

Questo post si concentra sulle principali tecnologie di stampaggio a iniezione della gomma siliconica liquida e mira a fornire una spiegazione approfondita del processo , dalla progettazione degli stampi al miglioramento della produzione di massa. Inoltre, ti aiuterà a capire come scegliere partner affidabili per tenere sotto controllo questi rischi.
Tabella delle risposte principali
| Dimensioni | Punti tecnici fondamentali | Parametri fondamentali |
| Essenza del processo | Materiale termoindurente catalizzato da platino bicomponente, reticolato e polimerizzato ad alta temperatura, raffreddamento non fisico. | Temperatura di polimerizzazione: 140-220 ℃. Tasso di restringimento: 2,0-3,0% |
| Sfide fondamentali | La bassa viscosità (come l'acqua) causa tre problemi principali: bave, aria intrappolata, bruciature e pre-indurimento del cancello. | Obiettivo di controllo flash: <0,02-0,05 mm |
| Direzione dell'ottimizzazione | Velocità di iniezione multistadio + controllo accurato della temperatura dello stampo + un algoritmo di simulazione (come NSGA-III) per uniformare lo stress residuo. | Temperatura di fusione: circa 35 ℃. Precisione della temperatura dello stampo: ±1 ℃ |
| Progettazione di stampi | Canale freddo + canale caldo con valvola (zero rifiuti) + ventilazione microstruttura EDM (effetto labirinto Ra 3-22μm). | Rugosità della superficie di ventilazione: Ra < 20μm |
| Capacità del fornitore | Deve possedere un'analisi del flusso degli stampi DFM, certificata ISO 13485/9001 , disporre di un'officina per la produzione di stampi e di una camera bianca. | Costo dello stampo : a partire da $ 1000. Articolo singolo: $ 0,05-2,00. |
Punti chiave:
- Caratteristiche del processo: LSR è un tipo di materiale termoindurente, che viene sottoposto a polimerizzazione a temperature elevate (140-220 ℃). Ha una condizione di bassa viscosità (è necessario il trattamento anti-flash) e il suo tasso di restringimento è del 2-3%.
- Garanzia di qualità: canale freddo + ventilazione della microstruttura EDM (Ra <20μm) + sistema di vuoto sono gli elementi principali della produzione in serie di stampaggio a iniezione di gomma siliconica liquida con zero difetti.
- Selezione dei fornitori: la nostra priorità sono i produttori di stampi per stampaggio a iniezione di silicone che possono eseguire analisi DFM, sono certificati ISO 13485 e sono in grado di fornire feedback entro 48 ore.
Perché fidarsi di questa guida? Basandosi sull'esperienza di JS Precision nello stampaggio a iniezione di LSR
La chiave per affrontare i problemi del processo di stampaggio a iniezione della gomma siliconica liquida è attraverso l’esperienza pratica e la conoscenza tecnica approfondita del settore.
JS Precision si dedica a quest'area da oltre dieci anni e ha progettato e prodotto oltre 500 stampi LSR professionali, oltre a completare oltre 200 impegnativi progetti di produzione di massa .
Tra i nostri clienti figurano aziende leader principalmente nei settori medico, automobilistico e dell'automazione industriale e la buona comprensione dei problemi, le considerazioni sulla progettazione dello stampo e le soluzioni dei difetti durante tutto il processo di stampaggio a iniezione sono tra i vantaggi di JS Precision.
Poiché ogni ingegnere principale ha dedicato più di 10 anni al miglioramento dei processi LSR, siamo esperti nell'identificare accuratamente i rischi dalla fase di formulazione delle materie prime alla fase di produzione di massa e nell'offrire soluzioni eseguibili che si adattino agli scenari di produzione reali.
Le nostre procedure tecniche soddisfano gli standard industriali internazionali e un sistema di controllo qualità basato sul ASTM D412 è stato realizzato lo standard di prova della gomma, che garantisce la professionalità e l'autorità di ogni parametro e soluzione di processo.
Abbiamo affrontato il problema della polimerizzazione non uniforme nello stampaggio a iniezione di cateteri LSR ad alta precisione per clienti del settore medico, riducendo significativamente il tasso di scarto del prodotto dal 15% allo 0,5%. Inoltre, per i clienti di componenti automobilistici, siamo riusciti a controllare la fiammatura delle guarnizioni in silicone per stampaggio a iniezione entro 0,01 mm, soddisfacendo completamente le rigorose richieste degli OEM.
Questi casi e figure concrete dimostrano la nostra capacità tecnica nello stampaggio ad iniezione di gomma siliconica liquida e possono offrirvi una pratica assistenza professionale per i vostri progetti.
Se stai affrontando sfide tecniche nello stampaggio a iniezione di gomma siliconica liquida o desideri avviare un nuovo progetto di prodotto LSR, contatta immediatamente il team di ingegneri di JS Precision per un'analisi gratuita di fattibilità del progetto, consentendo al nostro team di professionisti di mitigare i rischi in fase iniziale per il tuo progetto.
Cos'è esattamente lo stampaggio a iniezione di gomma siliconica liquida?
Comprendere la tecnologia alla base dello stampaggio a iniezione della gomma siliconica liquida implica non solo sapere di cosa si tratta e le sue caratteristiche uniche, ma anche come differisce dallo stampaggio a iniezione tradizionale.
La conoscenza di questi aspetti è vitale per l'ottimizzazione del processo e la progettazione degli stampi poiché la logica del processo di stampaggio a iniezione varia notevolmente a seconda dei diversi materiali.
Definizione e meccanismo di reazione chimica
Lo stampaggio a iniezione di LSR è un processo di stampaggio ad alta precisione in cui vengono utilizzati due tipi di fluidi comprendenti gomma siliconica liquida catalizzata al platino. I componenti A e B vengono miscelati esattamente in un rapporto di 1:1 e quindi, la reazione di indurimento di reticolazione aggiuntiva avviene nella cavità dello stampo che viene riscaldata ad alta temperatura, ottenendo un prodotto solido.
Questa reazione non produce sottoprodotti ed è rispettosa dell'ambiente, e questo è il motivo principale stampaggio ad iniezione di gomma siliconica è utilizzato nei prodotti medici e a contatto con gli alimenti.
Differenze chiave rispetto allo stampaggio a iniezione termoplastico
La differenza fondamentale tra lo stampaggio a iniezione di silicone e lo stampaggio a iniezione di materiale termoplastico risiede nei principi di stampaggio: la reticolazione chimica innescata dall'alta temperatura è la caratteristica principale del primo, che richiede anche che lo stampo venga mantenuto ad una temperatura elevata di 140-220 ℃, mentre il secondo dipende dal raffreddamento fisico per lo stampaggio.
Oltre a ciò, il materiale LSR utilizzato nello stampaggio a iniezione di silicone liquido è caratterizzato da una viscosità estremamente bassa e un'eccellente scorrevolezza , consentendo un riempimento a bassa pressione e una replica molto accurata di strutture complesse a livello di micron, cosa che non è possibile con lo stampaggio a iniezione termoplastico.

Figura 1: Un assortimento di parti in plastica e gomma in vari colori (rosso, blu, giallo, trasparente) posizionate su binari di supporto perforati grigi, che mostrano i diversi risultati dello stampaggio in silicone.
Quali sono le sfide critiche nello stampaggio a iniezione del silicone?
Le difficoltà fondamentali nello stampaggio a iniezione di silicone sono in realtà causate dalla bassa viscosità e dalla natura di polimerizzazione ad alta temperatura della LSR (resina siliconica liquida). Ci sono principalmente tre grossi problemi con questi: flash, intrappolamento dell'aria e preessiccazione del cancello. Queste sono le cose principali da risolvere per ottenere una produzione a zero difetti.
Problemi di infiammabilità a causa della bassa viscosità
L'LSR utilizzato nello stampaggio a iniezione di silicone liquido ha una viscosità molto bassa (alcuni sono addirittura simili all'acqua). Pertanto, durante il processo di iniezione ad alta pressione, uscirà facilmente negli spazi della linea di giunzione dello stampo, creando bave. I metodi di sigillatura tradizionali non sono in grado di gestire questo problema e una bava eccessiva provoca errori dimensionali e costi di rifilatura più elevati.
Trappole d'aria e bruciature
IL stampaggio ad iniezione di gomma siliconica liquida ha un'elevata velocità di riempimento e una forte fluidità dell'LSR, che facilita l'avvolgimento dell'aria nella cavità dello stampo.
Se l'aria non può essere espulsa in tempo, verrà compressa ad altissima pressione a tal punto che si riscalderà così tanto che le superfici localizzate bruceranno e si formeranno bolle d'aria nel prodotto. Ciò influenzerà l'aspetto e le proprietà del prodotto.
Pre-indurimento del cancello (bruciatura)
Lo stampo per stampaggio a iniezione di gomma siliconica si trova in uno stato ad alta temperatura. Se la progettazione della dissipazione del calore del cancello non è ragionevole o la portata del materiale in gomma è troppo lenta, il materiale in gomma si solidificherà prematuramente (bruciatura del cancello), bloccherà il cancello e causerà difetti come riempimento incompleto del prodotto e carenza di materiale.
JS Precision offre soluzioni mature a queste sfide fondamentali. Puoi visualizzare i nostri casi di studio del settore per capire come risolvere i problemi nello stampaggio a iniezione del silicone in diversi scenari.
Come ottimizzare il processo di stampaggio ad iniezione della gomma siliconica?
L’obiettivo principale dell’ottimizzazione del processo di stampaggio a iniezione della gomma siliconica è bilanciare temperatura, pressione e velocità per ottenere una produzione a ciclo breve e senza difetti.
Di seguito sono riportati i parametri di processo ottimali per vari prodotti LSR, che possono fungere da punto di riferimento per il debug della produzione di massa:
| Tipo di prodotto | Temperatura di polimerizzazione (°C) | Temperatura di fusione (°C) | Velocità di iniezione (mm/s) | Pressione di mantenimento (bar) | Tempo di polimerizzazione (s) |
| Cateteri medici (a parete sottile) | 160-180 | 32-35 | 50-70 | 80-100 | 30-45 |
| Guarnizioni per autoveicoli (pareti di medio spessore) | 170-190 | 33-36 | 30-50 | 100-120 | 45-60 |
| Tenute industriali (pareti spesse) | 180-200 | 34-37 | 20-40 | 120-140 | 60-90 |
| Pulsanti elettronici (precisione in miniatura) | 150-170 | 31-34 | 60-80 | 70-90 | 25-35 |
| Parti a contatto con gli alimenti (morbide) | 165-185 | 33-36 | 40-60 | 90-110 | 35-50 |
Strategia di impostazione della temperatura dello stampo
La temperatura dello stampo gioca un ruolo molto importante nella reazione termica. Normalmente, la temperatura di polimerizzazione è impostata su 140-220 ℃.
Una temperatura eccessivamente elevata può causare una polimerizzazione non uniforme e l'accumulo di stress interno . La combinazione del controllo della temperatura di fusione a circa 35 ℃, insieme a un controllo molto preciso (± 1 ℃) della zona di temperatura dello stampo, può aiutare in modo significativo a ridurre lo stress residuo e a migliorare la stabilità dimensionale.
Controllo della velocità di iniezione multistadio
L'uso di velocità di iniezione multistadio è uno dei modi per migliorare la capacità di riempimento dello stampo:
- Innanzitutto, iniettare a una velocità molto bassa nel punto di iniezione aiuta ad evitare il getto.
- Quindi viene utilizzata l'iniezione a velocità media per riempire in modo efficiente lo stampo.
- Infine, viene effettuato un riempimento lento alla fine per facilitare lo sfiato, il che aiuta davvero a prevenire l'intrappolamento dell'aria.
Ottimizzazione dei parametri basata sulla simulazione
Al giorno d'oggi, i processi di produzione si basano su tecnologie di simulazione come l'algoritmo NSGA-III , tra gli altri, attraverso il quale vengono simulati i processi di riempimento e indurimento, essendo in grado di trovare il compromesso più adatto tra temperatura, pressione di mantenimento e tempo, nonché l'ottimizzazione delle impostazioni dei parametri.
L'ottimizzazione dei parametri di processo richiede la considerazione dei requisiti specifici del prodotto. Se desideri personalizzare stampaggio ad iniezione lsr parametri di processo per il tuo prodotto, contatta JS Precision per una consulenza individuale sull'ottimizzazione del processo.
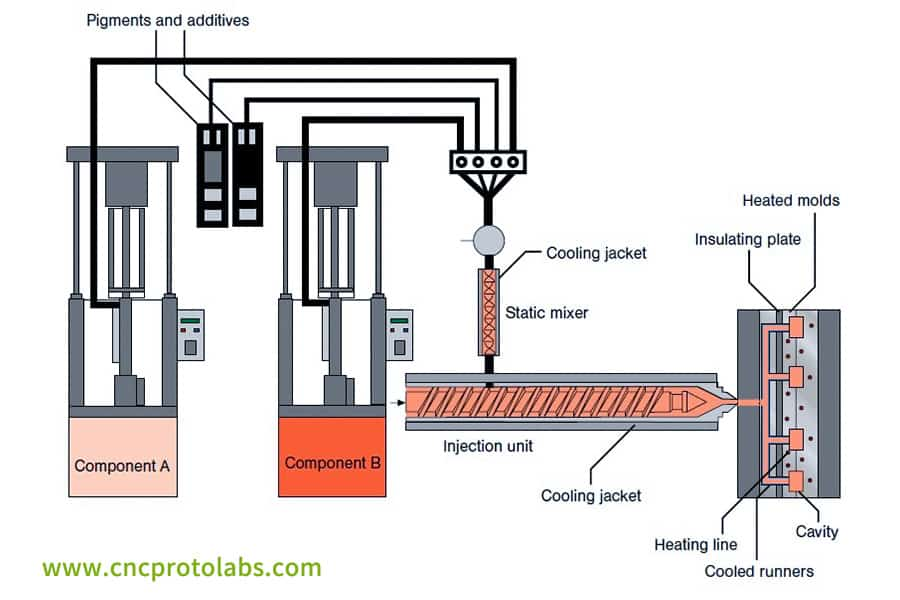
Figura 2: Uno schema tecnico che illustra un sistema completo di stampaggio a iniezione di LSR, compresi serbatoi dei componenti A/B, miscelatore statico, camicie di raffreddamento e stampi riscaldati con cavità e canali.
Quali sono le migliori pratiche per la progettazione di strumenti per lo stampaggio a iniezione di silicone liquido?
Progettare uno strumento avanzato per lo stampaggio a iniezione di silicone liquido è la chiave per una produzione di massa senza difetti. Tiene conto della bassa viscosità dell'LSR, del funzionamento di canali freddi, di approcci senza bava e di sfiati speciali.
Requisiti dei parametri di progettazione dei componenti principali dello stampo LSR
| Componenti dello stampo | Tipo di progetto | Parametri fondamentali | Scenari applicabili | Scopo della progettazione |
| Sistema di corridori | Canale freddo + ugello caldo con valvola | Temperatura del corridore ≤35℃, precisione di risposta dello spillo della valvola ±0,01 mm | Prodotti di produzione di massa |
Previene la pre-indurimento del materiale plastico, ottenendo una produzione di rifiuti pari a zero |
| Superficie di divisione | Trattamento della microstruttura EDM | Rugosità superficiale Ra < 20μm | Guarnizioni ad alta precisione | Raggiunge sigillatura e ventilazione, eliminando la bava |
| Scanalature di ventilazione | Ventilazione a labirinto | Profondità della scanalatura 0,004-0,005 mm, larghezza della scanalatura 1-3 mm | Prodotti per cavità complesse | Espelle rapidamente l'aria, prevenendone l'accumulo e le bruciature |
| Sistema di espulsione | Espulsore conico | Distanza tra il perno di espulsione e la cavità ≤0,003 mm | Parti di precisione a parete sottile | Previene la penetrazione del materiale plastico, evitando la deformazione da espulsione |
| Sistema di controllo della temperatura | Controllo della temperatura a zone | Precisione del controllo della temperatura a zona singola ± 1 ℃ | Stampi a cavità multipla/Parti di forma irregolare | Garantisce una polimerizzazione uniforme, migliorando la consistenza del prodotto |
Tecnologia dello stampo senza flash:
Per risolvere il problema della bava, è possibile applicare sulla superficie di divisione dello stampo microstrutture realizzate mediante elettroerosione (Ra < 20 μm). Questo metodo sigilla efficacemente e impedisce alla colla di fuoriuscire, mantenendo allo stesso tempo i canali di ventilazione, consentendo così uno stampaggio senza bave.
Sistema a canale freddo e otturazione a valvola
Stampaggio ad iniezione di liquidi richiede un sistema a canale freddo (temperatura del canale ≤35℃) per arrestare il pre-indurimento del materiale e l'utilizzo di ugelli caldi con valvola consente l'esatto controllo del flusso. Questa combinazione elimina gli sprechi dei corridori e riduce le spese relative ai materiali.
Design di ventilazione per bassa viscosità
L'impiego di percorsi di sfiato labirintici lavorati tramite elettroerosione con livelli di rugosità di 3-22 micron nei punti di sfiato dello stampo fornisce uno sfiato rapido e impedisce il traboccamento del materiale, risolvendo così il problema tra sfiato e prevenzione della bava.
Perché la simulazione è essenziale per lo stampaggio a iniezione della gomma siliconica liquida?
La simulazione del flusso nello stampo è una delle tecniche più importanti per lo stampaggio a iniezione della gomma siliconica liquida.
Modella le fasi di riempimento e stagionatura anche prima della lavorazione dello stampo, rivelando così i problemi in una fase iniziale ed evitando i costi e i tempi di ciclo necessari per apportare modifiche allo stampo.
Stima del comportamento di riempimento e delle trappole d'aria
I software di simulazione, ad esempio Moldex3D e Sigmasoft, aiutano nella simulazione del processo di stampaggio e possono prevedere il flusso di fusione, le posizioni dell'aria intrappolata e la resistenza della linea di saldatura.
Per soddisfare i requisiti di fascia alta, le soglie di simulazione vengono adattate con riferimento a Norme ISO 13485 .
Perfezionamento del ciclo di stagionatura e ritiro
Questo tipo di software può essere utilizzato anche per simulare in modo molto accurato il processo di polimerizzazione esotermica. Considerando che il LSR ha tipicamente un ritiro del 2-3%, prevede le variazioni dimensionali del prodotto, facilitando così la corretta progettazione della cavità dello stampo.
Caso di studio JS Precision: guarnizioni LSR per valvole pneumatiche: resistenza alla temperatura ±180 °C, controllo flash 0,01 mm
Sfida:
Un'azienda mirava a realizzare il sovrastampaggio di anelli di tenuta in LSR su nuclei di valvole in lega di alluminio, contando sulla tolleranza del labbro di tenuta ±0. 02mm, flash ≤0. 01 mm e nessuna perdita dopo 1000 ore di cicli ad alta e bassa temperatura da -50 ℃ a +180 ℃.
Le maggiori difficoltà sono che l'LSR ha una viscosità molto bassa, quindi è molto facile che si verifichino bave, e anche la differenza del coefficiente di dilatazione termica tra metallo e LSR è molto grande, quindi molto presto si verificherà un distacco ad alta temperatura.
Soluzione:
1. Simulazione del flusso dello stampo e ottimizzazione del riempimento:
Utilizzando il software di simulazione del flusso dello stampo Sigmasoft, il CNC ha controllato la sequenza dell'ago della valvola del canale freddo, riempiendo uniformemente il fronte del materiale fuso ed evitando l'accumulo di materiale nel punto di sovrastampaggio.
2. Disposizione dello stampo e regolazione della temperatura:
Lo sfiato di precisione della microstruttura dell'EDM (Ra=8μm) viene eseguito sulla linea di giunzione utilizzando il controllo della temperatura a zone, preriscaldando la porzione dell'inserto metallico a 120°C.
Allo stesso tempo, la temperatura della cavità viene mantenuta a 170°C±1°C, che è la temperatura più esatta, risolvendo allo stesso tempo il problema del flash e dello sfiato che sono contraddittori tra loro.
3. Soluzione della differenza di dilatazione termica:
Attraverso l'ottimizzazione del tempo di vulcanizzazione (45 secondi) e della pressione di mantenimento secondaria (120 bar), viene creato uno strato di legame chimico molto solido tra l'LSR e l'interfaccia dell'inserto metallico, con una resistenza alla pelatura interfacciale di 8,2 N/mm.
Risultati:
- Infine, il controllo della fiammatura dell'anello di tenuta LSR entro 0,008 mm significa che non è necessaria alcuna rifinitura secondaria.
- Il valore CPK dell'ispezione CMM del primo pezzo è ≥1. 33.
- La percentuale di superamento del test del ciclo ad alta e bassa temperatura è del 100%.
- Il volume di acquisto annuale del cliente è cresciuto da 50.000 a 300.000 unità .
- Questo stampaggio ad iniezione di silicone soluzione raggiunge una riduzione dei costi complessivi del 35% rispetto alla soluzione originale.
Se hai esigenze simili per progetti di stampaggio a iniezione di gomma siliconica liquida come sovrastampaggio di LSR e guarnizioni di precisione, puoi inviare requisiti di prodotto dettagliati a JS Precision per ottenere soluzioni di stampaggio personalizzate.

Figura 3: Un paio di mani guantate utilizzano uno strumento per posizionare anelli di silicone trasparenti in rientranze circolari su una piastra di base metallica, con coperture di plastica aggiuntive visibili in primo piano.
Come risolvere i difetti comuni nello stampaggio a iniezione di liquidi?
Quando si tratta di produzione mediante stampaggio a iniezione di liquidi, la capacità di rilevare rapidamente i difetti è essenziale per aumentare la produttività e ridurre il tasso di scarti.
Di seguito sono riportati alcuni approcci specifici alla risoluzione dei problemi tipici.
Indurimento incompleto e appiccicosità
Le superfici parzialmente indurite e appiccicose sono segni di prodotti che non sono completamente induriti. Verificare se i componenti A e B sono miscelati correttamente in rapporto 1:1 . Inoltre, controllare se il catalizzatore al platino è stato contaminato dall'esposizione a composti di zolfo o stagno.
Bolle e trappole d'aria
La causa principale della formazione di bolle d'aria e della presenza di aria nelle sacche del materiale è la mancata fuoriuscita tempestiva dell'aria. Questo problema potrebbe essere risolto aumentando il vuoto dello stampo, diminuendo la velocità di iniezione e allargando i canali di ventilazione.
Segni di flusso e linee di saldatura
Puoi lavorare sulla riduzione dei segni di flusso e delle linee di saldatura accelerando l'iniezione, aumentando la temperatura dello stampo o cromando lo stampo per migliorare la capacità di flusso della gomma, migliorando così l'aspetto e le proprietà meccaniche del prodotto.
Difficoltà di sformatura
Le cause dei problemi di sformatura sono che l'LSR aderisce fortemente alla superficie calda dello stampo in un tempo molto breve. Questo problema può essere ridotto al minimo controllando in modo molto accurato la differenza di temperatura dello stampo o spruzzando un rivestimento di nichel-teflon sulla cavità dello stampo.
Se riscontri difetti di prodotto intrattabili nella tua produzione di stampaggio a iniezione di liquidi, contattare gli ingegneri JS Precision per la diagnosi dei difetti online e la consulenza sulla soluzione.
Come selezionare un fornitore affidabile di stampaggio a iniezione di silicone?
Semplicemente non è possibile decidere a quale fornitore affidabile di stampaggio a iniezione di silicone rivolgersi solo in base al prezzo unitario. Deve essere un must una valutazione approfondita della tecnologia, della qualità e della gestione del progetto che determina direttamente il successo e la stabilità della produzione di massa.
Valutazione della capacità tecnica
Quando si controllano le capacità tecniche di un fornitore, ci sono tre aree principali su cui concentrarsi:
- Hanno l'analisi del flusso dello stampo DFM?
- Sono in grado di rispondere alla domanda entro 48 ore?
- Hanno la certificazione ISO 13485/9001?
Infrastrutture e strutture
I fornitori dovrebbero mettere a disposizione un'officina indipendente per la produzione di stampi (con macchinari per elettroerosione e CNC). Per i prodotti medici e alimentari, oltre all'officina è necessaria una camera bianca conforme agli standard.
Analisi della struttura dei costi
| Tipo di costo | Fascia di prezzo | Fattori che influenzano | Osservazioni |
| Costo dello stampo | 50.000+ | Complessità del prodotto, numero di cavità, materiale dello stampo | Gli stampi complessi e di precisione costano oltre $ 10.000 |
| Costo unitario | 2.00 | Volume di produzione, dimensione del prodotto, difficoltà del processo | Lotti di dimensioni maggiori comportano costi unitari inferiori |
| Tariffa per la modifica dello stampo | 2.000/ora | Difficoltà di modifica, precisione di lavorazione dello stampo | L'analisi DFM precoce può ridurre la frequenza di modifica |
| Tariffa per il trattamento della superficie | 5.000/set | Tipo di trattamento, area della cavità | La cromatura/rivestimento in teflon è un processo comune |
| Tariffa per lo stoccaggio dello stampo | 200/mese | Dimensioni dello stampo, ambiente di stoccaggio | Tassa di deposito eliminata per la cooperazione a lungo termine |
Strategia RFQ
Per ottenere un preventivo, dovresti fornire un modello 3D completo (in formato STEP/IGES) insieme ai tuoi requisiti dettagliati. Se si tratta del settore medico o alimentare, i materiali devono essere in linea con gli standard FDA e USP Classe VI. Inoltre, i fornitori devono presentare i rapporti sui test sui lotti.
Domande frequenti
D1: Qual è il tempo di ciclo tipico per lo stampaggio a iniezione di LSR?
Generalmente, i cicli di produzione dello stampaggio a iniezione di LSR durano solo 30-90 secondi, e lo spessore delle pareti e le dimensioni del prodotto sono i fattori più importanti. Le parti a parete sottile solitamente hanno tempi di ciclo più brevi mentre le parti spesse e complesse possono richiedere tempi di polimerizzazione più lunghi.
Q2: Perché utilizzare canali freddi negli stampi LSR?
I canali freddi vengono utilizzati nello stampaggio a iniezione di silicone liquido per impedire la pre-indurimento del materiale LSR. Se utilizzato insieme a canali caldi con valvola, contribuisce a produrre zero scarti , riducendo così i costi e aumentando l'efficienza.
Q3: Qual è il tasso di restringimento del silicone liquido?
Il ritiro del materiale LSR per lo stampaggio a iniezione di gomma siliconica liquida è normalmente del 2%-3%, a seconda del tipo di materiale e delle condizioni effettive del processo di produzione.
Q4: I prodotti LSR possono essere riprocessati?
Sì, i prodotti LSR possono essere rilavorati e il metodo più comune è il sovrastampaggio a iniezione secondaria. Ciò consente loro di essere sovrastampati su PC, PA o altri substrati plastici, producendo stampaggi compositi multimateriale.
Q5: Come risolvere il problema delle bolle d'aria nei prodotti LSR?
Per eliminare le bolle d'aria che compaiono nei prodotti LSR durante lo stampaggio a iniezione di liquidi, è possibile aumentare il vuoto dello stampo, diminuire la velocità di iniezione o estendere le scanalature di ventilazione in modo che l'aria venga espulsa rapidamente dalla cavità dello stampo.
Q6: Quando è essenziale l'analisi del flusso dello stampo?
Quando la struttura del prodotto è complessa, vengono utilizzati stampi a cavità multiple o è richiesta un'elevata precisione, si consiglia di condurre un'analisi del flusso dello stampo per lo stampaggio a iniezione di gomma siliconica liquida.
Q7: Quanto dura solitamente uno stampo in LSR?
Gli stampi LSR che utilizzano acciaio H13 o S136 possono, se adeguatamente mantenuti, sopportare da 500.000 a 1.000.000 di cicli di stampaggio.
D8: Qual è il tempo di consegna di JS Precision per la prototipazione?
Dopo lo stampaggio di prova T0 dello stampo, per progetti di stampaggio a iniezione di gomma siliconica liquida, JS Precision può fornire campioni standard a scopo di test e verifica entro 7-15 giorni.
Riepilogo
Lo stampaggio a iniezione di gomma siliconica liquida deve tenere conto delle proprietà dei materiali, della progettazione dello stampo e dell'ottimizzazione del processo, superare problemi quali bave e gas intrappolati e selezionare i giusti partner professionali per ottenere una produzione di massa senza difetti, ridurre i costi e migliorare la competitività.
Se al momento riscontri problemi con il tuo stampaggio ad iniezione di silicone liquido progetti o desideri portare le prestazioni del tuo prodotto a un livello completamente nuovo, non esitare a contattare JS Precision Company per un'analisi DFM gratuita. Entro 48 ore, il nostro team di ingegneri ti fornirà una soluzione professionale e su misura.

Disclaimer
I contenuti di questa pagina sono solo a scopo informativo. Servizi di precisione JS ,non ci sono dichiarazioni o garanzie, esplicite o implicite, circa l'accuratezza, la completezza o la validità delle informazioni. Non si deve dedurre che un fornitore o produttore di terze parti fornisca parametri prestazionali, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione tramite JS Precision Network. È responsabilità dell'acquirente Richiedi preventivo per ricambi Identificare i requisiti specifici per queste sezioni. Vi preghiamo di contattarci per ulteriori informazioni .
Squadra di precisione JS
JS Precision è un'azienda leader del settore , concentrarsi su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisione Lavorazione CNC , Produzione di lamiere , Stampa 3D , Stampaggio ad iniezione , Stampaggio metalli, e altri servizi di produzione one-stop.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi di ultima generazione, certificati ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. Scegliere Precisione JS questo significa efficienza di selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.cncprotolabs.com
Risorsa

