Molti clienti si preoccupano dell’effetto economico della tolleranza al micron. In realtà, può controllare la planarità delle superfici di tenuta entro 5 µm, il che consente l'assemblaggio automatizzato, elimina la necessità di ispezioni intermedie, aumenta il tasso di rendimento dall'80% a oltre il 99% e riduce i costi di produzione totali di oltre il 30%.
Confronto dei costi dei chip microfluidici medici
Consideriamo a chip microfluidico medico cliente, ad esempio, dove i metodi tradizionali richiedono una vagliatura manuale al 100% a causa di significative fluttuazioni dimensionali, che causano perdite e scarti del 20% e di conseguenza, il costo è elevato.
Dopo aver utilizzato lo stampaggio a iniezione di precisione, la planarità è ≤5 µm, il che supporta l'assemblaggio automatizzato, elimina le ispezioni e i costi di produzione complessivi sono inferiori di oltre il 30%.
Calcolo quantitativo del risparmio sui costi
- Elimina lo screening manuale: risparmia 2-3 ispettori di qualità per catena di montaggio. Risparmio annuale sul costo del lavoro: $ 60.000-$ 90.000.
- Diminuzione del tasso di scarto: dal 20% all'1%, quindi il risparmio sui costi dei materiali è di 19.000 unità per milione di unità, circa $ 9.500.
- Accelerazione della velocità di assemblaggio: tempo di ciclo ridotto da 15 secondi a 6 secondi, efficienza di assemblaggio aumentata del 60%, rendendo i costi unitari più convenienti.
Vuoi calcolare con precisione il risparmio sui costi del tuo prodotto dopo aver adottato lo stampaggio a iniezione di precisione? Ottieni un foglio di calcolo dei costi gratuito, inserisci la resa del prodotto, i costi dei materiali e altri parametri per ottenere rapidamente un preventivo.
Come verificare se il fornitore ha la reale capacità di stampaggio a iniezione ad alta precisione?
Scegliere un fornitore di stampaggio a iniezione ad alta precisione probabilmente ti porterà a verificare le sue capacità di test, il controllo dei processi e i casi di studio del progetto.
Queste cose permettono una valutazione approfondita e accurata dei loro reali punti di forza. Inoltre, queste attività aiutano a evitare la sorpresa di un enorme divario tra ciò che viene pubblicizzato e ciò che effettivamente c'è.
Necessità assolute per le capacità di test
I fornitori di stampaggio a iniezione ad alta precisione devono disporre di apparecchiature di prova ad alta precisione. Sono in grado di raggiungere una precisione CMM di ±1,5 µm e lo scanner a luce bianca può essere utilizzato per controllare contemporaneamente le tolleranze dimensionali e la finitura superficiale dello stampaggio a iniezione.
Inoltre, dovrebbero offrire report FAI e dati sulla capacità di processo con CPK≥1,33 per dimostrare che la tolleranza e la qualità della superficie possono essere mantenute in modo coerente.
Funzionalità soft di controllo del processo
- Avere la capacità di analisi del flusso dello stampo ed esperienza nell'uso di Moldflow/Moldex3D per l'ottimizzazione del processo. Questo è il requisito principale per lo stampaggio a iniezione di precisione.
- Esegui il monitoraggio della pressione nella cavità in tempo reale e le iniezioni vengono adattate in modo adattativo alle variazioni di pressione in modo che le tolleranze dello stampaggio a iniezione possano essere mantenute stabili.
- Essere certificato secondo almeno uno dei seguenti standard : ISO 13485 (medico) o IATF 16949 (automotive) per dimostrare la conformità dei processi produttivi agli standard di fascia alta del settore.
Tre punti chiave per l'auditing dei fornitori
L'auditing dei fornitori richiede di concentrarsi su tre aspetti: esaminare casi di studio di progetti di tolleranza simili per verificare l'esperienza pratica, controllare i dati operativi del sistema di controllo della temperatura dello stampo e assicurarsi che sia in atto un solido sistema di tracciabilità dei lotti dei materiali per garantire la coerenza della qualità.
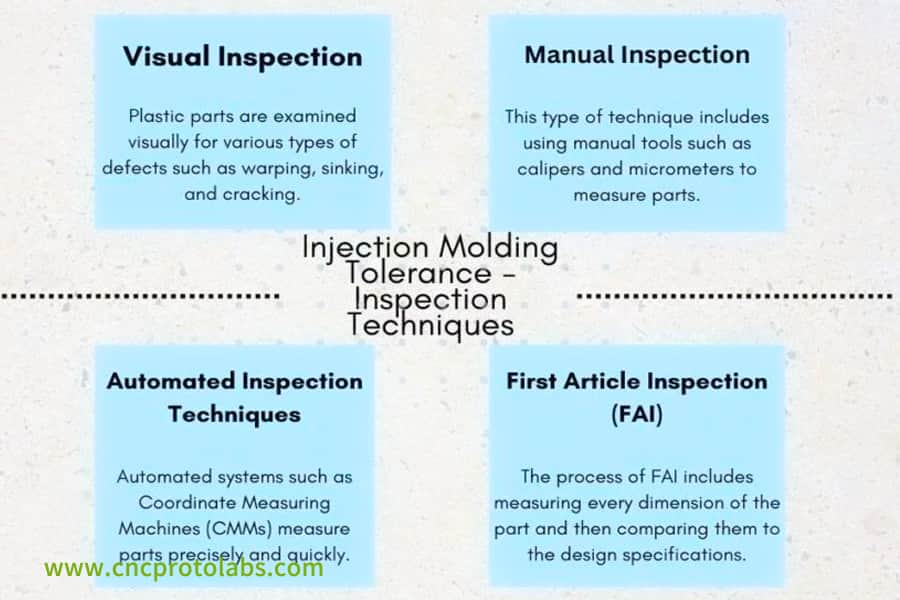
Figura 3: Un'infografica che mette a confronto diversi metodi per controllare la qualità delle parti stampate a iniezione.
Caso di studio della precisione JS: la planarità della superficie di tenuta dei chip microfluidici varia da ± 0,1 mm a 5 µm
La teoria dovrebbe essere messa in pratica. Pertanto, presentiamo un caso di studio che dimostra come lo stampaggio a iniezione ad alta precisione sia stato utilizzato per risolvere i punti critici dell'assemblaggio del cliente nei chip microfluidici, nonché la riduzione dei costi e il miglioramento dell'efficienza.
Sfide:
La superficie di tenuta dei chip microfluidici di un'azienda di dispositivi medici è letteralmente di soli 12 mm x 8 mm e la planarità deve essere ≤ 5 µm. La planarità ottenuta con lo stampaggio a iniezione tradizionale è di ±0,1 mm, con un tasso di perdite e scarti del 20% e una perdita annua di oltre 100.000 dollari.
È difficile controllare il ritiro e la deformazione del materiale PBT-GF30 e le tolleranze standard dello stampaggio a iniezione non possono soddisfare i requisiti.
Soluzione:
La nostra risposta ai punti critici del cliente è stata quella di progettare un processo di stampaggio a iniezione personalizzato con altissima precisione. Le azioni comprendono:
1. Per ottenere un errore del 5%, utilizzare il software di analisi del flusso dello stampo Moldflow per prevedere il ritiro e la deformazione del materiale.
L'integrazione con la struttura della parte aiuta a individuare la migliore posizione del gate, controllando le variazioni dimensionali su ±0. 01mm dalla sorgente e questo serve come base per il successivo controllo della tolleranza.
2. Per la cavità dello stampo, l'analisi del flusso dello stampo ha suggerito una preimpostazione dell'ordito inverso di 0,08 mm.
Sono state condotte tre iterazioni utilizzando Moldex3D: la prima compensazione era di 0,05 mm e la deformazione residua misurata era di 0,03 mm, la seconda compensazione era di 0,10 mm e si è verificata una sovracompensazione.
Infine, bloccare 0,08 mm per garantire che il rimbalzo naturale dei pezzi dopo la sformatura cada esattamente al centro della zona di tolleranza di ± 0,05 mm.
3. Inserto in acciaio inossidabile Tecnologia di stampa 3D è stato utilizzato per produrre canali di raffreddamento conformati.
Sono stati progettati in conformità con il profilo della cavità e il controllo della differenza di temperatura era così rigoroso che la differenza di temperatura nelle diverse aree della cavità era limitata a ±2℃. Ciò non solo ha ridotto gli effetti della deviazione dimensionale dovuti allo stress termico, ma ha anche aumentato l'efficienza di raffreddamento del 56%, garantendo così la stabilità della tolleranza.
4. Abbiamo controllato le variazioni della pressione di mantenimento entro ±0. 5% utilizzando un sistema di monitoraggio della pressione nella cavità in tempo reale che non solo ci fornisce dati immediati sulla pressione, ma ci consente anche di eseguire regolazioni adattive che eliminano le deviazioni dimensionali dovute al riempimento irregolare del materiale fuso e garantiscono dimensioni delle parti coerenti.
Risultati finali
Con le soluzioni sopra indicate, la planarità della superficie di tenuta del chip microfluidico del cliente è stata costantemente controllata entro 5 µm, il che ha portato a una diminuzione del tasso di perdite difettose dal 20% allo 0,5% , con un conseguente risparmio annuo di $ 95.000 grazie al minor numero di parti di scarto
Allo stesso tempo, siamo riusciti a eliminare completamente il 100% del processo di screening visivo intermedio, il che ci ha permesso di licenziare due ispettori di qualità per catena di montaggio e di risparmiare ogni anno 60.000 dollari in costi di manodopera.
Oltre a ciò, abbiamo reso possibile l'assemblaggio automatizzato dell'impilamento ad alta velocità, rendendo l'assemblaggio più veloce del 60% e riducendo i costi di produzione totali del 35%. Oltre a ciò, i nostri clienti sono diventati anche nostri partner a lungo termine.
Hai una chiara esigenza di stampaggio a iniezione ad alta precisione? Invia i tuoi disegni 3D e personalizzeremo una soluzione per te e forniremo un preventivo rapido e accurato per facilitare un'implementazione efficiente.
Figura 4: Un substrato di chip microfluidico trasparente prodotto con precisione con un'intricata rete di canali.
Domande frequenti
Q1. Qual è la tolleranza minima ottenibile con lo stampaggio ad iniezione di precisione?
Lo stampaggio a iniezione di precisione di livello industriale può scendere solo fino a ±0,005 mm. La produzione di massa standard può produrre in modo affidabile e stabile ±0,02 mm, sufficienti per le esigenze di assemblaggio della maggior parte dei prodotti di fascia alta.
Q2. Quali sono i riferimenti normativi per le tolleranze dello stampaggio ad iniezione?
Lo standard internazionale più recente per le tolleranze dello stampaggio a iniezione di parti in plastica stampate a iniezione è ISO 20457:2018 che ha sostituito la vecchia DIN 16901. Seguiamo questo standard durante l'intero processo.
Q3. Come posso determinare se la mia parte richiede uno stampaggio a iniezione ad alta precisione?
Se l'assemblaggio delle parti prevede l'automazione, la sigillatura e così via e lo spazio di assemblaggio è inferiore a 0,05 mm, è necessario uno stampaggio a iniezione ad alta precisione per garantire la qualità dell'assemblaggio.
Q4. Come vengono garantite le tolleranze per i pezzi di grandi dimensioni stampati a iniezione?
Utilizzando il controllo della temperatura dello stampo a zone, il raffreddamento conformato e il design di compensazione antideformazione , è possibile stabilizzare la tolleranza entro ± 0,1 mm per parti di grandi dimensioni stampate a iniezione di classe 2 metri.
Q5. Perché le tolleranze standard dello stampaggio a iniezione non sono adatte per assemblaggi complessi?
Le tolleranze standard dello stampaggio a iniezione regolano solo una dimensione e pertanto non possono fare riferimento alle tolleranze geometriche essenziali, comprese la precisione di posizionamento e la planarità, necessarie per assemblaggi complessi.
Q6. Quanto costa lo stampaggio a iniezione di precisione rispetto al normale stampaggio a iniezione?
Gli stampi per lo stampaggio a iniezione di precisione sono più costosi del 20%-50% rispetto ai normali stampi per stampaggio a iniezione, tuttavia il prezzo unitario può essere ridotto del 10%-30% poiché non vi è alcuna lavorazione aggiuntiva. Quindi è più economico per i prodotti di massa a lungo termine.
D7. Esistono requisiti materiali speciali per lo stampaggio a iniezione di precisione?
Lo stampaggio a iniezione di precisione utilizza materiali appositamente progettati caratterizzati da basso ritiro ed elevata fluidità. Inoltre la stabilità del lotto del materiale deve essere certificata in modo da poter mantenere stabili le dimensioni dello stampaggio ad iniezione.
Q8. Quanto incide il controllo della temperatura dello stampo sulle tolleranze?
Variazioni di temperatura nello stampo di ±5℃ possono causare una variazione del tasso di ritiro del materiale di ±00,05%, che a sua volta influisce sulle dimensioni delle parti. Manteniamo un controllo molto rigoroso della temperatura dello stampo entro ± 2 ℃.
D9. Quanto tempo passa dalla progettazione alla produzione in serie?
Sono necessarie 4-6 settimane per la realizzazione dello stampo, 2 settimane per il campione T1 e 2-3 cicli di ottimizzazione del processo. L'intero tempo dalla progettazione alla produzione di massa è di circa 8-10 settimane, un risultato effettivamente soddisfacente esigenze della produzione di massa .
Riepilogo
Lo stampaggio a iniezione di precisione non significa solo rendere le cose più precise, ma cambiare completamente il modo in cui viene eseguita la produzione.
Va oltre i limiti delle normali tolleranze dello stampaggio a iniezione, con conseguenti riduzioni dei costi di oltre il 30% e tassi di rendimento di oltre il 99% per parti complesse in settori come quello medico e automobilistico utilizzando il controllo della tolleranza a livello di micron.
Ordina prodotti di precisione e ricevi un supporto professionale completo da JS Precision. Desideri verificare se il tuo pezzo è un buon candidato per lo stampaggio a iniezione di precisione? Inviaci i tuoi disegni 3D e i nostri esperti effettueranno un'analisi di fattibilità DFM e ti forniranno un rapporto di confronto dei costi entro 24 ore.
Scopriamo quanto risparmio del "20%" possiamo offrirti.

Disclaimer
I contenuti di questa pagina sono solo a scopo informativo. Servizi di precisione JS ,non ci sono dichiarazioni o garanzie, esplicite o implicite, circa l'accuratezza, la completezza o la validità delle informazioni. Non si deve dedurre che un fornitore o produttore di terze parti fornisca parametri prestazionali, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione tramite JS Precision Network. È responsabilità dell'acquirente Richiedi preventivo per ricambi Identificare i requisiti specifici per queste sezioni. Vi preghiamo di contattarci per ulteriori informazioni .
Squadra di precisione JS
JS Precision è un'azienda leader del settore , concentrarsi su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisione Lavorazione CNC , Produzione di lamiere , Stampa 3D , Stampaggio ad iniezione , Stampaggio metalli, e altri servizi di produzione one-stop.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi di ultima generazione, certificati ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. Scegliere Precisione JS questo significa efficienza di selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.cncprotolabs.com
Risorsa

