

This post focuses on the main technologies of liquid silicone rubber injection molding and aims to give a thorough explanation of the process - from the design of molds to the enhancement of mass production. In addition, it will help you figure out how to choose trustworthy partners in order to keep these risks under control.
Core Answer Table
| Dimensions | Core Technical Points | Core Parameters |
| Process Essence | Two component platinum catalyzed thermosetting material, cross linked and cured at high temperature, non physical cooling. | Curing temperature: 140-220℃. Shrinkage rate: 2.0-3.0% |
| Core Challenges | Low viscosity (like water) causes three major issues: flash, trapped air and scorching, and pre-curing of the gate. | Flash control target: <0.02-0.05mm |
| Optimization Direction | Multi stage injection speed + accurate control of mold temperature + a simulation algorithm (such as NSGA-III) to even out residual stress. | Melt temperature: about 35℃. Mold temperature accuracy: ±1℃ |
| Mold Design | Cold runner + valve type hot runner (zero waste) + EDM microstructure venting (Ra 3-22μm labyrinth effect). | Venting surface roughness: Ra < 20μm |
| Supplier Capabilities | Must possess DFM mold flow analysis, ISO 13485/9001 certified, have mold manufacturing workshop, and cleanroom. | Mold cost: starting from $1000. Single item: $0.05-2.00. |
Key Takeaways:
- Process Characteristics: LSR is a type of thermosetting material, which undergoes curing at elevated temperatures (140-220℃). It has low viscosity condition (anti flash treatment is necessary), and its shrinkage rate is 2-3%.
- Quality Assurance: Cold runner + EDM microstructure venting (Ra<20μm) + vacuum system are the main elements of liquid silicone rubber injection molding mass production with zero defects.
- Supplier Selection: Our priority is silicone injection molding mold manufacturers who can perform DFM analysis, are certified with ISO 13485, and are capable of providing feedback within 48 hours.
Why Trust This Guide? Drawing On JS Precision's Experience In LSR Injection Molding
The key to addressing liquid silicone rubber injection molding process issues is through hands on experience and in depth technical knowledge in the sector.
JS Precision has been dedicated to this area for more than ten years and has designed and produced 500+ professional LSR molds, besides finishing 200+ challenging mass production projects.
Our clients include leading companies mainly in medical, automotive, and industrial automation sectors, and having a good understanding of the issues, design considerations for the mold, and defect solutions all along the injection molding process are among JS Precision's advantages.
With each core engineer having spent 10+ years in LSR process enhancement, we are well versed in accurately identifying the risks from the raw material formulation stage to the mass production stage and offering executable solutions that fit actual production scenarios.
Our technical procedures meet international industry standards and a quality control system based on the ASTM D412 rubber test standard has been realized, which guarantees the professionalism and authority of each process parameter and solution.
We addressed the issue of uneven curing in high precision catheter lsr injection molding for medical industry clients, significantly lowering the product scrap rate from 15% to 0.5%. In addition, for automotive parts clients, we managed to control the flash of silicone injection molding seals within 0.01mm, completely satisfying the rigorous demands of OEMs.
These concrete cases and figures prove our technical capability in liquid silicone rubber injection molding and can offer you handy professional assistance for your projects.
If you are facing technical challenges in liquid silicone rubber injection molding or want to start a new LSR product project, contact JS Precision's engineering team immediately for a free project feasibility analysis, allowing our professional team to mitigate early stage risks for your project.
What Exactly Is Liquid Silicone Rubber Injection Molding?
Understanding the core technology behind liquid silicone rubber injection molding entails not only knowing what it is and its unique features but also how it differs from traditional injection molding.
The knowledge of these aspects is vital for process optimization and mold designing since the injection molding process logic varies to a great extent for different materials.
Definition and Chemical Reaction Mechanism
LSR injection molding stands for a high precision molding process in which two types of fluids comprising platinum catalyzed liquid silicone rubber are used. Components A and B are mixed precisely in a ratio of 1:1 and then, addition cross linking curing reaction takes place in the mold cavity which is heated to a high temperature, resulting in a solid product.
This reaction does not produce any byproducts and is environmentally friendly, and this is the main reason silicone rubber injection molding is used in medical and food contact products.
Key Differences from Thermoplastic Injection Molding
The fundamental difference between silicone injection molding and thermoplastic injection molding is in their molding principles: chemical cross linking curing triggered by high temperature is the main feature of the former, which also requires the mold to be kept at a high temperature of 140-220℃, whereas the latter depends on physical cooling for molding.
Besides that, the LSR material used in liquid silicone injection molding is characterized by extremely low viscosity and excellent flowability, allowing for low pressure filling and very accurate replication of micron level complex structures, something that is not possible with thermoplastic injection molding.

Figure 1: An assortment of plastic and rubber parts in various colors (red, blue, yellow, transparent) placed on gray perforated support rails, showcasing the diverse outcomes of silicone molding.
What Are The Critical Challenges In Silicone Injection Molding?
The fundamental difficulties in silicone injection molding are really caused by the low viscosity and high temperature curing nature of LSR (Liquid Silicone Resin). There are mainly three big problems with these: flash, air trapping, and gate precuring. These are the main things to solve for getting zero defect production.
Flash Problems Because of Low Viscosity
The LSR used in liquid silicone injection molding has very low viscosity (some are even like water). So, during the process of high pressure injection, it will easily come out into the mold parting line gaps, making flash. Traditional sealing methods cannot handle this, and too much flash results in dimensional errors and higher trimming costs.
Air Traps and Burn Off
The injection molding of liquid silicone rubber has a fast filling speed and strong LSR fluidity, making it easy to wrap the air in the mold cavity.
If the air cannot be expelled in time, it will be compressed under very high pressure to such an extent that it will heat up so much that the localized surfaces will scorch and air bubbles will form in the product. That is going to influence the look and properties of the product.
Gate Pre-Curing (Scorch)
The silicone rubber injection molding mold is in a high temperature state. If the heat dissipation design of the gate is unreasonable or the flow rate of the rubber material is too slow, it will cause the rubber material to solidify prematurely (gate burning), block the gate, and cause defects such as incomplete product filling and material shortage.
JS Precision offers mature solutions to these core challenges. You can view our industry case studies to understand how to solve problems in silicone injection molding under different scenarios.
How To Optimize The Silicone Rubber Injection Molding Process?
The core of optimizing the silicone rubber injection molding process is balancing temperature, pressure, and speed to achieve short cycle, zero defect production.
Below are optimal process parameters for various LSR products, which can serve as a benchmark for mass production debugging:
| Product Type | Curing Temperature (°C) | Melt Temperature (°C) | Injection Speed (mm/s) | Holding Pressure (bar) | Curing Time (s) |
| Medical Catheters (Thin walled) | 160-180 | 32-35 | 50-70 | 80-100 | 30-45 |
| Automotive Seals (Medium thick walled) | 170-190 | 33-36 | 30-50 | 100-120 | 45-60 |
| Industrial Seals (Thick walled) | 180-200 | 34-37 | 20-40 | 120-140 | 60-90 |
| Electronic Buttons (Miniature Precision) | 150-170 | 31-34 | 60-80 | 70-90 | 25-35 |
| Food Contact Parts (Soft) | 165-185 | 33-36 | 40-60 | 90-110 | 35-50 |
Mold Temperature Setting Strategy
The temperature of the mold plays a very important role in thethermal reaction. Normally, the temperature of curing is set to 140-220℃.
An excessively high temperature may cause uneven curing and build up ofinternal stress. The combination of controlling the melt temperature ataround 35℃, along with a very precise control (±1℃) of the moldtemperature zone, can significantly help in reducing residual stress andimproving the dimensional stability.
Multi Stage Injection Speed Control
The use of multi stage injection speeds is one of the ways to enhance thefilling capacity of the mold:
- First, injecting at a very slow speed to thegate helps to avoid jetting.
- Then medium speed injection is used toefficiently fill the mold.
- Finally, slow filling at the end is done tomake venting easier, which really helps in preventing the trapping of air.
Simulation Driven Parameter Optimization
Nowadays, manufacturing processes rely on simulation technologies such as NSGA-III algorithm, among others, through which the filling and curingprocesses are simulated, being able to find the most suitable compromisebetween temperature, holding pressure, and time, as well as theoptimization of parameter settings.
Optimizing process parameters requires consideration of the specific product requirements. If you wish to customize lsr injection molding process parameters for your product, please contact JS Precision for one-on-one process optimization consultation.
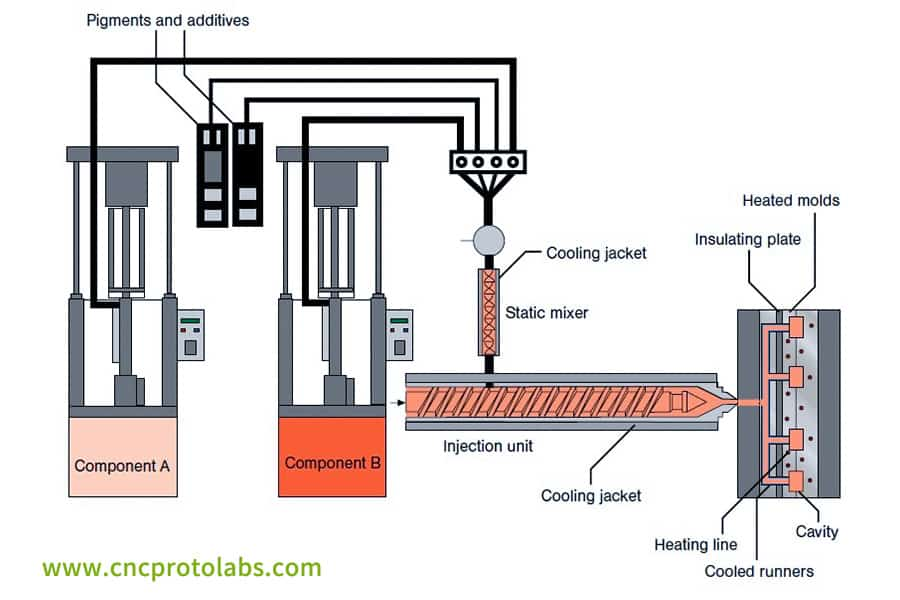
Figure 2: A technical diagram illustrating a complete LSR injection molding system, including Component A/B tanks, static mixer, cooling jackets, and heated molds with cavities and runners.
What Are The Best Practices For Liquid Silicone Injection Molding Tool Design?
Designing an advanced liquid silicone injection molding tool is the key to zero defect mass production. It takes into account the low viscosity of LSR, running cold runners, flash free approaches, and special vents.
LSR Mold Core Component Design Parameter Requirements
| Mold Components | Design Type | Core Parameters | Applicable Scenarios | Design Purpose |
| Runner System | Cold Runner + Valve Type Hot Nozzle | Runner Temperature ≤35℃, Valve Pin Response Accuracy ±0.01mm | Mass Production Products |
Prevents Pre-curing of Plastic Material, Achieving Zero Waste Production |
| Parting Surface | EDM Microstructure Treatment | Surface Roughness Ra < 20μm | High Precision Seals | Achieves Sealing + Venting, Eliminating Flash |
| Ventilation Grooves | Labyrinth Venting | Groove Depth 0.004-0.005mm, Groove Width 1-3mm | Complex Cavity Products | Quickly Expels Air, Preventing Trapped Air and Scorching |
| Ejection System | Conical Ejector Pin | Ejector Pin to Cavity Gap ≤0.003mm | Thin Walled Precision Parts | Prevents Plastic Material Penetration, Avoiding Ejection Deformation |
| Temperature Control System | Zoned Temperature Control | Single Zone Temperature Control Accuracy ±1℃ | Multi Cavity Molds/Irregularly Shaped Parts | Ensures Uniform Curing, Improving Product Consistency |
Flash Free Mold Technology:
To solve the problem of flash, microstructures made by EDM (Ra < 20 μm) can be applied to the mold parting surface. This method effectively seals and stops the glue from flowing out, yet keeps the venting channels, thereby enabling flash free molding.
Cold Runner System and Valve Gate
Liquid injection molding requires a cold runner system (runner temperature ≤35℃) to stop material pre-curing, and the usage of valve type hot nozzles allows for the exact flow control. This combination removes runner waste and cuts material expenses.
Venting Design for Low Viscosity
Employment of EDM processed labyrinthine venting paths with roughness levels of 3-22 microns at mold venting points provides rapid venting and keeps the material from overflowing, thereby solving the problem between venting and flash prevention.
Why Is Simulation Essential For Injection Molding Of Liquid Silicone Rubber?
Mold flow simulation is one of the most important techniques for the injection molding of liquid silicone rubber.
It models the filling and curing stages even before the processing of the mold, thereby revealing issues at an early stage and preventing the cost and cycle time of making changes to the mold.
Estimating Filling Behavior and Air Traps
Simulation software, for example, Moldex3D and Sigmasoft, helps in molding process simulation and can forecast melt flow, locations of trapped air, and weld line strength.
To meet the high end requirements, simulation thresholds are adjusted with reference to ISO 13485 standards.
Refining the Curing Cycle and Shrinkage
This kind of software can also be used to simulate the curing exothermic process very accurately. Considering that LSR is typically 2-3% shrinkage, it forecasts the dimensional changes of the product, thereby facilitating the correct design of the mold cavity.
JS Precision Case Study: Pneumatic Valve LSR Seals — Temperature Resistance ±180°C, Flash Control 0.01mm
Challenge:
A company aimed at accomplishing LSR sealing ring overmolding on aluminum alloy valve cores, counting on sealing lip tolerance ±0. 02mm, flash ≤0. 01mm, and no leakage after 1000 hours of high and low temperature cycling at -50℃ to +180℃.
The major difficulties are that LSR is very low viscous, so flash is very easy to occur, and also the thermal expansion coefficient difference between metal and LSR is very large, so there will be high temperature peeling very soon.
Solution:
1.Mold Flow Simulation and Filling Optimization:
Utilizing the Sigmasoft mold flow simulation software, CNC controlled the valve needle sequence of cold runner, making the melt front evenly filled and avoiding the overmolding spot's material accumulation.
2.Mold Layout and Temperature Regulation:
EDM precision microstructure venting (Ra=8μm) is being done at the parting line making use of zoned temperature control, preheating the metal insert portion to 120°C.
At the same time, the cavity temperature is kept at 170°C±1°C which is the most exact, at both the same time solving the flash and venting problem which is contradictory to each other.
3. Thermal Expansion Difference Solution:
Through the optimization of vulcanization time (45 seconds) and secondary holding pressure (120 bar), a very solid chemical bond layer is created between the LSR and metal insert interface, with an interfacial peel strength of 8. 2 N/mm.
Results:
- Finally, controlling the LSR sealing ring flash to within 0. 008mm means no secondary trimming is required.
- The first piece CMM inspection CPK value is ≥1. 33.
- The pass rate of the high and low temperature cycle test is 100%.
- The customer's annual purchase volume has grown from 50,000 units to 300,000 units.
- This silicone injection molding solution achieves an overall cost reduction of 35% compared to the original solution.
If you have similar needs for liquid silicone rubber injection molding projects such as LSR overmolding and precision seals, you can submit detailed product requirements to JS Precision to obtain customized molding solutions.

Figure 3: A pair of gloved hands use a tool to place transparent silicone rings into circular recesses on a metal base plate, with additional plastic covers visible in the foreground.
How To Troubleshoot Common Defects In Liquid Injection Molding?
When it comes to liquid injection molding manufacturing, the ability to detect defects rapidly is essential for raising productivity and lowering scrap rates.
Here are some defect specific troubleshooting approaches for typical problems.
Incomplete Cure and Tackiness
Partially cured and tacky surfaces are signs of products that are not fully cured. Verify if the components A and B are mixed correctly in a 1:1 ratio. Also, check if the platinum catalyst has been contaminated by exposure to sulfur or tin compounds.
Bubbles and Air Traps
The main cause of air bubbles and the presence of air in the material pockets is the failure of air to escape in time. This could be fixed by raising the mold vacuum, lessening the injection speed, and enlarging the venting channels.
Flow Marks and Weld Lines
You can work on reducing flow marks and weld lines by speeding up injection, increasing the mold temperature, or plating the mold with chrome to better the flow capacity of the rubber, thus improving the product's appearance and mechanical properties.
Demolding Difficulties
Causes of demolding problems are that LSR sticks to the hot surface of the mold very strongly in a very short time. This problem can be minimized by very accurately controlling the mold temperature difference or by spraying a nickel Teflon coating onto the mold cavity.
If you encounter intractable product defects in your liquid injection molding production, contact JS Precision engineers for online defect diagnosis and solution consultation.
How To Select a Reliable Silicone Injection Molding Supplier?
One simply cannot decide which reliable silicone injection molding supplier to approach based only on unit price. Thorough technological, quality and project management evaluation directly determining success and stability of mass production needs to be a must.
Technical Capability Assessment
When checking a supplier ' s technical capabilities, there are three major areas to focus on:
- Do they have DFM mold flow analysis?
- Are they capable of replying to demand in 48hrs?
- Do they have ISO 13485/9001 certification?
Infrastructure and Facilities
Independent mold manufacturing workshop (with EDM and CNC machinery ) should be available from the suppliers.For medical and food products, cleanroom compliant to the standards is needed besides the workshop.
Cost Structure Analysis
| Cost Type | Price Range | Influencing Factors | Remarks |
| Mold Cost | 50,000+ | Product complexity, number of cavities, mold material | Complex and precision molds cost over $10,000 |
| Unit Cost | 2.00 | Production volume, product size, process difficulty | Larger batch size results in lower unit cost |
| Mold Modification Fee | 2,000/time | Modification difficulty, mold machining precision | Early DFM analysis can reduce modification frequency |
| Surface Treatment Fee | 5,000/set | Treatment type, cavity area | Chrome plating/Teflon coating is a common process |
| Mold Storage Fee | 200/month | Mold size, storage environment | Storage fee waived for long term cooperation |
RFQ Strategy
To get a quote, you should provide a full 3D model (in a STEP/IGES format) along with your detailed requirements. If it is for the medical or food fields, the materials should be in line with the standards of FDA and USP Class VI. Besides, suppliers must submit the batch test reports.
FAQs
Q1: What is the typical cycle time for LSR injection molding?
Generally, LSR injection molding production cycles last only 30-90 seconds, with wall thickness and product size being the most important factors. Thin wall parts usually have shorter cycle times while thick, complex parts may require longer curing times.
Q2: Why use cold runners in LSR molds?
Cold runners are used in liquid silicone injection molding to stop the LSR material from pre-curing. When used together with valve type hot runners, this helps to produce zero waste production, thus lowering costs and increasing efficiency.
Q3: What is the shrinkage rate of liquid silicone?
The shrinkage of LSR material for liquid silicone rubber injection molding is normally 2%-3%, depending on the material type and actual production process conditions.
Q4: Can LSR products be reprocessed?
Yes, LSR products can be reprocessed, with secondary injection molding overmolding being the most common way. This allows them to be overmolded onto PC, PA, or other plastic substrates, producing multi material composite molding.
Q5: How to solve the air bubble problem in LSR products?
To fix air bubbles appearing in LSR products during liquid injection molding, you can ramp up mold vacuum, decrease injection speed, or extend the venting grooves so that the air is quickly expelled from the mold cavity.
Q6: When is a mold flow analysis essential?
When the product structure is complex, multi cavity molds are used, or high precision is required, it is recommended to conduct mold flow analysis for injection molding of liquid silicone rubber.
Q7: How long does an LSR mold usually last?
LSR molds that use H13 or S136 steel can, if properly maintained, endure 500,000 to 1 000 000 molding cycle usage.
Q8: What is JS Precision's turnaround time for prototyping?
After the mold's T0 trial molding, for liquid silicone rubber injection molding projects, JS Precision can provide standard samples for the testing and verification purpose within 7-15 days.
Summary
Liquid silicone rubber injection molding needs to take into account material properties, mold design, and process optimization, overcome problems such as burrs and trapped gas, and select the right professional partners in order to achieve zero defect mass production, reduce costs, and enhance competitiveness.
If you are currently experiencing any issues with your liquid silicone injection molding projects or want to take your product performance to a whole new level, don't hesitate to get in touch with JS Precision Company for a free DFM analysis. Within 48 hours, our engineering team will give you a professional, tailored solution.

Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
JS Precision Team
JS Precision is an industry-leading company, focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. Choose JS Precision this means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Resource

