

Cet article se concentre sur les principales technologies de moulage par injection de caoutchouc de silicone liquide et vise à donner une explication approfondie du processus - de la conception des moules à l'amélioration de la production de masse. De plus, il vous aidera à déterminer comment choisir des partenaires de confiance afin de maîtriser ces risques.
Tableau de réponses de base
| Dimensions | Points techniques fondamentaux | Paramètres de base |
| Essence du processus | Matériau thermodurcissable catalysé au platine à deux composants, réticulé et durci à haute température, refroidissement non physique. | Température de durcissement : 140-220 ℃. Taux de retrait : 2,0 à 3,0 % |
| Défis fondamentaux | Une faible viscosité (comme l'eau) provoque trois problèmes majeurs : le flash, l'air emprisonné et les brûlures, et le pré-durcissement de la porte. | Cible de contrôle du flash : <0,02-0,05 mm |
| Direction de l'optimisation | Vitesse d'injection à plusieurs étages + contrôle précis de la température du moule + un algorithme de simulation (tel que NSGA-III) pour égaliser les contraintes résiduelles. | Température de fusion : environ 35 ℃. Précision de la température du moule : ± 1 ℃ |
| Conception de moules | Canaux froids + canaux chauds de type vanne (zéro déchet) + ventilation de la microstructure EDM (effet labyrinthe Ra 3-22μm). | Rugosité de la surface de ventilation : Ra < 20 μm |
| Capacités des fournisseurs | Doit posséder une analyse de flux de moule DFM, certifiée ISO 13485/9001 , disposer d'un atelier de fabrication de moules et d'une salle blanche. | Coût du moule : à partir de 1000$. Article unique : 0,05-2,00 $. |
Points clés à retenir :
- Caractéristiques du processus : Le LSR est un type de matériau thermodurcissable qui subit un durcissement à des températures élevées (140-220℃). Il a une faible viscosité (un traitement anti-flash est nécessaire) et son taux de retrait est de 2 à 3 %.
- Assurance qualité : canaux froids + ventilation de la microstructure EDM (Ra<20 μm) + système de vide sont les principaux éléments de la production de masse de moulage par injection de caoutchouc de silicone liquide sans défaut.
- Sélection des fournisseurs : Notre priorité est les fabricants de moules de moulage par injection de silicone qui peuvent effectuer une analyse DFM, sont certifiés ISO 13485 et sont capables de fournir des commentaires dans les 48 heures.
Pourquoi faire confiance à ce guide ? S'appuyant sur l'expérience de JS Precision dans le moulage par injection LSR
La clé pour résoudre les problèmes liés au processus de moulage par injection de caoutchouc de silicone liquide réside dans une expérience pratique et des connaissances techniques approfondies dans le secteur.
JS Precision se consacre à ce domaine depuis plus de dix ans et a conçu et produit plus de 500 moules LSR professionnels, en plus de terminer plus de 200 projets de production de masse ambitieux .
Nos clients comprennent des entreprises leaders principalement dans les secteurs médical, automobile et de l'automatisation industrielle, et avoir une bonne compréhension des problèmes, des considérations de conception du moule et des solutions aux défauts tout au long du processus de moulage par injection fait partie des avantages de JS Precision.
Chaque ingénieur principal ayant passé plus de 10 ans dans l'amélioration des processus LSR, nous savons identifier avec précision les risques depuis l'étape de formulation des matières premières jusqu'à l'étape de production de masse et proposer des solutions exécutables adaptées aux scénarios de production réels.
Nos procédures techniques répondent aux normes internationales de l'industrie et à un système de contrôle qualité basé sur les ASTM D412 Une norme de test du caoutchouc a été réalisée, ce qui garantit le professionnalisme et l'autorité de chaque paramètre de processus et solution.
Nous avons résolu le problème du durcissement inégal dans le moulage par injection de cathéter LSR de haute précision pour les clients de l'industrie médicale, réduisant ainsi considérablement le taux de rebut du produit de 15 % à 0,5 %. De plus, pour les clients de pièces automobiles, nous avons réussi à contrôler l’éclat des joints de moulage par injection en silicone à moins de 0,01 mm, satisfaisant ainsi pleinement les exigences rigoureuses des équipementiers.
Ces cas et chiffres concrets prouvent notre capacité technique en matière de moulage par injection de caoutchouc de silicone liquide et peuvent vous offrir une assistance professionnelle pratique pour vos projets.
Si vous êtes confronté à des défis techniques dans le moulage par injection de caoutchouc de silicone liquide ou si vous souhaitez démarrer un nouveau projet de produit LSR, contactez immédiatement l'équipe d'ingénierie de JS Precision pour une analyse gratuite de faisabilité du projet, permettant à notre équipe professionnelle d'atténuer les risques précoces pour votre projet.
Qu’est-ce que le moulage par injection de caoutchouc de silicone liquide exactement ?
Comprendre la technologie de base derrière le moulage par injection de caoutchouc de silicone liquide implique non seulement de savoir de quoi il s'agit et ses caractéristiques uniques, mais également en quoi il diffère du moulage par injection traditionnel.
La connaissance de ces aspects est vitale pour l’optimisation des processus et la conception de moules, car la logique du processus de moulage par injection varie considérablement selon les matériaux.
Définition et mécanisme de réaction chimique
Le moulage par injection LSR représente un processus de moulage de haute précision dans lequel deux types de fluides comprenant du caoutchouc de silicone liquide catalysé au platine sont utilisés. Les composants A et B sont mélangés avec précision dans un rapport de 1:1 , puis une réaction de durcissement par réticulation supplémentaire a lieu dans la cavité du moule qui est chauffée à une température élevée, ce qui donne un produit solide.
Cette réaction ne produit aucun sous-produit et est respectueuse de l'environnement, et c'est la raison principale moulage par injection de caoutchouc de silicone est utilisé dans les produits médicaux et alimentaires.
Principales différences par rapport au moulage par injection thermoplastique
La différence fondamentale entre le moulage par injection de silicone et le moulage par injection de thermoplastique réside dans leurs principes de moulage : le durcissement par réticulation chimique déclenché par une température élevée est la principale caractéristique du premier, qui nécessite également que le moule soit maintenu à une température élevée de 140 à 220 ℃, tandis que le second dépend d'un refroidissement physique pour le moulage.
En outre, le matériau LSR utilisé dans le moulage par injection de silicone liquide se caractérise par une viscosité extrêmement faible et une excellente fluidité , permettant un remplissage à basse pression et une réplication très précise de structures complexes au niveau du micron, ce qui n'est pas possible avec le moulage par injection thermoplastique.

Figure 1 : Un assortiment de pièces en plastique et en caoutchouc de différentes couleurs (rouge, bleu, jaune, transparent) placées sur des rails de support perforés gris, mettant en valeur les divers résultats du moulage en silicone.
Quels sont les défis critiques du moulage par injection de silicone ?
Les difficultés fondamentales du moulage par injection de silicone sont en réalité causées par la faible viscosité et la nature du durcissement à haute température de la LSR (Liquid Silicone Resin). Ces derniers posent principalement trois problèmes majeurs : le flash, le piégeage de l'air et le prédurcissement du portail. Ce sont les principales questions à résoudre pour obtenir une production zéro défaut.
Problèmes de flash en raison d'une faible viscosité
Le LSR utilisé dans le moulage par injection de silicone liquide a une très faible viscosité (certains sont même comme l'eau). Ainsi, pendant le processus d'injection à haute pression, il sortira facilement dans les espaces des lignes de joint du moule, provoquant ainsi des éclairs. Les méthodes de scellement traditionnelles ne peuvent pas gérer cela, et trop de bavures entraînent des erreurs dimensionnelles et des coûts de coupe plus élevés.
Pièges à air et brûlage
Le moulage par injection de caoutchouc de silicone liquide a une vitesse de remplissage rapide et une forte fluidité LSR, ce qui facilite l'enveloppement de l'air dans la cavité du moule.
Si l'air ne peut pas être expulsé à temps, il sera comprimé sous une très haute pression à tel point qu'il s'échauffera tellement que les surfaces localisées brûleront et des bulles d'air se formeront dans le produit. Cela va influencer l’apparence et les propriétés du produit.
Pré-durcissement de la porte (roussissement)
Le moule de moulage par injection de caoutchouc de silicone est dans un état à haute température. Si la conception de dissipation thermique de la porte est déraisonnable ou si le débit du matériau en caoutchouc est trop lent, le matériau en caoutchouc se solidifiera prématurément (brûlure de la porte), bloquera la porte et provoquera des défauts tels qu'un remplissage incomplet du produit et une pénurie de matériau.
JS Precision propose des solutions matures à ces défis fondamentaux. Vous pouvez consulter nos études de cas industrielles pour comprendre comment résoudre les problèmes liés au moulage par injection de silicone dans différents scénarios.
Comment optimiser le processus de moulage par injection de caoutchouc de silicone ?
Le cœur de l’optimisation du processus de moulage par injection de caoutchouc de silicone consiste à équilibrer la température, la pression et la vitesse pour obtenir une production à cycle court et sans défaut.
Vous trouverez ci-dessous les paramètres de processus optimaux pour divers produits LSR, qui peuvent servir de référence pour le débogage de la production de masse :
| Type de produit | Température de durcissement (°C) | Température de fusion (°C) | Vitesse d'injection (mm/s) | Pression de maintien (bar) | Temps de durcissement (s) |
| Cathéters médicaux (paroi mince) | 160-180 | 32-35 | 50-70 | 80-100 | 30-45 |
| Joints automobiles (paroi moyennement épaisse) | 170-190 | 33-36 | 30-50 | 100-120 | 45-60 |
| Joints industriels (parois épaisses) | 180-200 | 34-37 | 20-40 | 120-140 | 60-90 |
| Boutons électroniques (précision miniature) | 150-170 | 31-34 | 60-80 | 70-90 | 25-35 |
| Pièces en contact avec les aliments (souples) | 165-185 | 33-36 | 40-60 | 90-110 | 35-50 |
Stratégie de réglage de la température du moule
La température du moule joue un rôle très important dans la réaction thermique. Normalement, la température de durcissement est réglée entre 140 et 220 ℃.
Une température trop élevée peut provoquer un durcissement irrégulier et une accumulation de contraintes internes . La combinaison du contrôle de la température de fusion à environ 35 ℃, ainsi qu'un contrôle très précis (± 1 ℃) de la zone de température du moule, peut contribuer de manière significative à réduire les contraintes résiduelles et à améliorer la stabilité dimensionnelle.
Contrôle de la vitesse d'injection à plusieurs étages
L'utilisation de vitesses d'injection à plusieurs étages est l'un des moyens d' améliorer la capacité de remplissage du moule :
- Premièrement, l'injection à une vitesse très lente vers la porte permet d'éviter les jets.
- Ensuite, une injection à vitesse moyenne est utilisée pour remplir efficacement le moule.
- Enfin, un remplissage lent à la fin est effectué pour faciliter la ventilation, ce qui aide vraiment à éviter le piégeage de l'air.
Optimisation des paramètres basée sur la simulation
De nos jours, les processus de fabrication s'appuient sur des technologies de simulation telles que l'algorithme NSGA-III , entre autres, grâce auquel les processus de remplissage et de durcissement sont simulés, étant capables de trouver le compromis le plus approprié entre la température, la pression de maintien et le temps, ainsi que l'optimisation du réglage des paramètres.
L'optimisation des paramètres du processus nécessite la prise en compte des exigences spécifiques du produit. Si vous souhaitez personnaliser moulage par injection LSR paramètres de processus pour votre produit, veuillez contacter JS Precision pour une consultation individuelle sur l'optimisation des processus.
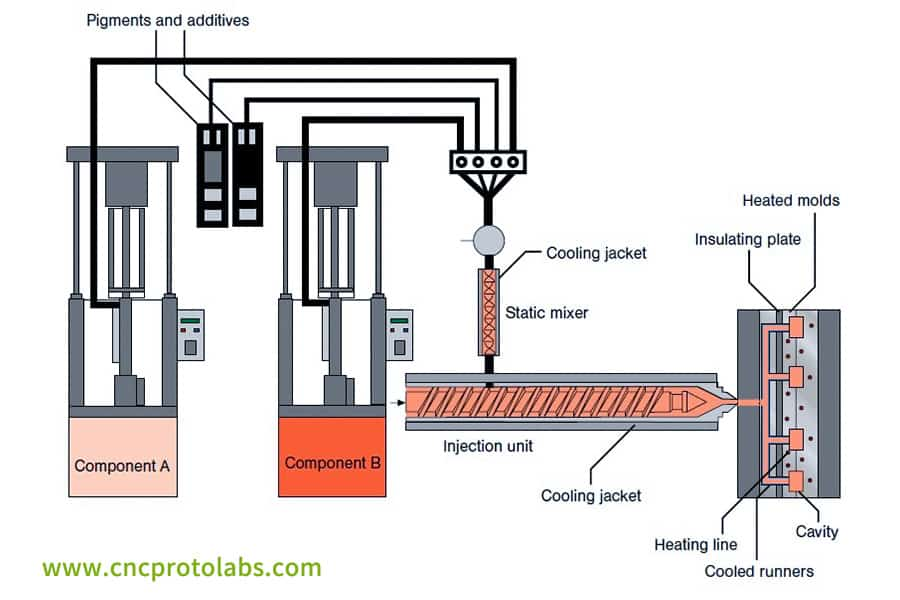
Figure 2 : Un schéma technique illustrant un système de moulage par injection LSR complet, comprenant des réservoirs de composants A/B, un mélangeur statique, des chemises de refroidissement et des moules chauffés avec cavités et canaux.
Quelles sont les meilleures pratiques pour la conception d’outils de moulage par injection de silicone liquide ?
La conception d’un outil avancé de moulage par injection de silicone liquide est la clé d’une production de masse zéro défaut. Il prend en compte la faible viscosité du LSR, le fonctionnement des canaux froids, les approches sans flash et les évents spéciaux.
Exigences relatives aux paramètres de conception des composants de noyau de moule LSR
| Composants du moule | Type de conception | Paramètres de base | Scénarios applicables | Objectif de conception |
| Système de coureur | Canal froid + buse chaude de type vanne | Température du canal ≤35℃, précision de réponse de la goupille de valve ±0,01 mm | Produits de production de masse |
Empêche le pré-durcissement des matières plastiques, atteignant une production zéro déchet |
| Surface de séparation | Traitement des microstructures EDM | Rugosité de surface Ra < 20 μm | Joints de haute précision | Permet d'obtenir une étanchéité + une ventilation, éliminant le flash |
| Rainures d'aération | Ventilation du labyrinthe | Profondeur de rainure 0,004-0,005 mm, largeur de rainure 1-3 mm | Produits pour cavités complexes | Expulse rapidement l'air, empêchant l'air emprisonné et les brûlures |
| Système d'éjection | Goupille d'éjection conique | Goupille d'éjection vers espace de cavité ≤0,003 mm | Pièces de précision à parois minces | Empêche la pénétration des matières plastiques, évitant ainsi la déformation par éjection |
| Système de contrôle de la température | Contrôle de température zoné | Précision du contrôle de la température à zone unique ± 1 ℃ | Moules multi-empreintes/pièces de forme irrégulière | Assure un durcissement uniforme, améliorant la cohérence du produit |
Technologie de moulage sans flash :
Pour résoudre le problème du flash, des microstructures réalisées par EDM (Ra < 20 μm) peuvent être appliquées sur la surface de séparation du moule. Cette méthode scelle efficacement et empêche la colle de s'écouler, tout en conservant les canaux de ventilation, permettant ainsi un moulage sans bavures.
Système de canaux froids et obturateur à vanne
Moulage par injection de liquide nécessite un système de canaux froids (température des canaux ≤ 35 ℃) pour arrêter le pré-durcissement du matériau, et l'utilisation de buses chaudes de type vanne permet un contrôle précis du débit. Cette combinaison élimine les déchets de coureurs et réduit les dépenses matérielles.
Conception de ventilation pour une faible viscosité
L'utilisation de chemins de ventilation labyrinthiques traités par EDM avec des niveaux de rugosité de 3 à 22 microns aux points de ventilation du moule permet une ventilation rapide et empêche le matériau de déborder, résolvant ainsi le problème entre la ventilation et la prévention des éclairs.
Pourquoi la simulation est-elle essentielle pour le moulage par injection de caoutchouc de silicone liquide ?
La simulation de flux de moule est l’une des techniques les plus importantes pour le moulage par injection de caoutchouc de silicone liquide.
Il modélise les étapes de remplissage et de durcissement avant même le traitement du moule, révélant ainsi les problèmes à un stade précoce et évitant le coût et le temps de cycle liés aux modifications du moule.
Estimation du comportement de remplissage et des pièges à air
Les logiciels de simulation, par exemple Moldex3D et Sigmasoft, facilitent la simulation du processus de moulage et peuvent prévoir l'écoulement de la matière fondue, les emplacements de l'air emprisonné et la résistance des lignes de soudure.
Pour répondre aux exigences haut de gamme, les seuils de simulation sont ajustés en référence à Normes ISO 13485 .
Affiner le cycle de durcissement et le retrait
Ce type de logiciel peut également être utilisé pour simuler très précisément le processus de durcissement exothermique. Étant donné que le LSR représente généralement un retrait de 2 à 3 %, il prévoit les changements dimensionnels du produit, facilitant ainsi la conception correcte de la cavité du moule.
Étude de cas JS Precision : Joints LSR pour vanne pneumatique – Résistance à la température ±180 °C, contrôle du flash 0,01 mm
Défi:
Une entreprise visant à réaliser le surmoulage de bagues d'étanchéité LSR sur des corps de vannes en alliage d'aluminium, en comptant sur une tolérance des lèvres d'étanchéité ±0. 02mm, flash ≤0. 01 mm, et aucune fuite après 1000 heures de cyclisme haute et basse température entre -50 ℃ et +180 ℃.
Les difficultés majeures sont que le LSR est très peu visqueux, donc le flash est très facile à se produire, et également la différence de coefficient de dilatation thermique entre le métal et le LSR est très grande, donc il y aura très bientôt un pelage à haute température.
Solution:
1. Simulation du flux de moule et optimisation du remplissage :
À l'aide du logiciel de simulation de flux de moule Sigmasoft, la CNC a contrôlé la séquence d'aiguilles de vanne du canal froid, remplissant uniformément le front de fusion et évitant l'accumulation de matière au point de surmoulage.
2. Disposition des moules et régulation de la température :
Une ventilation de précision de la microstructure EDM (Ra = 8 μm) est effectuée au niveau de la ligne de joint en utilisant un contrôle de température zoné, préchauffant la partie de l'insert métallique à 120 °C.
Dans le même temps, la température de la cavité est maintenue à 170°C ± 1°C, ce qui est la température la plus précise, résolvant en même temps le problème du flash et de la ventilation qui sont contradictoires.
3. Solution de différence de dilatation thermique :
Grâce à l'optimisation du temps de vulcanisation (45 secondes) et de la pression de maintien secondaire (120 bars), une couche de liaison chimique très solide est créée entre le LSR et l'interface de l'insert métallique, avec une résistance au pelage interfacial de 8, 2 N/mm.
Résultats:
- Enfin, contrôler le flash de la bague d'étanchéité LSR à moins de 0. 008mm signifie qu'aucune coupe secondaire n'est requise.
- La valeur CPK de l'inspection CMM de la première pièce est ≥1. 33.
- Le taux de réussite du test de cycle à haute et basse température est de 100 %.
- Le volume d'achat annuel du client est passé de 50 000 unités à 300 000 unités .
- Ce moulage par injection de silicone La solution permet une réduction globale des coûts de 35 % par rapport à la solution originale.
Si vous avez des besoins similaires pour des projets de moulage par injection de caoutchouc de silicone liquide tels que le surmoulage LSR et les joints de précision, vous pouvez soumettre des exigences détaillées en matière de produits à JS Precision pour obtenir des solutions de moulage personnalisées.

Figure 3 : Une paire de mains gantées utilise un outil pour placer des anneaux de silicone transparents dans des évidements circulaires sur une plaque de base en métal, avec des couvercles en plastique supplémentaires visibles au premier plan.
Comment résoudre les défauts courants dans le moulage par injection de liquide ?
Lorsqu'il s'agit de fabrication par moulage par injection de liquides, la capacité à détecter rapidement les défauts est essentielle pour augmenter la productivité et réduire les taux de rebut.
Voici quelques approches de dépannage spécifiques aux problèmes typiques.
Guérison incomplète et collant
Les surfaces partiellement durcies et collantes sont le signe de produits qui ne sont pas complètement durcis. Vérifiez si les composants A et B sont correctement mélangés dans un rapport 1:1 . Vérifiez également si le catalyseur au platine a été contaminé par une exposition à des composés de soufre ou d’étain.
Bulles et pièges à air
La principale cause des bulles d’air et de la présence d’air dans les poches de matériau est l’incapacité de l’air à s’échapper à temps. Ce problème pourrait être résolu en augmentant le vide du moule, en réduisant la vitesse d'injection et en élargissant les canaux de ventilation.
Marques d'écoulement et lignes de soudure
Vous pouvez réduire les traces d'écoulement et les lignes de soudure en accélérant l'injection, en augmentant la température du moule ou en plaquant le moule avec du chrome pour améliorer la capacité d'écoulement du caoutchouc, améliorant ainsi l'apparence et les propriétés mécaniques du produit.
Difficultés de démoulage
Les problèmes de démoulage sont dus au fait que le LSR adhère très fortement à la surface chaude du moule en très peu de temps. Ce problème peut être minimisé en contrôlant très précisément la différence de température du moule ou en pulvérisant un revêtement de nickel-téflon sur la cavité du moule.
Si vous rencontrez des défauts de produit insolubles dans votre production de moulage par injection de liquide, contacter les ingénieurs JS Precision pour un diagnostic de défaut en ligne et une consultation de solutions.
Comment sélectionner un fournisseur fiable de moulage par injection de silicone ?
On ne peut tout simplement pas décider à quel fournisseur fiable de moulage par injection de silicone s’adresser en se basant uniquement sur le prix unitaire. Une évaluation approfondie de la technologie, de la qualité et de la gestion de projet déterminant directement le succès et la stabilité de la production de masse doit être indispensable.
Évaluation des capacités techniques
Lors de la vérification des capacités techniques d'un fournisseur, il convient de se concentrer sur trois domaines principaux :
- Disposent-ils d'une analyse du flux de moule DFM ?
- Sont-ils capables de répondre à une demande en 48h ?
- Sont-ils certifiés ISO 13485/9001 ?
Infrastructures et installations
Un atelier indépendant de fabrication de moules (avec machines EDM et CNC) doit être disponible auprès des fournisseurs. Pour les produits médicaux et alimentaires, une salle blanche conforme aux normes est nécessaire en plus de l'atelier.
Analyse de la structure des coûts
| Type de coût | Gamme de prix | Facteurs d'influence | Remarques |
| Coût du moule | 50 000+ | Complexité du produit, nombre de cavités, matériau du moule | Les moules complexes et de précision coûtent plus de 10 000 $ |
| Coût unitaire | 2h00 | Volume de production, taille du produit, difficulté du processus | Une taille de lot plus grande entraîne un coût unitaire inférieur |
| Frais de modification du moule | 2 000/heure | Difficulté de modification, précision d'usinage du moule | Une analyse DFM précoce peut réduire la fréquence des modifications |
| Frais de traitement de surface | 5 000/ensemble | Type de traitement, zone de la cavité | Le chromage/revêtement en téflon est un processus courant |
| Frais de stockage des moules | 200/mois | Taille du moule, environnement de stockage | Frais de stockage supprimés pour une coopération à long terme |
Stratégie d'appel d'offres
Pour obtenir un devis, vous devez fournir un modèle 3D complet (au format STEP/IGES) ainsi que vos exigences détaillées. S'il s'agit d'un domaine médical ou alimentaire, les matériaux doivent être conformes aux normes FDA et USP Classe VI. En outre, les fournisseurs doivent soumettre les rapports de tests par lots.
FAQ
Q1 : Quel est le temps de cycle typique pour le moulage par injection LSR ?
Généralement, les cycles de production de moulage par injection LSR ne durent que 30 à 90 secondes, l'épaisseur de paroi et la taille du produit étant les facteurs les plus importants. Les pièces à parois minces ont généralement des temps de cycle plus courts, tandis que les pièces épaisses et complexes peuvent nécessiter des temps de durcissement plus longs.
Q2 : Pourquoi utiliser des canaux froids dans les moules LSR ?
Les canaux froids sont utilisés dans le moulage par injection de silicone liquide pour empêcher le pré-durcissement du matériau LSR. Lorsqu'il est utilisé avec des canaux chauds de type vanne, cela contribue à produire une production zéro déchet , réduisant ainsi les coûts et augmentant l'efficacité.
Q3 : Quel est le taux de retrait du silicone liquide ?
Le retrait du matériau LSR pour le moulage par injection de caoutchouc de silicone liquide est normalement de 2 à 3 %, en fonction du type de matériau et des conditions réelles du processus de production.
Q4 : Les produits LSR peuvent-ils être retraités ?
Oui, les produits LSR peuvent être retraités, le surmoulage par injection secondaire étant la méthode la plus courante . Cela leur permet d'être surmoulés sur du PC, du PA ou d'autres substrats en plastique, produisant ainsi un moulage composite multi-matériaux.
Q5 : Comment résoudre le problème des bulles d’air dans les produits LSR ?
Pour corriger les bulles d'air apparaissant dans les produits LSR lors du moulage par injection de liquide, vous pouvez augmenter le vide du moule, diminuer la vitesse d'injection ou étendre les rainures d'aération afin que l'air soit rapidement expulsé de la cavité du moule.
Q6 : Quand une analyse du flux de moule est-elle essentielle ?
Lorsque la structure du produit est complexe, que des moules à plusieurs cavités sont utilisés ou qu'une haute précision est requise, il est recommandé d'effectuer une analyse du flux de moule pour le moulage par injection de caoutchouc de silicone liquide.
Q7 : Combien de temps dure habituellement un moule LSR ?
Les moules LSR qui utilisent de l'acier H13 ou S136 peuvent, s'ils sont correctement entretenus, supporter 500 000 à 1 000 000 de cycles de moulage.
Q8 : Quel est le délai d’exécution de JS Precision pour le prototypage ?
Après le moulage d'essai T0 du moule, pour les projets de moulage par injection de caoutchouc de silicone liquide, JS Precision peut fournir des échantillons standards à des fins de test et de vérification dans un délai de 7 à 15 jours.
Résumé
Le moulage par injection de caoutchouc de silicone liquide doit prendre en compte les propriétés des matériaux, la conception des moules et l'optimisation des processus, surmonter les problèmes tels que les bavures et les gaz emprisonnés et sélectionner les bons partenaires professionnels afin d'atteindre une production de masse zéro défaut, de réduire les coûts et d'améliorer la compétitivité.
Si vous rencontrez actuellement des problèmes avec votre moulage par injection de silicone liquide projets ou souhaitez amener les performances de votre produit à un tout autre niveau, n'hésitez pas à contacter JS Precision Company pour une analyse DFM gratuite. Dans les 48 heures, notre équipe d’ingénieurs vous proposera une solution professionnelle et sur mesure.

Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de précision JS , il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau JS Precision. C'est la responsabilité de l'acheteur Exiger un devis de pièces Identifiez les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe JS Précision
JS Precision est une entreprise leader du secteur , concentrez-vous sur des solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection , Estampage des métaux, et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. Choisir Précision JS cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.cncprotolabs.com
Ressource

