
Les composants en plastique moulés par injection constituent le support essentiel pour obtenir des composants robotiques de haute précision et légers.
Si vous êtes ingénieur concepteur dans le domaine de la robotique, vous devez être conscient du dilemme majeur : les pièces métalliques de qualité supérieure seront plus lourdes, plus chères et plus longues à développer, tandis que les pièces en plastique ordinaires ne seront pas aussi précises et durables pour répondre aux exigences.
Avec la solution de moulage par injection de précision à pile complète de JS Precision, vous pourrez réduire le poids des composants de plus de 40 % tout en conservant une tolérance de 0,02 mm et une durée de vie de 10^7 cycles.
Dans le même temps, les coûts de développement initiaux seront réduits de 20 à 40 %, ce qui permettra de surmonter plus facilement ces difficultés.
Résumé des réponses principales
Solution de base | Solution | Données clés | Vos avantages |
Solution de réduction de poids | Le PA66 renforcé de fibres de carbone remplace l'alliage d'aluminium | Réduction de poids de 40 % à 55 %. | Améliorez la vitesse de réponse dynamique de votre robot, réduisez la pression de charge et améliorez la flexibilité de l'équipement . |
Assurance de précision | Surface de séparation du moule de précision + compensation du retrait | Atteindre de manière stable une tolérance de ±0,02 mm . | Réduisez les procédures d'assemblage et d'ajustement de vos produits, améliorez la précision globale des machines et diminuez les coûts de main-d'œuvre. |
Contrôle des défauts | Technologie de température de moule variable + pré-déformation du flux de moule | Lignes de soudure éliminées, résistance accrue de 30 %. | Prolongez la durée de vie des composants de votre robot et réduisez la fréquence et les coûts de maintenance. |
Optimisation des coûts | Optimisation de la structure du moule + Combinaison de moules | Coût initial de développement réduit de 20 à 40 %. | Réduisez le budget de votre projet, améliorez le retour sur investissement et améliorer la compétitivité du produit sur le marché. |
Points clés à retenir
- Le passage aux plastiques techniques renforcés de fibres de carbone permet de réduire le poids des composants du robot de plus de 40 %, tout en conservant leur rigidité. Il en résultera une production de machines beaucoup plus flexibles et faciles à équiper, ainsi qu'une amélioration significative de la compétitivité des produits phares.
- Pour atteindre une précision de moulage par injection de 0,02 mm, il convient d'associer la simulation d'écoulement du plastique et la compensation préalable du retrait à des moules d'injection de précision. Ces moules permettent de réduire considérablement les erreurs d'assemblage et les pertes de production.
- Commander des moules auprès de Dongguan/Shenzhen en Chine vous permettra de raccourcir le cycle de retour d'information DFM à 24 heures, de réduire les coûts globaux de 20 à 40 %, d'accélérer la R&D et de saisir les opportunités du marché.
Composants en plastique moulés par injection : solutions de précision robotique de JS Precision
JS Precision est votre partenaire qui, grâce à ses compétences professionnelles, ses données uniques et ses études de cas concrets, peut réellement vous aider à résoudre vos problèmes de production de pièces robotiques et, simultanément, à accroître la compétitivité de vos produits.
L'outillage de moulage par injection constitue l'étape de base permettant d'obtenir des composants en plastique moulés par injection de haute qualité.
JS Precision possède une solide expertise dans ce domaine, offrant des services de moulage par injection de haute précision à plus de 50 fabricants de robots dans le monde entier, et notre travail a englobé des robots collaboratifs, des robots industriels et des scénarios de robots médicaux que vous êtes susceptibles de reconnaître.
Les produits de JS Precision sont conçus pour répondre intégralement aux normes ISO 13485:2016 relatives aux systèmes de gestion de la qualité des dispositifs médicaux, garantissant ainsi la conformité et la fiabilité totales de vos produits.
Pour illustrer cela, une entreprise européenne de robotique collaborative partageait les mêmes préoccupations que vous :
Le poids et le coût élevés des composants d'assemblage représentaient un frein. Ils ont opté pour notre méthode PA66 renforcée de fibres de carbone plutôt que pour l'alliage d'aluminium, associée à un outillage de moulage par injection de précision. Grâce à cela, chaque assemblage est 45 % plus léger et le coût unitaire est 35 % moins élevé.
Les composants fournis étaient certifiés conformes à la norme de qualité ISO 9001:2015. En collaborant avec nous, vous bénéficierez notamment de ces avantages.
L'équipe d'ingénieurs de JS Precision possède une vaste expérience d'au moins 8 ans dans le moulage par injection robotisé. Ils sont capables de concevoir des solutions sur mesure répondant à vos besoins spécifiques et de vous proposer une offre complète , de la matière première à la production en série, en passant par la conception du moule.
De cette manière, vous pouvez minimiser les risques de production et diminuer le coût total, tout en évitant les complications liées à la coordination de plusieurs fournisseurs.
Si vous souhaitez comprendre comment appliquer efficacement des composants en plastique moulés par injection à vos produits robotiques, contactez nos ingénieurs pour obtenir un rapport d'évaluation de projet gratuit afin de déterminer rapidement la solution appropriée.
Pourquoi les composants en plastique moulés par injection constituent-ils l'épine dorsale de la robotique moderne ?
Les composants en plastique moulés par injection jouent un rôle crucial dans les robots modernes, non seulement pour réduire le poids et le coût, mais aussi sans compromettre les performances des robots.
L'outillage de moulage par injection est le principal facteur influençant directement la qualité des composants. Les moules haut de gamme garantissent précision et robustesse. Grâce à une intégration fonctionnelle, ils permettent de réduire jusqu'à 50 % les opérations de post-assemblage, augmentant ainsi considérablement la productivité.
PA66 renforcé de fibres de carbone au lieu d'alliage d'aluminium
Le remplacement d'une pièce métallique par une pièce en plastique à base de PA66 renforcé à 30 % de fibres de carbone, présentant un module de flexion de 15 GPa et une densité de seulement 1,3 g/cm³ contre 2,7 g/cm³ pour l'alliage d'aluminium ADC12, permet de réduire considérablement le poids par articulation, d'améliorer la vitesse de réponse dynamique du robot, de rigidifier le matériau de 20 % par rapport aux plastiques ordinaires et de réaliser des économies sur les coûts de production et de transport.
La conception d'intégration fonctionnelle simplifie le travail d'assemblage des robots
En intégrant dans un seul moule les emplacements de montage des capteurs, les canaux de câbles et les clips de positionnement, la fabrication élimine complètement le besoin de perçage et de soudage , ce qui permet de réduire le temps d'assemblage global de 30 %, de diminuer les coûts de main-d'œuvre et d'accélérer la livraison des robots finis.
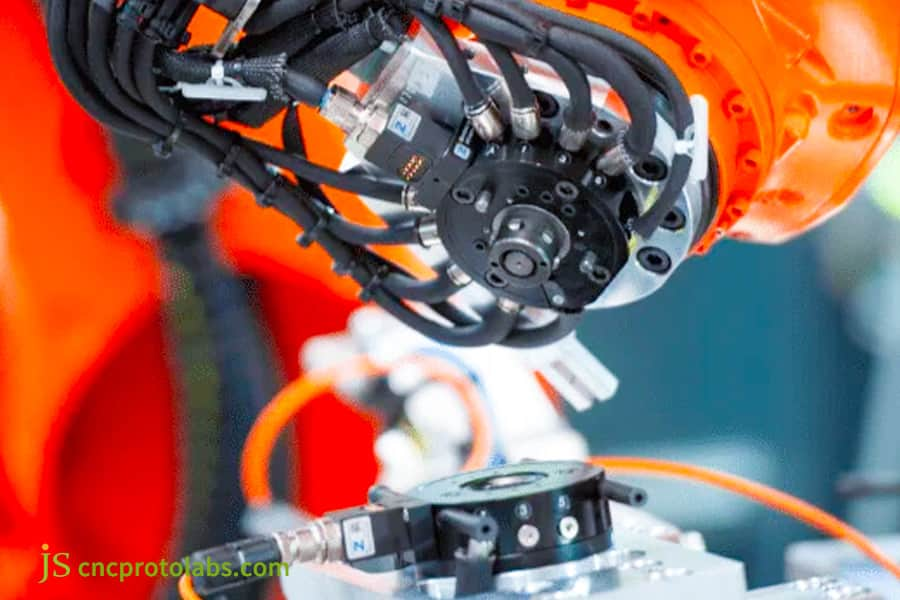
Figure 1 : Un bras robotique industriel orange avec des câbles noirs et une base argentée, fonctionnant dans un environnement industriel, soulignant le rôle des composants en plastique modernes dans la robotique.
Comment garantir une haute précision des composants de joints en plastique des bras robotisés ?
Les composants en plastique des articulations du bras robotisé sont au cœur de son système de contrôle des mouvements ; leur précision peut influencer considérablement ses performances et sa réputation sur le marché.
JS Precision utilise une conception précise de la surface de séparation et des techniques de compensation du retrait du matériau, ainsi que des moules d'injection de précision d'excellente qualité, pour vous aider à contrôler en permanence la cylindricité des pièces jusqu'à 0,008 mm, ce qui est conforme aux normes de très haute précision.
Verrouillage de précision des surfaces de séparation des moules, avec une tolérance de 0,02 mm
Grâce à l'intégration de blocs de verrouillage à conicité nulle et de plaques résistantes à l'usure, le contrôle du décalage de fermeture du moule peut être inférieur à 0,005 mm. Avec un bâti de moule haute rigidité conforme à la norme HASCO, on s'assure ainsi que même après un très grand nombre (millions) de cycles de fermeture, la précision reste inchangée, ce qui réduit le nombre de produits défectueux et les coûts de production.
Solution de compensation de retrait non linéaire POM/PEEK
Nous nous appuyons sur une base de données de matériaux exhaustive pour clarifier les caractéristiques de retrait de matériaux tels que le POM et le PEEK.
Grâce à la simulation du processus de moulage par le logiciel Moldflow, nous générons des surfaces de compensation de pré-déformation 3D afin de contrer avec précision la déformation due au retrait et d'assurer la constance et la stabilité du produit.
Le raisonnement est similaire à celui qui consiste à prévoir que les vêtements vont rétrécir après le lavage, de sorte que lors de la coupe, la taille est intentionnellement plus grande, de la même manière qu'après lavage, la taille sera parfaite.
Cela permet d'éviter complètement les problèmes de « déformation par retrait » et d'imprécisions dimensionnelles des pièces en plastique moulées.
Deuxième usinage de précision de la cylindricité du siège de palier rotatif
Après moulage par injection, le logement de palier subit un usinage préliminaire de surépaisseur de 0,1 à 0,15 mm. Il est ensuite usiné sur un tour CNC de haute précision afin d'obtenir une cylindricité de 0,008 mm.
Enfin, un procédé de profilage par rouleaux recouvre les micropores de surface, ce qui améliore la résistance à l'usure et la durée de vie du produit, tout en réduisant les coûts de maintenance.
Lors de la conception des moules d'injection, comment éviter les déformations et les lignes de soudure sur les coques d'articulations robotiques à parois minces ?
Les coques de joints robotiques à parois minces, d'une épaisseur inférieure à 1,2 mm, se déforment plus facilement et présentent des lignes de soudure lors du moulage par injection, ce qui entraîne des modifications de l'apparence et une diminution de la résistance du produit.
Avec JS Precision, vous avez la certitude d' éviter ces problèmes et d'obtenir des taux de rebut minimaux en mettant en œuvre les technologies appropriées dès la conception du moule d'injection.
Problèmes que vous pourriez rencontrer | Solutions adaptatives | Vos problèmes avant l'optimisation | Vos avantages après optimisation | Valeur fondamentale |
Lignes de soudure | Technologie de température de moule variable | La profondeur de la ligne de soudure est de 0,05 mm, le taux de rétention de la résistance est de 70 %, ce qui influe sur la durabilité du produit. | La profondeur de la ligne de soudure est inférieure à 0,01 mm, le taux de rétention de la résistance est supérieur à 95 % et la qualité est conforme aux normes. | Améliorez la résistance et la durée de vie des composants de votre produit et réduisez la maintenance après-vente. |
Warpage | Compensation de pré-déformation du flux de moule | La planéité est de 0,25 mm, ce qui affecte la précision de l'assemblage et nécessite un traitement secondaire. | La planéité est inférieure à 0,08 mm, aucun traitement secondaire n'est requis. | Garantissez la précision d'assemblage de vos produits, réduisez les procédures et diminuez les coûts. |
Orientation irrégulière des fibres | Commande séquentielle des vannes | Un retrait transversal irrégulier entraîne des dimensions de produit instables. | Les fibres sont disposées selon la direction principale de la contrainte et leurs dimensions sont stables. | Améliorez la stabilité dimensionnelle des composants de vos produits et réduisez le nombre de produits défectueux. |
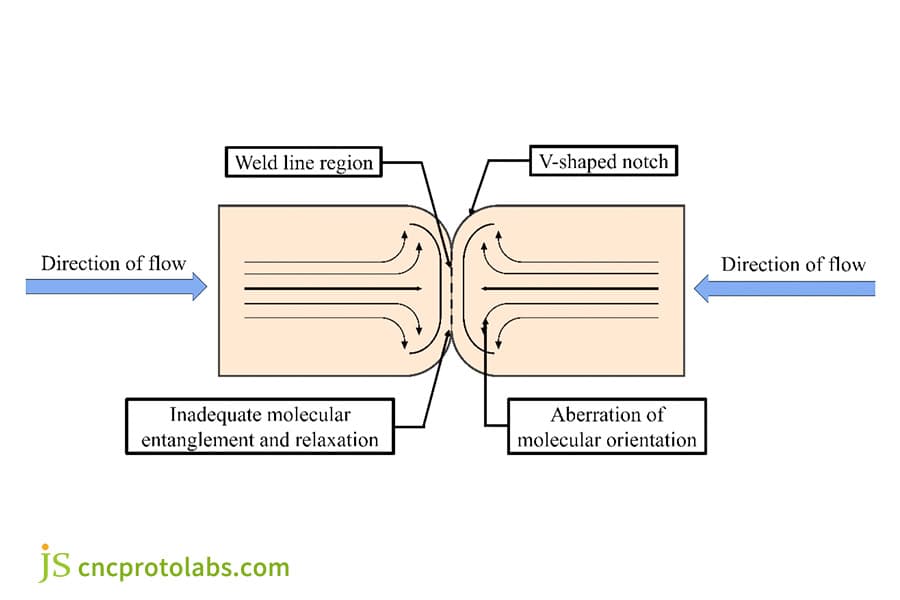
Figure 2 : Un schéma technique illustrant la formation d'une ligne de soudure (entaille en forme de V) dans des pièces à parois minces, montrant la direction du flux et les problèmes moléculaires comme l'enchevêtrement inadéquat.
Pourquoi s'approvisionner en moules d'injection en Chine pour un prototypage robotisé rapide et une production de masse ?
En Chine, l'industrie du moule dans la région de Shenzhen/Dongguan excelle en termes de rentabilité, d'efficacité et de capacités technologiques. En collaborant avec JS Precision, entreprise implantée au cœur de ce pôle industriel, vous obtiendrez votre moule d'injection fabriqué en Chine .
Outre la conception du moule, nous sommes en mesure de vous proposer un service complet qui vous aidera à atteindre vos principaux objectifs : réduction des coûts, augmentation de l'efficacité, cycles de production plus courts et meilleure compétitivité de votre produit sur le marché.
Retour d'information rapide 24h/24 et 7j/7 pour la fabrication (DFM), réduisant les cycles de R&D
Grâce à notre pôle industriel, notre équipe d'ingénieurs pourra répondre à votre demande d'analyse de modèle sous 8 heures. Le délai de livraison pour les moules prototypes à 1 ou 2 cavités est de seulement 15 à 20 jours, soit 30 % plus rapide que la moyenne du secteur , vous permettant ainsi d'accélérer votre R&D et de saisir les opportunités du marché.
Assistance technique complète et centralisée
JS Precision est en mesure de réaliser en interne l'ensemble de la chaîne de fabrication des moules, du moulage par injection et de la finition de surface ; par conséquent , aucune coordination externe ne sera nécessaire, ce qui permettra de réduire les coûts de coordination.
Parallèlement, elle peut proposer des services de traitement tels que la pulvérisation mate et le blindage électromagnétique EMI afin de répondre à la diversité des exigences.
Structure du moule optimisée, réduction des coûts de développement
Le simple fait d'opter pour un moule à noyau inséré permet de réduire de 30 % la quantité d'acier, matériau coûteux pour le moule. Pour les prototypes en petites séries, l'utilisation de moules en aluminium 7075-T6 permet de diminuer les coûts de 40 à 60 % par rapport aux moules en acier classiques et de réduire considérablement l'investissement initial.
Type de moule | Applicable à la quantité commandée | Acier à mouler | Fourchette de prix des moules (USD) | Rapport de réduction des coûts pour vous |
Moule en aluminium | 500 à 2 000 pièces | 7075-T6 | 800-1 500 | 40 % à 60 % |
Moule en acier ordinaire | 2 000 à 10 000 pièces | P20 | 2 000 à 5 000 | 0% |
Moule en acier de précision | ≥10 000 pièces | S136 | 5 000 à 12 000 | - |
Moule en acier à insérer | ≥5 000 pièces | S136+P20 | 3 500 à 8 000 | 20 % à 30 % |
Pour obtenir un devis détaillé pour votre moule d'injection fabriqué en Chine, veuillez indiquer la quantité commandée et les spécifications du produit. Nous vous fournirons un devis gratuit afin de vous aider à optimiser votre budget et à maîtriser votre investissement.

Figure 3 : Une ligne de production de moulage par injection automatisée dans une usine, avec de nombreuses pièces robotisées rouges sur des convoyeurs, illustrant les capacités de fabrication à grand volume.
Comment remédier aux trois principales causes de défaillance des composants de joints en plastique des bras robotisés ?
L'utilisation prolongée des composants en plastique des articulations des bras robotisés peut entraîner trois problèmes de défaillance majeurs : l'usure des trous de l'arbre, la rupture des enclenchements et la pénétration de poussière.
Ces problèmes perturbent non seulement le fonctionnement des robots, mais entraînent également une augmentation des coûts de maintenance. JS Precision propose des solutions spécifiques pour éliminer complètement ces difficultés.
Usure des trous d'arbre → Matériau autolubrifiant intégré au moule
En utilisant la technique de surmoulage , une bague autolubrifiante en POM+PTFE est placée à l'intérieur du trou de l'arbre, ce qui entraîne une réduction significative du coefficient de frottement dynamique jusqu'à 0,10 et du taux d'usure jusqu'à 90 %.
Même après 10^6 rotations, l'augmentation du jeu reste inférieure à 0,02 mm, contribuant ainsi à prolonger la durée de vie du composant.
Système d'enclenchement résistant à la casse → Position optimisée du portail et conception à coins arrondis
Le positionnement central de la porte du corps à emboîtement est conçu pour éviter la formation de lignes de soudure dans les zones de concentration de contraintes.
Dans le même temps, la modification du rayon de courbure de l'enclenchement à 0,5 mm abaisse le facteur de concentration de contraintes à 1,5, ce qui élimine complètement le problème de rupture de l'enclenchement et conduit également à une meilleure stabilité d'assemblage.
Infiltration de poussière → Rainure d'étanchéité en forme de labyrinthe + silicone moulé par injection secondaire
Une rainure d'étanchéité en forme de labyrinthe de 0,3 mm de large est usinée dans la cavité du moule. Associée à un joint en silicone par injection secondaire bi-composante, elle confère au produit un indice de protection IP54 . Ce joint empêche efficacement la poussière de pénétrer et prévient l'usure de sa structure interne.
Quels avantages uniques offrent les pièces moulées en silicone pour les pinces de robots collaboratifs ?
Les pinces des robots collaboratifs doivent concilier flexibilité, sécurité et compatibilité ; c'est pourquoi les pièces moulées en silicone deviennent un élément central de leur conception .
JS Precision utilise une technique de moulage 2K pour fabriquer ces pièces d'une seule pièce en plastique dur. Ce procédé permet d'obtenir une grande flexibilité tout en garantissant une stabilité structurelle et en respectant les normes de sécurité internationales.
Le caoutchouc de silicone liquide (LSR) permet une détection tactile flexible.
La dureté du LSR peut être facilement ajustée de 20 à 80 Shore A. L'ajout de noir de carbone conducteur permet de fabriquer un panneau fonctionnant comme capteur piézorésistif. Pour une bonne préhension des objets fragiles, la force de contact doit être contrôlée avec précision entre 2 et 5 N, garantissant ainsi une prise stable et sans dommage.
Le moulage par injection bicolore permet d'éviter le délaminage de la couche de silicone.
Le procédé de moulage par injection bicolore 2K Molding crée non seulement une bonne liaison entre le LSR et les plastiques rigides PC/ABS, mais offre également une résistance au pelage de 8 N/mm, soit quatre fois supérieure à celle des procédés de collage traditionnels.
C'est une véritable révolution car cela élimine totalement le risque de délamination de la couche de silicone, ce qui prolonge la durée de vie de la pince.
Le silicone de qualité médicale répond aux normes de sécurité.
Notre matériau de prédilection est le LSR catalysé au platine, testé selon la norme ISO 10993-5 relative à la cytotoxicité et certifié conforme à la norme USP classe VI. Ce silicone de qualité médicale est parfaitement sûr pour une utilisation dans les robots chirurgicaux, les exosquelettes de rééducation et autres composants en contact avec la peau.
Pour découvrir comment les pièces moulées en silicone peuvent être adaptées aux pinces de votre robot collaboratif, téléchargez notre manuel d'application des pièces en silicone pour obtenir des paramètres détaillés et des solutions d'adaptation permettant de répondre précisément aux besoins de votre produit.
Comment analyser les devis de moulage par injection pour garantir une transparence totale du projet ?
Il est facile de se retrouver piégé par les coûts lors de l'achat de composants en plastique moulés par injection si l'on analyse mal les devis. Maîtriser l'art d'analyser les devis de moulage par injection est essentiel pour maîtriser ses dépenses. JS Precision est à votre disposition pour vous présenter les méthodes professionnelles d'analyse de devis.
Les compétences nécessaires pour repérer la dévalorisation de l'acier et les cycles surestimés dans les cotations
Lors de l'analyse des devis de moulage par injection, il est absolument nécessaire de définir le type d'acier du moule (comme S136H, NAK80), sans accepter de descriptions générales.
Dans le même temps, il est nécessaire d'obtenir des informations sur le cycle de moulage par injection afin d'éviter les hausses de prix dues à la dégradation de la qualité de l'acier et à l'allongement du temps de cycle.
Moule familial : un moyen efficace de réduire les coûts de production en petites séries
Si vous avez besoin de 3 à 5 types de composants d'articulation en plastique pour bras robotisé appartenant à la même série, vous pouvez les regrouper dans un seul moule familial pour la fabrication. Cette méthode de répartition des coûts de moule permet de réduire le prix unitaire de 25 % à 35 % et convient aux petites séries, avec une demande annuelle de 10 000 à 50 000 unités.
Le chemin habituel pour obtenir des devis rapides
Pour obtenir un devis précis pour le moulage par injection, il vous suffit de nous communiquer quatre informations essentielles : le fichier STEP 3D, la qualité de la résine, le volume annuel estimé et le niveau de traitement de surface. JS Precision vous garantit une première estimation sous 4 jours ouvrés.
Étude de cas JS Precision : Optimisation des composants des bras articulés dans les robots collaboratifs
Cette étude de cas porte sur l'optimisation des composants d'un bras articulé pour un fabricant nord-américain de robots collaboratifs. Notre solution a permis de résoudre leurs problèmes de poids élevé, de coût important et de manque de précision, tout en générant des économies considérables et une nette amélioration de l'efficacité.
Problèmes rencontrés
Le bras articulé initial en alliage d'aluminium du client pesait 320 grammes, ce qui limitait sa capacité de charge, et la tolérance requise était de 0,015 mm.
Le coût d'usinage CNC de l'alliage d'aluminium était de 18,50 $ par unité et le client avait une demande annuelle de 8 000 unités, ce qui a entraîné des coûts de production très élevés qui ont nui à la compétitivité du produit sur une longue période.
Solution
Nous avons mis au point une approche ciblée permettant d'identifier les principaux problèmes auxquels le client était confronté.
1. Substitution de matériaux :
Le PA66 renforcé à 30 % de fibres de carbone (Toray Torelina A515) avec une densité de 1,32 g/cm et un module de flexion de 14,5 GPa satisfait pleinement aux exigences de rigidité du client.
2. Création du moule :
Les moules d'injection de précision comportent deux cavités. Le noyau est en acier S136 traité thermiquement à HRC52 ; la surface de joint présente une précision de 0,005 mm, garantissant ainsi la précision des composants.
3. Ajustements du processus :
La compensation du retrait (0,15 % dans le sens de l'écoulement et 0,65 % dans le sens vertical) a été vérifiée par analyse Moldflow et un traitement de pré-déformation de la cavité a été effectué afin d'éviter la déformation du composant.
Dans le même temps, l'emplacement de la porte a été modifié afin d' assurer une orientation uniforme des fibres de carbone et d'améliorer la stabilité dimensionnelle des pièces.
Résultats finaux
- La pièce nouvellement conçue a une masse de 185 grammes, soit 42 % plus légère, ce qui améliore considérablement la capacité de charge du robot et sa vitesse de réponse dynamique.
- Le prix unitaire a été abaissé à 12,0 $, soit 35 % de moins, ce qui représente une économie annuelle de 52 000 $ pour le client.
- Les dimensions sont confirmées comme étant dans une tolérance de 0,015 mm, et la cylindricité de l'arbre de rotation est de 0,007 mm, un niveau de performance bien supérieur aux attentes des clients.
- Le délai de fabrication du moule n'était que de 28 jours et le tout premier échantillon était prêt pour le test de moulage d'essai dès la première injection, ce qui a permis de raccourcir considérablement le cycle de R&D du client.
- Le client a été très satisfait des résultats et a déjà passé commande de 50 000 unités pour une production en série, ce qui illustre parfaitement la valeur de notre solution.
Leçons apprises et échecs
Tout d'abord, une conception de grille incorrecte a provoqué un agencement anormal des fibres de carbone avec un écart de cylindricité de 0,025 mm.
Après cela, nous avons immédiatement repositionné la porte et intégré une commande de vanne séquentielle pour disposer les fibres le long de l'axe de manière à ce que la cylindricité soit abaissée à 0,007 mm, répondant ainsi aux exigences de précision.
- Principale observation :
L'orientation des fibres au niveau de l'entrée d'injection des matériaux renforcés de fibres de verre influe directement sur la stabilité dimensionnelle. Lors de la conception des moules d'injection , l'analyse Moldflow est indispensable pour optimiser la conception, éviter les coûts liés aux essais et erreurs et améliorer l'efficacité du projet.
Commentaires des clients :
« Grâce à leur rapport DFM, JS Precision a identifié avec précision les erreurs de conception. Les pièces que nous avons reçues étaient exemptes de défauts et nous n'avons eu aucune modification à effectuer en atelier. »
De plus, JS Precision a réussi à réduire notre poids à un niveau incroyable, ce qui a permis de diminuer nos coûts de production et de rendre notre produit très compétitif sur le marché. » — Responsable des achats de la société de robotique
« Notre nouvelle approche a non seulement permis de réduire considérablement le poids du produit, mais elle nous a également conféré une qualité exceptionnelle au moule qui, même après plusieurs millions d'échantillons, est resté parfaitement stable. Cette qualité nous a permis de réduire considérablement nos coûts de maintenance et notre consommation de matières premières. » — Ingénieur en chef du projet
Si vous rencontrez également des difficultés liées au poids élevé, au coût élevé et à la précision insuffisante des pièces de bras articulés de robots, vous pouvez nous fournir les dessins 3D et les exigences de votre pièce, et nous reproduirons gratuitement pour vous une solution d'optimisation similaire, correspondant précisément aux objectifs de votre projet afin de vous aider à réduire les coûts et à accroître l'efficacité.

Figure 4 : L'effecteur terminal d'un robot collaboratif avec des doigts en silicone texturé bleus saisissant fermement un objet de forme irrégulière, démontrant la flexibilité et la manipulation sûre.
FAQ
Q1 : Les composants de robots moulés par injection peuvent-ils avoir la même rigidité que l'alliage d'aluminium ?
Bien sûr. Si vous choisissez un PA66 renforcé de 30 à 40 % de fibres de carbone, vous pouvez obtenir un module de flexion de 14 à 20 GPa, tout en réduisant le poids des composants de plus de 40 % , répondant ainsi pleinement aux exigences de rigidité des composants de votre robot.
Q2 : Combien de temps faudrait-il pour fabriquer un moule d'injection précis ?
La fabrication des moules prototypes (1 à 2 cavités) prendrait entre 15 et 20 jours, tandis que celle des moules pour la production en série (4 à 8 cavités) prendrait entre 25 et 35 jours. Nous mettrons tout en œuvre pour optimiser le processus et respecter vos délais, compte tenu de l'urgence.
Q3 : Combien d'unités dois-je commander au minimum (MOQ) ?
Il n'y a pas de commande minimale. Nous pouvons également réaliser de 50 à 200 prototypes pour vos tests. Pour bénéficier de tarifs plus avantageux (prix unitaire), nous vous recommandons de commander à partir de 2 000 pièces.
Q4 : Quel serait le coût estimé du moule ?
Le coût des moules prototypes en aluminium se situe généralement entre 800 et 1 500 $, tandis que celui des moules complexes en acier pour la production en série (4 empreintes) varie de 5 000 à 12 000 $. En fonction de vos plans et de vos exigences, des coûts précis pourront être établis, ce qui vous permettra de gérer votre budget avec exactitude.
Q5 : Peut-on insérer des filetages ou des bagues métalliques à l'intérieur du moule ?
En effet, notre technologie de surmoulage a atteint un haut niveau de développement, avec une précision de positionnement de 0,03 mm. Nous sommes en mesure d'intégrer des écrous en cuivre et des bagues en acier inoxydable pour vos assemblages.
Q6 : Comment éviter que la fibre de verre ne soit exposée, ce qui entraîne des surfaces rugueuses ?
Notre méthode repose sur une technologie de contrôle rapide de la température, par refroidissement et chauffage, permettant d'enrober totalement la fibre de verre de résine et d'éviter ainsi toute exposition des fibres. De plus, une surface lisse est garantie, ce qui améliore l'aspect de votre produit.
Q7 : Quelle est l'épaisseur minimale des pièces en silicone LSR ?
Le silicone liquide peut former de manière fiable un film de 0,5 mm d'épaisseur, ce qui conviendrait à vos capteurs flexibles dans le robot, aux lèvres d'étanchéité et à d'autres composants, offrant ainsi la flexibilité nécessaire aux robots collaboratifs.
Q8 : Comment savoir quels droits d'importation je dois payer si j'importe un moule de Chine ?
Le code SH d'un moule est 8480.41. Les droits d'importation varient généralement de 0 % à 4,9 %. Nous pouvons vous fournir les informations nécessaires pour calculer le montant exact des droits et ainsi optimiser votre planification des coûts.
Résumé
Les principales stratégies des fabricants de robots pour dépasser les limites de poids, de précision et de coût reposent sur des outillages de moulage par injection de haute qualité et des solutions de moulage par injection scientifiques.
JS Precision est l'une des entreprises spécialisées dans le moulage par injection de précision pour robots et capable de réaliser une réduction de poids de 40 % et une réduction des coûts initiaux de 20 à 40 %, tout en maintenant une tolérance de 0,02 mm et une stabilité à long terme.
Partagez dès maintenant vos dessins 3D des composants d'articulation de robot via nos canaux officiels et obtenez une analyse DFM gratuite ainsi qu'un devis précis sous 48 heures pour vous aider à passer rapidement du prototype à la production en série et à gagner du temps pour saisir les opportunités du marché.

Clause de non-responsabilité
Le contenu de cette page est fourni à titre informatif uniquement. JS Precision Services n'offre aucune garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou fabricant tiers fournira, par l'intermédiaire du réseau JS Precision, les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité et le type des matériaux ou la qualité de la fabrication. Il est de la responsabilité de l'acheteur de demander un devis pour les pièces et de préciser ses exigences concernant ces sections. Veuillez nous contacter pour plus d'informations .
Équipe de précision JS
JS Precision est une entreprise leader du secteur , spécialisée dans les solutions de fabrication sur mesure. Forte de plus de 20 ans d'expérience et de plus de 5 000 clients, elle propose des services complets de fabrication, notamment l'usinage CNC de haute précision, la fabrication de tôlerie , l'impression 3D , le moulage par injection , l'emboutissage et d'autres prestations de fabrication intégrées.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de petites séries ou de personnalisations à grande échelle, nous répondons à vos besoins avec une livraison express sous 24 heures. Choisir JS Precision, c'est opter pour l'efficacité, la qualité et le professionnalisme.
Pour en savoir plus, consultez notre site web : www.cncprotolabs.com
Ressource

