
Прецизионное литье под давлением является важной технологией для решения проблем сборки сложных деталей. Например, на линиях по сборке медицинских микрожидкостных чипов приходится 20% брака из-за утечек, 100% ручного визуального контроля и неоднократной корректировки неровных уплотнительных поверхностей.
Основная причина этих проблем одна: стандартные допуски для литья под давлением не могут удовлетворить требования сложных сборок. Каждое отклонение в 0,1 мм снижает вашу прибыль.
Основная сводка ответов
| Технология процесса | Прецизионный класс | Основные преимущества |
| Прецизионное литье под давлением | Допуск микронного уровня (±0,005–±0,02 мм). | Преимущества: Лучшая согласованность компонентов, позволяющая автоматизировать сборку. |
| Высокоточное литье под давлением | Контроль плоскостности ≤5 мкм. | Результаты, обеспечивающие такое качество плоскостности, снизили уровень утечек на уплотняющей поверхности с 20% до менее 1% . |
| Методы управления процессом | Контроль коробления ≤±0. 05мм. | Это делает ненужными промежуточную проверку и ручную проверку. |
| Общая экономическая эффективность | Снижение стоимости единицы продукции на 10-30%. | Сокращение производственных затрат в целом более чем на 30%. |
Ключевые выводы
- Допуск на микронный уровень напрямую исключает ручную проверку , обеспечивая автоматическую сборку.
- Контроль плоскостности с точностью 5 мкм снижает уровень утечек на уплотнительной поверхности с 20% до менее 1%.
- Высокоточное литье под давлением контролирует коробление с точностью до ±0,05 мм посредством анализа текучести пресс-формы и конформного охлаждения
Почему стоит доверять этому руководству? Опыт JS Precision в прецизионном литье под давлением
Компания JS Precision, специализирующаяся на прецизионном литье под давлением, является профессиональным производителем, имеющим многолетний опыт работы в отрасли . Наша главная сила заключается в нашей способности использовать технологию точного литья под давлением в самом процессе точного литья под давлением.
Мы тесно сочетаем технологию формования с реальными производственными задачами, доказывая свои навыки с помощью реальных практических примеров и точных данных.
Мы предоставляем услуги премиум-класса клиентам в различных секторах, таких как медицина, автомобилестроение и оптическая связь. Мы успешно реализовали более 1000 проектов точного литья под давлением , среди них более 200, связанных с медицинскими микрофлюидными чипами.
Мы помогли нашим клиентам снизить уровень утечек и брака с более чем 20% до менее 1%, а также сократить производственные затраты в среднем на 30%.
Наше производство осуществляется строго в соответствии с Международный стандарт ISO 20457:2018. , который является самым последним и авторитетным стандартом допусков для пластиковых деталей, отлитых под давлением.
Кроме того, мы располагаем высокоточными координатно-измерительными машинами (КИМ), сканерами белого света и другим инспекционным оборудованием, что позволило нам создать тщательную систему управления процессом, которая позволяет последовательно обеспечивать контроль допусков на микронном уровне от ±0,005 мм до ±0,02 мм.
В случае, когда нашему клиенту требовался прецизионный автомобильный компонент, одним из методов контроля плоскостности компонента до 5 мкм было высокоточное литье под давлением.
В результате клиент смог полностью решить проблему помех при сборке , которая долгое время мешала ему, и он признал нас партнером на долгосрочную перспективу.
Вся наша команда инженеров имеет более чем 5-летний опыт точного литья под давлением. Это позволяет нам предлагать широкий спектр услуг, начиная от анализа текучести пресс-форм, проектирования пресс-форм и заканчивая серийным производством, а также мы можем подготовить продукцию в соответствии с потребностями различных отраслей промышленности.
Независимо от того, идет ли речь о контроле допусков крупных деталей, отлитых под давлением, или о трудностях с герметизацией сложных компонентов, мы можем предложить индивидуальные решения. Наши глубокие знания в этой области позволят развеять любые сомнения наших клиентов.
Хотите получить предварительное представление о практических примерах прецизионного литья под давлением? Свяжитесь с нашими инженерами, чтобы бесплатно просмотреть полные тематические исследования проектов и интуитивно ощутить их реальную ценность в снижении затрат и повышении эффективности.
Каков стандартный допуск для высокоточного литья под давлением? Как удовлетворить?
Многие клиенты спрашивают, каковы обычные допуски для высокоточного литья под давлением и как они достигаются.
Короткий ответ: нормальный диапазон допуска составляет ±0. От 02 мм до ±0,05 мм, а при особых требованиях - до ±0. 005 мм. Это четыре основных основополагающих принципа процесса, благодаря которым мы можем гарантировать эти допуски.
ISO 20457:2018 Спецификация допусков для прецизионного литья под давлением
ISO 20457:2018 — это новейший международный стандарт по допускам для литья пластмасс под давлением, который заменяет старый стандарт DIN 16901. Он классифицирует допуски на общий, прецизионный и сверхвысокий уровни точности.
Высокоточное литье под давлением соответствует уровням IT10-IT12, при этом точные цифры устанавливаются в зависимости от усадки материала и геометрической сложности. Наши калибровочные машины имеют на порядок большую точность, чем измеряемые допуски.
Четыре столпа поддержки процесса для обеспечения микронных допусков
1. Программное обеспечение для анализа потока пресс-формы (Moldflow/Moldex3D):
С помощью этих решений вы можете точно спрогнозировать, как ваш материал будет сжиматься и деформироваться, определять лучшие положения ворот и устанавливать допуски при литье под давлением с полным контролем прямо с начальной точки.
2. Конформная конструкция канала охлаждения:
Подобное изменение в охлаждении вашей детали может даже привести к сокращению времени охлаждения на 56% , в то же время ваши детали будут меньше страдать от термической деформации и будут демонстрировать улучшенную консистенцию. Этот метод проектирования делает стандартное высокоточное литье под давлением стабильным и простым.
3. Система контроля давления в полости в реальном времени:
Будучи оснащенным этой системой, вы сможете поддерживать колебания давления на минимальном уровне 0,08 бар, устранять отклонения размеров и обеспечивать стабильные допуски при литье под давлением.
4. Координатно-измерительная машина (КИМ) и сканер белого света:
Эта технология обеспечивает полноразмерную обратную связь с замкнутым контуром и непрерывный контроль размеров процесса литья под давлением, который можно автоматически регулировать.
Кроме того, это также способствует проверке качества поверхности литья под давлением на соответствие стандартам с высокой степенью точности , обеспечивая тем самым как самые жесткие допуски, так и лучшее качество поверхности для литья под давлением.
| Основа процесса | Основная роль | Ключевые данные | Соответствующее улучшение толерантности | Применимые сценарии |
| Анализ течения пресс-формы | Предсказывает усадку и коробление | Ошибка прогнозирования деформации ≤5% | Точность допуска улучшена на 30 %. | Сложные геометрические детали |
| Конформное охлаждение | Уменьшает деформацию термического напряжения | Время охлаждения сокращено на 56% | Плоскостность улучшена на 60 % | Тонкостенные детали большой площади |
| Мониторинг давления в полости в реальном времени | Стабилизирует давление впрыска | Колебания давления ±0,08 бар | Колебания размеров уменьшены на 40 % | Прецизионные детали массового производства |
| Полноразмерная проверка | Регулировка обратной связи в реальном времени | Точность контроля ±1,5 мкм | Стабильность допуска улучшена на 50 %. | Медицинский, автомобильные детали высокого класса |
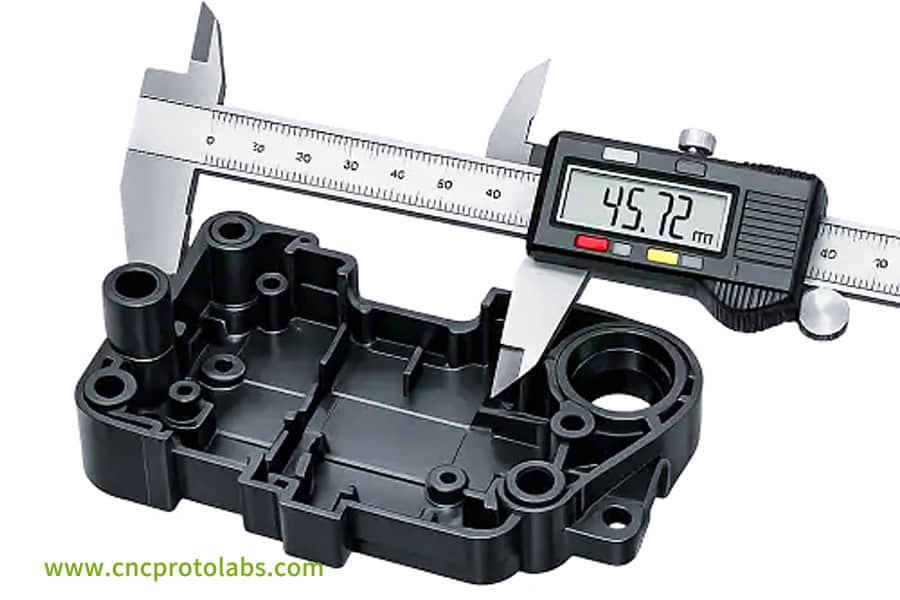
Рис. 1. Цифровой штангенциркуль с ЧПУ измеряет размеры черной отлитой под давлением детали сложной структуры, отображая точные показания на дисплее.
Что такое прецизионное литье под давлением и почему оно определяет затраты на сборку?
Один из первых вопросов, который люди задают после осознания концепции, лежащей в основе высоких допусков при литье под давлением, звучит так: «Что такое прецизионное литье под давлением?» Это процесс литья, который ограничивает изменения размеров компонентов несколькими микронами.
За счет отказа от ручного отбора, сокращения брака и внедрения автоматизированной сборки это косвенно и существенно влияет на общую стоимость последующего производства.
Основные технические характеристики прецизионного литья под давлением
Фундаментальные характеристики прецизионного литья под давлением отражены в тонко контролируемом процессе:
- Управление кривой давления в полости заменило традиционные методы включения/выключения , что приводит к более равномерному заполнению расплавом.
- Изменения температуры пресс-формы ограничены ±2 ℃, что помогает поддерживать постоянство допусков при литье под давлением.
- Различные уровни кривых давления впрыска используются для обработки сложных форм, с одной стороны, а с другой стороны, для достижения наилучшего качества поверхности при литье под давлением, что позволяет избежать дефектов поверхности, влияющих на посадку сборки.
Невидимый фактор, увеличивающий затраты на сборку: колебания размеров
Детали, отлитые под давлением традиционного типа, которые соответствуют допускам ±0,1 мм, придется в значительной степени регулировать вручную, а также требовать экранирования, что не только увеличивает стоимость, но и снижает эффективность.
С другой стороны, прецизионное литье под давлением снижает допуск элемента до ±0,02 мм, тем самым облегчая роботизированную автоматизированную сборку. При уменьшении отклонения размеров на 0,01 мм время цикла сборочной линии потенциально может сократиться на 2–3 секунды.
| Тип процесса | Диапазон допуска | Метод сборки | Процент затрат на рабочую силу | Время цикла сборки | Стоимость сборки агрегата |
| Традиционное литье под давлением | ±0,1 мм | Ручной отбор + подгонка | 40% | 15 сек/шт. | 0,8 доллара США |
| Прецизионное литье под давлением | ±0,02 мм | Автоматизированная сборка | 5% | 6 сек/шт. | 0,3 доллара США |
| Высокоточное литье под давлением | ±0,005 мм | Высокоскоростная автоматизированная сборка | 2% | 4 сек/шт. | 0,25 доллара США |
| Традиционное литье под давлением + ручная установка | ±0,05 мм | Ручной + Полуавтоматический | 25% | 10 сек/шт. | 0,5 доллара США |
Какому столбцу таблицы соответствует ваш метод сборки изделия и требования к допускам? Отправьте чертежи, чтобы получить бесплатный анализ выбора процесса и отчеты о расчете потенциальной экономии затрат.
Как решить проблему допуска на уровне микрометра при литье крупных деталей?
Основной проблемой контроля допусков при литье крупных деталей является неравномерная усадка деталей. Однако мы можем достаточно эффективно контролировать допуск на микронном уровне посредством правильного планирования процесса.
Стратегии контроля усадки крупных деталей
Мы применяем три метода контроля усадки, которые также могут гарантировать соблюдение допусков при литье под давлением:
- Благодаря независимому зональному контролю температуры мы корректируем неравномерность усадки из-за различной толщины стенок.
- Используя литье под низким давлением, мы вызываем меньшее внутреннее напряжение и, следовательно, деформацию.
- На основе анализа CAE конструкция компенсации обратной деформации прогнозирует деформацию и обратную корректировку формы. В результате коробление снижается на 82%.
Применение конформного охлаждения в больших формах
Конформное охлаждение — очень эффективный метод решения проблем толерантности в литье крупных деталей под давлением .
Благодаря 3D-печатным конформным каналам охлаждения однородность температуры формы повышается на 40 %, период охлаждения сокращается на 56 %, себестоимость единицы продукции снижается на 0,01 доллара США, а плоскостность крупных деталей улучшается с ±0,15 мм до ±0,03 мм, что соответствует требованиям высокоточного литья под давлением.
Почему стандартные допуски при литье под давлением сами по себе не могут удовлетворить требования сложной сборки?
Многие клиенты задаются вопросом, почему стандартные допуски при литье под давлением не могут быть достаточными для сложных требований к сборке. Основная причина заключается в том, что он может гарантировать только одно отклонение измерения в 0,1 мм, тогда как позиционные и геометрические допуски плоскостности, необходимые в сложных сборках, не являются частью общих стандартов.
Основное различие между общими и геометрическими допусками
Стандартные допуски литья под давлением и геометрические допуски имеют фундаментальное несоответствие: первый ограничивает только одно измерение и игнорирует пространственные отношения между элементами.
Точность позиционирования ±0,02 мм и плоскостность 5 мкм, необходимые для посадки и герметизации нескольких полостей, выходят за установленные пределы и должны быть достигнуты путем прецизионного литья под давлением.
Три основных дефекта сложных сборок
- Совокупные допуски. Добавление отклонений размеров нескольких деталей приводит к помехам при сборке, что является основной проблемой стандартных допусков для литья под давлением.
- Коробление: Общие стандарты не регламентируют общую деформацию деталей. Тот факт, что один размер соответствует стандарту, не предотвращает образование неравномерных монтажных зазоров , что влияет на точность уплотнения.
- Заусенцы и заусенцы: получение чистой детали при стандартном литье под давлением по-прежнему является сложной задачей. Эти дефекты ухудшают посадку узла и увеличивают затраты на ручной ремонт.
Борьба с невозможностью стандартные допуски для литья под давлением для удовлетворения потребностей сложных сборок? Запишитесь на индивидуальную консультацию с инженером, чтобы получить индивидуальное решение для точного литья под давлением.
Как решить проблемы усадки и деформации с помощью управления процессом с допусками на уровне микрометра?
Контроль усадки и коробление деталей являются основными проблемами прецизионного литья под давлением, которые позволяют достичь микронных допусков. Благодаря научному подходу к оптимизации процесса степень коробления можно сократить с 1,85 мм до ±0,30 мм, то есть на 82%.
Точная компенсация усадки
Различная усадка материалов влияет на допуски при литье под давлением. Например, степень усадки PBT-GF30 варьируется от 0,2% до 0,8%, тогда как PP — от 1,5% до 2,5%.
Мы используем анализ текучести пресс-формы для прогнозирования усадки и увеличиваем полость пресс-формы в 1,003-1,025 раза в качестве компенсационной меры. Работа с материалами, армированными стекловолокном, приводит к уменьшению усадки на 50-80% в продольном направлении.
Трехуровневое вмешательство для контроля коробления
- Первичное вмешательство: Улучшите температуру плавления, температуру формы и время охлаждения, чтобы добиться снижения коробления на 3,25–15 %, что является основным методом контроля.
- Вторичное вмешательство: улучшение теплового баланса пресс-формы за счет поддержания разницы температур в пределах ±5 ℃, чтобы уменьшить коробление, вызванное термическим напряжением, и стабилизировать допуски при литье под давлением.
- Третичное вмешательство: дизайн компенсации обратной или обратной деформации. Этот подход предполагает прогнозирование деформации посредством анализа текучести пресс-формы и, следовательно, выполнение обратной коррекции пресс-формы . В результате остаточная деформация может сохраняться в пределах ±0,05 мм, что соответствует требованиям высокоточного литья под давлением.
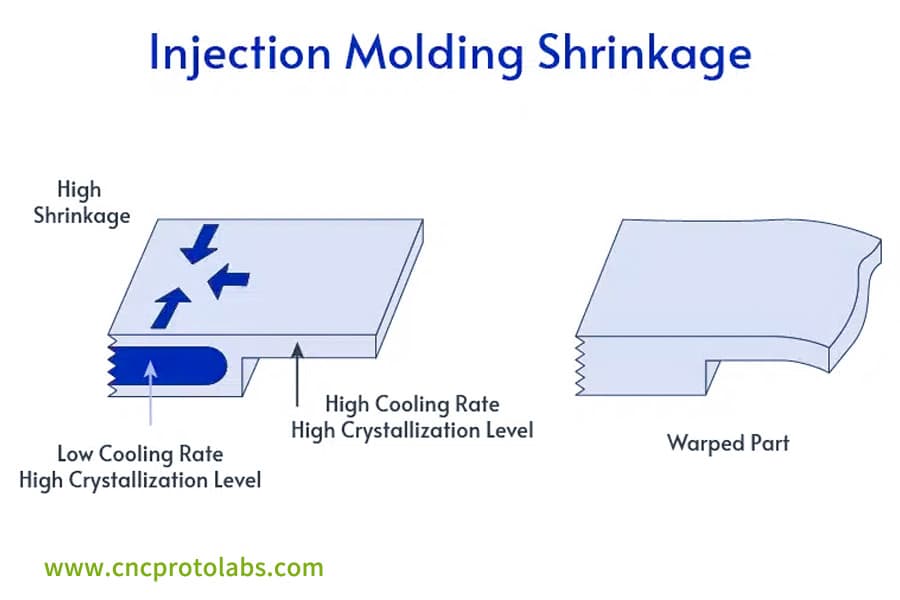
Рисунок 2. Инфографика, иллюстрирующая причины усадки и деформации при литьевом формовании, с указанием деформированной детали и указанием факторов, способствующих этому.
Как можно напрямую преобразовать допуск микрометра в конкретные числа, чтобы снизить затраты на сборку?
Некоторые клиенты беспокоятся о затратах, связанных с микронными допусками. Фактически, он может контролировать плоскостность уплотнительных поверхностей с точностью до 5 мкм, что позволяет автоматизировать сборку, устраняет необходимость в промежуточных проверках, увеличивает процент выхода продукции с 80% до более 99% и сокращает общие производственные затраты более чем на 30%.
Сравнение стоимости медицинских микрофлюидных чипов
Рассмотрим медицинский микрофлюидный чип Заказчик, например, там, где традиционные методы требуют 100% ручной сортировки из-за значительных отклонений в размерах, которые вызывают 20% утечек и процент брака и, следовательно, стоимость высока.
После использования прецизионного литья под давлением плоскостность составляет менее 5 мкм, что позволяет автоматизировать сборку, исключает необходимость контроля и снижает общие производственные затраты более чем на 30%.
Количественный расчет экономии затрат
- Избавьтесь от ручного контроля: сэкономьте 2-3 контролера качества на сборочной линии. Ежегодная экономия затрат на рабочую силу: 60 000–90 000 долларов США.
- Снижение процента брака: с 20% до 1%, таким образом, экономия материальных затрат составляет 19 000 единиц на миллион единиц, около 9 500 долларов США.
- Ускорение скорости сборки: время цикла сокращено с 15 секунд до 6 секунд, эффективность сборки увеличена на 60 %, что делает затраты на единицу продукции более доступными.
Хотите точно рассчитать экономию средств на вашем продукте после внедрения прецизионного литья под давлением? Получите бесплатный лист расчета стоимости, введите объем выпуска продукции, затраты на материалы и другие параметры, чтобы быстро получить оценку.
Как проверить, обладает ли поставщик реальными возможностями высокоточного литья под давлением?
Выбирая поставщика высокоточного литья под давлением, вы, вероятно, заставите себя оценить его возможности тестирования, управления процессом и тематические исследования проектов.
Эти вещи позволяют тщательно и точно оценить свои реальные силы. Кроме того, эти действия помогают избежать удивления по поводу огромного разрыва между тем, что рекламируется, и тем, что есть на самом деле.
Абсолютная необходимость тестирования возможностей
Поставщики высокоточного литья под давлением должны иметь высокоточное испытательное оборудование. Они обеспечивают точность КИМ ±1,5 мкм, а сканер белого света можно использовать для одновременной проверки допусков на размеры и качества поверхности при литье под давлением.
Кроме того, они должны предоставить отчеты FAI и данные о технологических возможностях с CPK≥1,33, чтобы продемонстрировать, что допуски и качество поверхности могут поддерживаться стабильно.
Программные возможности управления процессом
- Иметь возможность анализа текучести пресс-форм и иметь опыт использования Moldflow/Moldex3D для оптимизации процессов. Это основное требование к прецизионному литью под давлением.
- Осуществляйте мониторинг давления в полости в режиме реального времени, а впрыски адаптивно адаптируются к изменениям давления, чтобы можно было стабильно поддерживать допуски при литье под давлением.
- Быть сертифицированным по крайней мере по одному из следующих стандартов : ISO 13485 (медицинский) или IATF 16949 (автомобильная промышленность), чтобы продемонстрировать соответствие производственных процессов высоким отраслевым стандартам.
Три ключевых момента для аудита поставщиков
Аудит поставщиков требует концентрации на трех аспектах: прохождении аналогичных тематических исследований по проектам допусков для проверки практического опыта, проверке рабочих данных системы контроля температуры пресс-формы и обеспечении наличия надежной системы отслеживания партий материалов для обеспечения постоянства качества.
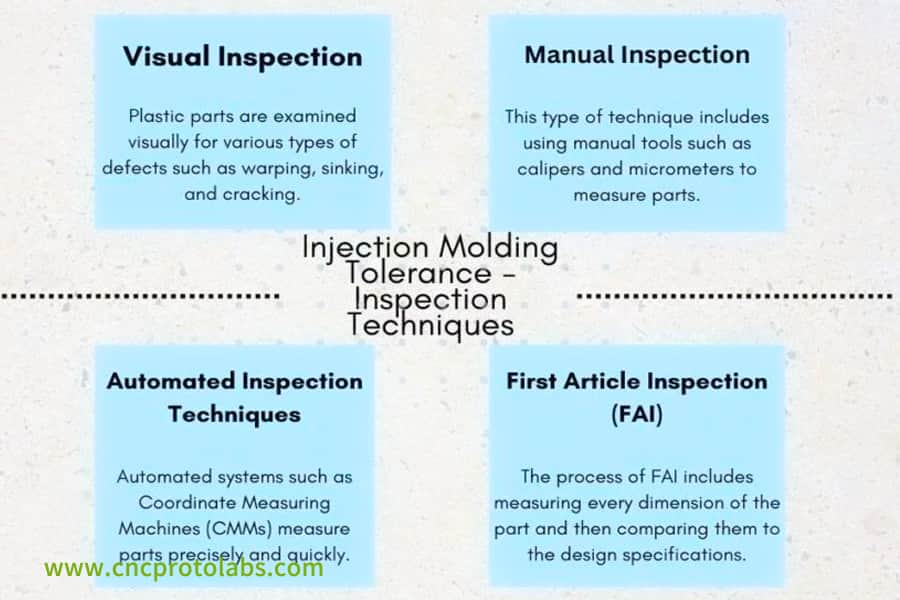
Рисунок 3: Инфографика, сравнивающая различные методы проверки качества деталей, отлитых под давлением.
Пример использования точности JS: плоскостность уплотняемой поверхности микрожидкостных чипов варьируется от ± 0,1 мм до 5 мкм
Теорию следует применять на практике. Поэтому мы представляем тематическое исследование, которое демонстрирует, как высокоточное литье под давлением использовалось для решения проблем сборки микрофлюидных чипов, а также для снижения затрат и повышения эффективности.
Проблемы:
Площадь уплотнения микрофлюидных чипов компании, производящей медицинское оборудование, составляет буквально всего 12×8 мм, а плоскостность должна быть ≤5 мкм. Плоскостность, достигаемая традиционным литьем под давлением, составляет ±0,1 мм, что приводит к 20% утечкам и проценту брака, а также к ежегодным потерям более 100 000 долларов США.
Трудно контролировать усадку и коробление материала PBT-GF30, а стандартные допуски при литье под давлением не могут соответствовать требованиям.
Решение:
Нашим ответом на болевые точки клиента была разработка индивидуального процесса литья под давлением с очень высокой точностью. Действия включают в себя:
1. Чтобы достичь ошибки 5%, используйте программное обеспечение для анализа текучести пресс-формы Moldflow , чтобы предвидеть усадку и коробление материала.
Интеграция со структурой детали помогает найти лучшее положение литника, контролируя отклонения размеров до ±0. 01 мм от источника и это служит основой для последующего контроля допуска.
2. Для полости пресс-формы анализ текучести пресс-формы показал предустановленную величину обратной деформации 0,08 мм.
С помощью Moldex3D было проведено три итерации: первая компенсация составила 0,05 мм, измеренная остаточная деформация составила 0,03 мм, вторая компенсация составила 0,10 мм, и произошла перекомпенсация.
Наконец, зафиксируйте 0,08 мм, чтобы естественный отскок деталей после извлечения из формы находился точно в центре зоны допуска ± 0,05 мм.
3. Вставка из нержавеющей стали. Технология 3D-печати был использован для изготовления конформных каналов охлаждения.
Они были спроектированы в соответствии с профилем полости, а контроль разницы температур был настолько строгим, что разница температур в различных областях полости ограничивалась ±2 ℃. Это не только снизило влияние температурных напряжений на отклонения размеров, но и увеличило эффективность охлаждения на 56%, тем самым обеспечив стабильность допусков.
4. Контролировали изменение давления выдержки в пределах ±0. 5% за счет использования системы мониторинга давления в полости в режиме реального времени, которая не только предоставляет нам немедленные данные о давлении, но и позволяет нам выполнять адаптивные настройки , которые устраняют отклонения размеров из-за неравномерного заполнения расплавом и обеспечивают постоянство размеров детали.
Окончательные результаты
Благодаря вышеуказанным решениям плоскостность уплотнительной поверхности микрофлюидного чипа заказчика постоянно контролировалась в пределах 5 мкм, что привело к снижению процента дефектов из-за утечек с 20% до 0,5% , что привело к ежегодной экономии в размере 95 000 долларов США за счет меньшего количества бракованных деталей.
При этом нам удалось полностью исключить на 100% процесс промежуточного визуального контроля, что позволило нам сократить двух контролеров качества на сборочную линию и сэкономить 60 000 долларов США на трудозатратах ежегодно.
Кроме того, мы сделали возможной автоматизированную высокоскоростную сборку штабелей, что сделало сборку на 60 % быстрее и снизило общие производственные затраты на 35 %. Кроме того, наши клиенты также стали нашими долгосрочными партнерами.
У вас есть очевидная потребность в высокоточном литье под давлением? Отправьте свои 3D-чертежи, и мы подберем для вас решение и предоставим быстрое и точное ценовое предложение для обеспечения эффективной реализации.
Рисунок 4. Точно изготовленная прозрачная подложка микрофлюидного чипа со сложной сетью каналов.
Часто задаваемые вопросы
Вопрос 1. Каков минимальный допуск, достижимый при прецизионном литье под давлением?
Точность литья под давлением промышленного уровня может достигать только ± 0,005 мм. Стандартное массовое производство позволяет надежно и стабильно производить детали с точностью до ±0,02 мм, чего достаточно для сборки большинства высококачественных продуктов.
В2. Каковы стандартные ссылки на допуски при литье под давлением?
Самым последним международным стандартом допусков пластиковых деталей, отлитых под давлением, является ISO 20457:2018 , который заменил старый стандарт DIN 16901. Мы следуем этому стандарту на протяжении всего процесса.
Вопрос 3. Как определить, требует ли моя деталь высокоточного литья под давлением?
Если сборка детали предполагает автоматизацию, герметизацию и т.п., а монтажный зазор составляет менее 0,05 мм, то для гарантии качества сборки необходимо высокоточное литье под давлением.
Вопрос 4. Как гарантируются допуски при литье крупных деталей под давлением?
Благодаря зональному контролю температуры пресс-формы, конформному охлаждению и конструкции компенсации деформации , допуск крупных деталей литьевого формования двухметрового класса может быть стабилизирован в пределах ±0,1 мм.
Вопрос 5. Почему стандартные допуски для литья под давлением непригодны для сложных сборок?
Стандартные допуски для литья под давлением регулируют только один размер и, следовательно, не могут относиться к основным геометрическим допускам, включая точность позиционирования и плоскостность, которые необходимы для сложных сборок.
Вопрос 6. Насколько прецизионное литье под давлением стоит дороже, чем обычное литье под давлением?
Формы для прецизионного литья под давлением на 20-50% дороже обычных форм для литья под давлением, однако цена за единицу продукции может быть снижена на 10-30% из-за отсутствия дополнительной обработки. Так что это более экономично для долгосрочных массовых продуктов.
Вопрос 7. Существуют ли какие-либо особые требования к материалам для прецизионного литья под давлением?
Для прецизионного литья под давлением используются специально разработанные материалы, которые характеризуются низкой усадкой и высокой текучестью. Кроме того, стабильность партии материала должна быть сертифицирована , чтобы иметь возможность поддерживать стабильные размеры при литье под давлением.
Вопрос 8. Насколько контроль температуры пресс-формы влияет на допуски?
Изменения температуры в форме на ±5℃ могут привести к изменению степени усадки материала на ±00,05%, что, в свою очередь, влияет на размеры деталей. Мы поддерживаем очень строгий контроль температуры пресс-формы в пределах ±2 ℃.
Вопрос 9. Сколько времени проходит от проектирования до серийного производства?
Изготовление пресс-формы занимает 4–6 недель, 2 недели — образец Т1 и 2–3 раунда оптимизации процесса. Весь период времени от проектирования до массового производства составляет примерно 8-10 недель, что позволяет эффективно выполнять потребности массового производства .
Краткое содержание
Прецизионное литье под давлением – это не только повышение точности, но и полное изменение способа производства.
Он выходит за рамки обычных допусков при литье под давлением, что приводит к снижению затрат более чем на 30 % и увеличению производительности более чем на 99 % для сложных деталей в таких областях, как медицина и автомобилестроение, благодаря использованию контроля допусков на микронном уровне.
Закажите прецизионную продукцию и получите комплексную профессиональную поддержку от JS Precision. Хотите проверить, подходит ли ваша деталь для точного литья под давлением? Отправьте нам свои 3D-чертежи , и наши специалисты проведут технико-экономическое обоснование DFM и предоставят вам отчет о сравнении затрат в течение 24 часов.
Давайте узнаем, какую экономию «20%» мы можем вам предложить.

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. JS Прецизионные услуги ,нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через JS Precision Network. Это ответственность покупателя Требуйте расценки на запчасти Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Команда точности JS
JS Precision — ведущая компания отрасли , сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением , Штамповка металла, и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. Выбирать JS Точность это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.cncprotolabs.com
Ресурс

