

Dieser Beitrag konzentriert sich auf die Haupttechnologien des Spritzgießens von flüssigem Silikonkautschuk und soll eine ausführliche Erläuterung des Prozesses geben – von der Gestaltung der Formen bis zur Verbesserung der Massenproduktion. Darüber hinaus erfahren Sie, wie Sie vertrauenswürdige Partner auswählen, um diese Risiken unter Kontrolle zu halten.
Kernantworttabelle
| Abmessungen | Technische Kernpunkte | Kernparameter |
| Prozessessenz | Zweikomponentiges, platinkatalysiertes duroplastisches Material, vernetzt und bei hoher Temperatur ausgehärtet, nicht physikalische Kühlung. | Aushärtungstemperatur: 140-220℃. Schrumpfungsrate: 2,0–3,0 % |
| Kernherausforderungen | Eine niedrige Viskosität (wie Wasser) verursacht drei Hauptprobleme: Gratbildung, eingeschlossene Luft und Anbrennen sowie Voraushärtung des Angusses. | Blitzsteuerungsziel: <0,02–0,05 mm |
| Optimierungsrichtung | Mehrstufige Einspritzgeschwindigkeit + genaue Steuerung der Formtemperatur + ein Simulationsalgorithmus (z. B. NSGA-III) zum Ausgleich der Restspannung. | Schmelztemperatur: ca. 35℃. Formtemperaturgenauigkeit: ±1℃ |
| Formenbau | Kaltkanal + Ventil-Heißkanal (kein Abfall) + EDM-Mikrostrukturentlüftung (Labyrintheffekt Ra 3–22 μm). | Rauheit der Entlüftungsoberfläche: Ra < 20 μm |
| Lieferantenfähigkeiten | Muss über eine DFM-Formflussanalyse verfügen, nach ISO 13485/9001 zertifiziert sein , über eine Formenbauwerkstatt und einen Reinraum verfügen. | Formkosten : ab 1000 $. Einzelartikel: 0,05–2,00 $. |
Wichtige Erkenntnisse:
- Prozesseigenschaften: LSR ist eine Art duroplastisches Material, das bei erhöhten Temperaturen (140–220 °C) aushärtet. Es weist eine niedrige Viskosität auf (eine Anti-Flash-Behandlung ist erforderlich) und seine Schrumpfrate beträgt 2-3 %.
- Qualitätssicherung: Kaltkanal + EDM-Mikrostrukturentlüftung (Ra<20 μm) + Vakuumsystem sind die Hauptelemente der Massenproduktion von flüssigem Silikonkautschuk ohne Fehler.
- Lieferantenauswahl: Unsere Priorität sind Hersteller von Silikonspritzgussformen, die DFM-Analysen durchführen können, nach ISO 13485 zertifiziert sind und innerhalb von 48 Stunden Feedback geben können.
Warum diesem Leitfaden vertrauen? Basierend auf der Erfahrung von JS Precision im LSR-Spritzguss
Der Schlüssel zur Bewältigung von Problemen im Spritzgussverfahren für flüssigen Silikonkautschuk liegt in praktischer Erfahrung und fundiertem technischem Wissen in der Branche.
JS Precision widmet sich seit mehr als zehn Jahren diesem Bereich und hat über 500 professionelle LSR-Formen entworfen und hergestellt sowie über 200 anspruchsvolle Massenproduktionsprojekte abgeschlossen.
Zu unseren Kunden zählen führende Unternehmen vor allem aus den Bereichen Medizin, Automobil und Industrieautomation. Ein gutes Verständnis der Probleme, Designüberlegungen für die Form und Fehlerlösungen im gesamten Spritzgussprozess gehören zu den Vorteilen von JS Precision.
Da jeder Kerningenieur mehr als 10 Jahre in der LSR-Prozessverbesserung verbracht hat, sind wir bestens darin versiert, die Risiken von der Rohstoffformulierungsphase bis zur Massenproduktionsphase genau zu identifizieren und umsetzbare Lösungen anzubieten, die zu tatsächlichen Produktionsszenarien passen.
Unsere technischen Verfahren entsprechen internationalen Industriestandards und einem darauf basierenden Qualitätskontrollsystem ASTM D412 Es wurde ein Gummiteststandard realisiert, der die Professionalität und Autorität jedes Prozessparameters und jeder Lösung garantiert.
Wir haben das Problem der ungleichmäßigen Aushärtung beim hochpräzisen Katheter-LSR-Spritzguss für Kunden aus der Medizinbranche angegangen und die Produktausschussrate deutlich von 15 % auf 0,5 % gesenkt. Darüber hinaus ist es uns für Kunden aus der Automobilbranche gelungen, den Grat von Silikonspritzgussdichtungen auf 0,01 mm zu kontrollieren und damit die strengen Anforderungen der OEMs vollständig zu erfüllen.
Diese konkreten Fälle und Zahlen belegen unsere technischen Fähigkeiten im Spritzguss von Flüssigsilikonkautschuk und können Ihnen praktische professionelle Unterstützung für Ihre Projekte bieten.
Wenn Sie beim Spritzgießen von flüssigem Silikonkautschuk vor technischen Herausforderungen stehen oder ein neues LSR-Produktprojekt starten möchten, wenden Sie sich umgehend an das Ingenieurteam von JS Precision, um eine kostenlose Machbarkeitsanalyse für das Projekt zu erhalten. So kann unser professionelles Team Risiken in der Frühphase Ihres Projekts mindern.
Was genau ist das Spritzgießen von flüssigem Silikonkautschuk?
Um die Kerntechnologie hinter dem Spritzgießen von flüssigem Silikonkautschuk zu verstehen, müssen Sie nicht nur wissen, was es ist und welche einzigartigen Eigenschaften es hat, sondern auch , wie es sich vom herkömmlichen Spritzgießen unterscheidet.
Die Kenntnis dieser Aspekte ist für die Prozessoptimierung und Formenkonstruktion von entscheidender Bedeutung, da die Logik des Spritzgießprozesses für verschiedene Materialien sehr unterschiedlich ist.
Definition und chemischer Reaktionsmechanismus
LSR-Spritzguss steht für ein hochpräzises Formverfahren, bei dem zwei Arten von Flüssigkeiten verwendet werden, die aus platinkatalysiertem Flüssigsilikonkautschuk bestehen. Die Komponenten A und B werden genau im Verhältnis 1:1 gemischt und anschließend findet im Formhohlraum, der auf eine hohe Temperatur erhitzt wird, eine Additionsvernetzungs-Härtungsreaktion statt, die zu einem festen Produkt führt.
Diese Reaktion erzeugt keine Nebenprodukte und ist umweltfreundlich, und das ist der Hauptgrund Silikonkautschuk-Spritzguss wird in Medizin- und Lebensmittelkontaktprodukten verwendet.
Hauptunterschiede zum thermoplastischen Spritzguss
Der grundlegende Unterschied zwischen Silikonspritzguss und thermoplastischem Spritzguss liegt in den Formprinzipien: Bei Ersterem ist die durch hohe Temperatur ausgelöste chemische Vernetzung und Aushärtung das Hauptmerkmal, was auch erfordert, dass die Form auf einer hohen Temperatur von 140–220 °C gehalten wird, während bei Letzterem die physikalische Kühlung zum Formen erforderlich ist.
Darüber hinaus zeichnet sich das beim Flüssigsilikon-Spritzgießen verwendete LSR-Material durch eine extrem niedrige Viskosität und hervorragende Fließfähigkeit aus, was ein Füllen mit geringem Druck und eine sehr genaue Nachbildung komplexer Strukturen im Mikrometerbereich ermöglicht, was beim thermoplastischen Spritzgießen nicht möglich ist.

Abbildung 1: Eine Auswahl an Kunststoff- und Gummiteilen in verschiedenen Farben (rot, blau, gelb, transparent), die auf grauen perforierten Trägerschienen platziert sind und die vielfältigen Ergebnisse des Silikonformens demonstrieren.
Was sind die entscheidenden Herausforderungen beim Silikonspritzguss?
Die grundlegenden Schwierigkeiten beim Silikonspritzgießen werden tatsächlich durch die niedrige Viskosität und die Aushärtung bei hohen Temperaturen von LSR (Flüssigsilikonharz) verursacht. Dabei gibt es vor allem drei große Probleme: Gratbildung, Lufteinschluss und Angussvorhärtung. Dies sind die wichtigsten Punkte, die gelöst werden müssen, um eine Null-Fehler-Produktion zu erreichen.
Flash-Probleme aufgrund niedriger Viskosität
Das beim Spritzgießen von Flüssigsilikon verwendete LSR hat eine sehr niedrige Viskosität (manche ähneln sogar Wasser). Während des Hochdruckeinspritzvorgangs gelangt es daher leicht in die Lücken der Formtrennfugen und bildet Grate. Herkömmliche Versiegelungsmethoden können dies nicht bewältigen, und zu viel Grat führt zu Maßfehlern und höheren Beschnittkosten.
Lufteinschlüsse und Abbrand
Der Spritzgießen von flüssigem Silikonkautschuk verfügt über eine schnelle Füllgeschwindigkeit und eine starke LSR-Fließfähigkeit, wodurch die Luft im Formhohlraum leicht eingeschlossen werden kann.
Gelingt es nicht, die Luft rechtzeitig auszustoßen, wird sie unter sehr hohem Druck so stark komprimiert , dass sie sich so stark erhitzt, dass die örtlich begrenzten Oberflächen verbrennen und sich Luftblasen im Produkt bilden. Dies wird das Aussehen und die Eigenschaften des Produkts beeinflussen.
Gate-Vorhärtung (Scorch)
Die Silikonkautschuk-Spritzgussform befindet sich in einem Hochtemperaturzustand. Wenn die Wärmeableitungskonstruktion des Tors unangemessen ist oder die Fließgeschwindigkeit des Gummimaterials zu langsam ist, führt dies dazu, dass das Gummimaterial vorzeitig erstarrt (Torverbrennung), das Tor blockiert und Fehler wie unvollständige Produktfüllung und Materialmangel verursacht werden .
JS Precision bietet ausgereifte Lösungen für diese zentralen Herausforderungen. Sie können sich unsere Branchenfallstudien ansehen, um zu verstehen, wie Probleme beim Silikonspritzguss in verschiedenen Szenarien gelöst werden können.
Wie kann der Silikonkautschuk-Spritzgussprozess optimiert werden?
Der Kern der Optimierung des Silikonkautschuk-Spritzgussprozesses besteht darin, Temperatur, Druck und Geschwindigkeit auszubalancieren, um eine Produktion mit kurzen Zykluszeiten und ohne Fehler zu erreichen.
Nachfolgend sind optimale Prozessparameter für verschiedene LSR-Produkte aufgeführt, die als Maßstab für das Debuggen in der Massenproduktion dienen können:
| Produkttyp | Aushärtetemperatur (°C) | Schmelztemperatur (°C) | Einspritzgeschwindigkeit (mm/s) | Haltedruck (bar) | Aushärtezeit (s) |
| Medizinische Katheter (dünnwandig) | 160-180 | 32-35 | 50-70 | 80-100 | 30-45 |
| Kfz-Dichtungen (mitteldickwandig) | 170-190 | 33-36 | 30-50 | 100-120 | 45-60 |
| Industriedichtungen (dickwandig) | 180-200 | 34-37 | 20-40 | 120-140 | 60-90 |
| Elektronische Tasten (Miniaturpräzision) | 150-170 | 31-34 | 60-80 | 70-90 | 25-35 |
| Lebensmittelkontaktteile (weich) | 165-185 | 33-36 | 40-60 | 90-110 | 35-50 |
Strategie zur Einstellung der Formtemperatur
Die Temperatur der Form spielt bei der thermischen Reaktion eine sehr wichtige Rolle. Normalerweise wird die Aushärtungstemperatur auf 140–220 °C eingestellt.
Eine zu hohe Temperatur kann zu ungleichmäßiger Aushärtung und zum Aufbau innerer Spannungen führen. Die Kombination aus der Regelung der Schmelzetemperatur auf etwa 35 °C und einer sehr präzisen Regelung (±1 °C) der Formtemperaturzone kann erheblich zur Reduzierung der Restspannung und zur Verbesserung der Dimensionsstabilität beitragen.
Mehrstufige Einspritzgeschwindigkeitsregelung
Der Einsatz mehrstufiger Einspritzgeschwindigkeiten ist eine Möglichkeit, die Füllkapazität der Form zu erhöhen:
- Erstens hilft das Einspritzen mit einer sehr langsamen Geschwindigkeit in den Anguss, ein Ausspritzen zu vermeiden.
- Dann wird eine Einspritzung mit mittlerer Geschwindigkeit verwendet, um die Form effizient zu füllen.
- Abschließend erfolgt das langsame Befüllen am Ende, um das Entlüften zu erleichtern, was wirklich dazu beiträgt, das Einschließen von Luft zu verhindern.
Simulationsgesteuerte Parameteroptimierung
Heutzutage basieren Herstellungsprozesse auf Simulationstechnologien wie unter anderem dem NSGA-III-Algorithmus , mit denen die Füll- und Aushärteprozesse simuliert werden, um den am besten geeigneten Kompromiss zwischen Temperatur, Haltedruck und Zeit zu finden und die Parametereinstellungen zu optimieren.
Die Optimierung der Prozessparameter erfordert die Berücksichtigung der spezifischen Produktanforderungen. Wenn Sie eine Anpassung wünschen LSR-Spritzguss Um die Prozessparameter für Ihr Produkt zu ermitteln, wenden Sie sich bitte an JS Precision für eine individuelle Beratung zur Prozessoptimierung.
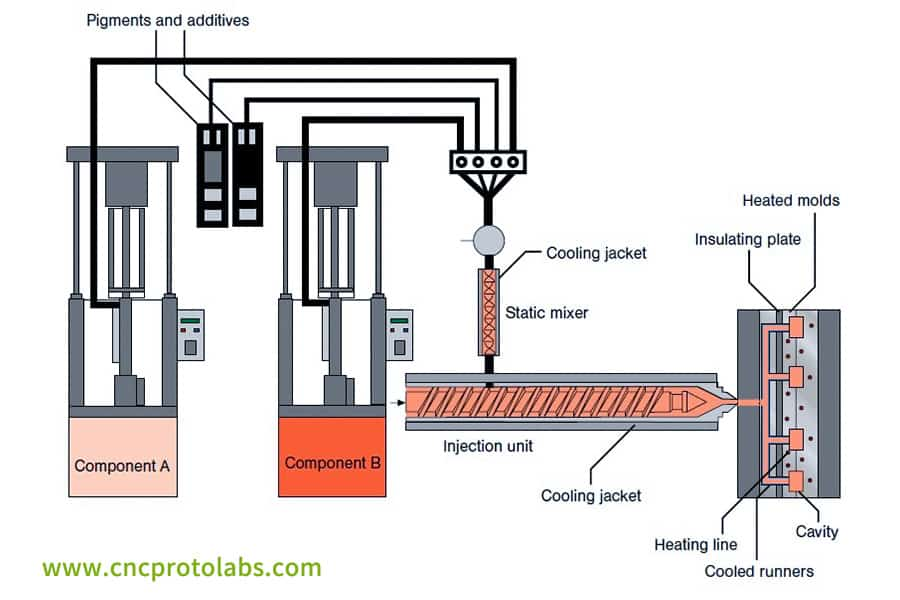
Abbildung 2: Ein technisches Diagramm, das ein komplettes LSR-Spritzgusssystem veranschaulicht, einschließlich Tanks für Komponente A/B, statischem Mischer, Kühlmänteln und beheizten Formen mit Hohlräumen und Angusskanälen.
Was sind die Best Practices für die Konstruktion von Flüssigsilikon-Spritzgusswerkzeugen?
Die Entwicklung eines fortschrittlichen Flüssigsilikon-Spritzgusswerkzeugs ist der Schlüssel zu einer fehlerfreien Massenproduktion. Dabei werden die niedrige Viskosität von LSR, der Betrieb von Kaltkanälen, gratfreie Ansätze und spezielle Entlüftungen berücksichtigt.
Anforderungen an die Konstruktionsparameter für LSR-Formkernkomponenten
| Formkomponenten | Designtyp | Kernparameter | Anwendbare Szenarien | Designzweck |
| Läufersystem | Kaltkanal + Heißdüse vom Ventiltyp | Läufertemperatur ≤35℃, Genauigkeit der Ventilnadelreaktion ±0,01 mm | Massenproduktionsprodukte |
Verhindert das Vorhärten von Kunststoffmaterial und sorgt so für eine abfallfreie Produktion |
| Trennfläche | EDM-Mikrostrukturbehandlung | Oberflächenrauheit Ra < 20μm | Hochpräzise Dichtungen | Erzielt Abdichtung und Entlüftung, wodurch Gratbildung vermieden wird |
| Belüftungsrillen | Labyrinthentlüftung | Rillentiefe 0,004–0,005 mm, Rillenbreite 1–3 mm | Komplexe Hohlraumprodukte | Vertreibt Luft schnell und verhindert Lufteinschlüsse und Verbrennungen |
| Auswurfsystem | Konischer Auswerferstift | Abstand zwischen Auswerferstift und Hohlraum ≤0,003 mm | Dünnwandige Präzisionsteile | Verhindert das Eindringen von Kunststoffmaterial und vermeidet Verformungen beim Auswerfen |
| Temperaturkontrollsystem | Zonenweise Temperaturregelung | Genauigkeit der Einzelzonentemperaturregelung ±1℃ | Formen mit mehreren Hohlräumen/unregelmäßig geformte Teile | Gewährleistet eine gleichmäßige Aushärtung und verbessert die Produktkonsistenz |
Gratfreie Formtechnologie:
Um das Gratproblem zu lösen, können mittels EDM hergestellte Mikrostrukturen (Ra < 20 μm) auf die Formtrennfläche aufgebracht werden. Diese Methode dichtet effektiv ab und verhindert das Ausfließen des Klebers, behält jedoch die Entlüftungskanäle bei und ermöglicht so ein gratfreies Formen.
Kaltkanalsystem und Nadelverschluss
Flüssigkeitsspritzguss erfordert ein Kaltkanalsystem (Läufertemperatur ≤35℃), um das Vorhärten des Materials zu verhindern, und die Verwendung von Heißdüsen vom Ventiltyp ermöglicht eine genaue Durchflusssteuerung. Diese Kombination vermeidet Angussabfälle und senkt die Materialkosten.
Entlüftungsdesign für niedrige Viskosität
Der Einsatz von EDM-bearbeiteten, labyrinthischen Entlüftungswegen mit Rauheiten von 3–22 Mikrometern an den Entlüftungspunkten der Form sorgt für eine schnelle Entlüftung und verhindert, dass das Material überläuft, wodurch das Problem zwischen Entlüftung und Gratverhinderung gelöst wird.
Warum ist Simulation für das Spritzgießen von flüssigem Silikonkautschuk unerlässlich?
Die Formflusssimulation ist eine der wichtigsten Techniken für das Spritzgießen von flüssigem Silikonkautschuk.
Es modelliert die Füll- und Aushärtephasen bereits vor der Verarbeitung der Form, wodurch Probleme frühzeitig aufgedeckt werden und Kosten und Zykluszeiten für Änderungen an der Form vermieden werden.
Abschätzung des Füllverhaltens und der Lufteinschlüsse
Simulationssoftware, zum Beispiel Moldex3D und Sigmasoft, hilft bei der Simulation des Formprozesses und kann den Schmelzfluss, die Orte eingeschlossener Luft und die Festigkeit der Bindenähte vorhersagen.
Um den High-End-Anforderungen gerecht zu werden, werden Simulationsschwellenwerte in Bezug auf angepasst ISO 13485-Standards .
Verfeinerung des Aushärtungszyklus und der Schrumpfung
Mit dieser Art von Software lässt sich auch der exotherme Aushärtungsprozess sehr genau simulieren. Wenn man bedenkt, dass LSR in der Regel eine Schrumpfung von 2–3 % aufweist, prognostiziert es die Dimensionsänderungen des Produkts und erleichtert so die korrekte Gestaltung des Formhohlraums.
JS Precision-Fallstudie: LSR-Dichtungen für Pneumatikventile – Temperaturbeständigkeit ±180 °C, Gratkontrolle 0,01 mm
Herausforderung:
Ein Unternehmen, das sich das Umspritzen von LSR-Dichtungsringen auf Ventilkerne aus Aluminiumlegierung zum Ziel gesetzt hat und dabei auf eine Dichtlippentoleranz von ±0 setzt. 02mm, Blitz ≤0. 01 mm und keine Leckage nach 1000 Stunden Hoch- und Tieftemperaturwechsel bei -50℃ bis +180℃.
Die Hauptschwierigkeiten bestehen darin, dass LSR eine sehr niedrige Viskosität hat, so dass es sehr leicht zu Graten kommt, und außerdem ist der Unterschied im Wärmeausdehnungskoeffizienten zwischen Metall und LSR sehr groß, so dass es sehr bald zu einem Ablösen bei hohen Temperaturen kommt.
Lösung:
1.Formflusssimulation und Fülloptimierung:
Mithilfe der Formflusssimulationssoftware Sigmasoft steuerte die CNC die Ventilnadelsequenz des Kaltkanals, wodurch die Schmelzefront gleichmäßig gefüllt wurde und eine Materialansammlung an der Überspritzungsstelle vermieden wurde.
2.Formlayout und Temperaturregelung:
Die EDM-Präzisionsentlüftung der Mikrostruktur (Ra=8 μm) erfolgt an der Trennlinie unter Verwendung einer Zonentemperaturregelung, bei der der Metalleinsatzabschnitt auf 120 °C vorgewärmt wird.
Gleichzeitig wird die Hohlraumtemperatur auf 170 °C ± 1 °C gehalten , was die genaueste ist, wodurch gleichzeitig das Flamm- und Entlüftungsproblem gelöst wird, die einander widersprechen.
3. Lösung der thermischen Ausdehnungsdifferenz:
Durch die Optimierung der Vulkanisationszeit (45 Sekunden) und des sekundären Haltedrucks (120 bar) entsteht eine sehr feste chemische Bindungsschicht zwischen der LSR- und Metalleinsatzschnittstelle mit einer Grenzflächenschälfestigkeit von 8,2 N/mm.
Ergebnisse:
- Schließlich bedeutet die Kontrolle des LSR-Dichtringgrats auf 0,008 mm genau, dass kein Nachschneiden erforderlich ist.
- Der CPK-Wert der KMG-Prüfung für das erste Stück beträgt ≥1. 33.
- Die Erfolgsquote des Hoch- und Niedertemperatur-Zyklustests beträgt 100 %.
- Das jährliche Einkaufsvolumen des Kunden ist von 50.000 Einheiten auf 300.000 Einheiten gewachsen .
- Das Silikonspritzguss Die Lösung führt zu einer Gesamtkostenreduzierung von 35 % im Vergleich zur Originallösung.
Wenn Sie ähnliche Anforderungen an Flüssigsilikonkautschuk-Spritzgussprojekte wie LSR-Umspritzung und Präzisionsdichtungen haben, können Sie detaillierte Produktanforderungen an JS Precision übermitteln, um maßgeschneiderte Formlösungen zu erhalten.

Abbildung 3: Ein Paar behandschuhter Hände platziert mit einem Werkzeug transparente Silikonringe in kreisförmigen Aussparungen auf einer Metallgrundplatte, im Vordergrund sind zusätzliche Kunststoffabdeckungen sichtbar.
Wie lassen sich häufige Fehler beim Flüssigkeitsspritzgießen beheben?
Wenn es um die Herstellung von Flüssigkeitsspritzguss geht, ist die Fähigkeit, Fehler schnell zu erkennen, von entscheidender Bedeutung, um die Produktivität zu steigern und die Ausschussquote zu senken.
Hier finden Sie einige fehlerspezifische Lösungsansätze für typische Probleme.
Unvollständige Aushärtung und Klebrigkeit
Teilweise ausgehärtete und klebrige Oberflächen sind Anzeichen für nicht vollständig ausgehärtete Produkte. Überprüfen Sie, ob die Komponenten A und B im Verhältnis 1:1 richtig gemischt sind. Überprüfen Sie außerdem, ob der Platinkatalysator durch die Einwirkung von Schwefel oder Zinnverbindungen verunreinigt wurde.
Blasen und Lufteinschlüsse
Die Hauptursache für Luftblasen und das Vorhandensein von Luft in den Materialtaschen ist , dass die Luft nicht rechtzeitig entweicht. Dies könnte durch eine Erhöhung des Formvakuums, eine Verringerung der Einspritzgeschwindigkeit und eine Vergrößerung der Entlüftungskanäle behoben werden.
Fließmarken und Schweißlinien
Sie können an der Reduzierung von Fließspuren und Bindenähten arbeiten, indem Sie die Einspritzung beschleunigen, die Formtemperatur erhöhen oder die Form mit Chrom plattieren, um die Fließfähigkeit des Gummis zu verbessern und so das Aussehen und die mechanischen Eigenschaften des Produkts zu verbessern.
Schwierigkeiten beim Entformen
Ursachen für Entformungsprobleme sind, dass LSR in sehr kurzer Zeit sehr stark an der heißen Oberfläche der Form haften bleibt. Dieses Problem kann durch eine sehr genaue Steuerung der Formtemperaturdifferenz oder durch Aufsprühen einer Nickel-Teflon-Beschichtung auf den Formhohlraum minimiert werden.
Wenn Sie bei Ihrer Flüssigkeitsspritzgussproduktion auf hartnäckige Produktfehler stoßen, Kontaktieren Sie die Ingenieure von JS Precision zur Online-Fehlerdiagnose und Lösungsberatung.
Wie wählt man einen zuverlässigen Lieferanten für Silikonspritzguss aus?
Man kann sich einfach nicht allein aufgrund des Stückpreises entscheiden, an welchen zuverlässigen Lieferanten für Silikonspritzguss man sich wenden soll. Eine gründliche Technologie-, Qualitäts- und Projektmanagementbewertung, die direkt den Erfolg und die Stabilität der Massenproduktion bestimmt, muss ein Muss sein.
Bewertung der technischen Leistungsfähigkeit
Bei der Prüfung der technischen Leistungsfähigkeit eines Lieferanten sind drei Hauptbereiche zu beachten:
- Verfügen sie über eine DFM-Formflussanalyse?
- Sind sie in der Lage, innerhalb von 48 Stunden auf Anfragen zu reagieren?
- Verfügen sie über eine ISO 13485/9001-Zertifizierung?
Infrastruktur und Einrichtungen
Die Zulieferer sollten über eine unabhängige Formenbauwerkstatt (mit EDM- und CNC-Maschinen) verfügen. Für Medizin- und Lebensmittelprodukte ist neben der Werkstatt ein Reinraum erforderlich, der den Standards entspricht.
Kostenstrukturanalyse
| Kostentyp | Preisklasse | Einflussfaktoren | Bemerkungen |
| Formkosten | 50.000+ | Produktkomplexität, Anzahl der Kavitäten, Formmaterial | Komplexe und präzise Formen kosten über 10.000 US-Dollar |
| Stückkosten | 2,00 | Produktionsvolumen, Produktgröße, Prozessschwierigkeit | Eine größere Losgröße führt zu geringeren Stückkosten |
| Formänderungsgebühr | 2.000/Zeit | Änderungsschwierigkeit, Präzision der Formbearbeitung | Eine frühzeitige DFM-Analyse kann die Änderungshäufigkeit reduzieren |
| Gebühr für die Oberflächenbehandlung | 5.000/Satz | Behandlungsart, Kavitätenbereich | Verchromung/Teflonbeschichtung ist ein gängiges Verfahren |
| Gebühr für die Lagerung der Form | 200/Monat | Formgröße, Lagerumgebung | Bei langfristiger Zusammenarbeit entfällt die Lagergebühr |
RFQ-Strategie
Um ein Angebot zu erhalten, sollten Sie ein vollständiges 3D-Modell (im STEP/IGES-Format) zusammen mit Ihren detaillierten Anforderungen bereitstellen. Im Medizin- oder Lebensmittelbereich sollten die Materialien den Standards der FDA und USP Class VI entsprechen. Darüber hinaus müssen Lieferanten die Chargenprüfberichte einreichen.
FAQs
F1: Was ist die typische Zykluszeit beim LSR-Spritzgießen?
Im Allgemeinen dauern LSR-Spritzguss-Produktionszyklen nur 30–90 Sekunden, wobei Wandstärke und Produktgröße die wichtigsten Faktoren sind. Dünnwandige Teile haben normalerweise kürzere Zykluszeiten, während dicke, komplexe Teile möglicherweise längere Aushärtezeiten erfordern.
F2: Warum Kaltkanäle in LSR-Formen verwenden?
Beim Spritzgießen von Flüssigsilikon werden Kaltkanäle eingesetzt, um das Vorhärten des LSR-Materials zu verhindern. In Verbindung mit Ventil-Heißkanälen trägt dies zu einer abfallfreien Produktion bei , wodurch die Kosten gesenkt und die Effizienz gesteigert werden.
F3: Wie hoch ist die Schrumpfungsrate von Flüssigsilikon?
Die Schrumpfung von LSR-Material für das Spritzgießen von Flüssigsilikonkautschuk beträgt normalerweise 2–3 %, abhängig von der Materialart und den tatsächlichen Produktionsprozessbedingungen.
F4: Können LSR-Produkte wiederaufbereitet werden?
Ja, LSR-Produkte können wiederverarbeitet werden, wobei das Sekundärspritzgießen die häufigste Methode ist . Dadurch können sie auf PC-, PA- oder andere Kunststoffsubstrate aufgespritzt werden, wodurch Mehrmaterial-Verbundformteile entstehen.
F5: Wie lässt sich das Luftblasenproblem in LSR-Produkten lösen?
Um Luftblasen zu beseitigen, die beim Flüssigspritzgießen in LSR-Produkten auftreten, können Sie das Formvakuum erhöhen, die Einspritzgeschwindigkeit verringern oder die Entlüftungsnuten erweitern, damit die Luft schnell aus dem Formhohlraum ausgestoßen wird.
F6: Wann ist eine Moldflow-Analyse unerlässlich?
Wenn die Produktstruktur komplex ist, Formen mit mehreren Kavitäten verwendet werden oder eine hohe Präzision erforderlich ist, wird empfohlen, beim Spritzgießen von flüssigem Silikonkautschuk eine Formflussanalyse durchzuführen.
F7: Wie lange hält eine LSR-Form normalerweise?
LSR-Formen aus H13- oder S136-Stahl können bei ordnungsgemäßer Wartung 500.000 bis 1.000.000 Formzyklen aushalten.
F8: Wie lange dauert die Prototypenerstellung bei JS Precision?
Nach dem T0-Probeformen der Form kann JS Precision für Flüssigsilikonkautschuk-Spritzgussprojekte Bereitstellung von Standardmustern für Test- und Verifizierungszwecke innerhalb von 7–15 Tagen.
Zusammenfassung
Beim Spritzgießen von flüssigem Silikonkautschuk müssen Materialeigenschaften, Formdesign und Prozessoptimierung berücksichtigt, Probleme wie Grate und eingeschlossene Gase überwunden und die richtigen professionellen Partner ausgewählt werden , um eine fehlerfreie Massenproduktion zu erreichen, Kosten zu senken und die Wettbewerbsfähigkeit zu verbessern.
Wenn Sie derzeit Probleme mit Ihrem haben Flüssigsilikon-Spritzguss Projekte durchführen oder die Leistung Ihres Produkts auf ein völlig neues Niveau heben möchten, zögern Sie nicht, sich für eine kostenlose DFM-Analyse an JS Precision Company zu wenden . Innerhalb von 48 Stunden liefert Ihnen unser Engineering-Team eine professionelle, maßgeschneiderte Lösung.

Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. JS Precision Services Es gibt keine Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das JS Precision Network bereitstellt. Es liegt in der Verantwortung des Käufers Teileangebot anfordern Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
JS Precision-Team
JS Precision ist ein branchenführendes Unternehmen , konzentrieren sich auf kundenspezifische Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss , Metallstanzen, und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen JS Präzision Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.cncprotolabs.com
Ressource

