
Литые под давлением пластиковые компоненты являются основой для создания высокоточных и легких компонентов роботов.
Если вы инженер-конструктор в области робототехники, вам наверняка знакома главная дилемма: высококачественные металлические детали будут весить больше, стоить дороже и требовать больше времени на разработку, в то время как обычные пластиковые детали не будут такими точными и долговечными, как необходимо.
Благодаря комплексному решению для высокоточного литья под давлением от JS Precision вы сможете снизить вес компонентов более чем на 40%, сохранив при этом допуск 0,02 мм и срок службы 10^7 циклов.
В то же время первоначальные затраты на разработку будут снижены на 20-40%, что позволит легко преодолеть эти трудности.
Краткое изложение основных ответов
Основное решение | Решение | Ключевые данные | Ваши преимущества |
Решение для снижения веса | Углеродсодержащий PA66 заменяет алюминиевый сплав. | Снижение веса на 40-55%. | Повысьте скорость динамического отклика вашего робота, снизьте нагрузку и увеличьте гибкость оборудования . |
Точность и гарантия качества | Точная обработка поверхности разъема пресс-формы + компенсация усадки | Стабильно обеспечиваемый допуск ±0,02 мм . | Сократите объем работ по сборке и подгонке вашей продукции, повысьте общую точность оборудования и снизьте затраты на рабочую силу. |
Контроль дефектов | Технология регулирования температуры пресс-формы + предварительная деформация за счет потока расплава | Устранены сварочные швы, прочность увеличена на 30%. | Продлите срок службы компонентов вашего робота и сократите частоту и затраты на техническое обслуживание. |
Оптимизация затрат | Оптимизация структуры пресс-формы + Комбинирование пресс-форм | Первоначальные затраты на разработку снижены на 20–40%. | Сократите бюджет проекта, повысьте рентабельность инвестиций и повысить конкурентоспособность продукции на рынке. |
Основные выводы
- Переход на конструкционные пластмассы, армированные углеродным волокном, позволяет снизить вес компонентов робота более чем на 40% , сохраняя при этом жесткость компонентов на прежнем уровне. Это приведет к созданию гораздо более гибкого и легко оснащаемого оборудования, а также значительно повысит конкурентоспособность основной продукции.
- Для повышения точности литья под давлением до допусков 0,02 мм следует сочетать использование моделирования течения пластика и предварительной компенсации усадки с применением прецизионных пресс-форм. Такие пресс-формы позволяют значительно сократить неточности сборки и производственные отходы.
- Заказ пресс-форм в Дунгуане/Шэньчжэне, Китай, позволит сократить цикл обратной связи по DFM до 24 часов, снизить общие затраты на 20-40%, ускорить НИОКР и воспользоваться рыночными возможностями.
Литье пластмассовых деталей под давлением: роботизированные решения для точной обработки от JS Precision.
JS Precision — ваш партнер, который благодаря своим профессиональным навыкам, уникальным данным и реальным примерам из практики сможет оказать вам реальную помощь в решении проблем, связанных с производством деталей для роботов, и одновременно повысить конкурентоспособность вашей продукции.
Пресс-формы для литья под давлением являются базовым этапом, на котором можно получить высококачественные пластиковые детали, изготовленные методом литья под давлением.
Компания JS Precision обладает обширными знаниями в этой области, предлагая услуги высокоточной литьевой формовки более чем 50 производителям роботов по всему миру. Наша работа охватывает сценарии с коллаборативными роботами, промышленными роботами и медицинскими роботами, которые вам, вероятно, знакомы.
Продукция компании JS Precision разработана в полном соответствии со стандартами системы управления качеством медицинских изделий ISO 13485:2016 , что гарантирует полное соответствие и надежность вашей продукции.
В качестве примера, одна европейская компания, занимающаяся разработкой коллаборативных роботов, испытывала те же опасения, что и вы:
Большой вес и высокая стоимость компонентов соединений. Вместо алюминиевого сплава они выбрали наш метод с использованием армированного углеродным волокном полиамида PA66, а также прецизионную оснастку для литья под давлением, что позволило снизить вес каждого соединения на 45%, а себестоимость единицы продукции — на 35%.
Поставляемые компоненты сертифицированы по стандарту качества ISO 9001:2015. Сотрудничая с нами, вы получаете следующие преимущества.
Команда инженеров JS Precision обладает обширным опытом работы в области роботизированного литья под давлением, насчитывающим не менее 8 лет. Наши инженеры способны разрабатывать индивидуальные решения, соответствующие вашим реальным требованиям, а также предоставлять полный спектр услуг, начиная от выбора сырья и заканчивая проектированием пресс-форм и серийным производством.
Таким образом, вы можете минимизировать производственные риски и снизить общую стоимость, одновременно избегая сложностей координации действий нескольких поставщиков.
Если вы хотите понять, как эффективно использовать литые под давлением пластиковые компоненты в ваших роботизированных изделиях, свяжитесь с нашими инженерами для получения бесплатного отчета об оценке проекта, который поможет быстро определить подходящее решение.
Почему изготовленные методом литья под давлением пластиковые компоненты являются основой современной робототехники?
Литые под давлением пластиковые компоненты играют решающую роль в современных роботах не только как средство снижения веса и стоимости, но и без ущерба для производительности роботов.
Пресс-формы для литья под давлением являются основным фактором, напрямую влияющим на качество компонентов. Пресс-формы премиум-класса гарантируют точность и прочность. Благодаря функциональной интеграции они способны сократить объем работ после сборки до 50%, что значительно повышает эффективность производства.
Вместо алюминиевого сплава используется полиамид PA66, армированный углеродным волокном.
Замена металлической детали на пластик на основе 30% армированного углеродным волокном полиамида PA66, имеющего модуль упругости при изгибе 15 ГПа и плотность всего 1,3 г/см³ по сравнению с алюминиевым сплавом ADC12 (плотность 2,7 г/см³), приводит к очень значительному снижению веса на один шарнир, повышает скорость динамического отклика робота, увеличивает жесткость материала на 20% по сравнению с обычными пластиками и позволяет сэкономить на производственных и транспортных расходах.
Функциональная интеграция упрощает сборку роботов.
Благодаря объединению пазов для крепления датчиков, кабельных каналов и позиционирующих зажимов в одной пресс-форме, производство полностью исключает необходимость сверления и сварки , что приводит к сокращению общего времени сборки на 30%, снижению затрат на рабочую силу и ускорению доставки готовых роботов.
Рисунок 1: Оранжевая промышленная роботизированная рука с черными кабелями и серебристым основанием, работающая в промышленных условиях, демонстрирующая роль современных пластиковых компонентов в робототехнике.
Как обеспечить высокую точность при изготовлении пластиковых шарнирных компонентов для роботизированных манипуляторов?
Пластиковые шарнирные компоненты роботизированной руки являются сердцем системы управления ее движением, и их точность может существенно повлиять на производительность и репутацию на рынке.
Компания JS Precision использует точную конструкцию разъемной поверхности и методы компенсации усадки материала, а также высококачественные прецизионные литьевые формы, что позволяет постоянно контролировать цилиндричность детали с точностью до 0,008 мм, что соответствует очень высоким стандартам точности.
Прецизионная фиксация разделительной поверхности пресс-формы с допуском 0,02 мм.
Благодаря использованию блокировок с нулевым углом конуса и износостойких пластин, контроль смещения закрытия пресс-формы может составлять менее 0,005 мм. Использование высокопрочного основания пресс-формы, соответствующего стандартам HASCO, гарантирует, что даже после очень большого количества (миллионов) циклов закрытия пресс-формы точность не будет потеряна, количество бракованных изделий уменьшится, а производственные затраты снизятся.
Решение для нелинейной компенсации усадки POM/PEEK
Для уточнения характеристик усадки таких материалов, как полиоксиметилен (ПОМ) и полиэфиркетон (ПЭЭК), мы используем обширную базу данных материалов.
С помощью программного обеспечения Moldflow, имитирующего процесс формования, мы создаем трехмерные поверхности для предварительной компенсации деформации, чтобы точно противодействовать усадочной деформации и обеспечить однородность и стабильность изделия.
Это похоже на ход мыслей, когда предполагается, что одежда сядет после стирки, поэтому на этапе раскроя размер намеренно делают больше, чтобы после стирки он идеально подошел.
Это полностью обходит стороной проблемы «усадочной деформации» и неточности размеров формованных пластиковых деталей.
Вторая прецизионная механическая обработка цилиндричности посадочного места вращающегося подшипника.
После литья под давлением подшипниковому седлу придается предварительный припуск на механическую обработку в размере 0,1-0,15 мм. Затем оно подвергается вторичной механической обработке на высокоточном токарном станке с ЧПУ для достижения цилиндричности 0,008 мм.
Наконец, процесс прокатки закрывает микропоры на поверхности, что повышает износостойкость и срок службы изделия, а также снижает затраты на техническое обслуживание.
Как избежать деформации и сварных швов на тонкостенных оболочках роботизированных соединений на этапе проектирования и изготовления пресс-форм для литья под давлением?
Тонкостенные оболочки роботизированных шарниров толщиной менее 1,2 мм легче деформируются и покрываются сварными швами при литье под давлением, что приводит к изменению внешнего вида и снижению прочности изделия.
С JS Precision вы можете быть уверены, что избежите этих проблем и сведете к минимуму процент брака, внедрив правильные технологии на этапе проектирования пресс-форм для литья под давлением.
Проблемы, с которыми вы можете столкнуться | Адаптивные решения | Ваши проблемы до оптимизации | Ваши преимущества после оптимизации | Основная ценность |
Сварочные линии | Технология регулирования температуры пресс-формы | Глубина сварного шва составляет 0,05 мм, коэффициент сохранения прочности — 70%, что влияет на долговечность изделия. | Глубина сварного шва составляет <0,01 мм, коэффициент сохранения прочности — >95%, а качество соответствует стандарту. | Повысьте прочность и срок службы компонентов вашей продукции и сократите затраты на послепродажное обслуживание. |
Искривление | Компенсация предварительной деформации при формовании | Плоскостность составляет 0,25 мм, что влияет на точность сборки и требует дополнительной обработки. | Плоскостность составляет <0,08 мм, дополнительная обработка не требуется. | Обеспечьте точность сборки вашей продукции, сократите количество производственных операций и снизьте затраты. |
Неравномерная ориентация волокон | Последовательное управление заслонками клапанов | Неравномерная поперечная усадка приводит к нестабильным размерам изделия. | Волокна расположены вдоль основного направления напряжения, и их размеры стабильны. | Повысьте стабильность размеров компонентов вашей продукции и сократите количество бракованных изделий. |
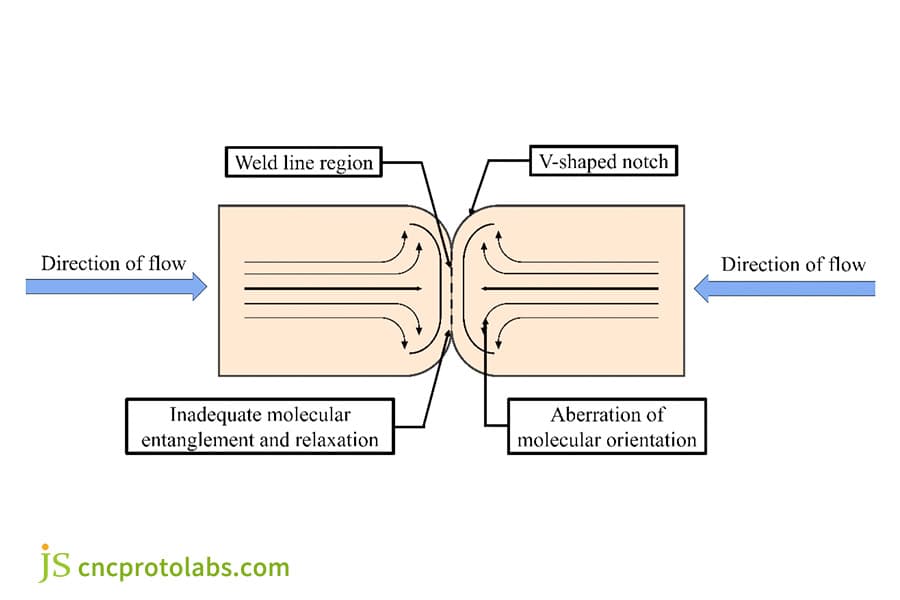
Рисунок 2: Техническая схема, иллюстрирующая образование сварного шва (V-образного надреза) в тонкостенных деталях, с указанием направления потока и молекулярных проблем, таких как недостаточное переплетение.
Почему стоит заказывать пресс-формы для литья под давлением в Китае для быстрого роботизированного прототипирования и массового производства?
В Китае индустрия пресс-форм в районе Шэньчжэнь/Дунгуань отличается высокой экономической эффективностью, производительностью и технологическим потенциалом. Сотрудничая с компанией JS Precision, расположенной в этом промышленном центре, вы получите пресс-формы для литья под давлением китайского производства .
Помимо проектирования пресс-форм, мы предлагаем комплексное обслуживание, которое поможет вам достичь основных целей: снижения затрат, повышения эффективности, сокращения производственных циклов и улучшения конкурентоспособности вашей продукции на рынке.
Круглосуточная обратная связь по проектированию, изготовлению и проектированию (DFM), сокращение циклов НИОКР.
Благодаря преимуществам нашего промышленного кластера, наша инженерная команда сможет ответить на ваш запрос по модели в течение 8 часов. Срок выполнения заказов на прототипные пресс-формы с 1-2 полостями составляет всего 15-20 дней, что на 30% быстрее, чем в среднем по отрасли , помогая вам ускорить НИОКР и воспользоваться рыночными возможностями.
Комплексная техническая поддержка «под ключ».
Компания JS Precision способна самостоятельно выполнить весь цикл производства пресс-форм, литья под давлением и обработки поверхности, поэтому не потребуется привлекать внешних подрядчиков, что позволит снизить затраты на координацию.
В то же время, компания может предложить такие услуги по обработке, как матирование и экранирование от электромагнитных помех, чтобы удовлетворить самые разнообразные требования.
Оптимизированная конструкция пресс-формы, снижающая затраты на разработку.
Просто перейдя на конструкцию сердечника пресс-формы с вставным креплением, можно сократить количество дорогостоящей стали для пресс-форм на 30%. Для изготовления небольших серий прототипов используются алюминиевые пресс-формы марки 7075-T6, что снижает стоимость пресс-форм на 40-60% по сравнению с ценой обычных стальных пресс-форм и значительно сокращает первоначальные инвестиции.
Тип пресс-формы | Применимо к количеству вашего заказа | Формовочная сталь | Диапазон стоимости пресс-форм (доллары США) | Коэффициент снижения затрат для вас |
Алюминиевая форма | 500-2000 штук | 7075-Т6 | 800-1500 | 40%-60% |
Обычная стальная форма | 2000-10000 штук | П20 | 2000-5000 | 0% |
Прецизионная стальная форма | ≥10 000 штук | С136 | 5000-12000 | - |
Вставка стальной формы | ≥5000 штук | S136+P20 | 3500-8000 | 20%-30% |
Для получения подробного расчета стоимости вашей пресс-формы для литья под давлением в Китае, пожалуйста, укажите количество заказа и требования к продукции. Мы предоставим бесплатный расчет стоимости, который поможет вам сэкономить бюджет и точно контролировать инвестиции в ваш проект.

Рисунок 3: Автоматизированная линия литья под давлением на заводе, с многочисленными красными роботизированными деталями на конвейерах, демонстрирующая возможности крупномасштабного производства.
Как устранить три основные причины поломок пластиковых шарнирных компонентов роботизированной руки?
Длительная эксплуатация пластиковых шарнирных компонентов роботизированной руки может привести к трем основным проблемам: износу отверстий для вала, поломке защелкивающихся соединений и попаданию пыли.
Эти проблемы не только нарушают работу роботов, но и приводят к увеличению затрат на техническое обслуживание. Компания JS Precision способна предложить специальные решения для полного устранения этих неполадок.
Износ отверстия вала → Самосмазывающийся материал, внедренный в пресс-форму
С помощью технологии литья под давлением в отверстие вала помещается самосмазывающаяся втулка из POM+PTFE, что приводит к значительному снижению коэффициента динамического трения до 0,10 и скорости износа до 90%.
Даже после 10^6 оборотов увеличение зазора остается ниже 0,02 мм, что способствует продлению срока службы компонента.
Защелкивающееся соединение. → Оптимизированное положение затвора и закругленные углы.
Расположение центрального затвора в корпусе с защелкивающимся креплением позволяет избежать образования сварных швов в зонах концентрации напряжений.
В то же время, изменение радиуса закругления в основании защелки до 0,5 мм снижает коэффициент концентрации напряжений до 1,5, что полностью исключает проблему поломки защелки и обеспечивает лучшую стабильность сборки.
Проникновение пыли → Лабиринтная уплотнительная канавка + вторичный силиконовый герметик для литья под давлением
В полости пресс-формы вырезана лабиринтная уплотнительная канавка шириной 0,3 мм, которая используется с силиконовым уплотнителем для вторичного литья под давлением (2K), что обеспечивает изделию степень защиты IP54 . Это, в свою очередь, эффективно предотвращает попадание пыли в стык и защищает от внутреннего структурного износа.
Какие уникальные преимущества предлагают силиконовые формованные детали для захватов коллаборативных роботов?
Захваты для коллаборативных роботов должны сочетать в себе гибкость, безопасность и совместимость, поэтому детали, изготовленные методом литья из силикона, становятся центральным элементом конструкции .
Компания JS Precision использует технологию двухкомпонентного литья под давлением для изготовления этих деталей, цельнолитых с твердым пластиком. Таким образом, мы достигаем гибкости, сохраняя при этом структурную стабильность и соответствуя международным стандартам безопасности.
Жидкий силиконовый каучук (LSR) позволяет создавать гибкие тактильные датчики.
Твердость LSR легко варьируется от 20 до 80 по Шору А. Добавление проводящей сажи позволяет изготавливать панель в качестве пьезорезистивного датчика. Для обеспечения надежного захвата хрупких объектов необходимо точно контролировать силу контакта в диапазоне 2-5 Н, что гарантирует стабильный и безвредный захват.
Двухцветное литье под давлением помогает предотвратить расслоение силиконового слоя.
Технология двухцветного литья под давлением 2K Molding не только обеспечивает прочное соединение между LSR и жесткими пластиками PC/ABS, но и дает прочность на отслаивание 8 Н/мм, что в четыре раза выше, чем у традиционных процессов склеивания.
Это кардинально меняет ситуацию, поскольку полностью исключает расслоение силиконового слоя, что приводит к увеличению срока службы захвата.
Медицинский силикон соответствует стандартам безопасности.
В качестве предпочтительного материала мы используем LSR, катализированный платиной, прошедший испытания на цитотоксичность в соответствии со стандартом ISO 10993-5 и сертифицированный по классу VI USP. Такой медицинский силикон абсолютно безопасен для использования в хирургических роботах, реабилитационных экзоскелетах и других компонентах, контактирующих с кожей.
Чтобы узнать, как силиконовые формованные детали могут быть адаптированы к захватам ваших коллаборативных роботов, загрузите наше руководство по применению силиконовых деталей, где вы найдете подробные параметры и решения по адаптации, точно соответствующие потребностям вашего продукта.
Как анализировать предложения по литью под давлением, чтобы обеспечить полную прозрачность проекта?
При покупке деталей из литого пластика довольно легко попасть в ловушку завышенных цен, если неправильно оценить предложения. Овладение искусством анализа цен на детали, изготовленные методом литья под давлением, — отличный способ держать расходы под контролем. Компания JS Precision готова поделиться с вами профессиональными методами анализа цен.
Навыки выявления занижения цен на сталь и завышенной оценки циклов в котировках.
При анализе предложений по литью под давлением крайне важно указывать тип стали для пресс-форм (например, S136H, NAK80), не принимая во внимание общие описания.
В то же время необходимо получить информацию о цикле литья под давлением, чтобы предотвратить повышение цен, вызванное ухудшением качества стали и увеличением времени цикла.
Семейная плесень: эффективный способ сократить расходы на мелкосерийное производство.
Если вам требуется 3-5 видов пластиковых шарнирных компонентов для роботизированной руки одной серии, вы можете объединить их в одну формовочную машину. Такой метод распределения затрат на формовку приводит к снижению себестоимости на 25-35% и подходит для мелкосерийного производства с годовым объемом заказов от 10 000 до 50 000 единиц.
Обычный путь к получению оперативных расценок
Для получения точных расценок на литье под давлением вам достаточно отправить всего четыре основных параметра: 3D-файл в формате Step, марку смолы, предполагаемый годовой объем производства и тип обработки поверхности. Компания JS Precision гарантирует, что вы получите предварительный расчет стоимости в течение 4 рабочих часов.
Пример использования технологии JS Precision: оптимизация компонентов шарнирных манипуляторов в коллаборативных роботах.
Данное исследование посвящено оказанию услуг по оптимизации компонентов шарнирного манипулятора североамериканскому производителю коллаборативных роботов. Наше решение не только устранило проблемы, связанные с большим весом, высокой стоимостью и недостаточной точностью, но и обеспечило значительное снижение затрат и повышение эффективности.
Проблемы, с которыми пришлось столкнуться
Первоначальный шарнирный рычаг из алюминиевого сплава, изготовленный заказчиком, весил 320 граммов, что ограничивало его грузоподъемность, а также требовался допуск в 0,015 мм.
Стоимость обработки алюминиевого сплава на станке с ЧПУ составляла 18,50 долларов за единицу, а годовой спрос клиента составлял 8000 единиц, что привело к очень высоким производственным затратам , негативно сказавшим на конкурентоспособности продукта в долгосрочной перспективе.
Решение
Мы разработали целенаправленный подход, выявив основные проблемы, с которыми сталкивался клиент.
1. Замена материалов:
Полиамид PA66 (Toray Torelina A515), армированный 30% углеродным волокном, с плотностью 1,32 г/см³ и модулем упругости при изгибе 14,5 ГПа полностью удовлетворяет требованиям заказчика к жесткости.
2. Создание пресс-формы:
Пресс -формы для литья под давлением изготовлены с двумя полостями. Сердечник пресс-формы изготовлен из стали S136 с термообработкой до твердости HRC52, поверхность разъема имеет точность 0,005 мм, что гарантирует точность изготовления компонентов.
3. Корректировка процесса:
Компенсация усадки (0,15% в направлении потока и 0,65% в вертикальном направлении) была проверена с помощью анализа Moldflow, а предварительная деформационная обработка полости была проведена для предотвращения деформации компонента.
Одновременно с этим было изменено расположение литникового канала для обеспечения равномерной ориентации углеродных волокон и повышения стабильности размеров деталей.
Окончательные результаты
- Новая конструкция имеет массу 185 граммов, что на 42% меньше, чем раньше, и, следовательно, значительно повышает грузоподъемность робота и скорость его динамического отклика.
- Цена за единицу товара была снижена до 12 долларов, что на 35% меньше, в результате чего клиент экономит 52 000 долларов в год.
- Подтверждено, что размеры находятся в пределах допуска 0,015 мм, а цилиндричность вращающегося вала составляет 0,007 мм, что значительно превосходит ожидания заказчиков.
- Срок изготовления пресс-формы составил всего 28 дней, и первый же образец был готов к пробному литью с первой же попытки, что значительно сократило цикл исследований и разработок заказчика.
- Заказчик остался очень доволен результатами и уже разместил заказ на 50 000 единиц для серийного производства, что прекрасно иллюстрирует ценность нашего решения.
Уроки, извлеченные из опыта, и неудачи.
Во-первых, неправильная конструкция литникового канала привела к аномальному расположению углеродных волокон с отклонением цилиндричности на 0,025 мм.
После этого мы немедленно изменили положение затвора и внедрили систему управления клапаном последовательности для укладки волокон вдоль оси таким образом, чтобы цилиндричность снизилась до 0,007 мм, что позволило выполнить требуемую точность.
- Главный вывод:
Ориентация волокон в месте соединения с литниковым каналом в стекловолоконных армированных материалах напрямую влияет на стабильность размеров. На этапе проектирования литьевых форм необходимо использовать анализ Moldflow для оптимизации конструкции, избежания затрат на метод проб и ошибок и повышения эффективности проекта.
Отзывы клиентов:
«Благодаря своему отчету по DFM (проектированию с учетом технологичности производства), компания JS Precision точно выявила ошибки проектирования. Полученные нами детали не имели дефектов , и нам не пришлось вносить никаких изменений в цехе».
Кроме того, компании JS Precision удалось невероятно снизить вес наших изделий, что, в свою очередь, уменьшило себестоимость производства и сделало нашу продукцию очень конкурентоспособной на рынке». — Менеджер по закупкам компании Robotics.
«Наш новый подход не только значительно снизил вес изделия, но и обеспечил нам удивительно высокое качество пресс-формы, которое не изменилось даже после нескольких миллионов образцов. Это качество чудесным образом помогло нам сократить затраты на техническое обслуживание и использование производственных материалов». — Главный инженер проекта
Если вы также сталкиваетесь с проблемами, связанными с большим весом, высокой стоимостью и недостаточной точностью деталей шарнирных манипуляторов роботов, вы можете предоставить 3D-чертежи вашей детали и требования, и мы бесплатно разработаем для вас аналогичное оптимизационное решение, точно соответствующее целям вашего проекта, чтобы помочь вам снизить затраты и повысить эффективность.

Рисунок 4: Концевой манипулятор коллаборативного робота с синими текстурированными силиконовыми пальцами надежно захватывает объект неправильной формы, демонстрируя гибкость и надежное управление.
Часто задаваемые вопросы
В1: Могут ли компоненты роботов, изготовленные методом литья под давлением, обладать такой же жесткостью, как алюминиевые сплавы?
Конечно. Если вы выберете PA66, армированный 30-40% углеродным волокном, вы сможете получить модуль изгиба 14-20 ГПа, при этом снизив вес компонентов более чем на 40% , что полностью удовлетворит требованиям к жесткости компонентов вашего робота.
В2: Сколько времени потребуется для изготовления точной пресс-формы для литья под давлением?
Изготовление прототипных пресс-форм (1-2 гнезда) займет 15-20 дней, а пресс-форм для серийного производства (4-8 гнезд) — 25-35 дней. Мы постараемся использовать различные способы для обеспечения эффективности и соблюдения ваших сроков, учитывая вашу срочность.
В3: Какое минимальное количество единиц товара мне нужно будет заказать (MOQ)?
Минимальный объем заказа не требуется. Мы также можем изготовить 50-200 опытных образцов для тестирования. Для получения более выгодной цены (за единицу продукции) рекомендуется заказывать партии от 2000 штук и более.
Вопрос 4: Какова будет ориентировочная стоимость изготовления плесени?
Стоимость прототипных алюминиевых форм составляет примерно от 800 до 1500 долларов, в то время как сложные стальные формы для массового производства (4 гнезда) стоят от 5000 до 12000 долларов. В зависимости от ваших чертежей и требований может быть определена конкретная стоимость, что поможет вам точно спланировать бюджет.
В5: Можно ли поместить металлические резьбы или втулки внутрь формы?
Действительно, наша технология литья под давлением достигла высокого уровня развития, а точность позиционирования составляет 0,03 мм. Мы можем встраивать медные гайки и втулки из нержавеющей стали для ваших сборочных целей.
В6: Как избежать обнажения стекловолокна, что приводит к образованию шероховатых поверхностей?
Наш метод включает в себя технологию быстрого охлаждения и нагрева с контролем температуры, позволяющую полностью обернуть стекловолокно смолой, так что ни одно волокно не будет обнажено. Кроме того, обеспечивается гладкая поверхность, и улучшается внешний вид вашего изделия.
В7: Какова минимальная толщина деталей из LSR-силикона?
Жидкий силикон позволяет надежно формировать пленку толщиной 0,5 мм, которая подойдет для гибких датчиков в роботе, уплотнительных элементов и других компонентов, обеспечивая тем самым необходимую гибкость для коллаборативных роботов.
В8: Как узнать, какую импортную пошлину мне придется заплатить, если я ввезу пресс-форму из Китая?
Код ТН ВЭД для пресс-формы — 8480.41. Импортная пошлина в большинстве стран составляет от 0% до 4,9%. Мы можем предоставить вам информацию, которая позволит рассчитать точную сумму пошлины и точно спланировать ваши затраты.
Краткое содержание
Основные стратегии производителей роботов для преодоления ограничений по весу, точности и стоимости заключаются в использовании высококачественной оснастки для литья под давлением и научных решений в этой области.
JS Precision — одна из компаний, специализирующихся на прецизионном литье под давлением для роботов , которая способна добиться снижения веса изделий на 40% и уменьшения первоначальной стоимости на 20-40% при сохранении допуска 0,02 мм и долгосрочной стабильности.
Теперь вы можете поделиться своими 3D-чертежами компонентов шарниров робота через наши официальные каналы и получить бесплатный анализ DFM и точную смету в течение 48 часов, что поможет вам быстро перейти от прототипа к серийному производству и выиграть время для освоения рыночных возможностей.

Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания JS Precision Services не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть JS Precision. Ответственность за запрос ценового предложения на детали лежит на покупателе. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
JS Precision Team
JS Precision — ведущая компания в отрасли , специализирующаяся на индивидуальных производственных решениях. Мы обладаем более чем 20-летним опытом работы и обслуживаем более 5000 клиентов. Наша специализация — высокоточная обработка на станках с ЧПУ , производство изделий из листового металла , 3D-печать , литье под давлением , штамповка металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирая JS Precision , вы выбираете эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.cncprotolabs.com
Ресурс

