
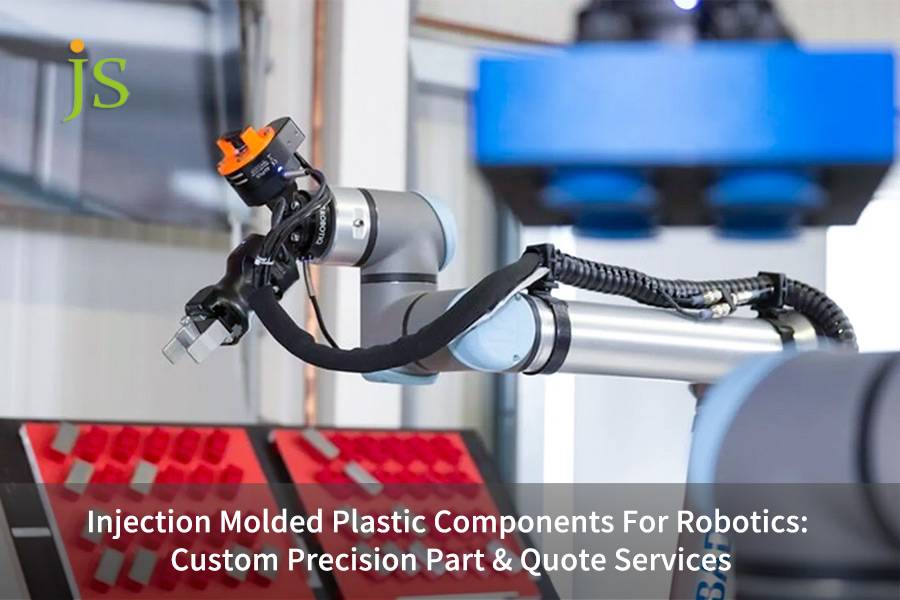
Spritzgegossene Kunststoffkomponenten bilden die Grundlage für die Herstellung hochpräziser und leichter Roboterbauteile.
Wenn Sie als Konstruktionsingenieur im Bereich Robotik tätig sind, kennen Sie sicherlich das große Dilemma: Hochwertige Metallteile sind schwerer, teurer und benötigen mehr Entwicklungszeit, während durchschnittliche Kunststoffteile für die erforderlichen Anforderungen nicht so präzise und haltbar sind.
Mit der Komplettlösung von JS Precision für Präzisionsspritzguss können Sie das Gewicht der Bauteile um über 40 % reduzieren und gleichzeitig eine Toleranz von 0,02 mm und eine Lebensdauer von 10^7 Zyklen beibehalten.
Gleichzeitig werden die anfänglichen Entwicklungskosten um 20 bis 40 % gesenkt, wodurch diese Herausforderungen leichter bewältigt werden können.
Zusammenfassung der Kernantwort
Kernlösung | Lösung | Wichtige Daten | Ihre Vorteile |
Lösung zur Gewichtsreduktion | Kohlenstofffaserverstärktes PA66 ersetzt Aluminiumlegierung | Gewichtsreduktion von 40-55%. | Verbessern Sie die dynamische Reaktionsgeschwindigkeit Ihres Roboters, reduzieren Sie den Lastdruck und erhöhen Sie die Flexibilität Ihrer Ausrüstung . |
Präzisionssicherung | Präzisions-Formtrennfläche + Schwindungskompensation | Eine Toleranz von ±0,02 mm wird stabil erreicht. | Reduzieren Sie die Montage- und Anpassungsvorgänge Ihrer Produkte, verbessern Sie die Gesamtpräzision Ihrer Maschinen und senken Sie die Arbeitskosten. |
Fehlerkontrolle | Variable Werkzeugtemperaturtechnologie + Formflussvorverformung | Schweißnähte beseitigt, Festigkeit um 30 % erhöht. | Verlängern Sie die Lebensdauer Ihrer Roboterkomponenten und reduzieren Sie Wartungshäufigkeit und -kosten. |
Kostenoptimierung | Formstrukturoptimierung + Formkombination | Die anfänglichen Entwicklungskosten wurden um 20-40 % reduziert. | Reduzieren Sie Ihr Projektbudget, verbessern Sie die Kapitalrendite und Steigerung der Wettbewerbsfähigkeit des Produkts auf dem Markt. |
Wichtigste Erkenntnisse
- Durch den Einsatz kohlenstofffaserverstärkter technischer Kunststoffe lässt sich das Gewicht der Roboterkomponenten um mehr als 40 % reduzieren, während die Steifigkeit der Komponenten erhalten bleibt. Dies führt zur Produktion deutlich flexiblerer und einfacher auszurüstender Maschinen und steigert die Wettbewerbsfähigkeit der Kernprodukte erheblich.
- Um die Präzision beim Spritzgießen auf Toleranzen von 0,02 mm zu steigern, sollten Präzisionsspritzgussformen mit einer Simulation des Kunststoffflusses und einer vorkompensierten Schwindung kombiniert werden. Solche Formen können Montagefehler und Produktionsausschuss erheblich reduzieren.
- Wenn Sie Formen aus Dongguan/Shenzhen in China bestellen, können Sie den DFM-Rückmeldungszyklus auf 24 Stunden verkürzen, die Gesamtkosten um 20-40 % senken, die Forschung und Entwicklung beschleunigen und Marktchancen nutzen.
Spritzgegossene Kunststoffkomponenten: Robotische Präzisionslösungen von JS Precision
JS Precision ist Ihr Partner, der Sie mit seinen Fachkenntnissen, einzigartigen Daten und realen Fallbeispielen wirklich bei der Lösung Ihrer Probleme in der Produktion von Roboterteilen unterstützen und gleichzeitig die Wettbewerbsfähigkeit Ihrer Produkte steigern kann.
Die Werkzeuge für den Spritzguss bilden die Grundlage, durch die man hochwertige spritzgegossene Kunststoffbauteile herstellen kann.
JS Precision ist in diesem Bereich bestens vertraut und bietet weltweit mehr als 50 Roboterherstellern hochpräzise Spritzgussdienstleistungen an. Unsere Arbeit umfasst kollaborative Roboter, Industrieroboter und medizinische Roboterszenarien, die Ihnen wahrscheinlich bekannt vorkommen werden.
Die Produkte von JS Precision sind so konzipiert, dass sie die Normen des Qualitätsmanagementsystems für Medizinprodukte ISO 13485:2016 vollständig erfüllen und somit die uneingeschränkte Konformität und Vertrauenswürdigkeit Ihrer Produkte gewährleisten.
Um dies zu veranschaulichen: Ein europäisches Unternehmen für kollaborative Roboter hatte dieselben Bedenken wie Sie:
Das hohe Gewicht und die hohen Kosten der Verbindungselemente. Sie entschieden sich für unser kohlenstofffaserverstärktes PA66-Verfahren anstelle von Aluminiumlegierungen, zusammen mit Präzisions-Spritzgusswerkzeugen, was dazu führte, dass jede Verbindung 45 % leichter und die Stückkosten 35 % niedriger waren.
Die gelieferten Komponenten waren nach der Qualitätsnorm ISO 9001:2015 zertifiziert. Durch die Zusammenarbeit mit uns profitieren Sie von solchen Vorteilen.
Die Ingenieure von JS Precision verfügen über mindestens acht Jahre Erfahrung im Bereich des robotergestützten Spritzgießens. Sie entwickeln maßgeschneiderte Lösungen, die exakt auf Ihre Anforderungen zugeschnitten sind, und bieten Ihnen ein Komplettpaket – von der Rohmaterialbeschaffung über die Werkzeugkonstruktion bis hin zur Serienproduktion.
Auf diese Weise können Sie Produktionsrisiken minimieren und die Gesamtkosten senken, gleichzeitig vermeiden Sie den Aufwand, mehrere Lieferanten zu koordinieren.
Wenn Sie wissen möchten, wie Sie spritzgegossene Kunststoffkomponenten effizient in Ihre Roboterprodukte integrieren können, kontaktieren Sie unsere Ingenieure für einen kostenlosen Projektbewertungsbericht, um schnell die passende Lösung zu ermitteln.
Warum sind spritzgegossene Kunststoffkomponenten das Rückgrat der modernen Robotik?
Spritzgegossene Kunststoffkomponenten spielen eine entscheidende Rolle in modernen Robotern, nicht nur um Gewicht und Kosten zu reduzieren, sondern auch ohne die Leistungsfähigkeit der Roboter zu beeinträchtigen.
Die Werkzeuge für den Spritzguss sind der Hauptfaktor, der die Bauteilqualität direkt beeinflusst. Hochwertige Formen gewährleisten Präzision und Stabilität. Durch funktionale Integration lässt sich der Nachbearbeitungsaufwand um bis zu 50 % reduzieren, wodurch die Produktionseffizienz deutlich gesteigert wird.
Kohlenstofffaserverstärktes PA66 anstelle von Aluminiumlegierung
Der Ersatz eines Metallteils durch einen Kunststoff auf Basis von 30 % kohlenstofffaserverstärktem PA66, der einen Biegemodul von 15 GPa und eine Dichte von nur 1,3 g/cm³ aufweist, im Gegensatz zur Aluminiumlegierung ADC12 (Dichte 2,7 g/cm³), führt zu einer sehr großen Gewichtsreduzierung pro Gelenk, verbessert die dynamische Reaktionsgeschwindigkeit des Roboters, erhöht die Steifigkeit des Materials um 20 % gegenüber herkömmlichen Kunststoffen und spart Produktions- und Transportkosten.
Funktionale Integration vereinfacht die Robotermontage
Durch die Integration von Sensorbefestigungsschlitzen, Kabelkanälen und Positionierungsclips in eine einzige Form entfällt das Bohren und Schweißen vollständig , was zu einer Verkürzung der gesamten Montagezeit um 30 % führt, die Arbeitskosten senkt und die Auslieferung der fertigen Roboter beschleunigt.
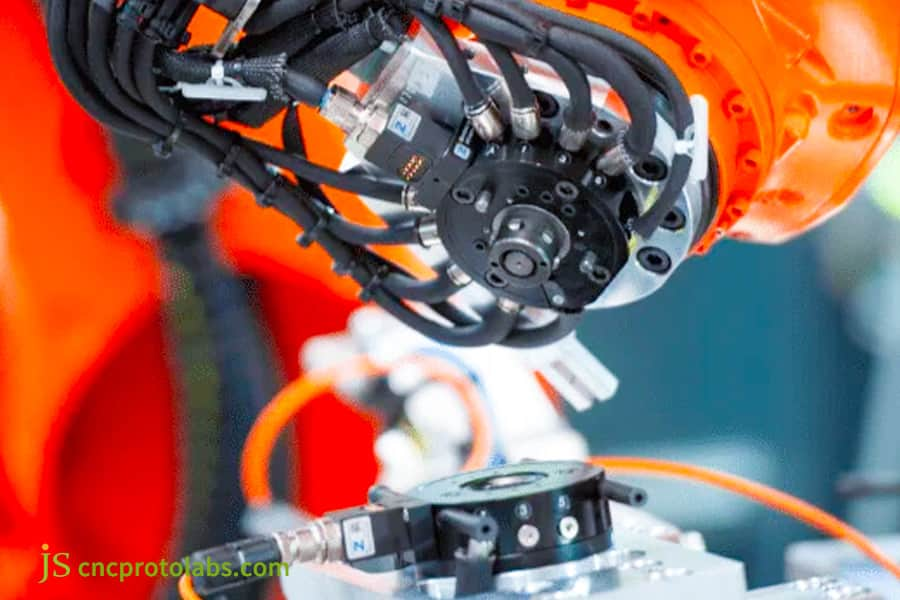
Abbildung 1: Ein orangefarbener Industrieroboterarm mit schwarzer Verkabelung und silberner Basis, der in einer industriellen Umgebung arbeitet und die Rolle moderner Kunststoffkomponenten in der Robotik verdeutlicht.
Wie lässt sich eine hohe Präzision bei Kunststoffgelenkkomponenten von Roboterarmen gewährleisten?
Die Kunststoffgelenkkomponenten des Roboterarms sind das Herzstück seiner Bewegungssteuerung; ihre Genauigkeit kann die Leistung und den Ruf auf dem Markt maßgeblich beeinflussen.
JS Precision nutzt präzise Trennflächengestaltung und Verfahren zur Kompensation der Materialschrumpfung sowie die hervorragende Qualität von Präzisionsspritzgussformen, um Ihnen bei der konstanten Kontrolle der Teilezylindrizität bis hinunter zu 0,008 mm zu helfen, was einem sehr hohen Präzisionsstandard entspricht.
Präzisions-Formtrennflächenverriegelung mit einer Toleranz von 0,02 mm
Durch den Einsatz von Kegelverriegelungsblöcken mit Null-Grad-Winkel und verschleißfesten Platten lässt sich der Versatz beim Werkzeugschließen auf unter 0,005 mm genau steuern. In Kombination mit einem hochsteifen Werkzeugboden nach HASCO-Standard wird so sichergestellt, dass auch nach Millionen von Werkzeugschließzyklen keine Präzisionsverluste auftreten, die Anzahl fehlerhafter Produkte reduziert und die Produktionskosten gesenkt werden.
Lösung zur Kompensation nichtlinearer Schwindung bei POM/PEEK
Wir greifen auf eine umfassende Materialdatenbank zurück, um die Schrumpfungseigenschaften von Materialien wie POM und PEEK zu ermitteln.
Mithilfe der Moldflow-Softwaresimulation des Formgebungsprozesses erzeugen wir 3D-Vorverformungskompensationsflächen, um der Schrumpfungsverformung präzise entgegenzuwirken und die Produktkonsistenz und -stabilität zu gewährleisten.
Das ist vergleichbar mit dem Gedankengang, bei dem man davon ausgeht, dass Kleidung nach dem Waschen einläuft, und deshalb beim Zuschnitt die Größe absichtlich größer auswählt, damit sie nach dem Waschen genau die richtige Größe hat.
Dadurch werden die Probleme der „Schrumpfverformung“ und der Maßungenauigkeiten von geformten Kunststoffteilen vollständig umgangen.
Zweite Präzisionsbearbeitung der Zylinderform des Drehlagersitzes
Nach dem Spritzgießen wird der Lagersitz mit einer Vorbearbeitungszugabe von 0,1–0,15 mm versehen. Anschließend wird er in einer hochpräzisen CNC-Drehmaschine nachbearbeitet, um eine Zylindrizität von 0,008 mm zu erreichen.
Schließlich werden durch das Walzprofilieren die Mikroporen an der Oberfläche abgedeckt, was die Verschleißfestigkeit und die Lebensdauer des Produkts erhöht und gleichzeitig die Wartungskosten senkt.
Wie lassen sich in der Konstruktionsphase von Spritzgussformen Verzug und Schweißnähte an dünnwandigen, robotergestützt gefertigten Gelenkschalen vermeiden?
Dünnwandige Robotergelenkschalen mit einer Dicke von weniger als 1,2 mm neigen beim Spritzgießen eher zum Verziehen und zur Bildung von Schweißnähten, was zu Veränderungen im Aussehen und einer verminderten Festigkeit des Produkts führt.
Mit JS Precision können Sie sicher sein, dass Sie diese Probleme vermeiden und minimale Ausschussquoten erzielen, wenn Sie die richtigen Technologien bereits in der Konstruktionsphase der Spritzgussform einsetzen.
Mögliche Probleme | Adaptive Lösungen | Ihre Probleme vor der Optimierung | Ihre Vorteile nach der Optimierung | Kernwert |
Schweißnähte | Technologie zur variablen Formtemperatur | Die Schweißnahttiefe beträgt 0,05 mm, die Festigkeitserhaltungsrate liegt bei 70 %, was sich auf die Haltbarkeit des Produkts auswirkt. | Die Schweißnahttiefe beträgt <0,01 mm, die Festigkeitserhaltungsrate liegt bei >95 % und die Qualität entspricht dem Standard. | Verbessern Sie die Festigkeit und Lebensdauer Ihrer Produktkomponenten und reduzieren Sie den Wartungsaufwand nach dem Kauf. |
Verwerfung | Vorverformungskompensation beim Formfluss | Die Ebenheit beträgt 0,25 mm, was die Montagegenauigkeit beeinträchtigt und eine Nachbearbeitung erfordert. | Die Ebenheit beträgt <0,08 mm, eine Nachbearbeitung ist nicht erforderlich. | Sichern Sie die Montagegenauigkeit Ihrer Produkte, reduzieren Sie Arbeitsabläufe und senken Sie die Kosten. |
Ungleichmäßige Faserausrichtung | Sequenzielle Ventilsteuerung | Ungleichmäßige Querschrumpfung führt zu instabilen Produktabmessungen. | Die Fasern sind entlang der Hauptspannungsrichtung angeordnet, und die Abmessungen sind stabil. | Verbessern Sie die Dimensionsstabilität Ihrer Produktkomponenten und reduzieren Sie fehlerhafte Produkte. |
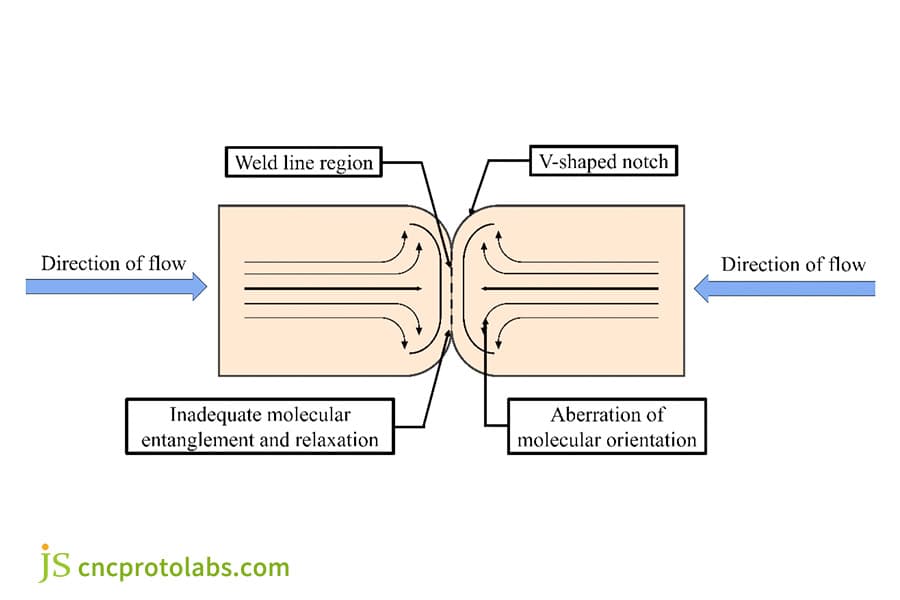
Abbildung 2: Eine technische schematische Darstellung der Entstehung einer Schweißnaht (V-förmige Kerbe) in dünnwandigen Teilen, wobei die Strömungsrichtung und molekulare Probleme wie unzureichende Verhakung gezeigt werden.
Warum sollten Sie Ihre Spritzgussformen für die schnelle robotergestützte Prototypenerstellung und Massenproduktion aus China beziehen?
In China zeichnet sich die Formenbauindustrie im Raum Shenzhen/Dongguan durch Kosteneffizienz, Leistungsfähigkeit und technologische Kompetenz aus. Wenn Sie mit JS Precision, einem Unternehmen in diesem Industriezentrum, zusammenarbeiten, erhalten Sie Ihre Spritzgussform aus China .
Neben der Werkzeugkonstruktion bieten wir Ihnen einen Komplettservice, der Ihnen dabei hilft, Ihre Hauptziele zu erreichen : Kostenreduzierung, Effizienzsteigerung, kürzere Produktionszyklen und eine bessere Wettbewerbsfähigkeit Ihres Produkts auf dem Markt.
24/7 DFM-Schnellfeedback, Verkürzung der F&E-Zyklen
Durch die Nutzung unseres Industrieclusters kann unser Ingenieurteam Ihre Modellprüfung innerhalb von 8 Stunden bearbeiten. Die Lieferzeit für Prototypenformen mit 1–2 Kavitäten beträgt lediglich 15–20 Tage – 30 % schneller als der Branchendurchschnitt . So beschleunigen Sie Ihre Forschung und Entwicklung und sichern sich Marktchancen.
Technischer Komplettsupport aus einer Hand
JS Precision ist in der Lage, die gesamte Wertschöpfungskette von der Formenherstellung über das Spritzgießen bis hin zur Oberflächenveredelung intern abzudecken. Daher ist keine externe Koordination erforderlich, was die Koordinationskosten senkt.
Gleichzeitig bietet das Unternehmen Behandlungsdienstleistungen wie Mattlackierung und elektromagnetische Abschirmung (EMI) an, um den vielfältigen Anforderungen gerecht zu werden.
Optimierte Formstruktur, Reduzierung der Entwicklungskosten
Allein durch die Umstellung auf eine Formkernkonstruktion mit Einsatz kann die Menge des teuren Formstahls um 30 % reduziert werden. Für Prototypen in Kleinserien werden Aluminiumformen der Güteklasse 7075-T6 verwendet, wodurch die Formkosten im Vergleich zu herkömmlichen Stahlformen um 40–60 % sinken und Ihre Anfangsinvestition deutlich reduziert wird.
Formtyp | Gilt für Ihre Bestellmenge | Formstahl | Kostenspanne der Form (USD) | Kostenreduzierungsverhältnis für Sie |
Aluminiumform | 500–2000 Stück | 7075-T6 | 800-1.500 | 40%-60% |
Gewöhnliche Stahlform | 2.000–10.000 Stück | P20 | 2.000-5.000 | 0 % |
Präzisionsstahlform | ≥10.000 Stück | S136 | 5.000-12.000 | - |
Stahlform einsetzen | ≥5.000 Stück | S136+P20 | 3.500-8.000 | 20%-30% |
Für eine detaillierte Kostenberechnung Ihrer Spritzgussform aus China geben Sie bitte Ihre Bestellmenge und Produktanforderungen an. Wir erstellen Ihnen kostenlos eine Kostenaufstellung, damit Sie Ihr Budget schonen und Ihre Projektinvestitionen genau kontrollieren können.

Abbildung 3: Eine automatisierte Spritzguss-Produktionslinie in einer Fabrik mit zahlreichen roten Roboterteilen auf Förderbändern, die die Möglichkeiten der Massenproduktion demonstrieren.
Wie lassen sich die drei Hauptursachen für Ausfälle von Kunststoffgelenkkomponenten an Roboterarmen beheben?
Die längere Verwendung von Kunststoffgelenkkomponenten an Roboterarmen kann zu drei Hauptproblemen führen: Verschleiß der Wellenbohrung, Bruch der Schnappverbindung und Eindringen von Staub.
Diese Probleme beeinträchtigen nicht nur die Funktionsfähigkeit von Robotern, sondern führen auch zu höheren Wartungskosten. JS Precision bietet spezifische Lösungen, um diese Probleme vollständig zu beseitigen.
Wellenbohrungsverschleiß → Im Formteil eingebettetes selbstschmierendes Material
Durch die Verwendung des Insert-Molding-Verfahrens wird eine selbstschmierende POM+PTFE-Buchse in die Wellenbohrung eingesetzt, was zu einer signifikanten Reduzierung des dynamischen Reibungskoeffizienten auf 0,10 und der Verschleißrate auf 90 % führt.
Selbst nach 10^6 Umdrehungen beträgt die Zunahme des Spiels noch weniger als 0,02 mm, was zur Verlängerung der Lebensdauer des Bauteils beiträgt.
Schnappverschluss-Bruch → Optimierte Klappenposition und abgerundete Ecken
Die Positionierung des zentralen Angusses bei der Schnappverbindung ist so ausgelegt, dass die Bildung von Schweißnähten in Bereichen mit hoher Spannungskonzentration vermieden wird.
Gleichzeitig wird durch die Modifizierung des Wurzelradius der Schnappverbindung auf 0,5 mm der Spannungskonzentrationsfaktor auf 1,5 gesenkt, wodurch das Problem des Schnappverbindungsbruchs vollständig beseitigt wird und zudem eine bessere Stabilität der Montage erreicht wird.
Staubeintritt → Labyrinthförmige Dichtungsnut + Sekundäres Spritzgießen von Silikon
In den Formhohlraum ist eine 0,3 mm breite Labyrinthdichtungsnut eingearbeitet, die zusammen mit einer 2K-Silikonlippe für die Sekundärabdichtung verwendet wird. Dadurch erreicht das Produkt die Schutzart IP54 . Dies verhindert wirksam das Eindringen von Staub in die Verbindung und beugt innerem Verschleiß vor.
Welche einzigartigen Vorteile bieten silikongeformte Teile für Greifer kollaborativer Roboter?
Bei kollaborativen Roboter-Greifern müssen Flexibilität, Sicherheit und Kompatibilität gleichermaßen berücksichtigt werden; daher werden silikongeformte Teile zu einem zentralen Element der Konstruktion .
JS Precision verwendet ein 2K-Formverfahren, um diese Teile integral mit Hartkunststoff herzustellen. Dadurch erreichen wir Flexibilität bei gleichzeitiger Aufrechterhaltung der strukturellen Stabilität und erfüllen internationale Sicherheitsstandards.
Flüssigsilikonkautschuk (LSR) ermöglicht flexible taktile Sensorik.
Die Härte des LSR lässt sich einfach von Shore A 20 bis 80 variieren. Durch Zugabe von leitfähigem Ruß kann die Platte als piezoresistiver Sensor gefertigt werden. Für einen sicheren Halt empfindlicher Objekte muss die Kontaktkraft präzise im Bereich von 2–5 N gesteuert werden, um ein stabiles und beschädigungsfreies Greifen zu gewährleisten.
Zweifarben-Spritzgießen hilft, ein Ablösen der Silikonschicht zu vermeiden.
Das Zweifarben-Spritzgießverfahren von 2K Molding sorgt nicht nur für eine gute Verbindung zwischen LSR und starren PC/ABS-Kunststoffen, sondern erzielt auch eine Schälfestigkeit von 8 N/mm, die viermal höher ist als bei herkömmlichen Fügeverfahren.
Dies ist ein Wendepunkt, da dadurch die Ablösung der Silikonschicht vollständig ausgeschlossen wird, was zu einer längeren Lebensdauer des Greifers führt.
Medizinisches Silikon erfüllt Sicherheitsstandards
Unser bevorzugtes Material ist platinkatalysiertes LSR, das gemäß ISO 10993-5 auf Zytotoxizität geprüft und nach USP Klasse VI zertifiziert wurde. Dieses medizinische Silikon ist absolut sicher für den Einsatz in Operationsrobotern, Rehabilitationsexoskeletten und anderen hautberührenden Komponenten.
Um zu erfahren, wie Silikonformteile an die Greifer Ihrer kollaborativen Roboter angepasst werden können, laden Sie unser Handbuch zur Anwendung von Silikonteilen herunter. Darin finden Sie detaillierte Parameter und Anpassungslösungen, die genau auf Ihre Produktanforderungen zugeschnitten sind.
Wie analysiert man Angebote für Spritzguss, um vollständige Projekttransparenz zu gewährleisten?
Beim Kauf von Spritzgussteilen aus Kunststoff kann man leicht in eine Kostenfalle geraten, wenn man Angebote falsch einschätzt. Die Kunst, Angebote für Spritzgussteile professionell zu analysieren, ist daher ein wichtiger Faktor, um die Kosten im Griff zu behalten. JS Precision zeigt Ihnen gerne, wie Sie Angebote professionell prüfen.
Die Fähigkeiten, um Stahl-Downgrades und überschätzte Zyklen in Angeboten zu erkennen
Bei der Analyse von Angeboten für Spritzgussverfahren ist es unbedingt erforderlich, die Art des Formstahls (z. B. S136H, NAK80) genau zu definieren und sich nicht mit allgemeinen Beschreibungen zufriedenzugeben.
Gleichzeitig müssen Sie Informationen über den Spritzgießzyklus erhalten, um Preissteigerungen aufgrund von Stahlabwertung und längeren Zykluszeiten zu vermeiden.
Familienform: Eine effektive Methode zur Kostensenkung bei der Kleinserienfertigung
Benötigen Sie 3–5 verschiedene Kunststoffgelenkkomponenten für Roboterarme derselben Serie, können Sie diese in einer einzigen Werkzeugfamilie zusammenfassen. Durch diese Kostenverteilung lässt sich der Stückpreis um 25–35 % senken. Sie eignet sich besonders für Kleinserien mit einem Jahresbedarf von 10.000–50.000 Stück.
Der übliche Weg zu schnellen Angeboten
Für ein präzises Angebot zum Spritzgießen benötigen wir lediglich vier Angaben: die 3D-Step-Datei, die Harzqualität, das geschätzte Jahresvolumen und die gewünschte Oberflächenbehandlung. JS Precision garantiert Ihnen innerhalb von vier Werktagen einen ersten Kostenvoranschlag.
JS Precision Fallstudie: Optimierung von Gelenkarmkomponenten in kollaborativen Robotern
Diese Fallstudie konzentriert sich auf die Bereitstellung von Optimierungsdienstleistungen für Komponenten von Gelenkarmen für einen nordamerikanischen Hersteller kollaborativer Roboter. Unsere Lösung behob nicht nur die Probleme des hohen Gewichts, der hohen Kosten und der mangelnden Präzision, sondern führte auch zu erheblichen Kosteneinsparungen und Effizienzsteigerungen.
Angetretene Probleme
Der erste Gelenkarm des Kunden aus Aluminiumlegierung wog 320 Gramm, was seine Tragfähigkeit einschränkte; außerdem betrug die geforderte Toleranz 0,015 mm.
Die CNC-Bearbeitungskosten für die Aluminiumlegierung betrugen 18,50 US-Dollar pro Einheit, und der Kunde hatte einen Jahresbedarf von 8.000 Einheiten, was zu sehr hohen Produktionskosten führte , die sich langfristig negativ auf die Wettbewerbsfähigkeit des Produkts auswirkten.
Lösung
Wir entwickelten einen zielgerichteten Ansatz, um die Hauptprobleme des Kunden zu ermitteln.
1. Materialsubstitution:
PA66 (Toray Torelina A515), verstärkt mit 30 % Kohlenstofffasern, mit einer Dichte von 1,32 g/cm³ und einem Biegemodul von 14,5 GPa erfüllt die Steifigkeitsanforderungen des Kunden vollständig.
2. Formenherstellung:
Die Präzisionsspritzgussformen wurden mit zwei Kavitäten gefertigt. Der Formkern besteht aus S136-Stahl und wurde auf HRC52 wärmebehandelt. Die Trennfläche weist eine Genauigkeit von 0,005 mm auf, was die Präzision der Bauteile gewährleistet.
3. Prozessoptimierung:
Die Kompensation der Schwindung (0,15 % in Fließrichtung und 0,65 % in vertikaler Richtung) wurde mittels Moldflow-Analyse überprüft, und es wurde eine Vorverformung des Formhohlraums durchgeführt, um eine Verformung des Bauteils zu verhindern.
Gleichzeitig wurde die Position des Angusses verändert, um eine gleichmäßige Ausrichtung der Kohlenstofffasern zu gewährleisten und die Dimensionsstabilität der Teile zu verbessern.
Endergebnisse
- Das neu konstruierte Bauteil hat eine Masse von 185 Gramm und ist damit 42 % leichter, wodurch die Tragfähigkeit und die dynamische Reaktionsgeschwindigkeit des Roboters erheblich verbessert werden.
- Der Stückpreis wurde auf 12,0 US-Dollar gesenkt, was einer Reduzierung um 35 % entspricht und somit eine jährliche Ersparnis von 52.000 US-Dollar für den Kunden bedeutet.
- Die Abmessungen liegen innerhalb einer Toleranz von 0,015 mm, und die Zylindrizität der Drehwelle beträgt 0,007 mm – ein Leistungsniveau, das die Erwartungen der Kunden deutlich übertrifft.
- Die Vorlaufzeit für die Formenherstellung betrug lediglich 28 Tage, und das allererste Muster war bereits beim ersten Versuch für den Probeformtest bereit, wodurch der F&E-Zyklus des Kunden erheblich verkürzt wurde.
- Der Kunde war mit dem Ergebnis sehr zufrieden und hat bereits eine Bestellung über 50.000 Einheiten zur Serienproduktion aufgegeben, was perfekt verdeutlicht, wie wertvoll unsere Lösung ist.
Erkenntnisse und Misserfolge
Zunächst führte ein fehlerhaftes Angussdesign zu einer anormalen Anordnung der Kohlenstofffasern mit einer Zylindrizitätsabweichung von 0,025 mm.
Anschließend haben wir das Tor sofort neu positioniert und eine Sequenzventilsteuerung eingebaut, um die Fasern entlang der Achse so anzuordnen, dass die Zylindrizität auf 0,007 mm reduziert wurde und somit die Präzisionsanforderung erfüllt wurde.
- Wichtigste Erkenntnis:
Die Faserorientierung am Anguss von glasfaserverstärkten Werkstoffen beeinflusst die Dimensionsstabilität unmittelbar. Bereits in der Konstruktionsphase von Spritzgussformen muss die Moldflow-Analyse eingesetzt werden, um die Konstruktion zu optimieren, Kosten durch Versuch und Irrtum zu vermeiden und die Projekteffizienz zu steigern.
Kundenfeedback:
„JS Precision hat mithilfe ihres DFM-Berichts die Konstruktionsfehler präzise identifiziert. Die gelieferten Teile wiesen keinerlei Mängel auf , und wir mussten in der Werkstatt keine Änderungen vornehmen.“
Darüber hinaus gelang es JS Precision, unser Gewicht auf ein unglaubliches Niveau zu senken, wodurch wir unsere Produktionskosten deutlich reduzieren und unser Produkt im Markt sehr wettbewerbsfähig machen konnten.“ – Einkaufsleiter des Robotikunternehmens
„Unser neuer Ansatz führte nicht nur zu einer deutlichen Gewichtsreduzierung des Produkts, sondern auch zu einer herausragenden Qualität der Form. Selbst nach mehreren Millionen Proben zeigten sich keine Veränderungen. Diese Qualität hat uns enorm geholfen, unsere Wartungskosten und den Materialverbrauch erheblich zu senken.“ – Projektleiter
Sollten auch Sie mit den Problemen des hohen Gewichts, der hohen Kosten und der unzureichenden Präzision von Roboterarm-Teilen konfrontiert sein, können Sie uns die 3D-Zeichnungen und Anforderungen Ihres Teils zur Verfügung stellen. Wir erstellen Ihnen dann kostenlos eine ähnliche Optimierungslösung, die genau auf Ihre Projektziele abgestimmt ist und Ihnen hilft, Kosten zu senken und die Effizienz zu steigern.

Abbildung 4: Der Endeffektor eines kollaborativen Roboters mit blauen, strukturierten Silikonfingern greift sicher ein unregelmäßig geformtes Objekt und demonstriert so Flexibilität und sichere Handhabung.
Häufig gestellte Fragen
Frage 1: Können spritzgegossene Roboterbauteile die gleiche Steifigkeit wie Aluminiumlegierungen aufweisen?
Sicher. Wenn Sie sich für 30-40% kohlenstofffaserverstärktes PA66 entscheiden, können Sie einen Biegemodul von 14-20 GPa erreichen und gleichzeitig das Bauteilgewicht um über 40% reduzieren , wodurch die Steifigkeitsanforderungen Ihrer Roboterkomponenten voll erfüllt werden.
Frage 2: Wie lange würde die Herstellung einer präzisen Spritzgussform dauern?
Die Herstellung der Prototypenformen (1–2 Kavitäten) dauert 15–20 Tage, während die Serienformen (4–8 Kavitäten) 25–35 Tage benötigen. Wir werden verschiedene Wege finden, um die Produktion so effizient wie möglich zu gestalten und Ihren Zeitplan einzuhalten, da wir Ihre Dringlichkeit berücksichtigen.
Frage 3: Wie viele Einheiten muss ich mindestens bestellen (Mindestbestellmenge)?
Sie müssen keine Mindestbestellmenge aufgeben. Wir können auch 50 bis 200 Prototypen zum Testen anfertigen. Um günstigere Kosten (Stückpreis) zu erzielen, sollten Sie mindestens 2.000 Stück bestellen.
Frage 4: Wie hoch wären die geschätzten Kosten für die Form?
Prototypen von Aluminiumformen kosten etwa zwischen 800 und 1.500 US-Dollar, während komplexe Stahlformen für die Serienproduktion (4 Kavitäten) zwischen 5.000 und 12.000 US-Dollar kosten. Abhängig von Ihren Zeichnungen und Anforderungen können die genauen Kosten ermittelt werden, was Ihnen bei der Budgetplanung hilft.
Frage 5: Können Metallgewinde oder Buchsen in die Form eingesetzt werden?
Unsere Spritzgusstechnologie ist hochentwickelt und erreicht eine Positioniergenauigkeit von 0,03 mm. Wir können Kupfermuttern und Edelstahlbuchsen für Ihre Montagezwecke einbetten.
Frage 6: Wie lässt sich vermeiden, dass Glasfasern freiliegen und dadurch raue Oberflächen entstehen?
Unser Verfahren nutzt eine Technologie zur schnellen Temperaturregelung von Kühlung und Erwärmung, um die Glasfasern vollständig mit Harz zu umhüllen, sodass keine Fasern freiliegen. Zudem wird eine glatte Oberfläche gewährleistet und das Erscheinungsbild Ihres Produkts verbessert.
Frage 7: Was ist die Mindestdicke von LSR-Silikonteilen?
Flüssigsilikon kann zuverlässig einen 0,5 mm dicken Film bilden, der sich für Ihre flexiblen Sensoren im Roboter, Dichtungslippen und andere Komponenten eignet und somit die notwendige Flexibilität kollaborativer Roboter gewährleistet.
Frage 8: Wie erfahre ich, welche Einfuhrzölle ich zahlen muss, wenn ich eine Form aus China einführe?
Der HS-Code für eine Form lautet 8480.41. Die Einfuhrzölle liegen in den meisten Ländern zwischen 0 % und 4,9 %. Wir können Ihnen Informationen zur Verfügung stellen, mit denen Sie die genaue Höhe der Zölle berechnen und Ihre Kostenplanung präzise gestalten können.
Zusammenfassung
Die wichtigsten Strategien der Roboterhersteller, um die Grenzen von Gewicht, Genauigkeit und Kosten zu überwinden, bestehen in der Entwicklung hochwertiger Spritzgusswerkzeuge und wissenschaftlicher Spritzgusslösungen.
JS Precision ist eines der Unternehmen, das sich auf Präzisionsspritzguss für Roboter spezialisiert hat und in der Lage ist, eine Gewichtsreduzierung von 40 % und eine Reduzierung der Anfangskosten um 20-40 % zu erreichen, während gleichzeitig eine Toleranz von 0,02 mm und Langzeitstabilität gewährleistet werden.
Teilen Sie jetzt Ihre 3D-Zeichnungen von Robotergelenkkomponenten über unsere offiziellen Kanäle und erhalten Sie innerhalb von 48 Stunden eine kostenlose DFM-Analyse und ein genaues Angebot, damit Sie schnell vom Prototyp zur Serienproduktion gelangen und Zeit gewinnen, um Marktchancen zu nutzen.

Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. JS Precision Services übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das JS Precision Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitungsqualität bereitstellt. Es liegt in der Verantwortung des Käufers , ein Teileangebot anzufordern und die spezifischen Anforderungen für diese Abschnitte zu ermitteln. Bitte kontaktieren Sie uns für weitere Informationen .
JS Precision Team
JS Precision ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und betreuen über 5.000 Kunden. Unser Schwerpunkt liegt auf hochpräziser CNC-Bearbeitung , Blechbearbeitung , 3D-Druck , Spritzguss , Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Mit JS Precision entscheiden Sie sich für Effizienz, Qualität und Professionalität.
Weitere Informationen finden Sie auf unserer Website: www.cncprotolabs.com
Ressource

