

Este post foca nas principais tecnologias de moldagem por injeção de borracha de silicone líquida e tem como objetivo dar uma explicação completa do processo - desde o design dos moldes até o aprimoramento da produção em massa. Além disso, ajudará você a descobrir como escolher parceiros confiáveis para manter esses riscos sob controle.
Tabela de respostas principais
| Dimensões | Pontos Técnicos Principais | Parâmetros principais |
| Essência do Processo | Material termofixo catalisado por platina de dois componentes, reticulado e curado em alta temperatura, sem resfriamento físico. | Temperatura de cura: 140-220℃. Taxa de encolhimento: 2,0-3,0% |
| Principais Desafios | A baixa viscosidade (como a água) causa três problemas principais: flash, ar preso e queimadura e pré-cura da comporta. | Alvo de controle de flash: <0,02-0,05 mm |
| Direção de otimização | Velocidade de injeção em vários estágios + controle preciso da temperatura do molde + um algoritmo de simulação (como NSGA-III) para equilibrar a tensão residual. | Temperatura de fusão: cerca de 35 ℃. Precisão da temperatura do molde: ± 1 ℃ |
| Projeto de molde | Câmara fria + câmara quente tipo válvula (desperdício zero) + ventilação da microestrutura EDM (efeito labirinto Ra 3-22μm). | Rugosidade da superfície de ventilação: Ra <20μm |
| Capacidades do fornecedor | Deve possuir análise de fluxo de molde DFM, certificação ISO 13485/9001 , possuir oficina de fabricação de moldes e sala limpa. | Custo do molde : a partir de $ 1000. Item único: $ 0,05-2,00. |
Principais vantagens:
- Características do Processo: LSR é um tipo de material termoendurecível, que sofre cura em temperaturas elevadas (140-220°C). Possui condição de baixa viscosidade (é necessário tratamento anti-flash) e sua taxa de encolhimento é de 2-3%.
- Garantia de qualidade: Câmara fria + ventilação de microestrutura EDM (Ra<20μm) + sistema de vácuo são os principais elementos da produção em massa de moldagem por injeção de borracha de silicone líquida com zero defeitos.
- Seleção de fornecedores: Nossa prioridade são os fabricantes de moldes para moldagem por injeção de silicone que possam realizar análises DFM, sejam certificados pela ISO 13485 e sejam capazes de fornecer feedback em 48 horas.
Por que confiar neste guia? Aproveitando a experiência da JS Precision em moldagem por injeção LSR
A chave para resolver os problemas do processo de moldagem por injeção de borracha de silicone líquido é através da experiência prática e do profundo conhecimento técnico no setor.
A JS Precision se dedica a esta área há mais de dez anos e já projetou e produziu mais de 500 moldes LSR profissionais, além de finalizar mais de 200 projetos desafiadores de produção em massa .
Nossos clientes incluem empresas líderes principalmente nos setores médico, automotivo e de automação industrial, e ter um bom entendimento dos problemas, considerações de design para o molde e soluções de defeitos ao longo de todo o processo de moldagem por injeção estão entre as vantagens da JS Precision.
Como cada engenheiro principal passou mais de 10 anos no aprimoramento do processo LSR, somos bem versados na identificação precisa dos riscos desde o estágio de formulação da matéria-prima até o estágio de produção em massa e em oferecer soluções executáveis que se adaptam aos cenários reais de produção.
Nossos procedimentos técnicos atendem aos padrões internacionais da indústria e a um sistema de controle de qualidade baseado no ASTM D412 foi realizado um padrão de teste de borracha, o que garante o profissionalismo e autoridade de cada parâmetro e solução do processo.
Abordamos a questão da cura irregular na moldagem por injeção de cateter lsr de alta precisão para clientes da indústria médica, reduzindo significativamente a taxa de descarte do produto de 15% para 0,5%. Além disso, para clientes de peças automotivas, conseguimos controlar o flash das vedações de moldagem por injeção de silicone dentro de 0,01 mm, satisfazendo completamente as rigorosas demandas dos OEMs.
Esses casos e números concretos comprovam nossa capacidade técnica em moldagem por injeção de borracha de silicone líquida e podem oferecer assistência profissional prática para seus projetos.
Se você estiver enfrentando desafios técnicos em moldagem por injeção de borracha de silicone líquida ou quiser iniciar um novo projeto de produto LSR, entre em contato imediatamente com a equipe de engenharia da JS Precision para uma análise gratuita de viabilidade do projeto, permitindo que nossa equipe profissional mitigue os riscos do estágio inicial do seu projeto.
O que exatamente é moldagem por injeção de borracha de silicone líquida?
Compreender a tecnologia central por trás da moldagem por injeção de borracha de silicone líquida envolve não apenas saber o que ela é e suas características exclusivas, mas também como ela difere da moldagem por injeção tradicional.
O conhecimento destes aspectos é vital para a otimização do processo e projeto de moldes, uma vez que a lógica do processo de moldagem por injeção varia muito para diferentes materiais.
Definição e mecanismo de reação química
A moldagem por injeção LSR representa um processo de moldagem de alta precisão no qual são usados dois tipos de fluidos compreendendo borracha de silicone líquida catalisada por platina. Os componentes A e B são misturados precisamente em uma proporção de 1:1 e então, a reação de cura de reticulação adicional ocorre na cavidade do molde que é aquecida a uma alta temperatura, resultando em um produto sólido.
Esta reação não produz subprodutos e é ecologicamente correta, sendo este o principal motivo moldagem por injeção de borracha de silicone é usado em produtos médicos e de contato com alimentos.
Principais diferenças da moldagem por injeção termoplástica
A diferença fundamental entre a moldagem por injeção de silicone e a moldagem por injeção termoplástica está em seus princípios de moldagem: a cura química de reticulação desencadeada por alta temperatura é a principal característica da primeira, que também exige que o molde seja mantido em alta temperatura de 140-220°C, enquanto a última depende do resfriamento físico para moldagem.
Além disso, o material LSR utilizado na moldagem por injeção de silicone líquido é caracterizado por viscosidade extremamente baixa e excelente fluidez , permitindo enchimento em baixa pressão e replicação muito precisa de estruturas complexas em nível de mícron, algo que não é possível com moldagem por injeção termoplástica.

Figura 1: Uma variedade de peças de plástico e borracha em diversas cores (vermelho, azul, amarelo, transparente) colocadas em trilhos de suporte perfurados cinza, mostrando os diversos resultados da moldagem de silicone.
Quais são os desafios críticos na moldagem por injeção de silicone?
As dificuldades fundamentais na moldagem por injeção de silicone são realmente causadas pela baixa viscosidade e pela natureza de cura em alta temperatura do LSR (Resina de Silicone Líquida). Existem basicamente três grandes problemas com eles: flash, aprisionamento de ar e pré-cura do portão. Estas são as principais coisas a serem resolvidas para obter uma produção com zero defeitos.
Problemas de flash devido à baixa viscosidade
O LSR usado na moldagem por injeção de silicone líquido tem viscosidade muito baixa (alguns até são como água). Assim, durante o processo de injeção de alta pressão, ele sairá facilmente pelas lacunas da linha de separação do molde, fazendo flash. Os métodos de vedação tradicionais não conseguem lidar com isso, e excesso de rebarbas resulta em erros dimensionais e custos de corte mais elevados.
Armadilhas de ar e queima
O moldagem por injeção de borracha de silicone líquida tem uma velocidade de enchimento rápida e forte fluidez LSR, facilitando o envolvimento do ar na cavidade do molde.
Se o ar não puder ser expelido a tempo, será comprimido sob pressão muito alta a tal ponto que aquecerá tanto que as superfícies localizadas queimarão e se formarão bolhas de ar no produto. Isso vai influenciar a aparência e as propriedades do produto.
Pré-cura da porta (queimadura)
O molde de moldagem por injeção de borracha de silicone está em um estado de alta temperatura. Se o projeto de dissipação de calor da comporta não for razoável ou a taxa de fluxo do material de borracha for muito lenta, isso fará com que o material de borracha se solidifique prematuramente (queima da comporta), bloqueie a comporta e cause defeitos como enchimento incompleto do produto e falta de material.
A JS Precision oferece soluções maduras para esses desafios principais. Você pode ver nossos estudos de caso do setor para entender como resolver problemas na moldagem por injeção de silicone em diferentes cenários.
Como otimizar o processo de moldagem por injeção de borracha de silicone?
O núcleo da otimização do processo de moldagem por injeção de borracha de silicone é equilibrar temperatura, pressão e velocidade para atingir ciclo curto e produção com zero defeitos.
Abaixo estão os parâmetros de processo ideais para vários produtos LSR, que podem servir como referência para depuração de produção em massa:
| Tipo de produto | Temperatura de cura (°C) | Temperatura de fusão (°C) | Velocidade de injeção (mm/s) | Pressão de retenção (bar) | Tempo(s) de cura |
| Cateteres médicos (paredes finas) | 160-180 | 32-35 | 50-70 | 80-100 | 30-45 |
| Vedações automotivas (paredes de espessura média) | 170-190 | 33-36 | 30-50 | 100-120 | 45-60 |
| Selos Industriais (Paredes Grossas) | 180-200 | 34-37 | 20-40 | 120-140 | 60-90 |
| Botões eletrônicos (precisão em miniatura) | 150-170 | 31-34 | 60-80 | 70-90 | 25-35 |
| Peças em contato com alimentos (macias) | 165-185 | 33-36 | 40-60 | 90-110 | 35-50 |
Estratégia de configuração de temperatura do molde
A temperatura do molde desempenha um papel muito importante na reação térmica. Normalmente, a temperatura de cura é ajustada para 140-220°C.
Uma temperatura excessivamente alta pode causar cura irregular e acúmulo de tensão interna . A combinação do controle da temperatura de fusão em torno de 35°C, juntamente com um controle muito preciso (±1°C) da zona de temperatura do molde, pode ajudar significativamente na redução da tensão residual e na melhoria da estabilidade dimensional.
Controle de velocidade de injeção multiestágio
O uso de velocidades de injeção multiestágio é uma das formas de aumentar a capacidade de enchimento do molde:
- Primeiro, injetar a uma velocidade muito lenta na comporta ajuda a evitar jatos.
- Em seguida, a injeção de velocidade média é usada para preencher o molde com eficiência.
- Por fim, o enchimento lento no final é feito para facilitar a ventilação, o que ajuda muito a evitar o aprisionamento de ar.
Otimização de parâmetros orientada por simulação
Hoje em dia, os processos de fabrico contam com tecnologias de simulação como o algoritmo NSGA-III , entre outras, através das quais são simulados os processos de enchimento e cura, sendo possível encontrar o compromisso mais adequado entre temperatura, pressão de retenção e tempo, bem como a otimização das configurações dos parâmetros.
A otimização dos parâmetros do processo requer a consideração dos requisitos específicos do produto. Se você deseja personalizar moldagem por injeção lsr parâmetros de processo para o seu produto, entre em contato com a JS Precision para consulta individual de otimização de processo.
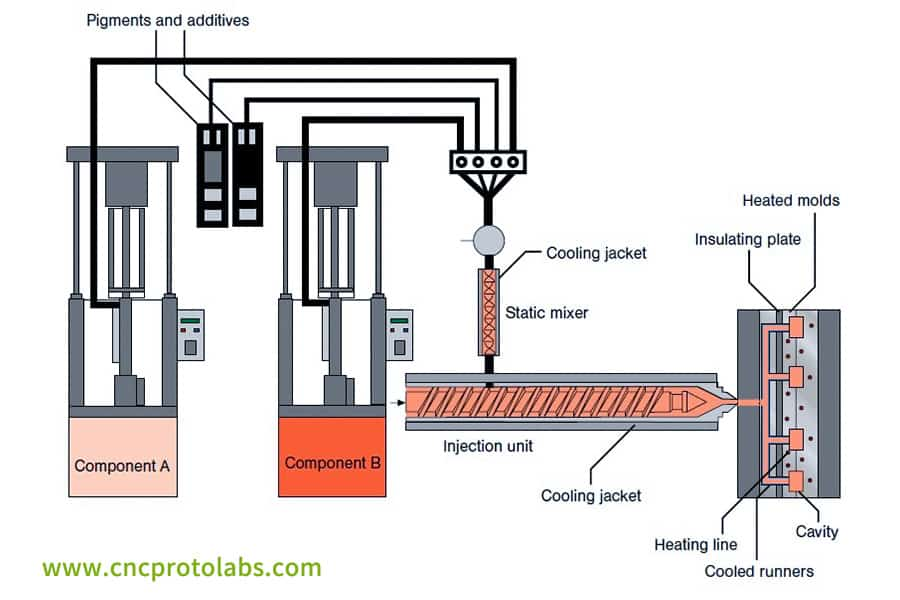
Figura 2: Um diagrama técnico ilustrando um sistema completo de moldagem por injeção LSR, incluindo tanques de componentes A/B, misturador estático, camisas de resfriamento e moldes aquecidos com cavidades e corredores.
Quais são as melhores práticas para projeto de ferramentas de moldagem por injeção de silicone líquido?
Projetar uma ferramenta avançada de moldagem por injeção de silicone líquido é a chave para a produção em massa com zero defeitos. Ele leva em consideração a baixa viscosidade do LSR, funcionamento em câmaras frias, abordagens livres de flash e aberturas especiais.
Requisitos de parâmetro de projeto do componente principal do molde LSR
| Componentes do molde | Tipo de projeto | Parâmetros principais | Cenários Aplicáveis | Objetivo do projeto |
| Sistema de corredor | Câmara fria + bico quente tipo válvula | Temperatura do corredor ≤35℃, precisão de resposta do pino da válvula ±0,01mm | Produtos de produção em massa |
Impede a pré-cura de material plástico, alcançando produção zero de resíduos |
| Superfície de partição | Tratamento de Microestrutura EDM | Rugosidade da superfície Ra <20μm | Selos de alta precisão | Alcança vedação + ventilação, eliminando flash |
| Ranhuras de ventilação | Ventilação do Labirinto | Profundidade da ranhura 0,004-0,005 mm, largura da ranhura 1-3 mm | Produtos Complexos para Cavidades | Expele o ar rapidamente, evitando ar preso e queimaduras |
| Sistema de ejeção | Pino Ejetor Cônico | Pino ejetor para folga da cavidade ≤0,003 mm | Peças de precisão com paredes finas | Impede a penetração de material plástico, evitando deformação por ejeção |
| Sistema de controle de temperatura | Controle de temperatura por zonas | Precisão de controle de temperatura de zona única ±1℃ | Moldes com múltiplas cavidades/peças com formatos irregulares | Garante cura uniforme, melhorando a consistência do produto |
Tecnologia de molde sem flash:
Para resolver o problema do flash, microestruturas feitas por EDM (Ra <20 μm) podem ser aplicadas na superfície de partição do molde. Este método veda eficazmente e impede que a cola flua, mas mantém os canais de ventilação, permitindo assim uma moldagem sem rebarbas.
Sistema de Câmara Fria e Bico Valvulado
Moldagem por injeção líquida requer um sistema de câmara fria (temperatura da câmara ≤35°C) para interromper a pré-cura do material, e o uso de bicos quentes tipo válvula permite o controle exato do fluxo. Esta combinação elimina o desperdício do corredor e reduz as despesas com materiais.
Projeto de ventilação para baixa viscosidade
O emprego de caminhos de ventilação labirínticos processados por EDM com níveis de rugosidade de 3-22 mícrons nos pontos de ventilação do molde fornece ventilação rápida e evita que o material transborde, resolvendo assim o problema entre a ventilação e a prevenção de flash.
Por que a simulação é essencial para moldagem por injeção de borracha de silicone líquida?
A simulação do fluxo do molde é uma das técnicas mais importantes para a moldagem por injeção de borracha de silicone líquida.
Ele modela as etapas de enchimento e cura antes mesmo do processamento do molde, revelando assim problemas numa fase inicial e evitando o custo e o tempo de ciclo de fazer alterações no molde.
Estimando o comportamento de enchimento e armadilhas de ar
Softwares de simulação, por exemplo, Moldex3D e Sigmasoft, ajudam na simulação do processo de moldagem e podem prever o fluxo de fusão, locais de ar aprisionado e resistência da linha de solda.
Para atender aos requisitos de ponta, os limites de simulação são ajustados com referência a Padrões ISO 13485 .
Refinando o Ciclo de Cura e Encolhimento
Este tipo de software também pode ser usado para simular com muita precisão o processo de cura exotérmica. Considerando que o LSR normalmente apresenta encolhimento de 2 a 3%, ele prevê as alterações dimensionais do produto, facilitando assim o projeto correto da cavidade do molde.
Estudo de caso de precisão JS: Vedações LSR de válvula pneumática — Resistência à temperatura ±180°C, controle de flash 0,01 mm
Desafio:
Empresa que visa realizar sobremoldagem de anéis de vedação LSR em núcleos de válvulas de liga de alumínio, contando com tolerância de lábio de vedação ±0. 02mm, flash ≤0. 01mm, e nenhum vazamento após 1000 horas de ciclos de alta e baixa temperatura de -50°C a +180°C.
As principais dificuldades são que o LSR tem viscosidade muito baixa, então o flash é muito fácil de ocorrer, e também a diferença do coeficiente de expansão térmica entre o metal e o LSR é muito grande, então haverá descascamento em alta temperatura muito em breve.
Solução:
1. Simulação de fluxo de molde e otimização de enchimento:
Utilizando o software de simulação de fluxo de molde Sigmasoft, o CNC controlou a sequência de agulhas da válvula da câmara fria, preenchendo uniformemente a frente de fusão e evitando o acúmulo de material no ponto de sobremoldagem.
2. Layout do molde e regulação de temperatura:
A ventilação da microestrutura de precisão EDM (Ra=8μm) está sendo feita na linha de partição fazendo uso do controle de temperatura por zonas, pré-aquecendo a porção da inserção metálica a 120°C.
Ao mesmo tempo, a temperatura da cavidade é mantida em 170°C±1°C, o que é o mais exato, resolvendo ao mesmo tempo o problema de flash e ventilação, que são contraditórios entre si.
3. Solução de diferença de expansão térmica:
Através da otimização do tempo de vulcanização (45 segundos) e da pressão de retenção secundária (120 bar), uma camada de ligação química muito sólida é criada entre o LSR e a interface da pastilha metálica, com uma resistência ao descascamento interfacial de 8,2 N/mm.
Resultados:
- Finalmente, controlar o flash do anel de vedação LSR para dentro de 0,008 mm significa que nenhum corte secundário é necessário.
- O valor CPK da inspeção CMM da primeira peça é ≥1. 33.
- A taxa de aprovação do teste de ciclo de alta e baixa temperatura é de 100%.
- O volume anual de compras do cliente cresceu de 50.000 unidades para 300.000 unidades .
- Esse moldagem por injeção de silicone solução alcança uma redução geral de custos de 35% em comparação com a solução original.
Se você tiver necessidades semelhantes para projetos de moldagem por injeção de borracha de silicone líquido, como sobremoldagem LSR e vedações de precisão, poderá enviar requisitos detalhados do produto à JS Precision para obter soluções de moldagem personalizadas.

Figura 3: Um par de mãos enluvadas usa uma ferramenta para colocar anéis de silicone transparentes em reentrâncias circulares em uma placa de base de metal, com tampas plásticas adicionais visíveis em primeiro plano.
Como solucionar defeitos comuns em moldagem por injeção de líquidos?
Quando se trata de fabricação de moldagem por injeção líquida, a capacidade de detectar defeitos rapidamente é essencial para aumentar a produtividade e reduzir as taxas de refugo.
Aqui estão algumas abordagens de solução de problemas específicos para problemas típicos.
Cura Incompleta e Pegajosidade
Superfícies parcialmente curadas e pegajosas são sinais de produtos que não estão totalmente curados. Verifique se os componentes A e B estão misturados corretamente na proporção de 1:1 . Além disso, verifique se o catalisador de platina foi contaminado pela exposição a compostos de enxofre ou estanho.
Bolhas e armadilhas de ar
A principal causa das bolhas de ar e da presença de ar nas bolsas de material é a falha do ar em escapar a tempo. Isso poderia ser resolvido aumentando o vácuo do molde, diminuindo a velocidade de injeção e ampliando os canais de ventilação.
Marcas de fluxo e linhas de solda
Você pode trabalhar na redução de marcas de fluxo e linhas de solda acelerando a injeção, aumentando a temperatura do molde ou revestindo o molde com cromo para melhorar a capacidade de fluxo da borracha, melhorando assim a aparência e as propriedades mecânicas do produto.
Dificuldades de desmoldagem
As causas dos problemas de desmoldagem são que o LSR adere fortemente à superfície quente do molde em um tempo muito curto. Este problema pode ser minimizado controlando com muita precisão a diferença de temperatura do molde ou pulverizando um revestimento de níquel-teflon na cavidade do molde.
Se você encontrar defeitos de produto intratáveis em sua produção de moldagem por injeção de líquidos, entre em contato com os engenheiros da JS Precision para diagnóstico de defeitos on-line e consulta de soluções.
Como selecionar um fornecedor confiável de moldagem por injeção de silicone?
Simplesmente não é possível decidir qual fornecedor confiável de moldagem por injeção de silicone abordar com base apenas no preço unitário. A avaliação completa da tecnologia, da qualidade e do gerenciamento de projetos que determina diretamente o sucesso e a estabilidade da produção em massa precisa ser uma obrigação.
Avaliação de capacidade técnica
Ao verificar as capacidades técnicas de um fornecedor, há três áreas principais nas quais focar:
- Eles têm análise de fluxo de molde DFM?
- Eles são capazes de responder à demanda em 48 horas?
- Eles possuem certificação ISO 13485/9001?
Infraestrutura e Instalações
Oficina independente de fabricação de moldes (com máquinas EDM e CNC) deve estar disponível nos fornecedores. Para produtos médicos e alimentícios, além da oficina, é necessária uma sala limpa em conformidade com os padrões.
Análise da Estrutura de Custos
| Tipo de custo | Faixa de preço | Fatores que influenciam | Observações |
| Custo do molde | Mais de 50.000 | Complexidade do produto, número de cavidades, material de molde | Moldes complexos e de precisão custam mais de US$ 10.000 |
| Custo Unitário | 2h00 | Volume de produção, tamanho do produto, dificuldade do processo | Tamanho de lote maior resulta em menor custo unitário |
| Taxa de modificação de molde | 2.000/hora | Dificuldade de modificação, precisão de usinagem de moldes | A análise precoce do DFM pode reduzir a frequência de modificação |
| Taxa de tratamento de superfície | 5.000/conjunto | Tipo de tratamento, área da cavidade | Cromagem/revestimento de Teflon é um processo comum |
| Taxa de armazenamento de molde | 200/mês | Tamanho do molde, ambiente de armazenamento | Taxa de armazenamento dispensada para cooperação de longo prazo |
Estratégia de RFQ
Para obter um orçamento, você deve fornecer um modelo 3D completo (em formato STEP/IGES) junto com seus requisitos detalhados. Se for para a área médica ou alimentícia, os materiais devem estar alinhados com os padrões da FDA e USP Classe VI. Além disso, os fornecedores deverão apresentar os relatórios de testes dos lotes.
Perguntas frequentes
Q1: Qual é o tempo de ciclo típico para moldagem por injeção LSR?
Geralmente, os ciclos de produção de moldagem por injeção LSR duram apenas 30-90 segundos, sendo a espessura da parede e o tamanho do produto os fatores mais importantes. Peças de parede fina geralmente têm tempos de ciclo mais curtos, enquanto peças espessas e complexas podem exigir tempos de cura mais longos.
Q2: Por que usar câmaras frias em moldes LSR?
Câmaras frias são usadas na moldagem por injeção de silicone líquido para impedir a pré-cura do material LSR. Quando usado em conjunto com câmaras quentes do tipo válvula, isso ajuda a produzir zero resíduos , reduzindo assim os custos e aumentando a eficiência.
Q3: Qual é a taxa de encolhimento do silicone líquido?
O encolhimento do material LSR para moldagem por injeção de borracha de silicone líquida é normalmente de 2% a 3%, dependendo do tipo de material e das condições reais do processo de produção.
Q4: Os produtos LSR podem ser reprocessados?
Sim, os produtos LSR podem ser reprocessados, sendo a sobremoldagem por moldagem por injeção secundária a forma mais comum . Isso permite que eles sejam sobremoldados em PC, PA ou outros substratos plásticos, produzindo moldagem composta de vários materiais.
Q5: Como resolver o problema de bolhas de ar em produtos LSR?
Para corrigir bolhas de ar que aparecem nos produtos LSR durante a moldagem por injeção de líquido, você pode aumentar o vácuo do molde, diminuir a velocidade de injeção ou estender as ranhuras de ventilação para que o ar seja rapidamente expelido da cavidade do molde.
Q6: Quando uma análise do fluxo do molde é essencial?
Quando a estrutura do produto é complexa, são usados moldes de múltiplas cavidades ou é necessária alta precisão, recomenda-se realizar a análise do fluxo do molde para moldagem por injeção de borracha de silicone líquida.
Q7: Quanto tempo normalmente dura um molde LSR?
Os moldes LSR que usam aço H13 ou S136 podem, se mantidos adequadamente, suportar de 500.000 a 1.000.000 ciclos de moldagem.
Q8: Qual é o tempo de resposta da JS Precision para prototipagem?
Após a moldagem experimental T0 do molde, para projetos de moldagem por injeção de borracha de silicone líquido, a JS Precision pode fornecer amostras padrão para fins de teste e verificação dentro de 7 a 15 dias.
Resumo
A moldagem por injeção de borracha de silicone líquida precisa levar em consideração as propriedades do material, o design do molde e a otimização do processo, superar problemas como rebarbas e gás preso e selecionar os parceiros profissionais certos para atingir a produção em massa com zero defeitos, reduzir custos e aumentar a competitividade.
Se você estiver enfrentando algum problema com seu moldagem por injeção de silicone líquido projetos ou deseja levar o desempenho do seu produto a um nível totalmente novo, não hesite em entrar em contato com a JS Precision Company para uma análise DFM gratuita. Dentro de 48 horas, nossa equipe de engenharia fornecerá uma solução profissional e personalizada.

Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos. Serviços de precisão JS ,não há representações ou garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da JS Precision Network. É responsabilidade do comprador Exigir cotação de peças Identifique requisitos específicos para essas seções. Entre em contato conosco para mais informações .
Equipe de precisão JS
JS Precision é uma empresa líder do setor , concentre-se em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em alta precisão Usinagem CNC , Fabricação de chapas metálicas , Impressão 3D , Moldagem por injeção , Carimbo de metal, e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. Escolher Precisão JS isso significa eficiência de seleção, qualidade e profissionalismo.
Para saber mais, acesse nosso site: www.cncprotolabs.com
Recurso

