

يركز هذا المنشور على التقنيات الرئيسية لقولبة حقن مطاط السيليكون السائل ويهدف إلى تقديم شرح شامل للعملية - بدءًا من تصميم القوالب وحتى تعزيز الإنتاج الضخم. بالإضافة إلى ذلك، سيساعدك هذا على معرفة كيفية اختيار شركاء جديرين بالثقة من أجل إبقاء هذه المخاطر تحت السيطرة.
جدول الإجابة الأساسية
| أبعاد | النقاط الفنية الأساسية | المعلمات الأساسية |
| جوهر العملية | مادة مكونة من البلاتين المحفز بالحرارة، مرتبطة بشكل متقاطع ومعالجتها في درجة حرارة عالية، والتبريد غير المادي. | درجة حرارة المعالجة: 140-220 درجة مئوية. معدل الانكماش: 2.0-3.0% |
| التحديات الأساسية | تسبب اللزوجة المنخفضة (مثل الماء) ثلاث مشكلات رئيسية: الوميض، والهواء المحبوس، والحرق، والمعالجة المسبقة للبوابة. | هدف التحكم في الفلاش: <0.02-0.05 مم |
| اتجاه التحسين | سرعة حقن متعددة المراحل + تحكم دقيق في درجة حرارة القالب + خوارزمية محاكاة (مثل NSGA-III) لتوزيع الضغط المتبقي. | درجة حرارة الذوبان: حوالي 35 درجة مئوية. دقة درجة حرارة القالب: ±1 درجة مئوية |
| تصميم القالب | عداء بارد + عداء ساخن من نوع الصمام (بدون نفايات) + تنفيس للبنية المجهرية EDM (تأثير متاهة Ra 3-22μm). | خشونة سطح التنفيس: Ra <20μm |
| قدرات الموردين | يجب أن يمتلك تحليل تدفق قوالب سوق دبي المالي، وحاصل على شهادة ISO 13485/9001 ، وأن يكون لديه ورشة لتصنيع القوالب، وغرفة نظيفة. | تكلفة العفن : ابتداء من 1000 دولار. عنصر واحد: 0.05-2.00 دولار. |
الوجبات السريعة الرئيسية:
- خصائص العملية: LSR هو نوع من المواد المتصلدة بالحرارة، والتي تخضع للمعالجة في درجات حرارة مرتفعة (140-220 درجة مئوية). إنها ذات لزوجة منخفضة (المعالجة المضادة للوميض ضرورية)، ومعدل الانكماش هو 2-3%.
- ضمان الجودة: يعتبر العداء البارد + تنفيس البنية المجهرية EDM (Ra<20μm) + نظام التفريغ هي العناصر الرئيسية للإنتاج الضخم لقوالب حقن مطاط السيليكون السائل بدون أي عيوب.
- اختيار الموردين: أولويتنا هي الشركات المصنعة لقوالب حقن السيليكون التي يمكنها إجراء تحليل سوق دبي المالي، والحاصلة على شهادة ISO 13485، والقادرة على تقديم التعليقات في غضون 48 ساعة.
لماذا تثق بهذا الدليل؟ بالاعتماد على خبرة JS Precision في قولبة حقن LSR
إن مفتاح معالجة مشكلات عملية صب حقن مطاط السيليكون السائل هو من خلال الخبرة العملية والمعرفة التقنية المتعمقة في هذا القطاع.
لقد كرست شركة JS Precision جهودها في هذا المجال لأكثر من عشر سنوات وقد صممت وأنتجت أكثر من 500 قالب LSR احترافي، إلى جانب الانتهاء من أكثر من 200 مشروع إنتاج ضخم مليء بالتحديات .
يشمل عملاؤنا شركات رائدة بشكل رئيسي في قطاعات الأتمتة الطبية والسيارات والصناعية، كما أن الفهم الجيد للمشكلات واعتبارات التصميم للقالب وحلول العيوب طوال عملية قولبة الحقن هي من بين مزايا JS Precision.
نظرًا لأن كل مهندس أساسي قضى أكثر من 10 سنوات في تحسين عملية LSR، فإننا على دراية جيدة بتحديد المخاطر بدقة بدءًا من مرحلة صياغة المواد الخام وحتى مرحلة الإنتاج الضخم وتقديم حلول قابلة للتنفيذ تناسب سيناريوهات الإنتاج الفعلية.
تلبي إجراءاتنا الفنية معايير الصناعة الدولية ونظام مراقبة الجودة بناءً على أستم D412 لقد تم تحقيق معيار اختبار المطاط، والذي يضمن الكفاءة المهنية والسلطة لكل معلمة وحل في العملية.
لقد تناولنا مشكلة المعالجة غير المتساوية في قوالب حقن القسطرة lsr عالية الدقة لعملاء الصناعة الطبية، مما أدى إلى خفض معدل خردة المنتج بشكل كبير من 15% إلى 0.5%. بالإضافة إلى ذلك، بالنسبة لعملاء قطع غيار السيارات، تمكنا من التحكم في وميض أختام قولبة حقن السيليكون في حدود 0.01 مم، مما يلبي تمامًا المتطلبات الصارمة لمصنعي المعدات الأصلية.
تثبت هذه الحالات والأشكال الخرسانية قدرتنا التقنية في قولبة حقن مطاط السيليكون السائل ويمكن أن تقدم لك مساعدة احترافية مفيدة لمشاريعك.
إذا كنت تواجه تحديات تقنية في قولبة حقن مطاط السيليكون السائل أو ترغب في بدء مشروع منتج LSR جديد، فاتصل بالفريق الهندسي لشركة JS Precision على الفور للحصول على تحليل مجاني لجدوى المشروع، مما يسمح لفريقنا المحترف بتخفيف مخاطر المرحلة المبكرة لمشروعك.
ما هو بالضبط قولبة حقن مطاط السيليكون السائل؟
إن فهم التكنولوجيا الأساسية وراء قولبة حقن مطاط السيليكون السائل لا يتطلب معرفة ماهيتها وميزاتها الفريدة فحسب، بل أيضًا كيفية اختلافها عن قولبة الحقن التقليدية.
تعد معرفة هذه الجوانب أمرًا حيويًا لتحسين العملية وتصميم القالب نظرًا لأن منطق عملية القولبة بالحقن يختلف إلى حد كبير باختلاف المواد.
التعريف وآلية التفاعل الكيميائي
يمثل قولبة الحقن LSR عملية قولبة عالية الدقة يتم فيها استخدام نوعين من السوائل تشتمل على مطاط السيليكون السائل المحفز بالبلاتين. يتم خلط المكونات A وB بدقة بنسبة 1:1 وبعد ذلك، يتم إجراء تفاعل المعالجة بالربط المتقاطع الإضافي في تجويف القالب الذي يتم تسخينه إلى درجة حرارة عالية، مما ينتج عنه منتج صلب.
ولا ينتج عن هذا التفاعل أي منتجات ثانوية وهو صديق للبيئة، وهذا هو السبب الرئيسي صب حقن مطاط السيليكون يستخدم في المنتجات الطبية والغذائية.
الاختلافات الرئيسية من صب حقن البلاستيك الحراري
يكمن الاختلاف الأساسي بين قولبة حقن السيليكون وقولبة حقن اللدائن الحرارية في مبادئ الصب الخاصة بهما: إن معالجة الارتباط الكيميائي الناتج عن ارتفاع درجة الحرارة هي الميزة الرئيسية للأولى، والتي تتطلب أيضًا الاحتفاظ بالقالب عند درجة حرارة عالية تبلغ 140-220 درجة مئوية، في حين أن الأخير يعتمد على التبريد المادي للقولبة.
بالإضافة إلى ذلك، تتميز مادة LSR المستخدمة في قولبة حقن السيليكون السائل باللزوجة المنخفضة للغاية وقابلية التدفق الممتازة ، مما يسمح بملء الضغط المنخفض والتكرار الدقيق للغاية للهياكل المعقدة على مستوى الميكرون، وهو أمر غير ممكن مع قولبة حقن اللدائن الحرارية.

الشكل 1: مجموعة متنوعة من الأجزاء البلاستيكية والمطاطية بألوان مختلفة (الأحمر والأزرق والأصفر والشفاف) موضوعة على قضبان دعم مثقبة باللون الرمادي، وتعرض النتائج المتنوعة لقولبة السيليكون.
ما هي التحديات الحاسمة في صب حقن السيليكون؟
إن الصعوبات الأساسية في قولبة حقن السيليكون ناتجة حقًا عن اللزوجة المنخفضة وطبيعة المعالجة بدرجة الحرارة المرتفعة لـ LSR (راتنج السيليكون السائل). توجد بشكل أساسي ثلاث مشكلات كبيرة في هذه الأمور: الفلاش، ومحاصرة الهواء، والتهيئة المسبقة للبوابة. هذه هي الأشياء الرئيسية التي يجب حلها للحصول على إنتاج خالي من العيوب.
مشاكل الفلاش بسبب اللزوجة المنخفضة
إن LSR المستخدم في قولبة حقن السيليكون السائل له لزوجة منخفضة جدًا (بعضها يشبه الماء). لذلك، أثناء عملية الحقن بالضغط العالي، سوف يخرج بسهولة إلى فجوات خط فراق القالب، مما يحدث وميضًا. لا تستطيع طرق الختم التقليدية التعامل مع هذا الأمر، ويؤدي الكثير من الوميض إلى أخطاء في الأبعاد وارتفاع تكاليف التشذيب.
مصائد الهواء والحرق
ال حقن صب مطاط السيليكون السائل يتميز بسرعة تعبئة سريعة وسيولة LSR قوية، مما يجعل من السهل لف الهواء في تجويف القالب.
إذا لم يكن من الممكن طرد الهواء في الوقت المناسب، فسيتم ضغطه تحت ضغط مرتفع جدًا إلى حد أنه سيسخن كثيرًا بحيث تحترق الأسطح المحلية وتتشكل فقاعات الهواء في المنتج. وهذا سوف يؤثر على شكل وخصائص المنتج.
بوابة المعالجة المسبقة (الحرق)
قالب حقن مطاط السيليكون في حالة درجة حرارة عالية. إذا كان تصميم تبديد الحرارة للبوابة غير معقول أو كان معدل تدفق المادة المطاطية بطيئًا للغاية، فسيؤدي ذلك إلى تصلب المادة المطاطية قبل الأوان (احتراق البوابة)، وسد البوابة، والتسبب في عيوب مثل عدم اكتمال تعبئة المنتج ونقص المواد.
تقدم JS Precision حلولاً ناضجة لهذه التحديات الأساسية. يمكنك عرض دراسات الحالة الصناعية الخاصة بنا لفهم كيفية حل المشكلات في قولبة حقن السيليكون في ظل سيناريوهات مختلفة.
كيفية تحسين عملية صب حقن مطاط السيليكون؟
جوهر تحسين عملية صب حقن مطاط السيليكون هو موازنة درجة الحرارة، الضغط، والسرعة لتحقيق دورة قصيرة، إنتاج خالي من العيوب.
فيما يلي معلمات العملية المثالية لمختلف منتجات LSR، والتي يمكن أن تكون بمثابة معيار لتصحيح أخطاء الإنتاج الضخم:
| نوع المنتج | درجة حرارة المعالجة (درجة مئوية) | درجة حرارة الذوبان (درجة مئوية) | سرعة الحقن (مم/ث) | الضغط القابضة (بار) | وقت المعالجة (ق) |
| القسطرة الطبية (جدران رقيقة) | 160-180 | 32-35 | 50-70 | 80-100 | 30-45 |
| أختام السيارات (جدران متوسطة السُمك) | 170-190 | 33-36 | 30-50 | 100-120 | 45-60 |
| الأختام الصناعية (جدران سميكة) | 180-200 | 34-37 | 20-40 | 120-140 | 60-90 |
| الأزرار الإلكترونية (دقة مصغرة) | 150-170 | 31-34 | 60-80 | 70-90 | 25-35 |
| الأجزاء الملامسة للأغذية (ناعمة) | 165-185 | 33-36 | 40-60 | 90-110 | 35-50 |
استراتيجية ضبط درجة حرارة العفن
تلعب درجة حرارة القالب دورًا مهمًا جدًا في التفاعل الحراري. عادة، يتم ضبط درجة حرارة المعالجة على 140-220 درجة مئوية.
قد تؤدي درجة الحرارة المرتفعة جدًا إلى معالجة غير متساوية وتراكم الضغط الداخلي . إن الجمع بين التحكم في درجة حرارة الذوبان عند حوالي 35 درجة مئوية، إلى جانب التحكم الدقيق للغاية (± 1 درجة مئوية) لمنطقة درجة حرارة القالب، يمكن أن يساعد بشكل كبير في تقليل الضغط المتبقي وتحسين استقرار الأبعاد.
التحكم في سرعة الحقن متعدد المراحل
يعد استخدام سرعات الحقن متعددة المراحل إحدى طرق تعزيز قدرة تعبئة القالب:
- أولاً، يساعد الحقن بسرعة بطيئة جدًا في البوابة على تجنب النفث.
- ثم يتم استخدام الحقن ذو السرعة المتوسطة لملء القالب بكفاءة.
- أخيرًا، يتم إجراء التعبئة البطيئة في النهاية لتسهيل عملية التنفيس، مما يساعد حقًا في منع حبس الهواء.
محاكاة مدفوعة المعلمة الأمثل
في الوقت الحاضر، تعتمد عمليات التصنيع على تقنيات المحاكاة مثل خوارزمية NSGA-III ، من بين أمور أخرى، والتي من خلالها تتم محاكاة عمليات التعبئة والمعالجة، والقدرة على إيجاد الحل الوسط الأكثر ملاءمة بين درجة الحرارة، وضغط الضغط، والوقت، بالإضافة إلى تحسين إعدادات المعلمات.
يتطلب تحسين معلمات العملية مراعاة متطلبات المنتج المحددة. إذا كنت ترغب في تخصيص صب حقن lsr معلمات المعالجة لمنتجك، يرجى الاتصال بـ JS Precision للحصول على استشارة فردية حول تحسين العملية.
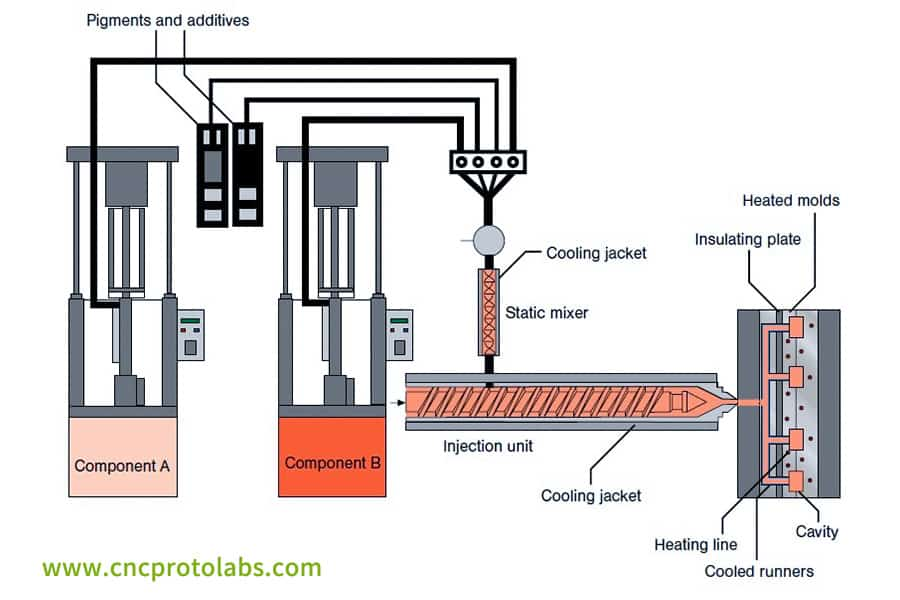
الشكل 2: رسم تخطيطي فني يوضح نظام قولبة حقن LSR كاملاً، بما في ذلك خزانات المكون A/B، والخلاط الثابت، وسترات التبريد، والقوالب الساخنة ذات التجاويف والمجاري.
ما هي أفضل الممارسات لتصميم أداة صب حقن السيليكون السائل؟
إن تصميم أداة قولبة حقن السيليكون السائل المتقدمة هو المفتاح للإنتاج الضخم بدون عيوب. إنه يأخذ في الاعتبار اللزوجة المنخفضة لـ LSR، وتشغيل العدائين الباردين، والطرق الخالية من الفلاش، وفتحات التهوية الخاصة.
متطلبات معلمة تصميم المكونات الأساسية لقالب LSR
| مكونات القالب | نوع التصميم | المعلمات الأساسية | السيناريوهات القابلة للتطبيق | الغرض من التصميم |
| نظام عداء | عداء بارد + فوهة ساخنة من نوع الصمام | درجة حرارة العداء ≥35 درجة مئوية، دقة استجابة دبوس الصمام ±0.01 مم | منتجات الإنتاج الضخم |
يمنع المعالجة المسبقة للمواد البلاستيكية، ويحقق إنتاج صفر نفايات |
| سطح الفراق | معالجة البنية المجهرية EDM | خشونة السطح Ra <20μm | أختام عالية الدقة | يحقق الختم + التنفيس، والقضاء على الوميض |
| أخاديد التهوية | تنفيس المتاهة | عمق الأخدود 0.004-0.005 مم، عرض الأخدود 1-3 مم | منتجات التجويف المعقدة | يطرد الهواء بسرعة، ويمنع الهواء المحبوس والحرق |
| نظام الطرد | دبوس القاذف المخروطي | دبوس القاذف إلى فجوة التجويف ≥0.003 مم | أجزاء دقيقة ذات جدران رقيقة | يمنع اختراق المواد البلاستيكية، ويتجنب تشوه القذف |
| نظام التحكم في درجة الحرارة | التحكم في درجة الحرارة حسب المناطق | دقة التحكم في درجة الحرارة لمنطقة واحدة ±1 درجة مئوية | قوالب متعددة التجاويف/أجزاء غير منتظمة الشكل | يضمن معالجة موحدة، وتحسين اتساق المنتج |
تكنولوجيا القالب الحر فلاش:
لحل مشكلة الفلاش، يمكن تطبيق الهياكل المجهرية المصنوعة بواسطة EDM (Ra <20 ميكرومتر) على سطح فراق القالب. تعمل هذه الطريقة على إغلاق الغراء ومنعه من التدفق للخارج بشكل فعال، مع الحفاظ على قنوات التنفيس، وبالتالي تمكين القولبة الخالية من الوميض.
نظام العداء البارد وبوابة الصمام
صب الحقن السائل يتطلب نظام عداء بارد (درجة حرارة عداء ≥35 درجة مئوية) لإيقاف المعالجة المسبقة للمواد، واستخدام الفوهات الساخنة من نوع الصمام يسمح بالتحكم الدقيق في التدفق. يزيل هذا المزيج مخلفات العداء ويقلل من نفقات المواد.
تصميم تنفيس للزوجة المنخفضة
إن استخدام مسارات التنفيس المتاهة المعالجة بالـ EDM بمستويات خشونة تتراوح من 3 إلى 22 ميكرون عند نقاط تنفيس القالب يوفر تنفيسًا سريعًا ويمنع المادة من الفيضان، وبالتالي حل المشكلة بين التنفيس ومنع الوميض.
لماذا تعد المحاكاة ضرورية لقولبة حقن مطاط السيليكون السائل؟
تعد محاكاة تدفق القالب واحدة من أهم التقنيات لقولبة حقن مطاط السيليكون السائل.
فهو يصمم مراحل التعبئة والمعالجة حتى قبل معالجة القالب، وبالتالي يكشف عن المشكلات في مرحلة مبكرة ويمنع التكلفة ووقت دورة إجراء تغييرات على القالب.
تقدير سلوك الملء ومصائد الهواء
تساعد برامج المحاكاة، على سبيل المثال، Mouldex3D وSigmasoft، في محاكاة عملية التشكيل ويمكنها التنبؤ بتدفق الذوبان، ومواقع الهواء المحبوس، وقوة خط اللحام.
لتلبية المتطلبات المتطورة، يتم تعديل عتبات المحاكاة بالرجوع إلى معايير الآيزو 13485 .
تحسين دورة المعالجة والانكماش
يمكن أيضًا استخدام هذا النوع من البرامج لمحاكاة عملية المعالجة الطاردة للحرارة بدقة شديدة. مع الأخذ في الاعتبار أن LSR عادة ما يكون انكماشه بنسبة 2-3%، فإنه يتنبأ بالتغيرات الأبعاد للمنتج، وبالتالي تسهيل التصميم الصحيح لتجويف القالب.
دراسة حالة JS Precision: موانع تسرب LSR للصمامات الهوائية — مقاومة درجة الحرارة ±180 درجة مئوية، التحكم في الفلاش 0.01 مم
تحدي:
شركة تهدف إلى إنجاز عملية التشكيل الزائد لحلقة الختم LSR على قلوب صمامات سبائك الألومنيوم، مع الاعتماد على تحمل شفة الختم ±0. 02 مم، فلاش ≥0. 01 مم، ولا يوجد تسرب بعد 1000 ساعة من درجات الحرارة العالية والمنخفضة عند -50 درجة مئوية إلى +180 درجة مئوية.
تتمثل الصعوبات الرئيسية في أن LSR منخفض اللزوجة جدًا، لذا من السهل جدًا حدوث وميض، وأيضًا فرق معامل التمدد الحراري بين المعدن وLSR كبير جدًا، لذلك سيكون هناك تقشير بدرجة حرارة عالية قريبًا جدًا.
حل:
1. محاكاة تدفق القالب وتحسين التعبئة:
باستخدام برنامج محاكاة تدفق القالب Sigmasoft، تحكم CNC في تسلسل إبرة الصمام للعداء البارد، مما يجعل واجهة الذوبان ممتلئة بالتساوي وتجنب تراكم المواد في نقطة التشكيل الزائد.
2. تخطيط القالب وتنظيم درجة الحرارة:
يتم تنفيذ تنفيس البنية المجهرية الدقيقة EDM (Ra = 8μm) عند خط الفراق مع الاستفادة من التحكم في درجة الحرارة المخصصة للمنطقة، والتسخين المسبق لجزء الإدخال المعدني إلى 120 درجة مئوية.
في نفس الوقت، يتم الحفاظ على درجة حرارة التجويف عند 170 درجة مئوية ± 1 درجة مئوية وهي الأكثر دقة، وفي نفس الوقت يتم حل مشكلة الوميض والتنفيس المتناقضين مع بعضهما البعض.
3. حل فرق التمدد الحراري:
من خلال تحسين وقت الفلكنة (45 ثانية) وضغط التثبيت الثانوي (120 بار)، يتم إنشاء طبقة رابطة كيميائية صلبة جدًا بين LSR وواجهة الإدخال المعدنية، مع قوة تقشير بينية تبلغ 8.2 نيوتن/مم.
نتائج:
- أخيرًا، التحكم في وميض حلقة الغلق LSR إلى حدود 0.008 مم يعني عدم الحاجة إلى تشذيب ثانوي.
- قيمة CPK لفحص CMM للقطعة الأولى هي ≥1. 33.
- معدل النجاح في اختبار دورة درجة الحرارة العالية والمنخفضة هو 100%.
- ارتفع حجم الشراء السنوي للعميل من 50000 وحدة إلى 300000 وحدة .
- هذا صب حقن السيليكون يحقق الحل خفضًا إجماليًا في التكلفة بنسبة 35% مقارنة بالحل الأصلي.
إذا كانت لديك احتياجات مماثلة لمشاريع قولبة حقن مطاط السيليكون السائل مثل القولبة الزائدة LSR والأختام الدقيقة، فيمكنك إرسال متطلبات المنتج التفصيلية إلى JS Precision للحصول على حلول قولبة مخصصة.

الشكل 3: يستخدم زوج من الأيدي القفازية أداة لوضع حلقات سيليكون شفافة في تجاويف دائرية على لوحة قاعدة معدنية، مع أغطية بلاستيكية إضافية مرئية في المقدمة.
كيفية استكشاف الأخطاء الشائعة في صب حقن السائل وإصلاحها؟
عندما يتعلق الأمر بتصنيع قوالب حقن السوائل، فإن القدرة على اكتشاف العيوب بسرعة أمر ضروري لزيادة الإنتاجية وخفض معدلات الخردة.
فيما يلي بعض طرق استكشاف الأخطاء وإصلاحها الخاصة بالعيوب للمشكلات النموذجية.
علاج غير مكتمل والابتذال
تعتبر الأسطح المعالجة جزئيًا والمبتذلة علامات على منتجات لم تتم معالجتها بالكامل. تحقق من خلط المكونات A وB بشكل صحيح بنسبة 1:1 . تحقق أيضًا مما إذا كان المحفز البلاتيني قد تلوث بسبب التعرض لمركبات الكبريت أو القصدير.
الفقاعات ومصائد الهواء
السبب الرئيسي لفقاعات الهواء ووجود الهواء في جيوب المواد هو عدم خروج الهواء في الوقت المناسب. ويمكن إصلاح ذلك عن طريق رفع فراغ القالب، وتقليل سرعة الحقن، وتوسيع قنوات التنفيس.
علامات التدفق وخطوط اللحام
يمكنك العمل على تقليل علامات التدفق وخطوط اللحام عن طريق تسريع عملية الحقن، أو زيادة درجة حرارة القالب، أو طلاء القالب بالكروم لتحسين قدرة تدفق المطاط، وبالتالي تحسين مظهر المنتج وخواصه الميكانيكية.
صعوبات الديمولدينغ
أسباب مشاكل القالب هي أن LSR يلتصق بالسطح الساخن للقالب بقوة شديدة في وقت قصير جدًا. يمكن التقليل من هذه المشكلة عن طريق التحكم الدقيق في اختلاف درجة حرارة القالب أو عن طريق رش طلاء النيكل تفلون على تجويف القالب.
إذا واجهت عيوبًا مستعصية في المنتج أثناء إنتاج قوالب حقن السوائل، اتصل بمهندسي JS Precision لتشخيص العيوب عبر الإنترنت والتشاور حول الحلول.
كيفية اختيار مورد موثوق لقوالب حقن السيليكون؟
لا يمكن للمرء ببساطة أن يقرر أي مورد موثوق لقوالب حقن السيليكون يجب التعامل معه بناءً على سعر الوحدة فقط. يجب أن يكون التقييم التكنولوجي والجودة وإدارة المشروع الشامل الذي يحدد بشكل مباشر نجاح واستقرار الإنتاج الضخم أمرًا ضروريًا.
تقييم القدرة التقنية
عند التحقق من القدرات الفنية للمورد، هناك ثلاثة مجالات رئيسية يجب التركيز عليها:
- هل لديهم تحليل تدفق العفن سوق دبي المالي؟
- هل هم قادرون على الرد على الطلب خلال 48 ساعة؟
- هل لديهم شهادة ISO 13485/9001؟
البنية التحتية والمرافق
يجب أن تكون ورشة تصنيع القوالب المستقلة (مع آلات EDM وCNC) متاحة من الموردين. بالنسبة للمنتجات الطبية والغذائية، هناك حاجة إلى غرفة نظيفة متوافقة مع المعايير إلى جانب ورشة العمل.
تحليل هيكل التكلفة
| نوع التكلفة | نطاق السعر | العوامل المؤثرة | ملاحظات |
| تكلفة العفن | 50000+ | تعقيد المنتج، عدد التجاويف، مادة العفن | تبلغ تكلفة القوالب المعقدة والدقيقة أكثر من 10000 دولار |
| تكلفة الوحدة | 2.00 | حجم الإنتاج، حجم المنتج، صعوبة العملية | يؤدي حجم الدفعة الأكبر إلى انخفاض تكلفة الوحدة |
| رسوم تعديل القالب | 2,000/مرة | صعوبة التعديل، دقة تصنيع القالب | تحليل سوق دبي المالي المبكر يمكن أن يقلل من تكرار التعديل |
| رسوم المعالجة السطحية | 5,000/مجموعة | نوع العلاج، منطقة التجويف | يعد طلاء الكروم / طلاء التفلون عملية شائعة |
| رسوم تخزين القالب | 200/شهر | حجم القالب، بيئة التخزين | تم التنازل عن رسوم التخزين للتعاون طويل الأمد |
استراتيجية طلب عرض الأسعار
للحصول على عرض أسعار، يجب عليك تقديم نموذج ثلاثي الأبعاد كامل (بتنسيق STEP/IGES) بالإضافة إلى متطلباتك التفصيلية. إذا كان الأمر يتعلق بالمجالات الطبية أو الغذائية، فيجب أن تكون المواد متوافقة مع معايير FDA وUSP Class VI. الى جانب ذلك، يجب على الموردين تقديم تقارير اختبار الدفعة.
الأسئلة الشائعة
س 1: ما هو وقت الدورة النموذجي لقولبة حقن LSR؟
بشكل عام، تستمر دورات إنتاج قوالب الحقن LSR من 30 إلى 90 ثانية فقط، مع كون سمك الجدار وحجم المنتج من أهم العوامل. عادةً ما يكون لأجزاء الجدران الرقيقة أوقات دورة أقصر بينما قد تتطلب الأجزاء السميكة والمعقدة أوقات معالجة أطول.
س 2: لماذا نستخدم المدافئ الباردة في قوالب LSR؟
يتم استخدام العدائين الباردين في صب حقن السيليكون السائل لمنع مادة LSR من المعالجة المسبقة. عند استخدامه مع المجاري الساخنة من نوع الصمام، فإن ذلك يساعد على إنتاج صفر نفايات ، وبالتالي خفض التكاليف وزيادة الكفاءة.
س3: ما هو معدل انكماش السيليكون السائل؟
عادة ما يكون انكماش مادة LSR المستخدمة في قولبة حقن مطاط السيليكون السائل من 2% إلى 3%، اعتمادًا على نوع المادة وظروف عملية الإنتاج الفعلية.
س 4: هل يمكن إعادة معالجة منتجات LSR؟
نعم، يمكن إعادة معالجة منتجات LSR، مع كون القولبة بالحقن الثانوي هي الطريقة الأكثر شيوعًا . يسمح ذلك بتشكيلها بشكل زائد على أجهزة الكمبيوتر الشخصية أو PA أو غيرها من الركائز البلاستيكية، مما يؤدي إلى إنتاج قوالب مركبة متعددة المواد.
س 5: كيفية حل مشكلة فقاعة الهواء في منتجات LSR؟
لإصلاح فقاعات الهواء التي تظهر في منتجات LSR أثناء صب حقن السائل، يمكنك زيادة فراغ القالب، أو تقليل سرعة الحقن، أو تمديد أخاديد التنفيس بحيث يتم طرد الهواء بسرعة من تجويف القالب.
س 6: متى يكون تحليل تدفق القالب ضروريًا؟
عندما يكون هيكل المنتج معقدًا، يتم استخدام قوالب متعددة التجاويف، أو تكون هناك حاجة إلى دقة عالية، فمن المستحسن إجراء تحليل تدفق القالب لقولبة حقن مطاط السيليكون السائل.
س 7: كم من الوقت يستمر قالب LSR عادة؟
يمكن لقوالب LSR التي تستخدم الفولاذ H13 أو S136، إذا تمت صيانتها بشكل صحيح، أن تتحمل ما بين 500000 إلى 1000000 دورة قولبة.
س8: ما هو الوقت اللازم لإنجاز JS Precision للنماذج الأولية؟
بعد القالب التجريبي T0 للقالب، بالنسبة لمشاريع قولبة حقن مطاط السيليكون السائل، يمكن لـ JS Precision تقديم عينات قياسية لغرض الاختبار والتحقق في غضون 7-15 يوما.
ملخص
يجب أن يأخذ صب حقن مطاط السيليكون السائل في الاعتبار خصائص المواد، وتصميم القالب، وتحسين العملية، والتغلب على مشاكل مثل النتوءات والغاز المحصور، واختيار الشركاء المحترفين المناسبين من أجل تحقيق إنتاج ضخم خالٍ من العيوب، وخفض التكاليف، وتعزيز القدرة التنافسية.
إذا كنت تواجه حاليًا أي مشكلات مع جهازك صب حقن السيليكون السائل المشاريع أو ترغب في الارتقاء بأداء منتجك إلى مستوى جديد تمامًا، فلا تتردد في الاتصال بشركة JS Precision للحصول على تحليل مجاني لسوق دبي المالي. وفي غضون 48 ساعة، سيقدم لك فريقنا الهندسي حلاً احترافيًا ومصممًا خصيصًا لك.

تنصل
محتويات هذه الصفحة هي لأغراض إعلامية فقط. خدمات JS الدقيقة ، لا توجد أي تعهدات أو ضمانات، صريحة أو ضمنية، فيما يتعلق بدقة أو اكتمال أو صحة المعلومات. لا ينبغي استنتاج أن المورد أو الشركة المصنعة التابعة لجهة خارجية ستوفر معلمات الأداء والتفاوتات الهندسية وخصائص التصميم المحددة وجودة المواد ونوعها أو التصنيع من خلال شبكة JS Precision Network. إنها مسؤولية المشتري تتطلب اقتباس أجزاء تحديد المتطلبات المحددة لهذه الأقسام. يرجى الاتصال بنا للحصول على مزيد من المعلومات .
فريق الدقة JS
JS Precision هي شركة رائدة في الصناعة ، التركيز على حلول التصنيع المخصصة. لدينا أكثر من 20 عامًا من الخبرة مع أكثر من 5000 عميل، ونركز على الدقة العالية التصنيع باستخدام الحاسب الآلي , تصنيع الصفائح المعدنية , الطباعة ثلاثية الأبعاد , صب الحقن , ختم المعادن، وغيرها من خدمات التصنيع وقفة واحدة.
تم تجهيز مصنعنا بأكثر من 100 مركز تصنيع خماسي المحاور متطور، حاصل على شهادة ISO 9001:2015. نحن نقدم حلول تصنيع سريعة وفعالة وعالية الجودة للعملاء في أكثر من 150 دولة حول العالم. سواء كان الإنتاج صغير الحجم أو التخصيص واسع النطاق، يمكننا تلبية احتياجاتك من خلال أسرع تسليم خلال 24 ساعة. يختار الدقة شبيبة وهذا يعني كفاءة الاختيار والجودة والكفاءة المهنية.
لمعرفة المزيد، قم بزيارة موقعنا: www.cncprotolabs.com
الموارد

