

Этот пост посвящен основным технологиям литья жидкого силиконового каучука под давлением и призван дать подробное объяснение процесса - от проектирования форм до совершенствования массового производства. Кроме того, это поможет вам понять, как выбирать надежных партнеров, чтобы держать эти риски под контролем.
Основная таблица ответов
| Размеры | Основные технические моменты | Основные параметры |
| Сущность процесса | Двухкомпонентный термореактивный материал, катализируемый платиной, сшитый и отверждаемый при высокой температуре, без физического охлаждения. | Температура отверждения: 140-220 ℃. Степень усадки: 2,0-3,0% |
| Основные проблемы | Низкая вязкость (как у воды) вызывает три основные проблемы: вспышку, захваченный воздух и пригорание, а также предварительное отверждение ворот. | Цель управления вспышкой: <0,02-0,05 мм |
| Направление оптимизации | Многоступенчатая скорость впрыска + точный контроль температуры формы + алгоритм моделирования (например, NSGA-III) для выравнивания остаточного напряжения. | Температура плавления: около 35℃. Точность температуры пресс-формы: ± 1 ℃ |
| Дизайн пресс-формы | Холодный канал + горячий канал клапанного типа (без отходов) + вентиляция микроструктуры EDM (лабиринтный эффект Ra 3-22 мкм). | Шероховатость вентиляционной поверхности: Ra < 20 мкм. |
| Возможности поставщика | Должен обладать анализом текучести пресс-формы DFM, сертифицированным по стандарту ISO 13485/9001 , иметь цех по изготовлению пресс-форм и чистое помещение. | Стоимость пресс-формы : от 1000$. Один предмет: 0,05–2,00 доллара США. |
Ключевые выводы:
- Характеристики процесса: LSR — это тип термореактивного материала, который отверждается при повышенных температурах (140–220 ℃). Он имеет низкую вязкость (необходима противозадирная обработка), степень усадки составляет 2-3%.
- Обеспечение качества: Холодный канал + вентиляция микроструктуры EDM (Ra<20 мкм) + вакуумная система являются основными элементами массового производства жидкого силиконового каучука для литья под давлением с нулевыми дефектами.
- Выбор поставщика: Нашим приоритетом являются производители силиконовых форм для литья под давлением, которые могут выполнять анализ DFM, сертифицированы по стандарту ISO 13485 и способны предоставить обратную связь в течение 48 часов.
Почему стоит доверять этому руководству? Опираясь на опыт JS Precision в литье под давлением LSR
Ключом к решению проблем, связанных с процессом литья под давлением жидкого силиконового каучука, является практический опыт и глубокие технические знания в этом секторе.
Компания JS Precision работает в этой области более десяти лет и разработала и изготовила более 500 профессиональных форм LSR, а также завершила более 200 сложных проектов массового производства .
В число наших клиентов входят ведущие компании, главным образом, в секторах медицины, автомобилестроения и промышленной автоматизации, и хорошее понимание проблем, рассмотрение вопросов проектирования пресс-форм и устранение дефектов на протяжении всего процесса литья под давлением являются одними из преимуществ JS Precision.
Поскольку каждый основной инженер посвятил более 10 лет совершенствованию процесса LSR, мы хорошо разбираемся в точном выявлении рисков от этапа подготовки сырья до этапа массового производства и предлагаем практические решения, соответствующие реальным сценариям производства.
Наши технические процедуры соответствуют международным отраслевым стандартам и системе контроля качества, основанной на АСТМ Д412 Был реализован стандарт испытаний резины, который гарантирует профессионализм и авторитетность каждого параметра процесса и решения.
Мы решили проблему неравномерного отверждения при высокоточном литье катетеров LSR для клиентов медицинской промышленности, значительно снизив процент брака продукции с 15% до 0,5%. Кроме того, для клиентов автомобильных запчастей нам удалось контролировать заусенцы силиконовых уплотнений для литья под давлением в пределах 0,01 мм, что полностью удовлетворяет строгим требованиям OEM-производителей.
Эти конкретные примеры и фигурки доказывают наши технические возможности в области литья жидкого силиконового каучука под давлением и могут предложить вам полезную профессиональную помощь в ваших проектах.
Если вы столкнулись с техническими проблемами при литье жидкого силиконового каучука под давлением или хотите начать новый проект по производству продукта LSR, немедленно свяжитесь с командой инженеров JS Precision для бесплатного технико-экономического обоснования проекта, что позволит нашей профессиональной команде снизить риски на ранней стадии вашего проекта.
Что такое литье под давлением жидкой силиконовой резины?
Понимание основной технологии литья под давлением жидкого силиконового каучука предполагает не только знание того, что это такое и его уникальные особенности, но также и то, чем оно отличается от традиционного литья под давлением.
Знание этих аспектов жизненно важно для оптимизации процесса и проектирования пресс-форм, поскольку логика процесса литья под давлением в значительной степени различается для разных материалов.
Определение и механизм химической реакции
Литье под давлением LSR означает процесс высокоточного формования, в котором используются два типа жидкостей, содержащих жидкий силиконовый каучук, катализируемый платиной. Компоненты A и B смешиваются точно в соотношении 1:1 , а затем в полости формы происходит реакция дополнительного сшивания, которая нагревается до высокой температуры, в результате чего образуется твердый продукт.
Эта реакция не дает побочных продуктов и является экологически чистой, и это основная причина. литье силиконовой резины под давлением используется в медицинских и пищевых продуктах.
Ключевые отличия от литья термопластов под давлением
Фундаментальное различие между литьем под давлением силикона и литьем под давлением термопластов заключается в их принципах формования: химическое отверждение сшивкой, вызванное высокой температурой, является основной особенностью первого, которое также требует поддержания формы при высокой температуре 140-220 ℃, тогда как последнее зависит от физического охлаждения при формовании.
Кроме того, материал LSR, используемый при литье жидкого силикона под давлением, характеризуется чрезвычайно низкой вязкостью и превосходной текучестью , что позволяет осуществлять заполнение под низким давлением и очень точно воспроизводить сложные структуры микронного уровня, что невозможно при литье термопластов под давлением.

Рисунок 1. Ассортимент пластиковых и резиновых деталей разных цветов (красный, синий, желтый, прозрачный), размещенных на серых перфорированных опорных направляющих, демонстрирует разнообразные результаты формования из силикона.
Каковы критические проблемы при литье силикона под давлением?
Фундаментальные трудности при литье силикона под давлением на самом деле вызваны низкой вязкостью и высокой температурой отверждения LSR (жидкой силиконовой смолы). В основном с ними возникают три большие проблемы: вспышка, захват воздуха и защита ворот. Это основные задачи, которые необходимо решить, чтобы добиться производства без дефектов.
Проблемы с вспышкой из-за низкой вязкости
LSR, используемый при литье жидкого силикона под давлением, имеет очень низкую вязкость (некоторые из них даже похожи на воду). Таким образом, в процессе впрыска под высоким давлением он легко выходит в зазоры линий разъема формы, образуя заусенцы. Традиционные методы уплотнения не могут справиться с этим, а слишком большое количество заусенцев приводит к ошибкам в размерах и увеличению затрат на обрезку.
Воздушные ловушки и выгорание
литье жидкой силиконовой резины под давлением имеет высокую скорость наполнения и высокую текучесть LSR, что позволяет легко нагнетать воздух в полость формы.
Если воздух не удастся вовремя вытеснить, он сожмется под очень высоким давлением до такой степени, что нагреется настолько, что локализованные поверхности подгорят и в изделии образуются пузырьки воздуха. Это повлияет на внешний вид и свойства продукта.
Предварительное отверждение ворот (Ожог)
Пресс-форма для литья под давлением силиконовой резины находится в состоянии высокой температуры. Если конструкция рассеивания тепла ворот неразумна или скорость потока резинового материала слишком низкая, это приведет к преждевременному затвердеванию резинового материала (возгоранию ворот), блокировке ворот и возникновению таких дефектов, как неполное заполнение продукта и нехватка материала.
JS Precision предлагает зрелые решения этих основных проблем. Вы можете ознакомиться с нашими практическими примерами из отрасли, чтобы понять, как решать проблемы при литье силикона под давлением в различных сценариях.
Как оптимизировать процесс литья силиконовой резины под давлением?
Основой оптимизации процесса литья под давлением силиконовой резины является балансировка температуры, давления и скорости для достижения короткого цикла производства без дефектов.
Ниже приведены оптимальные технологические параметры различных изделий ЛСР, которые могут служить ориентиром для отладки массового производства:
| Тип продукта | Температура отверждения (°C) | Температура плавления (°C) | Скорость впрыска (мм/с) | Удерживающее давление (бар) | Время отверждения (с) |
| Медицинские катетеры (тонкостенные) | 160-180 | 32-35 | 50-70 | 80-100 | 30-45 |
| Автомобильные уплотнения (средней толщины стенки) | 170-190 | 33-36 | 30-50 | 100-120 | 45-60 |
| Промышленные уплотнения (толстостенные) | 180-200 | 34-37 | 20-40 | 120-140 | 60-90 |
| Электронные кнопки (миниатюрная точность) | 150-170 | 31-34 | 60-80 | 70-90 | 25-35 |
| Детали, контактирующие с пищевыми продуктами (мягкие) | 165-185 | 33-36 | 40-60 | 90-110 | 35-50 |
Стратегия установки температуры пресс-формы
Температура формы играет очень важную роль в тепловой реакции. Обычно температура отверждения устанавливается на уровне 140-220 ℃.
Чрезмерно высокая температура может привести к неравномерному отверждению и возникновению внутреннего напряжения . Сочетание контроля температуры расплава на уровне около 35 ℃ и очень точного контроля (± 1 ℃) температурной зоны формы может значительно помочь снизить остаточное напряжение и улучшить стабильность размеров.
Многоступенчатый контроль скорости впрыска
Использование многоступенчатой скорости впрыска является одним из способов повышения заполняющей способности формы:
- Во-первых, впрыскивание на очень низкой скорости в затвор помогает избежать выброса.
- Затем используется впрыск на средней скорости для эффективного заполнения формы.
- Наконец, медленное заполнение в конце делается для облегчения вентиляции, что действительно помогает предотвратить захват воздуха.
Оптимизация параметров на основе моделирования
В настоящее время производственные процессы полагаются на технологии моделирования, такие как алгоритм NSGA-III , среди прочего, с помощью которых моделируются процессы наполнения и отверждения, что позволяет найти наиболее подходящий компромисс между температурой, давлением выдержки и временем, а также оптимизацию настроек параметров.
Оптимизация параметров процесса требует рассмотрения конкретных требований к продукту. Если вы хотите настроить ЛСР литье под давлением параметры процесса для вашего продукта, пожалуйста, свяжитесь с JS Precision для индивидуальной консультации по оптимизации процесса.
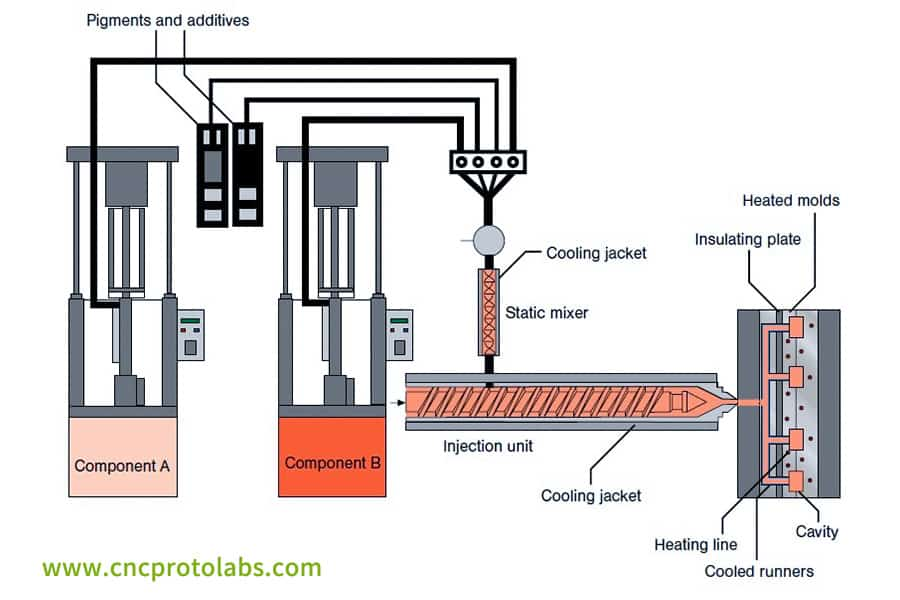
Рисунок 2: Техническая схема, иллюстрирующая полную систему литья под давлением LSR, включая резервуары для компонентов A/B, статический смеситель, рубашки охлаждения и нагреваемые формы с полостями и направляющими.
Каковы наилучшие методы проектирования инструментов для литья под давлением жидкого силикона?
Разработка усовершенствованного инструмента для литья под давлением жидкого силикона является ключом к массовому производству без дефектов. При этом учитывается низкая вязкость ЛСР, работающие холодные каналы, безвспышечные подходы и специальные вентиляционные отверстия.
Требования к параметрам проектирования основных компонентов пресс-формы LSR
| Компоненты пресс-формы | Тип конструкции | Основные параметры | Применимые сценарии | Цель проекта |
| Система бегунов | Холодный канал + горячее сопло клапанного типа | Температура рабочего колеса ≤35 ℃, точность срабатывания штифта клапана ± 0,01 мм. | Продукция массового производства |
Предотвращает предварительное отверждение пластикового материала, обеспечивая нулевые отходы производства |
| Разделяющая поверхность | Электроэрозионная обработка микроструктуры | Шероховатость поверхности Ra < 20 мкм | Высокоточные уплотнения | Обеспечивает герметизацию + вентиляцию, устраняя вспышку |
| Вентиляционные канавки | Лабиринтная вентиляция | Глубина канавки 0,004-0,005 мм, ширина канавки 1-3 мм | Комплексные продукты для полостей | Быстро вытесняет воздух, предотвращая скопление воздуха и ожоги |
| Система выброса | Конический выталкиватель | Зазор выталкивателя до полости ≤0,003 мм | Тонкостенные прецизионные детали | Предотвращает проникновение пластикового материала, предотвращая деформацию выброса |
| Система контроля температуры | Зональный контроль температуры | Точность контроля температуры в одной зоне ± 1 ℃ | Многоместные формы/детали неправильной формы | Обеспечивает равномерное отверждение, улучшая консистенцию продукта |
Технология пресс-форм без вспышки:
Для решения проблемы облоя на поверхность разъема формы можно наносить микроструктуры, изготовленные методом электроэрозионной обработки (Ra < 20 мкм). Этот метод эффективно герметизирует и предотвращает вытекание клея, сохраняя при этом вентиляционные каналы, тем самым обеспечивая формование без заусенцев.
Холодноканальная система и затвор клапана
Литье жидкости под давлением требуется система холодных литников (температура литников ≤35 ℃) для предотвращения предварительного отверждения материала, а использование горячих сопел клапанного типа позволяет точно контролировать поток. Эта комбинация удаляет отходы бегунов и сокращает материальные затраты.
Конструкция вентиляции для низкой вязкости
Использование лабиринтных вентиляционных каналов, обработанных электроэрозионной обработкой, с уровнем шероховатости 3-22 микрона в точках вентиляции формы обеспечивает быстрое удаление воздуха и предотвращает переливание материала, тем самым решая проблему между вентилированием и предотвращением вспышки.
Почему моделирование необходимо для литья жидкой силиконовой резины под давлением?
Моделирование течения пресс-формы является одним из наиболее важных методов литья жидкого силиконового каучука под давлением.
Он моделирует этапы заполнения и отверждения еще до обработки формы, тем самым выявляя проблемы на ранней стадии и предотвращая затраты и время цикла внесения изменений в форму.
Оценка поведения при заполнении и воздушных ловушек
Программное обеспечение для моделирования, например, Moldex3D и Sigmasoft, помогает моделировать процесс формования и может прогнозировать течение расплава, места скопления воздуха и прочность линии сварки.
Чтобы удовлетворить самые высокие требования, пороговые значения моделирования корректируются со ссылкой на Стандарты ISO 13485 .
Уточнение цикла отверждения и усадки
Программное обеспечение такого типа также можно использовать для очень точного моделирования экзотермического процесса отверждения. Учитывая, что LSR обычно дает усадку 2-3%, она прогнозирует изменения размеров изделия, тем самым способствуя правильному проектированию полости формы.
Пример использования JS Precision: Уплотнения LSR для пневматического клапана — термостойкость ±180°C, контроль зазора 0,01 мм
Испытание:
Компания стремилась выполнить наплавку уплотнительного кольца LSR на сердечники клапанов из алюминиевого сплава, рассчитывая на допуск уплотнительной кромки ±0. 02 мм, вспышка ≤0. 01 мм и отсутствие утечек после 1000 часов циклического воздействия высоких и низких температур от -50 ℃ до + 180 ℃.
Основные трудности заключаются в том, что LSR имеет очень низкую вязкость, поэтому очень легко возникает вспышка, а также разница в коэффициентах теплового расширения между металлом и LSR очень велика, поэтому очень скоро произойдет высокотемпературное отслаивание.
Решение:
1. Моделирование потока пресс-формы и оптимизация наполнения:
Используя программное обеспечение Sigmasoft для моделирования потока пресс-формы, ЧПУ контролировало последовательность игл клапана холодного литника, обеспечивая равномерное заполнение фронта расплава и избегая скопления материала в месте формования.
2. Расположение пресс-формы и регулирование температуры:
Прецизионная вентиляция микроструктуры электроэрозионной обработки (Ra=8 мкм) осуществляется на линии разъема с использованием зонального контроля температуры с предварительным нагревом металлической части вставки до 120°C.
В то же время температура в полости поддерживается на уровне 170°C±1°C, что является наиболее точным и одновременно решает проблему вспышки и вентиляции, которые противоречат друг другу.
3. Решение разницы в тепловом расширении:
За счет оптимизации времени вулканизации (45 секунд) и вторичного давления выдержки (120 бар) между LSR и металлической вставкой создается очень прочный слой химической связи с прочностью на межфазное отслаивание 8,2 Н/мм.
Результаты:
- Наконец, контроль зазора уплотнительного кольца LSR с точностью до 0,008 мм означает, что вторичная обрезка не требуется.
- Значение CPK при проверке первой детали КИМ составляет ≥1. 33.
- Процент прохождения испытаний на цикличность высоких и низких температур составляет 100%.
- Ежегодный объем закупок клиента вырос с 50 000 единиц до 300 000 единиц .
- Этот литье силикона под давлением решение обеспечивает общее снижение затрат на 35% по сравнению с исходным решением.
Если у вас есть аналогичные потребности в проектах литья под давлением жидкого силиконового каучука, таких как литье под давлением LSR и прецизионные уплотнения, вы можете отправить подробные требования к продукту в JS Precision, чтобы получить индивидуальные решения для формования.

Рисунок 3: Пара рук в перчатках с помощью инструмента помещает прозрачные силиконовые кольца в круглые углубления на металлической опорной пластине, на переднем плане видны дополнительные пластиковые крышки.
Как устранить распространенные дефекты при литье жидкости под давлением?
Когда дело доходит до производства литьем жидкости под давлением, способность быстро обнаруживать дефекты имеет важное значение для повышения производительности и снижения уровня брака.
Ниже приведены некоторые подходы к устранению типичных проблем, характерных для конкретных дефектов.
Неполное отверждение и липкость
Частично затвердевшие и липкие поверхности являются признаками не полностью затвердевших продуктов. Проверьте, правильно ли смешаны компоненты A и B в соотношении 1:1 . Также проверьте, не был ли платиновый катализатор загрязнен соединениями серы или олова.
Пузыри и воздушные ловушки
Основной причиной образования пузырьков воздуха и наличия воздуха в карманах материала является несвоевременный выход воздуха. Это можно исправить, увеличив вакуум в форме, уменьшив скорость впрыска и расширив вентиляционные каналы.
Метки потока и линии сварки
Вы можете работать над уменьшением следов текучести и линий сварки, ускоряя впрыск, увеличивая температуру формы или покрывая форму хромом, чтобы улучшить текучесть резины, улучшая тем самым внешний вид и механические свойства продукта.
Трудности при деформировании
Причины проблем при извлечении из формы заключаются в том, что LSR очень сильно прилипает к горячей поверхности формы за очень короткое время. Эту проблему можно свести к минимуму, если очень точно контролировать разницу температур формы или напылить никель-тефлоновое покрытие на полость формы.
Если вы столкнулись с трудноустранимыми дефектами продукции в процессе литья жидкости под давлением, свяжитесь с инженерами JS Precision для онлайн-диагностики дефектов и консультаций по их решению.
Как выбрать надежного поставщика литья под давлением силикона?
Просто невозможно решить, к какому надежному поставщику изделий для литья под давлением силикона обратиться, основываясь только на цене за единицу продукции. Тщательная оценка технологий, качества и управления проектами, непосредственно определяющая успех и стабильность массового производства, должна быть обязательной.
Оценка технических возможностей
При проверке технических возможностей поставщика следует сосредоточиться на трех основных областях:
- Есть ли у них анализ текучести пресс-формы DFM?
- Способны ли они ответить на спрос в течение 48 часов?
- Есть ли у них сертификат ISO 13485/9001?
Инфраструктура и удобства
У поставщиков должен быть доступен независимый цех по изготовлению пресс-форм (с электроэрозионным оборудованием и станками с ЧПУ). Для медицинских и пищевых продуктов, помимо цеха, необходимо чистое помещение, соответствующее стандартам.
Анализ структуры затрат
| Тип стоимости | Ценовой диапазон | Факторы влияния | Примечания |
| Стоимость пресс-формы | 50 000+ | Сложность изделия, количество полостей, материал пресс-формы | Сложные и точные формы стоят более 10 000 долларов. |
| Стоимость единицы | 2.00 | Объем производства, размер продукта, сложность процесса | Больший размер партии приводит к снижению себестоимости единицы продукции. |
| Плата за модификацию пресс-формы | 2000/раз | Сложность модификации, точность обработки пресс-формы | Ранний анализ DFM может снизить частоту модификаций |
| Плата за обработку поверхности | 5000/комплект | Тип обработки, площадь полости | Хромирование/тефлоновое покрытие — распространенный процесс. |
| Плата за хранение пресс-формы | 200/месяц | Размер пресс-формы, условия хранения | Плата за хранение не взимается при долгосрочном сотрудничестве |
Стратегия запроса цен
Чтобы получить ценовое предложение, вам необходимо предоставить полную 3D-модель (в формате STEP/IGES) вместе с подробными требованиями. Если речь идет о медицине или пищевой промышленности, материалы должны соответствовать стандартам FDA и USP Class VI. Кроме того, поставщики должны предоставить отчеты об испытаниях партии.
Часто задаваемые вопросы
В1: Какова типичная продолжительность цикла литья под давлением LSR?
Как правило, производственный цикл литья под давлением LSR длится всего 30-90 секунд, причем наиболее важными факторами являются толщина стенок и размер изделия. Детали с тонкими стенками обычно имеют более короткое время цикла, тогда как толстые и сложные детали могут потребовать более длительного времени отверждения.
Вопрос 2. Зачем использовать холодные каналы в формах LSR?
Холодные каналы используются при литье жидкого силикона под давлением, чтобы предотвратить предварительное отверждение материала LSR. При использовании вместе с горячеканальными системами клапанного типа это помогает производить нулевые отходы , тем самым снижая затраты и повышая эффективность.
В3: Какова степень усадки жидкого силикона?
Усадка материала LSR для литья под давлением жидкого силиконового каучука обычно составляет 2–3%, в зависимости от типа материала и реальных условий производственного процесса.
В4: Можно ли перерабатывать продукцию ЛСР?
Да, изделия из ЛСР можно перерабатывать, причем наиболее распространенным способом является вторичное литье под давлением. Это позволяет формовать их на ПК, ПА или других пластиковых подложках, создавая композитное формование из нескольких материалов.
В5: Как решить проблему пузырьков воздуха в продуктах LSR?
Чтобы устранить появление пузырьков воздуха в продуктах LSR во время литья жидкости под давлением, вы можете увеличить вакуум в форме, уменьшить скорость впрыска или расширить вентиляционные канавки, чтобы воздух быстро выходил из полости формы.
Вопрос 6: Когда необходим анализ текучести пресс-формы?
Если структура продукта сложная, используются многополые формы или требуется высокая точность, рекомендуется провести анализ текучести пресс-формы для литья жидкого силиконового каучука под давлением.
В7: Как долго обычно служит форма LSR?
Формы LSR, в которых используется сталь H13 или S136, при правильном обслуживании могут выдержать от 500 000 до 1 000 000 циклов формования.
Вопрос 8. Каковы сроки разработки прототипа в JS Precision?
После пробного формования формы T0 для проектов литья под давлением жидкого силиконового каучука JS Precision может предоставить стандартные образцы для целей тестирования и проверки в течение 7-15 дней.
Краткое содержание
При литье под давлением жидкого силиконового каучука необходимо учитывать свойства материала, конструкцию пресс-формы и оптимизацию процесса, преодолевать такие проблемы, как заусенцы и захваченный газ, а также выбирать подходящих профессиональных партнеров , чтобы добиться массового производства без дефектов, снизить затраты и повысить конкурентоспособность.
Если вы в настоящее время испытываете какие-либо проблемы с вашим литье жидкого силикона под давлением проекты или хотите вывести производительность вашего продукта на совершенно новый уровень, не стесняйтесь обращаться в компанию JS Precision для бесплатного анализа DFM. В течение 48 часов наша команда инженеров предоставит вам профессиональное индивидуальное решение.

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. JS Прецизионные услуги ,нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через JS Precision Network. Это ответственность покупателя Требуйте расценки на запчасти Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Команда точности JS
JS Precision — ведущая компания отрасли , сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением , Штамповка металла, и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. Выбирать JS Точность это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.cncprotolabs.com
Ресурс

