

Esta publicación se centra en las principales tecnologías de moldeo por inyección de caucho de silicona líquida y tiene como objetivo brindar una explicación detallada del proceso , desde el diseño de moldes hasta la mejora de la producción en masa. Además, le ayudará a descubrir cómo elegir socios fiables para mantener estos riesgos bajo control.
Tabla de respuestas principales
| Dimensiones | Puntos técnicos centrales | Parámetros principales |
| Esencia del proceso | Material termoestable catalizado por platino de dos componentes, reticulado y curado a alta temperatura, sin enfriamiento físico. | Temperatura de curado: 140-220 ℃. Tasa de contracción: 2,0-3,0% |
| Desafíos principales | La baja viscosidad (como el agua) causa tres problemas principales: inflamación, aire atrapado y quemaduras, y precurado de la compuerta. | Objetivo de control de flash: <0,02-0,05 mm |
| Dirección de optimización | Velocidad de inyección de múltiples etapas + control preciso de la temperatura del molde + un algoritmo de simulación (como NSGA-III) para igualar la tensión residual. | Temperatura de fusión: aproximadamente 35 ℃. Precisión de la temperatura del molde: ±1℃ |
| Diseño de moldes | Canal frío + canal caliente tipo válvula (residuo cero) + ventilación de microestructura EDM (efecto laberinto Ra 3-22μm). | Rugosidad de la superficie de ventilación: Ra < 20 μm |
| Capacidades del proveedor | Debe poseer análisis de flujo de molde DFM, certificación ISO 13485/9001 , contar con taller de fabricación de moldes y sala blanca. | Costo del molde : desde $1000. Artículo único: $0,05-2,00. |
Conclusiones clave:
- Características del proceso: LSR es un tipo de material termoestable que se cura a temperaturas elevadas (140-220 ℃). Tiene una condición de baja viscosidad (es necesario un tratamiento anti-flash) y su tasa de contracción es del 2-3%.
- Garantía de calidad: el canal frío + la ventilación de la microestructura EDM (Ra <20 μm) + el sistema de vacío son los elementos principales de la producción en masa de moldeo por inyección de caucho de silicona líquida sin defectos.
- Selección de proveedores: Nuestra prioridad son los fabricantes de moldes de moldeo por inyección de silicona que puedan realizar análisis DFM, estén certificados con ISO 13485 y sean capaces de proporcionar comentarios en un plazo de 48 horas.
¿Por qué confiar en esta guía? Aprovechando la experiencia de JS Precision en moldeo por inyección LSR
La clave para abordar los problemas del proceso de moldeo por inyección de caucho de silicona líquida es la experiencia práctica y el conocimiento técnico profundo del sector.
JS Precision se ha dedicado a esta área durante más de diez años y ha diseñado y producido más de 500 moldes LSR profesionales, además de finalizar más de 200 proyectos desafiantes de producción en masa .
Nuestros clientes incluyen empresas líderes principalmente en los sectores médico, automotriz y de automatización industrial, y tener una buena comprensión de los problemas, consideraciones de diseño para el molde y soluciones de defectos a lo largo de todo el proceso de moldeo por inyección se encuentran entre las ventajas de JS Precision.
Dado que cada ingeniero principal ha dedicado más de 10 años a la mejora del proceso LSR, estamos bien versados en identificar con precisión los riesgos desde la etapa de formulación de la materia prima hasta la etapa de producción en masa y en ofrecer soluciones ejecutables que se ajusten a los escenarios de producción reales.
Nuestros procedimientos técnicos cumplen con los estándares internacionales de la industria y un sistema de control de calidad basado en la Norma ASTM D412 Se ha realizado el estándar de prueba de caucho, lo que garantiza la profesionalidad y autoridad de cada parámetro y solución del proceso.
Abordamos el problema del curado desigual en el moldeo por inyección de catéter lsr de alta precisión para clientes de la industria médica, reduciendo significativamente la tasa de desechos del producto del 15 % al 0,5 %. Además, para los clientes de repuestos para automóviles, logramos controlar la rebaba de los sellos de moldeo por inyección de silicona dentro de 0,01 mm, satisfaciendo completamente las rigurosas demandas de los OEM.
Estos casos y cifras concretos demuestran nuestra capacidad técnica en el moldeo por inyección de caucho de silicona líquida y pueden ofrecerle una práctica asistencia profesional para sus proyectos.
Si enfrenta desafíos técnicos en el moldeo por inyección de caucho de silicona líquida o desea comenzar un nuevo proyecto de producto LSR, comuníquese con el equipo de ingeniería de JS Precision de inmediato para obtener un análisis gratuito de viabilidad del proyecto, lo que permitirá a nuestro equipo profesional mitigar los riesgos de las primeras etapas de su proyecto.
¿Qué es exactamente el moldeo por inyección de caucho de silicona líquida?
Comprender la tecnología central detrás del moldeo por inyección de caucho de silicona líquida implica no solo saber qué es y sus características únicas, sino también en qué se diferencia del moldeo por inyección tradicional.
El conocimiento de estos aspectos es vital para la optimización de procesos y el diseño de moldes, ya que la lógica del proceso de moldeo por inyección varía en gran medida para diferentes materiales.
Definición y mecanismo de reacción química.
El moldeo por inyección LSR representa un proceso de moldeo de alta precisión en el que se utilizan dos tipos de fluidos que comprenden caucho de silicona líquida catalizada con platino. Los componentes A y B se mezclan con precisión en una proporción de 1:1 y luego, se produce una reacción de curado de reticulación adicional en la cavidad del molde que se calienta a una temperatura alta, lo que da como resultado un producto sólido.
Esta reacción no produce ningún subproducto y es respetuosa con el medio ambiente, y esta es la razón principal. moldeo por inyección de caucho de silicona se utiliza en productos médicos y en contacto con alimentos.
Diferencias clave con el moldeo por inyección de termoplásticos
La diferencia fundamental entre el moldeo por inyección de silicona y el moldeo por inyección de termoplásticos está en sus principios de moldeo: el curado químico por reticulación provocado por alta temperatura es la característica principal del primero, que también requiere que el molde se mantenga a una temperatura alta de 140-220 ℃, mientras que el segundo depende del enfriamiento físico para el moldeo.
Además de eso, el material LSR utilizado en el moldeo por inyección de silicona líquida se caracteriza por una viscosidad extremadamente baja y una excelente fluidez , lo que permite un llenado a baja presión y una replicación muy precisa de estructuras complejas a nivel de micras, algo que no es posible con el moldeo por inyección de termoplásticos.

Figura 1: Una variedad de piezas de plástico y caucho en varios colores (rojo, azul, amarillo, transparente) colocadas sobre rieles de soporte perforados de color gris, que muestran los diversos resultados del moldeado de silicona.
¿Cuáles son los desafíos críticos en el moldeo por inyección de silicona?
Las dificultades fundamentales en el moldeo por inyección de silicona en realidad son causadas por la baja viscosidad y la naturaleza de curado a alta temperatura de la LSR (resina de silicona líquida). Existen principalmente tres grandes problemas con estos: flash, atrapamiento de aire y precurado de puerta. Estos son los principales aspectos que hay que resolver para conseguir una producción sin defectos.
Problemas de flash debido a la baja viscosidad
El LSR utilizado en el moldeo por inyección de silicona líquida tiene una viscosidad muy baja (algunos incluso son como el agua). Por lo tanto, durante el proceso de inyección a alta presión, saldrá fácilmente por los espacios de la línea de separación del molde, generando rebabas. Los métodos de sellado tradicionales no pueden manejar esto y demasiada rebaba genera errores dimensionales y mayores costos de recorte.
Trampas de aire y quemaduras
El moldeo por inyección de caucho de silicona líquida Tiene una velocidad de llenado rápida y una fuerte fluidez LSR, lo que facilita envolver el aire en la cavidad del molde.
Si el aire no se puede expulsar a tiempo, se comprimirá a muy alta presión hasta tal punto que se calentará tanto que las superficies localizadas se quemarán y se formarán burbujas de aire en el producto. Eso influirá en el aspecto y las propiedades del producto.
Precurado en puerta (quemado)
El molde de moldeo por inyección de caucho de silicona se encuentra en un estado de alta temperatura. Si el diseño de disipación de calor de la compuerta no es razonable o el caudal del material de caucho es demasiado lento, hará que el material de caucho se solidifique prematuramente (compuerta quemada), bloqueará la compuerta y causará defectos como llenado incompleto del producto y escasez de material.
JS Precision ofrece soluciones maduras para estos desafíos centrales. Puede ver nuestros estudios de casos de la industria para comprender cómo resolver problemas en el moldeo por inyección de silicona en diferentes escenarios.
¿Cómo optimizar el proceso de moldeo por inyección de caucho de silicona?
El núcleo de la optimización del proceso de moldeo por inyección de caucho de silicona es equilibrar la temperatura, la presión y la velocidad para lograr un ciclo corto y una producción sin defectos.
A continuación se muestran los parámetros de proceso óptimos para varios productos LSR, que pueden servir como punto de referencia para la depuración de la producción en masa:
| Tipo de producto | Temperatura de curado (°C) | Temperatura de fusión (°C) | Velocidad de inyección (mm/s) | Presión de mantenimiento (bar) | Tiempo de curado (s) |
| Catéteres médicos (de paredes delgadas) | 160-180 | 32-35 | 50-70 | 80-100 | 30-45 |
| Sellos automotrices (pared de espesor medio) | 170-190 | 33-36 | 30-50 | 100-120 | 45-60 |
| Sellos industriales (paredes gruesas) | 180-200 | 34-37 | 20-40 | 120-140 | 60-90 |
| Botones electrónicos (precisión en miniatura) | 150-170 | 31-34 | 60-80 | 70-90 | 25-35 |
| Piezas en contacto con alimentos (blandas) | 165-185 | 33-36 | 40-60 | 90-110 | 35-50 |
Estrategia de ajuste de temperatura del molde
La temperatura del molde juega un papel muy importante en la reacción térmica. Normalmente, la temperatura de curado se establece entre 140 y 220 ℃.
Una temperatura excesivamente alta puede provocar un curado desigual y acumulación de tensión interna . La combinación de controlar la temperatura de la masa fundida en alrededor de 35 ℃, junto con un control muy preciso (±1 ℃) de la zona de temperatura del molde, puede ayudar significativamente a reducir la tensión residual y mejorar la estabilidad dimensional.
Control de velocidad de inyección de múltiples etapas
El uso de velocidades de inyección multietapa es una de las formas de mejorar la capacidad de llenado del molde:
- Primero, inyectar a una velocidad muy lenta en la puerta ayuda a evitar el chorro.
- Luego se utiliza la inyección a velocidad media para llenar el molde de manera eficiente.
- Finalmente, se realiza un llenado lento al final para facilitar la ventilación, lo que realmente ayuda a evitar que quede atrapado el aire.
Optimización de parámetros basada en simulación
Hoy en día, los procesos de fabricación se basan en tecnologías de simulación como el algoritmo NSGA-III , entre otras, mediante las cuales se simulan los procesos de llenado y curado, pudiendo encontrar el compromiso más adecuado entre temperatura, presión de mantenimiento y tiempo, así como la optimización de la configuración de parámetros.
La optimización de los parámetros del proceso requiere la consideración de los requisitos específicos del producto. Si desea personalizar moldeo por inyección lsr parámetros de proceso para su producto, comuníquese con JS Precision para una consulta personalizada sobre optimización de procesos.
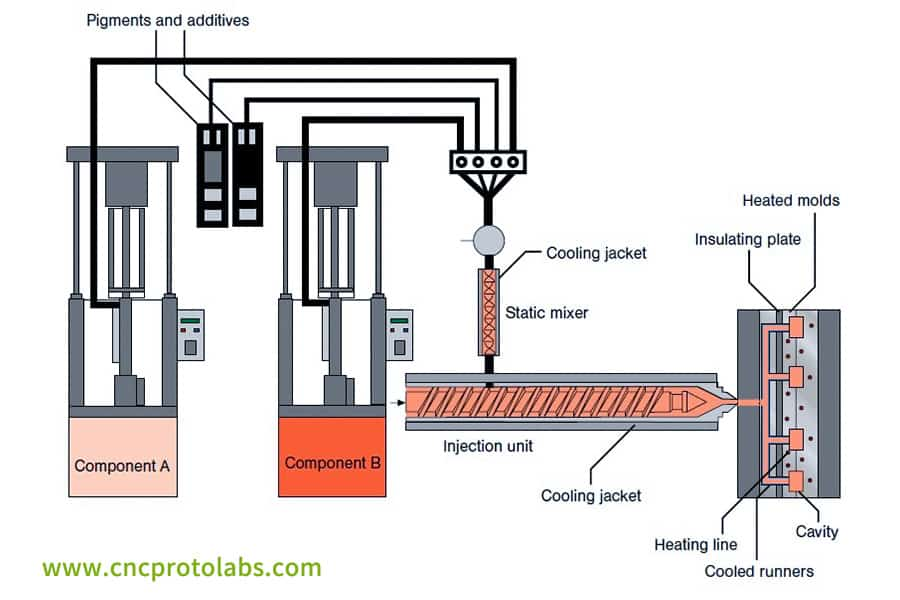
Figura 2: Un diagrama técnico que ilustra un sistema completo de moldeo por inyección LSR, incluidos tanques de componentes A/B, mezclador estático, camisas de enfriamiento y moldes calentados con cavidades y canales.
¿Cuáles son las mejores prácticas para el diseño de herramientas de moldeo por inyección de silicona líquida?
Diseñar una herramienta avanzada de moldeo por inyección de silicona líquida es la clave para una producción en masa sin defectos. Tiene en cuenta la baja viscosidad del LSR, los canales fríos, las aproximaciones sin rebabas y los respiraderos especiales.
Requisitos de los parámetros de diseño de los componentes del núcleo del molde LSR
| Componentes del molde | Tipo de diseño | Parámetros principales | Escenarios aplicables | Propósito del diseño |
| Sistema de corredor | Canal frío + boquilla caliente tipo válvula | Temperatura del corredor ≤35 ℃, precisión de respuesta del pasador de válvula ±0,01 mm | Productos de producción en masa |
Evita el precurado del material plástico, logrando una producción de residuos cero |
| Superficie de partición | Tratamiento de microestructura EDM | Rugosidad de la superficie Ra < 20 μm | Sellos de alta precisión | Logra sellado + ventilación, eliminando rebabas |
| Ranuras de ventilación | Ventilación del laberinto | Profundidad de ranura 0,004-0,005 mm, ancho de ranura 1-3 mm | Productos para cavidades complejas | Expulsa rápidamente el aire, evitando que el aire quede atrapado y se queme |
| Sistema de eyección | Pin eyector cónico | Separación del pasador eyector a la cavidad ≤0,003 mm | Piezas de precisión de paredes delgadas | Previene la penetración del material plástico, evitando la deformación por eyección |
| Sistema de control de temperatura | Control de temperatura por zonas | Precisión del control de temperatura de zona única ±1 ℃ | Moldes de múltiples cavidades/piezas con formas irregulares | Garantiza un curado uniforme y mejora la consistencia del producto |
Tecnología de molde sin flash:
Para resolver el problema de la rebaba, se pueden aplicar microestructuras fabricadas por electroerosión (Ra <20 μm) a la superficie de separación del molde. Este método sella y evita eficazmente que el pegamento se salga, pero mantiene los canales de ventilación, lo que permite un moldeo sin rebabas.
Sistema de canal frío y compuerta de válvula
Moldeo por inyección de líquidos requiere un sistema de canal frío (temperatura del canal ≤35 ℃) para detener el precurado del material, y el uso de boquillas calientes tipo válvula permite un control exacto del flujo. Esta combinación elimina los residuos de canales y reduce los gastos de material.
Diseño de ventilación para baja viscosidad
El empleo de vías de ventilación laberínticas procesadas por electroerosión con niveles de rugosidad de 3 a 22 micrones en los puntos de ventilación del molde proporciona una ventilación rápida y evita que el material se desborde, resolviendo así el problema entre la ventilación y la prevención de rebabas.
¿Por qué es esencial la simulación para el moldeo por inyección de caucho de silicona líquida?
La simulación del flujo del molde es una de las técnicas más importantes para el moldeo por inyección de caucho de silicona líquida.
Modela las etapas de llenado y curado incluso antes del procesamiento del molde, lo que revela problemas en una etapa temprana y evita el costo y el tiempo del ciclo de realizar cambios en el molde.
Estimación del comportamiento de llenado y trampas de aire
El software de simulación, por ejemplo, Moldex3D y Sigmasoft, ayuda en la simulación del proceso de moldeo y puede pronosticar el flujo de fusión, las ubicaciones del aire atrapado y la resistencia de la línea de soldadura.
Para cumplir con los requisitos de gama alta, los umbrales de simulación se ajustan con referencia a Normas ISO 13485 .
Refinamiento del ciclo de curado y contracción
Este tipo de software también se puede utilizar para simular con mucha precisión el proceso de curado exotérmico. Teniendo en cuenta que el LSR suele tener una contracción del 2 al 3 %, pronostica los cambios dimensionales del producto, facilitando así el diseño correcto de la cavidad del molde.
Estudio de caso de JS Precision: Sellos LSR de válvula neumática: resistencia a la temperatura ±180 °C, control de flash 0,01 mm
Desafío:
Empresa orientada a realizar sobremoldeo de anillos de sellado LSR en núcleos de válvulas de aleación de aluminio, contando con una tolerancia del labio de sellado ±0. 02mm, flash ≤0. 01 mm y sin fugas después de 1000 horas de ciclos de temperatura alta y baja de -50 ℃ a +180 ℃.
Las principales dificultades son que el LSR tiene una viscosidad muy baja, por lo que es muy fácil que se produzca una inflamación, y además la diferencia del coeficiente de expansión térmica entre el metal y el LSR es muy grande, por lo que muy pronto se producirá un desprendimiento a alta temperatura.
Solución:
1.Simulación del flujo del molde y optimización del llenado:
Utilizando el software de simulación de flujo de molde Sigmasoft, el CNC controló la secuencia de la aguja de la válvula del canal frío, haciendo que el frente de fusión se llenara uniformemente y evitando la acumulación de material en el punto de sobremolde.
2.Disposición del molde y regulación de temperatura:
La ventilación de la microestructura de precisión EDM (Ra = 8 μm) se realiza en la línea de separación utilizando un control de temperatura por zonas, precalentando la parte del inserto metálico a 120 °C.
Al mismo tiempo, la temperatura de la cavidad se mantiene en 170°C±1°C, que es la más exacta, resolviendo al mismo tiempo el problema de la inflamación y la ventilación, que son contradictorios entre sí.
3. Solución de diferencia de expansión térmica:
Mediante la optimización del tiempo de vulcanización (45 segundos) y la presión de retención secundaria (120 bar), se crea una capa de enlace químico muy sólida entre el LSR y la interfaz del inserto metálico, con una resistencia al pelado interfacial de 8,2 N/mm.
Resultados:
- Finalmente, controlar la rebaba del anillo de sellado LSR dentro de 0, 008 mm significa que no es necesario un recorte secundario.
- El valor CPK de la inspección de la CMM de la primera pieza es ≥1. 33.
- La tasa de aprobación de la prueba del ciclo de alta y baja temperatura es del 100%.
- El volumen de compra anual del cliente ha aumentado de 50.000 unidades a 300.000 unidades .
- Este moldeo por inyección de silicona La solución logra una reducción global de costos del 35% en comparación con la solución original.
Si tiene necesidades similares para proyectos de moldeo por inyección de caucho de silicona líquida, como sobremoldeo LSR y sellos de precisión, puede enviar requisitos detallados del producto a JS Precision para obtener soluciones de moldeo personalizadas.

Figura 3: Un par de manos enguantadas utilizan una herramienta para colocar anillos de silicona transparentes en huecos circulares sobre una placa base de metal, con cubiertas de plástico adicionales visibles en primer plano.
¿Cómo solucionar problemas comunes en el moldeo por inyección de líquidos?
Cuando se trata de fabricación de moldeo por inyección de líquidos, la capacidad de detectar defectos rápidamente es esencial para aumentar la productividad y reducir las tasas de desperdicio.
A continuación se muestran algunos enfoques de solución de problemas específicos para problemas típicos.
Curado incompleto y pegajosidad
Las superficies parcialmente curadas y pegajosas son signos de productos que no están completamente curados. Verificar si los componentes A y B están mezclados correctamente en una proporción de 1:1 . Además, verifique si el catalizador de platino ha sido contaminado por la exposición a compuestos de azufre o estaño.
Burbujas y trampas de aire
La causa principal de las burbujas de aire y la presencia de aire en las bolsas de material es la falta de escape del aire a tiempo. Esto podría solucionarse aumentando el vacío del molde, disminuyendo la velocidad de inyección y ampliando los canales de ventilación.
Marcas de flujo y líneas de soldadura
Puede trabajar para reducir las marcas de flujo y las líneas de soldadura acelerando la inyección, aumentando la temperatura del molde o recubriendo el molde con cromo para mejorar la capacidad de flujo del caucho, mejorando así la apariencia y las propiedades mecánicas del producto.
Dificultades de desmoldeo
Las causas de los problemas de desmoldeo son que el LSR se adhiere con mucha fuerza a la superficie caliente del molde en muy poco tiempo. Este problema se puede minimizar controlando con mucha precisión la diferencia de temperatura del molde o rociando una capa de níquel y teflón sobre la cavidad del molde.
Si encuentra defectos de producto intratables en su producción de moldeo por inyección de líquidos, póngase en contacto con los ingenieros de JS Precision para diagnóstico de defectos en línea y consulta de soluciones.
¿Cómo seleccionar un proveedor confiable de moldeo por inyección de silicona?
Simplemente no se puede decidir a qué proveedor confiable de moldeo por inyección de silicona dirigirse basándose únicamente en el precio unitario. Debe ser imprescindible una evaluación exhaustiva de la tecnología, la calidad y la gestión de proyectos que determine directamente el éxito y la estabilidad de la producción en masa.
Evaluación de capacidad técnica
Al comprobar las capacidades técnicas de un proveedor, hay tres áreas principales en las que centrarse:
- ¿Tienen análisis de flujo de molde DFM?
- ¿Son capaces de responder a la demanda en 48 horas?
- ¿Tienen certificación ISO 13485/9001?
Infraestructura e Instalaciones
Los proveedores deben disponer de un taller de fabricación de moldes independiente (con maquinaria de electroerosión y CNC). Para productos médicos y alimentarios, además del taller, se necesita una sala limpia que cumpla con las normas.
Análisis de estructura de costos
| Tipo de costo | Gama de precios | Factores que influyen | Observaciones |
| Costo del molde | 50.000+ | Complejidad del producto, número de cavidades, material del molde | Los moldes complejos y de precisión cuestan más de 10.000 dólares |
| Costo unitario | 2.00 | Volumen de producción, tamaño del producto, dificultad del proceso. | Un tamaño de lote más grande da como resultado un costo unitario más bajo |
| Tarifa de modificación del molde | 2000/vez | Dificultad de modificación, precisión de mecanizado de moldes. | El análisis temprano de DFM puede reducir la frecuencia de modificación |
| Tarifa de tratamiento de superficie | 5.000/juego | Tipo de tratamiento, área de la cavidad | El cromado/recubrimiento de teflón es un proceso común |
| Tarifa de almacenamiento de molde | 200/mes | Tamaño del molde, entorno de almacenamiento. | Exención de la tarifa de almacenamiento para la cooperación a largo plazo |
Estrategia de solicitud de ofertas
Para obtener una cotización, debe proporcionar un modelo 3D completo (en formato STEP/IGES) junto con sus requisitos detallados. Si es para el campo médico o alimentario, los materiales deben cumplir con los estándares de FDA y USP Clase VI. Además, los proveedores deben presentar los informes de prueba del lote.
Preguntas frecuentes
P1: ¿Cuál es el tiempo de ciclo típico para el moldeo por inyección LSR?
Generalmente, los ciclos de producción de moldeo por inyección LSR duran solo entre 30 y 90 segundos, siendo el espesor de la pared y el tamaño del producto los factores más importantes. Las piezas de paredes delgadas suelen tener tiempos de ciclo más cortos, mientras que las piezas gruesas y complejas pueden requerir tiempos de curado más prolongados.
P2: ¿Por qué utilizar canales fríos en moldes LSR?
Los canales fríos se utilizan en el moldeo por inyección de silicona líquida para evitar el precurado del material LSR. Cuando se utiliza junto con canales calientes tipo válvula, esto ayuda a producir una producción sin desperdicio , lo que reduce los costos y aumenta la eficiencia.
P3: ¿Cuál es la tasa de contracción de la silicona líquida?
La contracción del material LSR para el moldeo por inyección de caucho de silicona líquida es normalmente del 2% al 3%, según el tipo de material y las condiciones reales del proceso de producción.
P4: ¿Se pueden reprocesar los productos LSR?
Sí, los productos LSR se pueden reprocesar, siendo el sobremoldeado por moldeo por inyección secundaria la forma más común . Esto permite sobremoldearlos sobre PC, PA u otros sustratos plásticos, produciendo un moldeado compuesto de múltiples materiales.
P5: ¿Cómo resolver el problema de las burbujas de aire en los productos LSR?
Para reparar las burbujas de aire que aparecen en los productos LSR durante el moldeo por inyección de líquidos, puede aumentar el vacío del molde, disminuir la velocidad de inyección o extender las ranuras de ventilación para que el aire se expulse rápidamente de la cavidad del molde.
P6: ¿Cuándo es esencial un análisis de flujo del molde?
Cuando la estructura del producto es compleja, se utilizan moldes de múltiples cavidades o se requiere alta precisión, se recomienda realizar un análisis de flujo del molde para el moldeo por inyección de caucho de silicona líquida.
P7: ¿Cuánto suele durar un molde LSR?
Los moldes LSR que utilizan acero H13 o S136 pueden, si se mantienen adecuadamente, soportar entre 500.000 y 1.000.000 de ciclos de moldeo.
P8: ¿Cuál es el tiempo de respuesta de JS Precision para la creación de prototipos?
Después del moldeo de prueba T0 del molde, para proyectos de moldeo por inyección de caucho de silicona líquida, JS Precision puede proporcionar muestras estándar para fines de prueba y verificación dentro de 7 a 15 días.
Resumen
El moldeo por inyección de caucho de silicona líquida debe tener en cuenta las propiedades del material, el diseño del molde y la optimización del proceso, superar problemas como rebabas y gases atrapados, y seleccionar los socios profesionales adecuados para lograr una producción en masa sin defectos, reducir costos y mejorar la competitividad.
Si actualmente tiene algún problema con su moldeo por inyección de silicona líquida proyectos o desea llevar el rendimiento de su producto a un nivel completamente nuevo, no dude en ponerse en contacto con JS Precision Company para obtener un análisis DFM gratuito. En 48 horas, nuestro equipo de ingeniería le brindará una solución profesional y personalizada.

Descargo de responsabilidad
El contenido de esta página tiene únicamente fines informativos. Servicios de precisión JS No existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de JS Precision Network. Es responsabilidad del comprador Requerir cotización de piezas Identifique los requisitos específicos para estas secciones. Por favor contáctenos para más información .
Equipo de precisión JS
JS Precision es una empresa líder en la industria , centrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5000 clientes y nos centramos en la alta precisión. Mecanizado CNC , Fabricación de chapa , impresión 3D , moldeo por inyección , Estampado de metales, y otros servicios de fabricación integrales.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificados ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elegir Precisión JS esto significa eficiencia en la selección, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.cncprotolabs.com
Recurso

