

今回は液状シリコーンゴム射出成形の主要技術を中心に、金型設計から量産性向上までを徹底解説します。さらに、これらのリスクを制御するために信頼できるパートナーを選択する方法を理解するのにも役立ちます。
コア解答表
| 寸法 | コア技術ポイント | コアパラメータ |
| プロセスエッセンス | 2 成分のプラチナ触媒による熱硬化性材料で、物理的冷却を行わずに高温で架橋および硬化します。 | 硬化温度:140~220℃。収縮率:2.0~3.0% |
| 主要な課題 | 粘度が低い(水など)と、バリ、空気の閉じ込めと焦げ、ゲートの硬化前という 3 つの大きな問題が発生します。 | フラッシュ制御ターゲット: <0.02-0.05mm |
| 最適化の方向性 | 多段階射出速度 + 金型温度の正確な制御 + 残留応力を均一にするためのシミュレーション アルゴリズム (NSGA-III など)。 | 溶解温度:約35℃。金型温度精度:±1℃ |
| 金型設計 | コールドランナー + バルブ型ホットランナー (廃棄物ゼロ) + EDM 微細構造ベント (Ra 3-22μm ラビリンス効果)。 | 通気面粗さ:Ra < 20μm |
| サプライヤーの能力 | DFM金型流動解析、 ISO 13485/9001認証取得、金型製造工場、クリーンルームを有すること。 | 金型コスト: 1000ドルから。単品:0.05~2.00ドル。 |
重要なポイント:
- プロセスの特徴: LSR は熱硬化性材料の一種で、高温 (140 ~ 220℃) で硬化します。低粘度状態(フラッシュ防止処理が必要)で、収縮率は2~3%です。
- 品質保証:コールドランナー + EDM 微細構造ベント (Ra<20μm) + 真空システムは、欠陥ゼロの液状シリコーンゴム射出成形量産の主要要素です。
- サプライヤーの選択: DFM 分析を実行でき、 ISO 13485 の認定を受けており、48 時間以内にフィードバックを提供できるシリコーン射出成形金型メーカーを優先します。
このガイドが信頼できる理由JS Precision の LSR 射出成形の経験を活用
液体シリコーンゴムの射出成形プロセスの問題に対処する鍵は、この分野での実践的な経験と深い技術知識です。
JS Precision は 10 年以上この分野に専念し、 200 以上の困難な量産プロジェクトを完了したほか、500 以上のプロ仕様の LSR 金型を設計および製造してきました。
当社のクライアントには、主に医療、自動車、産業オートメーション分野の大手企業が含まれており、射出成形プロセス全体にわたる問題、金型の設計上の考慮事項、および欠陥の解決策を十分に理解していることは、JS プレシジョンの利点の 1 つです。
各コアエンジニアはLSR プロセスの強化に 10 年以上の経験を積んでおり、原料配合段階から量産段階に至るまでのリスクを正確に特定し、実際の生産シナリオに適合した実行可能なソリューションを提供することに精通しています。
当社の技術手順は国際業界基準と、以下に基づく品質管理システムを満たしています。 ASTM D412ゴム試験標準が実現され、各プロセスパラメータとソリューションの専門性と権限が保証されます。
当社は、医療業界の顧客向けの高精度カテーテル lsr 射出成形における不均一な硬化の問題に対処し、製品のスクラップ率を 15% から 0.5% に大幅に低下させました。さらに、自動車部品の顧客向けに、シリコーン射出成形シールのバリを 0.01mm 以内に制御することに成功し、OEM の厳しい要求を完全に満たしました。
これらの具体的な事例と数値は、液状シリコーンゴム射出成形における当社の技術力を証明しており、お客様のプロジェクトに便利な専門的な支援を提供できます。
液状シリコーンゴムの射出成形で技術的な課題に直面している場合、または新しい LSR 製品プロジェクトを開始したい場合は、JS Precision のエンジニアリング チームにすぐに連絡して、プロジェクトの実現可能性を無料で分析してください。これにより、当社の専門チームがプロジェクトの初期段階のリスクを軽減できます。
液状シリコーンゴム射出成形とは何ですか?
液状シリコーンゴム射出成形の背後にあるコア技術を理解するには、それが何であるか、その独自の特徴を理解するだけでなく、従来の射出成形とどのように異なるのかを理解する必要があります。
射出成形プロセスのロジックは材料によって大幅に異なるため、プロセスの最適化と金型設計にはこれらの側面の知識が不可欠です。
定義と化学反応機構
LSR射出成形とは、白金触媒を添加した液状シリコーンゴムからなる2種類の流体を使用する高精度成形プロセスのことです。 A成分とB成分を1:1の割合で精密に混合し、高温に加熱された金型キャビティ内で付加架橋硬化反応を起こし、固体状の製品となります。
この反応は副生成物を生成せず、環境に優しいことが主な理由です。 シリコーンゴム射出成形医療および食品と接触する製品に使用されています。
熱可塑性樹脂射出成形との主な違い
シリコーン射出成形と熱可塑性プラスチック射出成形の基本的な違いは、その成形原理にあります。前者の主な特徴は高温による化学架橋硬化であり、金型を 140 ~ 220℃の高温に保つ必要がありますが、後者は成形のための物理的な冷却に依存します。
さらに、液状シリコーン射出成形に使用される LSR 材料は、極めて低い粘度と優れた流動性を特徴としており、熱可塑性プラスチック射出成形では不可能な、低圧充填とミクロンレベルの複雑な構造の非常に正確な複製が可能です。

図 1: さまざまな色 (赤、青、黄色、透明) のプラスチックとゴムの部品を灰色の穴あきサポート レール上に配置し、シリコーン成形の多様な結果を示しています。
シリコーン射出成形における重大な課題は何ですか?
シリコーン射出成形における根本的な問題は、実際には、LSR (液体シリコーン樹脂) の低粘度および高温硬化の性質によって引き起こされます。これらには主に 3 つの大きな問題があります:バリ、エアトラップ、ゲートプレキュアです。これらは、欠陥ゼロの生産を実現するために解決すべき主な事項です。
低粘度によるフラッシュの問題
液体シリコーン射出成形に使用される LSR は粘度が非常に低い (水に近いものもあります)。そのため、高圧射出の過程で金型のパーティングラインの隙間に入り込みやすくなり、バリが発生します。従来のシーリング方法ではこれに対処できず、バリが多すぎると寸法誤差が発生し、トリミングコストが高くなります。
空気が閉じ込められて燃え尽きる
の液状シリコーンゴムの射出成形充填速度が速く、LSR流動性が強いため、金型キャビティ内に空気を包み込みやすくなります。
空気を時間内に排出できない場合、空気は非常に高い圧力で圧縮されるため、局所的な表面が焦げ、製品内に気泡が形成されるほど加熱されます。それは製品の外観と特性に影響を与えます。
ゲート仮硬化(スコーチ)
シリコーンゴム射出成形金型は高温状態にあります。ゲートの放熱設計が無理であったり、ゴム材料の流速が遅すぎたりすると、ゴム材料の早期固化(ゲート焼け)やゲート閉塞を引き起こし、製品の充填不完全や材料不足などの不具合が発生することがあります。
JS Precision は、これらの中核的な課題に対する成熟したソリューションを提供します。当社の業界事例を参照して、さまざまなシナリオでのシリコーン射出成形の問題を解決する方法を理解できます。
シリコーンゴム射出成形プロセスを最適化するには?
シリコーンゴム射出成形プロセスの最適化の核心は、温度、圧力、速度のバランスをとり、短サイクルで欠陥のない生産を達成することです。
以下は、量産デバッグのベンチマークとして機能する、さまざまな LSR 製品の最適なプロセス パラメーターです。
| 製品タイプ | 硬化温度(℃) | 溶融温度 (°C) | 射出速度(mm/s) | 保持圧力 (bar) | 硬化時間 (秒) |
| 医療用カテーテル(薄肉) | 160-180 | 32-35 | 50-70 | 80-100 | 30-45 |
| 自動車用シール(中厚肉) | 170-190 | 33-36 | 30-50 | 100-120 | 45-60 |
| 工業用シール(厚肉) | 180-200 | 34-37 | 20-40 | 120-140 | 60-90 |
| 電子ボタン(超小型精密) | 150-170 | 31-34 | 60-80 | 70-90 | 25-35 |
| 食品接触部品(ソフト) | 165-185 | 33-36 | 40-60 | 90-110 | 35-50 |
金型温度設定戦略
金型の温度は熱反応において非常に重要な役割を果たします。通常、硬化温度は140~220℃に設定されます。
温度が高すぎると硬化ムラが生じ、内部応力が蓄積する場合があります。溶融温度を約 35℃ に制御することと、金型温度ゾーンの非常に正確な制御 (±1℃) を組み合わせることで、残留応力の低減と寸法安定性の向上に大きく役立ちます。
多段射出速度制御
多段階射出速度の使用は、金型の充填能力を向上させる方法の 1 つです。
- まず、非常に遅い速度でゲートに注入すると、ジェッティングを回避できます。
- 次に、中速射出を使用して金型を効率的に充填します。
- 最後に、ガス抜きを容易にするために、最後にゆっくりと充填します。これは、空気の閉じ込めを防ぐのに非常に役立ちます。
シミュレーションによるパラメータの最適化
現在、製造プロセスはNSGA-III アルゴリズムなどのシミュレーション技術に依存しており、これによって充填および硬化プロセスがシミュレーションされ、温度、保持圧力、時間の間の最適な妥協点を見つけることができるほか、パラメーター設定の最適化も可能です。
プロセスパラメータを最適化するには、特定の製品要件を考慮する必要があります。カスタマイズしたい場合LSR射出成形製品のプロセス パラメータについては、JS Precision にお問い合わせいただき、プロセス最適化に関する 1 対 1 のコンサルティングを行ってください。
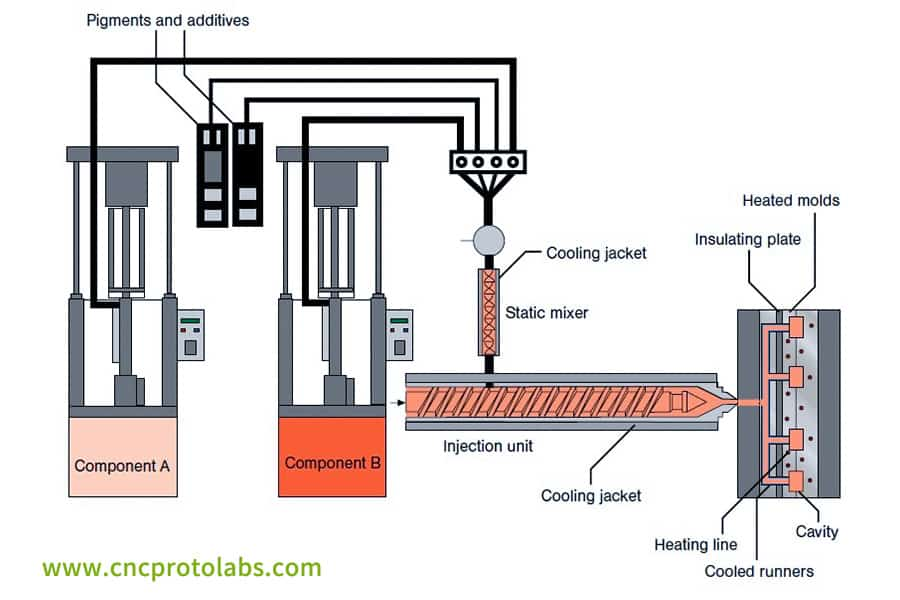
図 2: コンポーネント A/B タンク、スタティック ミキサー、冷却ジャケット、キャビティとランナーを備えた加熱金型を含む、完全な LSR 射出成形システムを示す技術図。
液体シリコーン射出成形ツール設計のベスト プラクティスは何ですか?
高度な液体シリコーン射出成形ツールの設計が、欠陥ゼロの大量生産の鍵となります。 LSR の低粘度、コールド ランナーの実行、フラッシュのないアプローチ、特殊なベントが考慮されています。
LSR モールド コア コンポーネントの設計パラメータ要件
| 金型部品 | デザインタイプ | コアパラメータ | 該当するシナリオ | 設計目的 |
| ランナーシステム | コールドランナー+バルブ式ホットノズル | ランナー温度 ≤35℃、バルブピン応答精度 ±0.01mm | 量産品 |
プラスチック材料の仮硬化を防止し、廃棄物ゼロを実現 |
| 分離面 | EDM微細構造処理 | 表面粗さ Ra < 20μm | 高精度シール | 密閉+通気を実現しバリを解消 |
| 通気溝 | ラビリンスベンティング | 溝深さ0.004~0.005mm、溝幅1~3mm | 複雑なキャビティ製品 | 空気を素早く排出し、空気の滞留や焦げ付きを防ぎます。 |
| 排出システム | 円錐エジェクタピン | エジェクタピンとキャビティのギャップ ≤0.003mm | 薄肉精密部品 | プラスチック材料の浸透を防ぎ、突き出し変形を回避 |
| 温度制御システム | ゾーン別温度制御 | シングルゾーン温度制御精度 ±1℃ | 多個取り金型/異形部品 | 均一な硬化を保証し、製品の一貫性を向上させます |
フラッシュフリーモールド技術:
バリの問題を解決するには、EDM によって作成された微細構造 (Ra < 20 μm) を金型の分割面に適用できます。この方法は、接着剤の流出を効果的にシールして阻止しながら、通気チャネルを維持するため、バリのない成形が可能になります。
コールドランナーシステムとバルブゲート
液体射出成形材料の予備硬化を停止するにはコールド ランナー システム (ランナー温度 ≤35℃) が必要で、バルブ タイプのホット ノズルの使用により正確な流量制御が可能になります。この組み合わせによりランナーの無駄がなくなり、材料費が削減されます。
低粘度のためのベント設計
金型の通気ポイントに粗さレベル 3 ~ 22 ミクロンのEDM 加工された迷路状の通気経路を採用することで、迅速な通気を実現し、材料の溢れを防ぎ、それによって通気とバリ防止の間の問題を解決します。
液状シリコーンゴムの射出成形にシミュレーションが不可欠な理由
モールドフローシミュレーションは、液状シリコーンゴムの射出成形において最も重要な技術の 1 つです。
金型の加工前でも充填と硬化の段階をモデル化するため、初期段階で問題を明らかにし、金型の変更にかかるコストとサイクルタイムを防ぎます。
充填挙動とエアトラップの推定
Moldex3D や Sigmasoft などのシミュレーション ソフトウェアは、成形プロセスのシミュレーションに役立ち、メルト フロー、閉じ込められた空気の位置、ウェルド ラインの強度を予測できます。
ハイエンドの要件を満たすために、シミュレーションのしきい値は以下を参照して調整されます。 ISO 13485規格。
硬化サイクルと収縮率の改良
この種のソフトウェアは、硬化発熱プロセスを非常に正確にシミュレートするためにも使用できます。 LSR は通常 2 ~ 3% の収縮であることを考慮すると、製品の寸法変化を予測し、金型キャビティの正しい設計を容易にします。
JS Precision のケーススタディ: 空気圧バルブ LSR シール — 耐熱性 ±180°C、フラッシュ制御 0.01mm
チャレンジ:
シーリング リップの公差 ±0 を考慮して、アルミニウム合金バルブ コア上に LSR シーリング リングのオーバーモールドを実現することを目的とした会社です。 02mm、フラッシュ≤0。 01mm、-50℃~+180℃の高温・低温サイクルを1000時間繰り返しても漏れなし。
主な問題点は、LSR は粘度が非常に低いためバリが非常に発生しやすいこと、また金属と LSR の熱膨張係数の差が非常に大きいため、高温剥離がすぐに発生することです。
解決:
1.モールドフローシミュレーションと充填の最適化:
Sigmasoft モールド フロー シミュレーション ソフトウェアを利用して、CNC はコールド ランナーのバルブ ニードル シーケンスを制御し、メルト フロントを均一に充填し、オーバーモールディング スポットの材料の蓄積を回避しました。
2.金型のレイアウトと温度調整:
EDM による精密微細構造のベント (Ra=8μm) は、ゾーン温度制御を利用してパーティング ラインで行われ、金属インサート部分を 120°C に予熱します。
同時に、キャビティ温度は最も正確な 170°C±1°C に維持され、互いに矛盾するフラッシュとベントの問題を同時に解決します。
3. 熱膨張差の解:
加硫時間 (45 秒) と二次保持圧力 (120 bar) の最適化により、LSR と金属インサート界面の間に非常に強固な化学結合層が形成され、界面剥離強度は 8.2 N/mm です。
結果:
- 最後に、LSR シーリング リングのフラッシュを 0.008 mm 以内に制御することは、二次トリミングが必要ないことを意味します。
- 1 個目の CMM 検査 CPK 値は ≥1 です。 33.
- 高温・低温サイクル試験の合格率は100%です。
- 顧客の年間購入量は50,000 ユニットから 300,000 ユニットに増加しました。
- これシリコーン射出成形このソリューションは、元のソリューションと比較して全体的なコストの 35% 削減を達成します。
LSR オーバーモールディングや精密シールなどの液体シリコーン ゴム射出成形プロジェクトに対して同様のニーズがある場合は、詳細な製品要件を JS Precision に送信して、カスタマイズされた成形ソリューションを入手できます。

図 3: 手袋をした両手がツールを使用して、金属ベース プレートの円形の凹部に透明なシリコン リングを配置します。手前に追加のプラスチック カバーが見えます。
液体射出成形における一般的な欠陥をトラブルシューティングするにはどうすればよいですか?
液体射出成形の製造に関しては、生産性を向上させ、スクラップ率を下げるために、欠陥を迅速に検出する機能が不可欠です。
ここでは、典型的な問題に対する欠陥固有のトラブルシューティング アプローチをいくつか紹介します。
不完全な硬化と粘着性
部分的に硬化した表面や粘着性のある表面は、製品が完全に硬化していない兆候です。成分 A と B が1:1 の比率で正しく混合されているかどうかを確認します。また、プラチナ触媒が硫黄または錫化合物にさらされて汚染されていないかどうかも確認してください。
気泡とエアトラップ
気泡や材料ポケット内に空気が存在する主な原因は、空気が時間内に逃げられないことです。この問題は、金型の真空度を上げ、射出速度を下げ、通気チャネルを拡大することで解決できます。
フローマークとウェルドライン
射出速度を上げたり、金型温度を上げたり、金型をクロムメッキしてゴムの流動能力を高めたりすることで、フロー マークやウェルド ラインを減らすことができ、製品の外観と機械的特性が向上します。
脱型の難しさ
離型の問題の原因は、LSR が金型の高温の表面に非常に短時間で非常に強く付着することです。この問題は、金型の温度差を非常に正確に制御するか、金型キャビティにニッケル テフロン コーティングをスプレーすることによって最小限に抑えることができます。
液体射出成形の生産において解決できない製品欠陥が発生した場合、 JS Precision エンジニアにお問い合わせくださいオンラインでの欠陥診断と解決策のコンサルティング。
信頼できるシリコーン射出成形サプライヤーを選択するには?
単価だけを基準にして、どの信頼できるシリコーン射出成形サプライヤーにアプローチすべきかを決めることはできません。量産の成功と安定性を直接決定する徹底的な技術、品質、プロジェクト管理の評価は必須です。
技術力評価
サプライヤーの技術的能力をチェックする際には、次の 3 つの主要な領域に焦点を当てます。
- DFM モールド フロー解析はありますか?
- 彼らは要求に48時間以内に応答することができますか?
- ISO 13485/9001 認証を取得していますか?
インフラと施設
サプライヤーから独立した金型製造工場(放電加工機と CNC 機械を備えた)を利用できる必要があります。医療製品や食品の場合は、工場のほかに規格に準拠したクリーンルームが必要です。
コスト構造分析
| コストタイプ | 価格帯 | 影響を与える要因 | 備考 |
| 金型コスト | 50,000+ | 製品の複雑さ、キャビティの数、 金型材料 | 複雑で精密な金型には 10,000 ドル以上の費用がかかります |
| 単価 | 2.00 | 生産量、製品サイズ、工程難易度 | バッチサイズが大きいほど、単価が低くなります |
| 金型修正料金 | 2,000/回 | 改造難易度、金型加工精度 | 早期の DFM 分析により変更頻度を削減できる |
| 表面処理料金 | 5,000/セット | 治療の種類、虫歯の範囲 | クロムメッキ/テフロンコーティングが一般的なプロセスです |
| 金型保管料 | 200/月 | 金型サイズ、保管環境 | 長期協力により保管料が免除される |
見積依頼戦略
見積もりを取得するには、詳細な要件とともに完全な 3D モデル (STEP/IGES 形式) を提供する必要があります。医療または食品分野の場合、材料はFDA および USP Class VI の基準に準拠している必要があります。さらに、サプライヤーはバッチテスト報告書を提出する必要があります。
よくある質問
Q1: LSR 射出成形の標準的なサイクル タイムはどれくらいですか?
一般に、LSR 射出成形の生産サイクルはわずか 30 ~ 90 秒で完了し、肉厚と製品サイズが最も重要な要素となります。通常、薄肉部品のサイクル時間は短くなりますが、厚く複雑な部品はより長い硬化時間を必要とする場合があります。
Q2: LSR 金型にコールド ランナーを使用するのはなぜですか?
コールド ランナーは、LSR 材料の事前硬化を停止するために液体シリコーン射出成形で使用されます。バルブタイプのホットランナーと併用すると、廃棄物ゼロとなり、コスト削減と効率向上が図れます。
Q3: 液状シリコーンの収縮率はどれくらいですか?
液状シリコーンゴム射出成形用の LSR 材料の収縮率は、材料の種類と実際の製造プロセスの条件によって異なりますが、通常 2% ~ 3% です。
Q4: LSR製品は再加工できますか?
はい、LSR 製品は再加工できます。二次射出成形オーバーモールディングが最も一般的な方法です。これにより、PC、PA、またはその他のプラスチック基板上にオーバーモールドすることが可能になり、多材料複合成形品を製造できます。
Q5: LSR 製品の気泡の問題を解決するにはどうすればよいですか?
液体射出成形中に LSR 製品に発生する気泡を修正するには、金型の真空度を上げるか、射出速度を下げるか、または通気溝を延長して金型キャビティから空気がすぐに排出されるようにします。
Q6: モールド フロー解析が必須となるのはどのような場合ですか?
製品構造が複雑な場合、多個取りの金型を使用する場合、または高精度が要求される場合には、液状シリコーンゴムの射出成形において金型流動解析を行うことをお勧めします。
Q7: LSR 金型の寿命はどのくらいですか?
H13 または S136 鋼を使用する LSR 金型は、適切にメンテナンスされていれば、500,000 ~ 1,000,000 の成形サイクルの使用に耐えることができます。
Q8: JS Precision のプロトタイピングの所要時間はどれくらいですか?
金型のT0試作後、液状シリコーンゴム射出成形プロジェクトの場合、JSプレシジョンは標準サンプルを提供しますテストと検証の目的で7 ~ 15 日以内に発送されます。
まとめ
液状シリコーンゴムの射出成形では、欠陥ゼロの量産を達成し、コストを削減し、競争力を高めるために、材料特性、金型設計、プロセスの最適化を考慮し、バリや閉じ込められたガスなどの問題を克服し、適切な専門パートナーを選択する必要があります。
現在何か問題が発生している場合は、液体シリコーン射出成形プロジェクトに取り組んでいる場合、または製品のパフォーマンスをまったく新しいレベルに引き上げたい場合は、遠慮なく JS Precision Company に連絡して無料の DFM 分析を依頼してください。 48 時間以内に、当社のエンジニアリング チームが専門的でカスタマイズされたソリューションを提供します。

免責事項
このページの内容は情報提供のみを目的としています。 JSプレシジョンサービス、情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です部品見積が必要ですこれらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
JSプレシジョンチーム
JS Precision は業界をリードする企業です、カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形、金属スタンピング、などのワンストップ製造サービスを提供します。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。選ぶJSプレシジョンこれは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.cncprotolabs.com
リソース

