
Präzisionsspritzguss ist eine wesentliche Technologie, um die Herausforderungen bei der Montage komplizierter Teile zu bewältigen. Beispielsweise sind medizinische Mikrofluidik-Chip-Montagelinien mit einer Leckage-Ausschussrate von 20 %, einer 100 % manuellen Sichtprüfung und wiederholten Korrekturen unebener Dichtungsflächen konfrontiert.
Die Grundursache für diese Probleme ist dieselbe: Standard-Spritzgusstoleranzen können die Anforderungen komplizierter Baugruppen nicht erfüllen. Jede Abweichung von 0,1 mm schmälert Ihren Gewinn.
Zusammenfassung der Kernantwort
| Prozesstechnik | Präzisionsklasse | Kernvorteile |
| Präzisionsspritzguss | Toleranz im Mikrometerbereich (±0,005 mm – ±0,02 mm). | Vorteile: Bessere Komponentenkonsistenz, die eine automatisierte Montage ermöglicht. |
| Hochpräzises Spritzgießen | Ebenheitskontrolle ≤5µm. | Ergebnisse, die eine solche Ebenheitsqualität lieferten, senkten die Leckagerate der Dichtfläche von 20 % auf weniger als 1 % . |
| Prozesskontrollmethoden | Verzugskontrolle ≤±0. 05mm. | Es macht die Zwischenkontrolle und manuelle Überprüfung überflüssig. |
| Gesamtkosteneffizienz | Reduzierung der Stückkosten um 10–30 %. | Reduzierung der Herstellungskosten um insgesamt über 30 %. |
Wichtigste Schlussfolgerungen
- Die Toleranz im Mikrometerbereich macht manuelles Screening überflüssig und ermöglicht eine automatisierte Montage
- Die Ebenheitskontrolle von 5 µm reduziert die Leckagerate der Dichtfläche von 20 % auf weniger als 1 %.
- Hochpräzises Spritzgießen Kontrolliert den Verzug auf ±0,05 mm durch Formflussanalyse und konforme Kühlung
Warum diesem Leitfaden vertrauen? Die Erfahrung von JS Precision im Präzisionsspritzguss
JS Precision ist auf Präzisionsspritzguss spezialisiert und ein professioneller Hersteller, der über jahrelange Branchenerfahrung verfügt . Unsere Hauptstärke liegt in unserer Fähigkeit, Präzisionsspritzgusstechnologie im Präzisionsspritzgussprozess selbst einzusetzen.
Wir verbinden Formtechnologie eng mit den Produktionsherausforderungen der realen Welt und stellen unsere Fähigkeiten anhand von Fallstudien aus der Praxis und genauen Daten unter Beweis.
Wir haben Kunden in verschiedenen Branchen wie Medizin, Automobil und optische Kommunikation erstklassige Dienstleistungen erbracht. Wir haben mehr als 1.000 Präzisionsspritzgussprojekte erfolgreich durchgeführt, darunter über 200 im Zusammenhang mit medizinischen Mikrofluidikchips.
Wir haben unseren Kunden dabei geholfen, die Leckage- und Ausschussraten von über 20 % auf unter 1 % zu senken und die Herstellungskosten um durchschnittlich 30 % zu senken.
Unsere Produktion erfolgt streng nach den Internationaler Standard ISO 20457:2018 , die neueste und maßgebliche Norm für Toleranzen bei Kunststoffspritzgussteilen.
Darüber hinaus verfügen wir über hochpräzise Koordinatenmessgeräte (KMG), Weißlichtscanner und andere Inspektionsgeräte, die es uns ermöglicht haben, ein umfassendes Prozesskontrollsystem aufzubauen, das eine konsistente Toleranzkontrolle im Mikrometerbereich von ±0,005 mm bis ±0,02 mm ermöglicht.
In einem Fall, in dem unser Kunde ein Präzisions-Automobilbauteil benötigte, war eine der Techniken zur Kontrolle der Ebenheit des Bauteils auf 5 µm hochpräzises Spritzgießen.
Dadurch konnte der Kunde die lange Zeit behindernde Montagestörungsproblematik vollständig lösen und erkannte uns als langfristigen Partner.
Unser gesamtes Ingenieursteam verfügt über mehr als 5 Jahre Erfahrung im Präzisionsspritzguss. Dies ermöglicht es uns, ein breites Spektrum an Dienstleistungen anzubieten, angefangen von der Formflussanalyse über den Formenentwurf bis hin zur Massenproduktion, und außerdem können wir die Produkte entsprechend den Anforderungen verschiedener Branchen vorbereiten.
Ganz gleich, ob es um die Toleranzkontrolle eines großen Spritzgussteils oder um Dichtungsschwierigkeiten komplexer Bauteile geht, wir können Ihnen individuelle Lösungen anbieten. Unsere fundierten Kenntnisse auf diesem Gebiet sind es wert, jeden Zweifel unserer Kunden auszuräumen.
Möchten Sie einen ersten Einblick in Fallstudien zum Präzisionsspritzguss erhalten? Kontaktieren Sie unsere Ingenieure, um vollständige Projektfallstudien kostenlos anzusehen und intuitiv den wahren Wert der Kostensenkung und Effizienzsteigerung zu erleben.
Was ist die Standardtoleranz für hochpräzises Spritzgießen? Wie kann man zufrieden sein?
Viele Kunden fragen nach den üblichen Toleranzen beim Hochpräzisionsspritzguss und wie diese erreicht werden.
Die kurze Antwort lautet: Der normale Toleranzbereich beträgt ±0. 02 mm bis ±0,05 mm, und bei besonderen Anforderungen kann es bis zu ±0 betragen. 005mm. Dies sind die vier Grundprinzipien des Prozesses, durch die wir diese Toleranzen garantieren können.
ISO 20457:2018 Toleranzspezifikation für Präzisionsspritzguss
ISO 20457:2018 ist die neueste internationale Norm für Spritzgusstoleranzen für Kunststoffe und ersetzt die ältere Norm DIN 16901. Es ordnet die Toleranzen in die Stufen „Allgemein“, „Präzision“ und „Ultrahochpräzision“ ein.
Hochpräzises Spritzgießen entspricht den Stufen IT10–IT12, wobei die genauen Zahlen je nach Materialschrumpfung und geometrischer Komplexität festgelegt werden. Unsere Kalibriermaschinen haben eine um eine Größenordnung höhere Genauigkeit als die gemessenen Toleranzen.
Vier Säulen der Prozessunterstützung für Toleranzen im Mikrometerbereich
1. Software zur Formflussanalyse (Moldflow/Moldex3D):
Mit diesen Lösungen können Sie genau vorhersagen, wie Ihr Material schrumpft und sich verzieht, die besten Anschnittpositionen ermitteln und die einstellen Spritzgusstoleranzen Mit voller Kontrolle vom Startpunkt an.
2. Konformes Kühlkanaldesign:
Eine solche Änderung der Kühlung Ihrer Teile könnte sogar zu einer Verkürzung der Kühlzeit um 56 % führen, während Ihre Teile gleichzeitig weniger unter thermischer Verformung leiden und eine bessere Konsistenz aufweisen. Diese Konstruktionsmethode macht Ihr hochpräzises Standardspritzgussverfahren stabil und einfach.
3.Echtzeit-Hohlraumdrucküberwachungssystem:
Mit diesem System können Sie Druckschwankungen auf einem Minimum von 0,08 bar halten, Maßabweichungen eliminieren und stabile Spritzgusstoleranzen gewährleisten.
4. Koordinatenmessgerät (KMG) und Weißlichtscanner:
Diese Technologie ermöglicht eine vollständige Rückmeldung im geschlossenen Regelkreis und eine kontinuierliche Maßüberwachung des Spritzgussprozesses, die automatisch angepasst werden kann.
Darüber hinaus trägt es auch dazu bei, die Oberflächengüte des Spritzgusses anhand der Standards mit einem hohen Maß an Genauigkeit zu überprüfen und so sowohl engste Toleranzen als auch beste Oberflächenqualität beim Spritzguss zu gewährleisten.
| Prozesssäule | Kernrolle | Eckdaten | Entsprechende Toleranzverbesserung | Anwendbare Szenarien |
| Formflussanalyse | Prognostiziert Schrumpfung und Verzug | Fehler bei der Verzugsvorhersage ≤5 % | Toleranzgenauigkeit um 30 % verbessert | Komplexe geometrische Teile |
| Konforme Kühlung | Reduziert die Verformung durch thermische Belastung | Abkühlzeit um 56 % verkürzt | Ebenheit um 60 % verbessert | Dünnwandige, großflächige Teile |
| Echtzeit-Überwachung des Hohlraumdrucks | Stabilisiert den Einspritzdruck | Druckschwankung ±0,08 bar | Dimensionsschwankungen um 40 % reduziert | Massengefertigte Präzisionsteile |
| Inspektion in voller Größe | Feedback-Anpassung in Echtzeit | Inspektionsgenauigkeit ±1,5 µm | Toleranzstabilität um 50 % verbessert | Medizin, hochwertige Automobilteile |
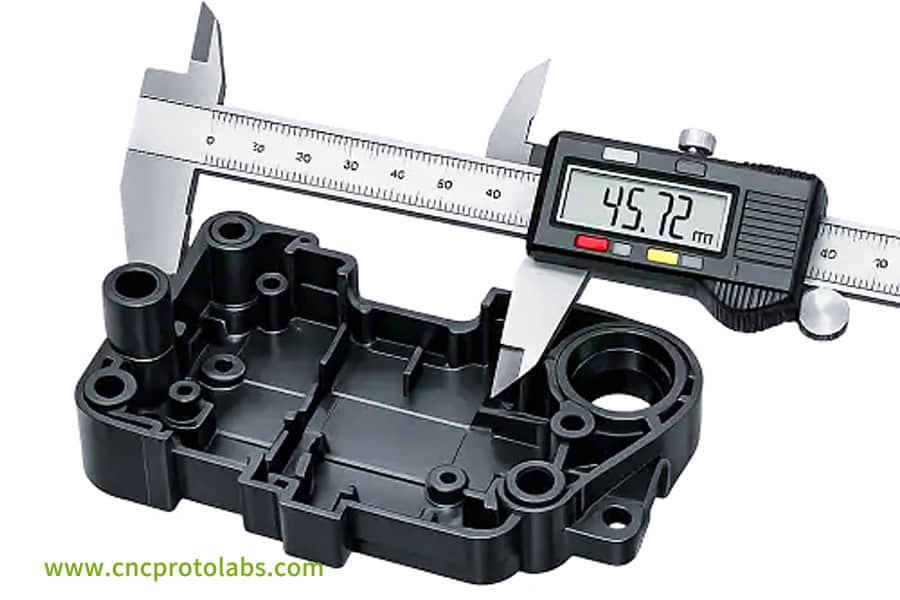
Abbildung 1: Ein digitaler CNC-Messschieber misst die Abmessung eines schwarzen Spritzgussteils mit komplexer Struktur und zeigt einen präzisen Messwert auf dem Display an.
Was ist Präzisionsspritzguss und warum bestimmt es die Montagekosten?
Eine der ersten Fragen, nach denen sich Menschen fragen, nachdem sie das Konzept hinter hochpräzisen Spritzgusstoleranzen erkannt haben, ist: „Was ist Präzisionsspritzguss?“ Es handelt sich um einen Formprozess, der Abweichungen bei den Bauteilabmessungen auf wenige Mikrometer beschränkt.
Durch den Wegfall der manuellen Siebung, die Reduzierung des Ausschusses und die Erreichung einer automatisierten Montage wirkt sich dies indirekt und erheblich auf die Gesamtkosten der nachgelagerten Fertigung aus.
Grundlegende technische Merkmale des Präzisionsspritzgusses
Die grundlegenden Eigenschaften des Präzisionsspritzgusses spiegeln sich in seinem sorgfältig kontrollierten Prozess wider:
- Die Steuerung der Hohlraumdruckkurve hat herkömmliche Ein-/Aus-Methoden ersetzt und führt zu einer gleichmäßigeren Schmelzefüllung.
- Änderungen der Formtemperatur sind auf ±2 °C begrenzt, was dazu beiträgt, dass die Spritzgusstoleranzen konsistent bleiben.
- Verschiedene Niveaus von Spritzdruckkurven werden verwendet, um einerseits komplizierte Formen zu bewältigen und andererseits die bestmögliche Oberflächengüte beim Spritzgießen zu erzielen und so Oberflächendefekte zu vermeiden, die die Passung der Baugruppe beeinträchtigen.
Unsichtbarer Faktor, der die Montagekosten in die Höhe treibt: Maßschwankungen
Spritzgussteile herkömmlicher Art, die Toleranzen von ±0,1 mm einhalten, müssen in großem Umfang manuell eingestellt werden und erfordern außerdem eine Siebung, was nicht nur die Kosten erhöht, sondern auch die Effizienz beeinträchtigt.
Präzisionsspritzguss hingegen reduziert die Merkmalstoleranz auf ±0,02 mm und erleichtert so die automatisierte Robotermontage. Bei einer Verringerung der Maßschwankung um 0,01 mm kann die Zykluszeit der Montagelinie möglicherweise um 2–3 Sekunden verkürzt werden.
| Prozesstyp | Toleranzbereich | Montagemethode | Arbeitskostenprozentsatz | Montagezykluszeit | Montagekosten der Einheit |
| Traditionelles Spritzgießen | ±0,1 mm | Manuelles Screening + Fitting | 40 % | 15 Sek./Stück | 0,8 $ |
| Präzisionsspritzguss | ±0,02 mm | Automatisierte Montage | 5 % | 6 Sek./Stück | 0,3 $ |
| Hochpräzises Spritzgießen | ±0,005 mm | Automatisierte Hochgeschwindigkeitsmontage | 2 % | 4 Sek./Stück | 0,25 $ |
| Traditionelles Spritzgießen + manuelle Montage | ±0,05 mm | Manuell + Halbautomatisch | 25 % | 10 Sek./Stück | 0,5 $ |
Mit welcher Spalte in der Tabelle stimmen Ihre Produktmontagemethode und Ihre Toleranzanforderungen überein? Senden Sie Zeichnungen, um eine kostenlose Analyse der Prozessauswahl und Berechnungsberichte zu potenziellen Kosteneinsparungen zu erhalten.
Wie kann das Problem der Mikrometertoleranz beim Spritzgießen großer Teile gelöst werden?
Die größte Herausforderung bei der Toleranzkontrolle beim Spritzgießen großer Teile ist die ungleichmäßige Schrumpfung der Teile. Durch die richtige Prozessplanung können wir jedoch die Toleranz im Mikrometerbereich sehr effektiv kontrollieren.
Strategien zur Schrumpfungskontrolle für große Teile
Wir wenden drei Schrumpfungskontrollmethoden an, die auch die Einhaltung der Spritzgusstoleranzen sicherstellen können:
- Durch unabhängige Zonentemperaturregelung gleichen wir ungleichmäßige Schrumpfungen aufgrund unterschiedlicher Wandstärken aus.
- Durch die Verwendung von Niederdruckspritzguss erzeugen wir weniger innere Spannungen und folglich eine Verformung.
- Basierend auf einer CAE-Analyse sagt das Design zur Kompensation der Umkehrverformung die Verformung voraus und korrigiert die Form durch die Umkehrung. Dadurch wird der Verzug um 82 % reduziert.
Anwendung der konformen Kühlung in großen Formen
Die konforme Kühlung ist eine sehr wirksame Methode, um die Toleranzprobleme in Angriff zu nehmen Spritzgießen großer Teile .
Mit 3D-gedruckten konformen Kühlkanälen wird die Gleichmäßigkeit der Formtemperatur um 40 % verbessert, die Abkühlzeit um 56 % verkürzt, die Stückkosten um 0,01 $ gesenkt und die Ebenheit der großen Teile von ±0,15 mm auf ±0,03 mm verbessert, wodurch die Anforderungen des hochpräzisen Spritzgusses erfüllt werden.
Warum können Standard-Spritzgusstoleranzen allein die Anforderungen komplexer Montagen nicht erfüllen?
Viele Kunden fragen, warum Standard-Spritzgusstoleranzen für komplexe Montageanforderungen nicht ausreichen können. Der Hauptgrund dafür ist, dass nur eine einzige Messabweichung von 0,1 mm garantiert werden kann, während die bei komplexen Baugruppen erforderlichen geometrischen Positions- und Ebenheitstoleranzen nicht Teil der allgemeinen Standards sind.
Der Hauptunterschied zwischen allgemeinen und geometrischen Toleranzen
Standard-Spritzgusstoleranzen und geometrische Toleranzen weisen einen grundlegenden Unterschied auf: Erstere beschränken nur eine Dimension und ignorieren räumliche Beziehungen zwischen Merkmalen.
Die für die Passung und Abdichtung mehrerer Kavitäten geforderte Positionsgenauigkeit von ±0,02 mm und Ebenheit von 5 µm liegen außerhalb der vorgeschriebenen Grenzen und müssen durch Präzisionsspritzguss erreicht werden.
Die drei Hauptfehler komplexer Baugruppen
- Kumulierte Toleranzen: Die Addition von Maßabweichungen mehrerer Teile führt zu Montagestörungen, die das Hauptproblem bei Standard-Spritzgusstoleranzen darstellen.
- Verzug: Allgemeine Normen regeln nicht die Gesamtverformung von Teilen. Die Tatsache, dass ein einzelnes Maß der Norm entspricht , verhindert nicht die Bildung unregelmäßiger Montagespalte und beeinträchtigt somit die Dichtgenauigkeit.
- Grate und Grate: Beim Standardspritzguss ist es immer noch eine Herausforderung, ein sauberes Teil zu erhalten. Diese Mängel beeinträchtigen die Passgenauigkeit der Baugruppe und erhöhen die Kosten für die manuelle Reparatur.
Mit der Unfähigkeit kämpfen Standard-Spritzgusstoleranzen um die Anforderungen komplexer Baugruppen zu erfüllen? Vereinbaren Sie ein persönliches Beratungsgespräch mit einem Ingenieur, um eine maßgeschneiderte Präzisionsspritzgusslösung zu erhalten.
Wie lassen sich Schrumpfungs- und Verformungsprobleme durch Prozesskontrolle im Mikrometerbereich lösen?
Schrumpfungskontrolle und Teileverzug sind die Hauptprobleme beim Präzisionsspritzguss, die es ermöglichen, Toleranzen im Mikrometerbereich zu erreichen. Mit einem wissenschaftlichen Ansatz zur Prozessoptimierung kann der Verzug von 1,85 mm auf ±0,30 mm reduziert werden, was einer Reduzierung um 82 % entspricht.
Präzise Schwundkompensation
Unterschiedliche Materialschrumpfungen wirken sich auf die Spritzgusstoleranzen aus. Beispielsweise liegt die Schrumpfungsrate von PBT-GF30 zwischen 0,2 % und 0,8 %, während PP zwischen 1,5 % und 2,5 % liegt.
Wir verwenden die Formflussanalyse zur Vorhersage der Schrumpfung und vergrößern als Ausgleichsmaßnahme den Formhohlraum um das 1,003- bis 1,025-fache . Das Arbeiten mit glasfaserverstärkten Materialien führt zu einer Schrumpfungsreduzierung von 50–80 % in Längsrichtung.
Dreistufiger Eingriff zur Verzugskontrolle
- Primärer Eingriff: Schmelzetemperatur, Formtemperatur und Abkühlzeit verbessern, um eine Verringerung des Verzugs um 3,25–15 % zu erreichen, was die grundlegende Kontrollmethode darstellt.
- Sekundärer Eingriff: Besseres thermisches Gleichgewicht der Form, indem der Temperaturunterschied innerhalb von ±5 °C gehalten wird, um durch thermische Belastung verursachte Verwerfungen zu reduzieren und die Spritzgusstoleranzen zu stabilisieren.
- Tertiärer Eingriff: Entwurf zur Kompensation der umgekehrten oder rückwärtigen Verformung. Bei diesem Ansatz wird die Verformung mittels Formflussanalyse vorhergesagt und somit eine Rückkorrektur der Form durchgeführt . Dadurch kann die Restverformung innerhalb von ±0,05 mm gehalten werden, um den hochpräzisen Spritzgussanforderungen gerecht zu werden.
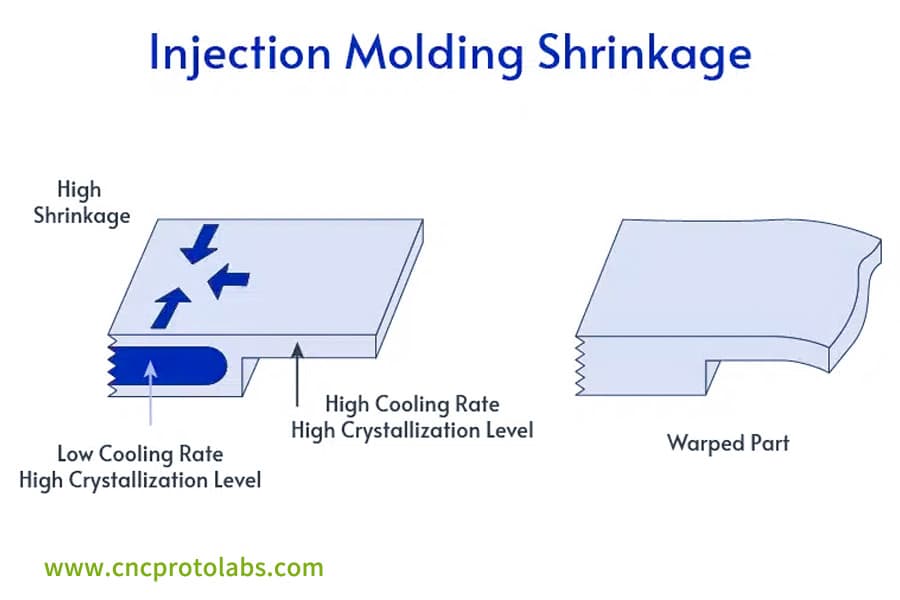
Abbildung 2: Eine Infografik, die die Ursachen für Schrumpfung und Verzug beim Spritzgießen veranschaulicht, ein verzerrtes Teil zeigt und die dazu beitragenden Faktoren beschriftet.
Wie kann die Mikrometertoleranz direkt in spezifische Zahlen umgerechnet werden, um die Montagekosten zu senken?
Mehrere Kunden machen sich Sorgen über die Kostenauswirkungen der Mikrometertoleranz. Tatsächlich kann damit die Ebenheit von Dichtungsflächen innerhalb von 5 µm kontrolliert werden, was eine automatisierte Montage ermöglicht, Zwischenkontrollen überflüssig macht, die Ausbeute von 80 % auf über 99 % erhöht und die gesamten Herstellungskosten um mehr als 30 % senkt .
Kostenvergleich medizinischer Mikrofluidik-Chips
Betrachten Sie a medizinischer mikrofluidischer Chip Kunden beispielsweise, bei denen herkömmliche Methoden aufgrund erheblicher Dimensionsschwankungen eine 100 % manuelle Siebung erfordern, was zu einer Leckage- und Ausschussrate von 20 % führt und daher hohe Kosten verursacht.
Nach dem Präzisionsspritzguss beträgt die Ebenheit ≤5 µm, was die automatisierte Montage unterstützt, Inspektionen überflüssig macht und die Gesamtherstellungskosten um über 30 % geringer sind.
Quantitative Berechnung der Kosteneinsparungen
- Beseitigen Sie die manuelle Überprüfung: Sparen Sie 2-3 Qualitätsprüfer pro Montagelinie. Jährliche Arbeitskosteneinsparungen: 60.000–90.000 US-Dollar.
- Reduzierung der Ausschussrate: Von 20 % auf 1 %, wodurch die Materialkosteneinsparung 19.000 Einheiten pro Million Einheiten beträgt, etwa 9.500 US-Dollar.
- Beschleunigung der Montagegeschwindigkeit: Reduzierung der Zykluszeit von 15 Sekunden auf 6 Sekunden, Steigerung der Montageeffizienz um 60 %, wodurch die Stückkosten erschwinglicher werden.
Möchten Sie die Kosteneinsparungen für Ihr Produkt nach der Einführung des Präzisionsspritzgusses genau berechnen? Holen Sie sich ein kostenloses Kostenkalkulationsblatt, geben Sie Ihre Produktleistung, Materialkosten und andere Parameter ein, um schnell einen Kostenvoranschlag zu erhalten.
Wie kann überprüft werden, ob der Lieferant tatsächlich über die Fähigkeit zum hochpräzisen Spritzgießen verfügt?
Wenn Sie sich für einen Anbieter von Hochpräzisionsspritzguss entscheiden, werden Sie sich wahrscheinlich über dessen Testmöglichkeiten, Prozesskontrolle und Projektfallstudien informieren.
Diese Dinge ermöglichen eine gründliche und genaue Einschätzung ihrer tatsächlichen Stärken. Außerdem helfen diese Aktivitäten dabei, die Überraschung einer großen Lücke zwischen dem, was beworben wird, und dem, was tatsächlich vorhanden ist, zu vermeiden.
Absolute Notwendigkeiten zum Testen von Fähigkeiten
Lieferanten von Hochpräzisionsspritzguss müssen über hochpräzise Prüfgeräte verfügen. Sie erreichen eine KMG-Genauigkeit von ±1,5 µm und der Weißlichtscanner kann gleichzeitig zur Überprüfung von Maßtoleranzen und der Oberflächenbeschaffenheit des Spritzgusses verwendet werden.
Darüber hinaus sollten sie FAI-Berichte und Prozessfähigkeitsdaten mit CPK≥1,33 anbieten, um nachzuweisen, dass Toleranz und Oberflächenqualität konsistent eingehalten werden können.
Soft-Funktionen zur Prozesssteuerung
- Sie verfügen über die Fähigkeit zur Moldflow-Analyse und haben Erfahrung im Einsatz von Moldflow/Moldex3D zur Prozessoptimierung. Dies ist die Hauptanforderung für das Präzisionsspritzgießen.
- Überwachen Sie den Werkzeuginnendruck in Echtzeit und passen Sie die Einspritzungen adaptiv an Druckschwankungen an, sodass die Spritzgusstoleranzen stabil eingehalten werden können.
- Sie müssen nach mindestens einem der folgenden Standards zertifiziert sein: ISO 13485 (medizinisch) oder IATF 16949 (Automobilindustrie), um die Konformität von Produktionsprozessen mit den High-End-Industriestandards nachzuweisen.
Drei wichtige Punkte für die Lieferantenprüfung
Bei der Prüfung von Lieferanten muss man sich auf drei Aspekte konzentrieren: Durchgehen ähnlicher Fallstudien zu Toleranzprojekten, um praktische Erfahrungen zu überprüfen, Überprüfen der Betriebsdaten des Formtemperaturkontrollsystems und Sicherstellen, dass ein starkes System zur Rückverfolgbarkeit der Materialchargen vorhanden ist, um eine gleichbleibende Qualität sicherzustellen.
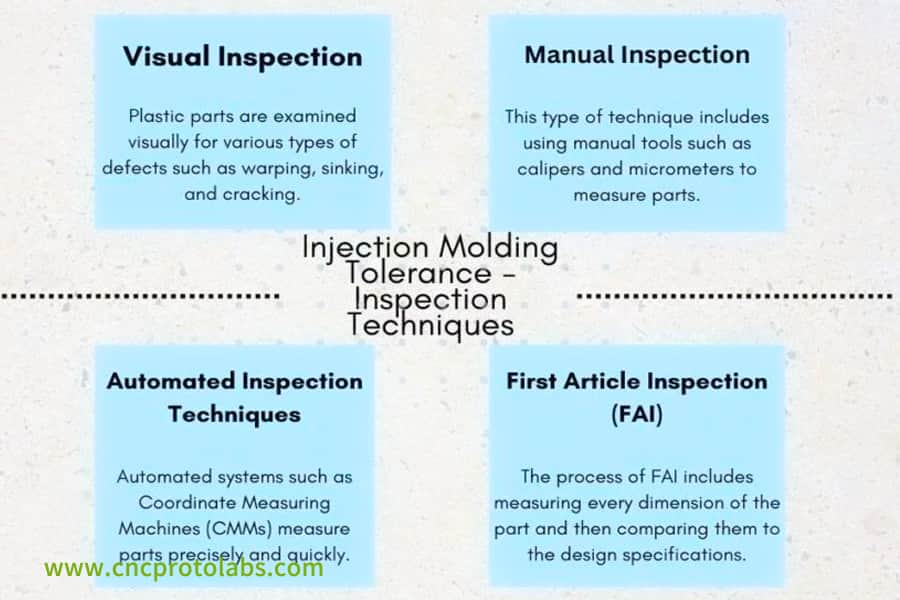
Abbildung 3: Eine Infografik, die verschiedene Methoden zur Qualitätsprüfung von Spritzgussteilen vergleicht.
Fallstudie von JS Precision: Die Ebenheit der Dichtungsoberfläche von Mikrofluidik-Chips reicht von ± 0,1 mm bis 5 µm
Die Theorie soll in die Praxis umgesetzt werden. Daher präsentieren wir eine Fallstudie, die zeigt, wie hochpräzises Spritzgießen eingesetzt wurde, um die Probleme des Kunden bei der Montage von Mikrofluidik-Chips zu lösen sowie Kosten zu senken und die Effizienz zu verbessern.
Herausforderungen:
Die Mikrofluidik-Chip-Dichtungsfläche eines Medizingeräteherstellers ist buchstäblich nur 12 mm x 8 mm groß und die Ebenheit muss ≤ 5 µm betragen. Die beim herkömmlichen Spritzgießen erreichte Ebenheit beträgt ±0,1 mm, was zu einer Leckage- und Ausschussrate von 20 % und einem jährlichen Verlust von mehr als 100.000 US-Dollar führt.
Es ist schwierig, die Schrumpfung und den Verzug des PBT-GF30-Materials zu kontrollieren, und die Standard-Spritzgusstoleranzen können die Anforderungen nicht erfüllen.
Lösung:
Unsere Antwort auf die Probleme des Kunden bestand darin, einen maßgeschneiderten Spritzgussprozess mit sehr hoher Präzision zu entwickeln. Aktionen umfassen:
1.Um einen Fehler von 5 % zu erreichen, verwenden Sie die Formflussanalysesoftware Moldflow , um Materialschrumpfung und -verzug vorherzusagen.
Die Integration in die Teilestruktur hilft dabei, die beste Anschnittposition zu finden und die Maßabweichungen auf ±0 zu kontrollieren. 01mm von der Quelle entfernt und dient als Grundlage für die spätere Toleranzkontrolle.
2. Für den Formhohlraum ergab die Formflussanalyse eine voreingestellte Umkehrkrümmung von 0,08 mm.
Mit Moldex3D wurden drei Iterationen durchgeführt: Die erste Kompensation betrug 0,05 mm und die gemessene Restverformung betrug 0,03 mm, die zweite Kompensation betrug 0,10 mm und es kam zu einer Überkompensation.
Sperren Sie abschließend 0,08 mm, um sicherzustellen, dass der natürliche Rückprall der Teile nach dem Entformen genau in der Mitte der Toleranzzone von ± 0,05 mm liegt.
3. Edelstahleinsatz 3D-Drucktechnologie wurde zur Herstellung konformer Kühlkanäle verwendet.
Sie wurden entsprechend dem Hohlraumprofil entworfen und die Temperaturdifferenzkontrolle war so streng, dass der Temperaturunterschied in verschiedenen Bereichen des Hohlraums auf ±2 °C begrenzt war. Dies verringerte nicht nur die Auswirkungen thermischer Spannungen auf Maßabweichungen, sondern erhöhte auch die Kühleffizienz um 56 % und sorgte so für Toleranzstabilität.
4. Wir haben die Schwankungen des Haltedrucks innerhalb von ±0 kontrolliert. 5 % durch den Einsatz eines Echtzeit-Werkzeuginnendrucküberwachungssystems, das uns nicht nur sofortige Druckdaten liefert, sondern uns auch die Durchführung adaptiver Anpassungen ermöglicht, die Maßabweichungen aufgrund ungleichmäßiger Schmelzefüllung eliminieren und konsistente Teileabmessungen gewährleisten.
Endgültige Ergebnisse
Mit den oben genannten Lösungen konnte die Ebenheit der Dichtungsoberfläche des Mikrofluidikchips des Kunden durchgängig auf 5 µm kontrolliert werden, was zu einer Verringerung der Leckagefehlerrate von 20 % auf 0,5 % führte, was zu jährlichen Einsparungen von 95.000 US-Dollar aufgrund weniger Ausschussteile führte
Gleichzeitig ist es uns gelungen, den visuellen Zwischenprüfungsprozess zu 100 % zu eliminieren, wodurch wir zwei Qualitätsprüfer pro Montagelinie entlassen und jährlich 60.000 US-Dollar an Arbeitskosten einsparen konnten.
Darüber hinaus haben wir eine automatisierte Hochgeschwindigkeits-Stapelmontage ermöglicht, die die Montage um 60 % beschleunigt und die gesamten Herstellungskosten um 35 % senkt. Darüber hinaus sind unsere Kunden auch zu unseren langfristigen Partnern geworden.
Haben Sie einen klaren Bedarf an hochpräzisem Spritzguss? Reichen Sie Ihre 3D-Zeichnungen ein und wir erstellen eine maßgeschneiderte Lösung für Sie und erstellen Ihnen schnell ein genaues Angebot, um eine effiziente Implementierung zu ermöglichen.
Abbildung 4: Ein präzise gefertigtes transparentes mikrofluidisches Chipsubstrat mit einem komplizierten Netzwerk von Kanälen.
FAQs
Q1. Was ist die minimal erreichbare Toleranz beim Präzisionsspritzguss?
Präzisionsspritzguss in Industriequalität kann nur auf ±0,005 mm reduziert werden. Die Standard-Massenproduktion kann zuverlässig und stabil ±0,02 mm produzieren, was für die Montageanforderungen der meisten High-End-Produkte ausreicht.
Q2. Was sind die Standardreferenzen für Spritzgusstoleranzen?
Die neueste internationale Norm für Spritzgusstoleranzen von Kunststoffspritzgussteilen ist ISO 20457:2018 , die die alte DIN 16901 abgelöst hat. Wir befolgen diese Norm während des gesamten Prozesses.
Q3. Wie kann ich feststellen, ob mein Teil hochpräzises Spritzgießen erfordert?
Wenn die Teilemontage Automatisierung, Abdichtung usw. erfordert und der Montagespalt weniger als 0,05 mm beträgt, ist ein hochpräzises Spritzgussverfahren erforderlich, um die Montagequalität zu gewährleisten.
Q4. Wie werden Toleranzen beim Spritzgießen großer Teile gewährleistet?
Mithilfe der Zonenregelung der Formtemperatur, der konturnahen Kühlung und des Anti-Deformations-Kompensationsdesigns kann die Toleranz großer Spritzgussteile der 2-Meter-Klasse innerhalb von ±0,1 mm stabilisiert werden.
F5. Warum sind Standard-Spritzgusstoleranzen für komplexe Baugruppen ungeeignet?
Standard-Spritzgusstoleranzen regeln nur eine Dimension und können sich daher nicht auf die wesentlichen geometrischen Toleranzen einschließlich Positionsgenauigkeit und Ebenheit beziehen, die für komplexe Baugruppen erforderlich sind.
F6. Wie viel kostet Präzisionsspritzguss mehr als herkömmlicher Spritzguss?
Die Formen für den Präzisionsspritzguss sind 20–50 % teurer als herkömmliche Spritzgussformen, der Stückpreis kann jedoch um 10–30 % gesenkt werden , da keine zusätzliche Bearbeitung erforderlich ist. Daher ist es für langfristige Massenprodukte wirtschaftlicher.
F7. Gibt es besondere Materialanforderungen für den Präzisionsspritzguss?
Beim Präzisionsspritzguss werden speziell entwickelte Materialien verwendet, die sich durch geringe Schrumpfung und hohe Fließfähigkeit auszeichnen. Darüber hinaus muss die Chargenstabilität des Materials zertifiziert sein , um stabile Spritzgussmaße einhalten zu können.
F8. Wie stark beeinflusst die Temperaturregelung der Form die Toleranzen?
Temperaturänderungen in der Form von ±5℃ können dazu führen, dass sich die Schrumpfungsrate des Materials um ±00,05 % ändert, was sich wiederum auf die Abmessungen der Teile auswirkt. Wir halten eine sehr strenge Formtemperaturkontrolle innerhalb von ±2℃ ein.
F9. Wie lange dauert es vom Entwurf bis zur Massenproduktion?
Der Formenbau dauert 4 bis 6 Wochen, der T1-Mustervorgang 2 Wochen und die Prozessoptimierung dauert 2 bis 3 Runden. Die gesamte Zeit vom Entwurf bis zur Massenproduktion beträgt etwa 8 bis 10 Wochen und ist somit effektiv Massenproduktionsbedürfnisse .
Zusammenfassung
Beim Präzisionsspritzguss geht es nicht nur darum, die Dinge präziser zu machen, sondern auch darum, die Art und Weise der Fertigung völlig zu verändern.
Es geht über die Grenzen normaler Spritzgusstoleranzen hinaus und führt durch die Toleranzkontrolle im Mikrometerbereich zu Kostensenkungen von mehr als 30 % und Ausbeuteraten von mehr als 99 % für komplizierte Teile in Bereichen wie der Medizin- und Automobilindustrie.
Bestellen Sie Präzisionsprodukte und erhalten Sie umfassende professionelle Unterstützung von JS Precision. Möchten Sie prüfen, ob Ihr Teil für den Präzisionsspritzguss geeignet ist? Senden Sie uns Ihre 3D-Zeichnungen , und unsere Experten führen innerhalb von 24 Stunden eine DFM-Machbarkeitsanalyse durch und stellen Ihnen einen Kostenvergleichsbericht zur Verfügung.
Lassen Sie uns herausfinden, wie viel „20 %“ Ersparnis wir Ihnen bieten können.

Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. JS Precision Services Es gibt keine Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das JS Precision Network bereitstellt. Es liegt in der Verantwortung des Käufers Teileangebot anfordern Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
JS Precision-Team
JS Precision ist ein branchenführendes Unternehmen , konzentrieren sich auf kundenspezifische Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss , Metallstanzen, und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen JS Präzision Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.cncprotolabs.com
Ressource

