

金属射出成形は、精密小型金属部品を大量生産するための主要な業界ソリューションの 1 つであり、プラスチック射出成形の柔軟性と金属材料の優れた性能を融合させています。
この記事では、金属射出成形プロセスの主な特徴について説明します。 JS Precision は、金型の製作から納品までワンストップのソリューションを提供する信頼できる金属射出成形サプライヤーの 1 つです。
主な利点と価値の表
| 技術的寸法 | 主な利点 | JS 精度の価値 |
| 処理の流れ | 複雑な形状を成形するための標準化された 4 ステップの手順、98% の原材料使用率。 | デジタルベースの制御可能なプロセスで、寸法のバッチ変動は±0.3%可能です。 |
| デザインの自由度 | 従来の加工では対応できなかったアンダーカットや極小ねじなどの非常に複雑な形状の部品も作成可能です。 | 経験豊富な DFM 解析、金型の再設計、コストの 30% 削減。 |
| 材料特性 | 焼結部品の密度は 97% 以上で、その機械的特性は鍛造品と同等です。 | 材料ライブラリには 18 の合金カテゴリがあり、さまざまな業界の要件に対応します。 |
主な結論
- 設計はコストです:プロジェクトにおける最大のコスト要因の 1 つは設計です。と協力して金属射出成形サプライヤー設計段階で金型や生産コストを大幅に節約できます。
- プロセスが性能を決定する:金属射出成形プロセスのあらゆる要素が、最終部品の強度と精度に直接影響します。例えば、原料の混合比や焼結温度の制御などです。
- バッチエコノミー: MIM は、年間要件が数千個以上の場合、非常に競争力のある単位あたりの価格で、中量から大量の生産において多大なメリットをもたらします。
このガイドが信頼できる理由JS Precision の金属射出成形体験
JS Precision は金属射出成形の 15 年の経験を持つ専門メーカーです。当社は 500 を超える金属射出成形金型を設計および製造し、医療、航空宇宙、家庭用電化製品の分野で世界中の 200 を超えるハイエンドクライアントにサービスを提供してきました。当社はこれまでに 10 億個を超える MIM 部品を出荷してきました。
当社のコアチームメンバーは、射出成形において 10 年以上の経験があります。彼らは、金属射出成形金型の設計からカスタマイズされた焼結プロセスに至る一連のコア技術を完全に習得しています。
当社は、次の 3 つの主要な国際機関からの認証を取得しています。 IATF 16949 、ISO 13485、および ISO 9001。当社の専門的な試験ラボは、製品の各バッチが基準を満たしていることを確認します。
私たちのスキルとテクノロジーは、さまざまな業界での実例によって証明されています。
たとえば、当社は世界的に有名な医療機器会社の低侵襲手術器具コンポーネントの大規模生産を支援しました。私たちは、5 つの機械加工されたアセンブリ部品を 1 つの MIM (金属射出成形) コンポーネントに組み合わせることに成功しました。これにより、一方では単価が 45% 削減され、他方では効率が 400% 向上しました。
自動車エレクトロニクス顧客向けに厚さ 0.4 mm のマイクロ センサー ハウジングを量産する過程で、公差を ±0.02 mm に維持しただけでなく、歩留まり 99.7% を達成しました。また、チタン合金マイクロ コンポーネントを航空宇宙顧客向けに調整し、99% の焼結密度を記録し、航空宇宙グレードの材料の強度要件を満たしました。
このような例は、コンポーネントの構造の複雑さ、コスト管理、品質の安定性に対する当社の熟練を表しています。さらに、これらは、MIM 生産におけるさまざまなクライアントの問題を正確に解決できるさまざまな業界の特定の要件を当社がどの程度理解しているかを示しています。
JS Precision は、常にテクノロジーを主導し、クライアントのニーズに合わせた独自のプロセス ソリューションを設計できる企業です。また、設計の最適化と量産を含むフルサイクルの技術サポートを提供する準備ができています。
精密金属部品の製造上の課題に悩んでいる場合は、今すぐ当社のエンジニアに連絡して、カスタマイズされた金属射出成形技術ソリューションを入手し、効率的で低コストの量産モデルを実現してください。
金属射出成形とは何ですか?またその仕組みは何ですか?
金属射出成形は、粉末冶金とプラスチック射出成形を組み合わせた高度な技術です。そのコアはフィード射出成形と脱脂焼結によって形成されており、これも従来の射出成形とのコアの違いです。複雑な金属部品を効率よく量産することができます。
テクノロジーの定義と基礎
金属射出成形は粉末冶金よりも進んだ技術であり、 プラスチック射出成形その中に統合されています。金属粉末の小さな粒子 (2 ~ 25 ミクロン)をプラスチックバインダーと混合し、射出して脱脂し、焼結して緻密な金属部品を形成します。
ニアネットシェイプを形成するための基盤技術といえる。
技術的利点の分析
- 設計制限なし:従来の機械加工では得られなかった複雑な内部形状や中空部品のねじ山などの加工が可能で、複数部品の統合設計が可能です。
- ほぼネットシェイプ成形:追加加工をほとんど行わずに単一成形で生産することで、材料利用率が 95% 以上に達し、従来の機械加工よりもはるかに高くなります。
- 優れた性能:焼結密度は 理論密度の 97% ~ 99% であり、機械的特性は鍛造材料と同等であり、さらに優れた等方性を持っています。
- 大量生産のための優れた生産性:自動化された連続生産によって実現できます。 1 つの金属射出成形金型だけで年間数百万個の部品が生産される可能性があり、この製品は実際に大規模な大量生産を目的としています。
金属射出成形の主要な利点により、金属射出成形は従来のプロセスに代わる好ましい代替品となっています。貴社の製品が MIM テクノロジーに適しているかどうか知りたい場合は、「MIM プロセス互換性評価ホワイト ペーパー」をダウンロードして、事前に迅速に判断することができます。
金属射出成形プロセスの主要なステップは何ですか?
の核心金属射出成形プロセスは、供給準備、射出成形、脱脂、焼結を含む 4 段階の標準化されたプロセスです。各ステップのパラメータ制御は、MIM 部品の精度と性能を直接決定します。
ステップ 1: 原料の準備 (混合)
微細金属の粉末と熱可塑性バインダーを摂氏 150 ~ 200 度で2 ~ 4 時間加熱してブレンドします。その後、冷却して造粒すると、流動性の高い3~5mmの粒子が得られます。それらのレオロジー特性は、射出成形における充填に最も直接的に影響します。
ステップ 2: 射出成形
原料が溶けたら、原料は金属射出成形金型50~150MPaの高圧でキャビティを形成します。
その後、圧力を維持して冷却し、 「グリーンブランク」を製造します。金型のサイズは、通常のステンレス鋼では約 17%、チタン合金では約 15% の焼結収縮を考慮して、非常に正確に設計する必要があります。
ステップ 3: 脱バインダー
溶媒抽出または熱分解により、バインダーの 70% ~ 80% がグリーン ブランクから除去されます。次に、深い脱結合により、多孔質の「茶色のブランク」が作成されます。損傷の発生を防ぐため、脱脂後は部品を優しく取り扱う必要があります。
ステップ 4: 焼結
茶色のブランクを高温制御された雰囲気炉に入れ、金属の融点の70%〜90% 、ステンレス鋼の場合は約1300〜1400℃、チタン合金の場合は約1200〜1300℃まで温度を上昇させます。金属粒子が溶け合って体積が収縮し、最終的に緻密な部分ができました。
MIMプロセスパラメータ制御テーブル
| プロセスのステップ | コアパラメータ | 制御範囲 | 結果への影響 |
| 原料の準備 | 粉末の粒径 | 2~25μm | 成形精度、焼結密度 |
| 原料の準備 | 粉末とバインダーの比率 | 60:40~70:30(音量) | 流動性、収縮安定性 |
| 射出成形 | 射出圧力 | 50~150MPa | キャビティ充填の完全性 |
| 射出成形 | 金型温度 | 40~80℃ | グリーンボディの脱型変形 |
| 脱脂 | 高温脱脂温度 | 100~550℃ | バインダー残留物 |
| 焼結 | 焼結温度 | 1200~1400℃ | 部品密度、機械的特性 |
| 焼結 | 開催時間 | 2~6時間 | 粒子の融合度 |
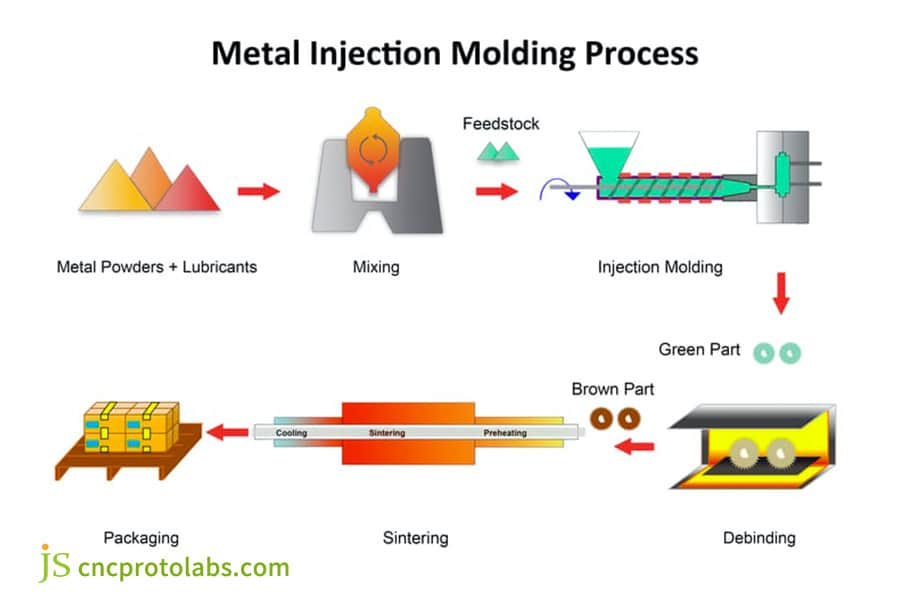
図 1: 原料の混合、射出成形から脱脂、焼結、最終包装まで、金属射出成形 (MIM) プロセスを段階的に示すフローチャート。
私のプロジェクト向けの信頼できる金属射出成形サービスはどこで見つけられますか?
高品質の金属射出成形サービスは、完全なプロセス技術管理、改善された品質システム、豊富な業界経験を通じて実現できます。金属射出成形サプライヤーを審査する際には、技術、品質、経験、サービスの 4 つの側面を中心に評価する必要があります。
サプライヤーを評価するための中心的な基準
- 技術スキル:金属射出成形金型の設計から原料の製造、焼結までの一連の作業を徹底的に管理し、最も複雑な部品も製造できます。
- 品質システム: ISO9001またはその他の関連する証明書を取得するには、原材料と最終製品の品質をチェックするために必要な OES 分光計などのテスト用のデバイスを用意してください。
- 業界経験:対象業界での成功事例があり、業界特有の品質要件を認識しています。
- サービス機能:早期の DFM 分析とあらゆる後処理サービスを提供して、安定した納期を維持します。
JS Precisionのワンストップサービスのメリット
業界で豊富な経験を持つ金属射出成形のサプライヤーであるJS Precision は、顧客にターンキー方式で完全な金属射出成形サービスを提供します。
- 初期の DFM 解析を実施して製品構造を改善し、金型を簡素化して生産を容易にし効率を高めます。
- 原材料のテストから最終製品の検査に至るまで、生産全体が管理下にあり、完全なトレーサビリティ システムによるバッチの一貫性とトレーサビリティ保証が完備されています。
- 単一ソース部品の納品のための熱処理や電気めっきなどの後処理サービスを促進します。
- 生産量、品質、コストを統合して、MIM 生産ソリューションをカスタマイズします。
複雑な部品に適した金属射出成形会社を選択するにはどうすればよいですか?
適切な金属射出成形会社を見つけるには、薄肉、小型、多機能部品の取り扱いが得意で、単純な MIM 部品を製造するだけでなく、専門的な DFM 解析ができる企業を選択することが重要です。
「できる」と「優れている」の違い
優れた金属射出成形会社は、非常に複雑な機能を処理できる中核的な能力を備えている必要があります。つまり、次のとおりです。
- 薄肉成形品: 0.3 ~ 0.5 mm の薄肉部品を高品質で欠陥や変形なく生産することが、優れた薄肉成形プロバイダーの特徴です。
- ミニチュア部品:非常に厳しい寸法公差で0.1 グラム未満の非常に小さな部品を大量に製造することは、非常に優れたミニチュア部品メーカーの証です。
- 多機能の統合: 1 つの金属を作成する射出成形部品MIM の複数部品アセンブリを置き換えることができるように調整されており、アセンブリコストを節約するだけでなく、フィッティング精度も保証されます。
- 特殊材料成形:チタン合金などの難削材でも、材料の靱性や耐食性を維持したまま、完璧なMIM加工が可能です。
製造可能性を考慮した設計 (DFM) の重要性
設計段階での小さな変更により、生産コストを大幅に節約できます。 JS Precision は、金型の変更や製造上の欠陥を回避するために、設計段階でエンジニアを巻き込んで肉厚や脱型角度などをチェックすることを提案しています。壁の厚さを最適化すると、歩留まりが 20% 増加します。
MIM を使用して複雑な部品を製造する場合、メーカーには非常に高い要求が課せられます。複雑な金属部品の生産ニーズがある場合は、当社の MIM 専門家との 1 対 1 の技術相談をスケジュールして、プロセスの課題に答えることができます。

図 2: 歯車、フレーム、留め具などのさまざまな高精度金属部品の集合体が白地に整然と配置され、製造能力を示しています。
金属射出成形金型を設計する際に重要な設計上の考慮事項は何ですか?
金属射出成形金型を作成するには、焼結収縮、ゲートとランナー システム、脱型、および通気という 4 つの基本要素に徹底的に焦点を当てる必要があります。
これら 4 つの側面により、金属射出成形金型の設計とプラスチック射出成形金型の設計は大きく異なります。
金型設計に関する重要な考慮事項
- 収縮補正:焼結収縮には15 ~ 20% の余裕を持たせる必要があります。部品の幾何学的影響を考慮するだけでなく、さまざまな材料の収縮率を実験的に検証する必要があります。
- ゲートとランナーの設計:均一な原料充填を実現し、ウェルド ラインを排除するには、ピン ポイント ゲートまたはサイド ゲートと等断面ランナーを使用します。
- 離型設計: 1 ~ 2° の抜き勾配を提供し、エジェクター ピンを論理的に配置し、グリーン ボディの変形を防ぎ、機能面を避けます。
- 通気設計:空気を排出し、エアマークや焦げを避けるために、キャビティの端に 0.05 ~ 0.1 mm の通気溝を設計します。
一般的なデザインのタブーと推奨される機能
避けるべき設計上の特徴:
- 内部の空洞と内部の溝は密閉されており、型から取り出す方法がありません。
- 壁の厚さが突然50% 以上変化する。
- 内部の角が丸くなく鋭く尖っているため、生体の割れが発生しやすくなります。
- アスペクト比が4:1 を超える長すぎる止まり穴。
推奨される設計上の特徴:
- 焼結変形を最小限に抑える対称形状。
- リブの厚さは、部品の強度を維持し、収縮マークの形成を防ぐために、本体の 40 ~ 60% になるように設計されています。
- ローレット加工と雄ねじにより、金型から直接部品を成形することもできます。
- スナップフィット機能、位置ピンなどをアセンブリコンポーネントに組み合わせることができます。一体成形。
MIM 金型とプラスチック射出成形金型の設計の違い表
| 設計寸法 | 金属射出成形金型 | プラスチック射出成形金型 |
| 収縮の考慮 | 15 ~ 20% の焼結収縮を考慮する必要があります。 | 考慮する必要があるのは 2 ~ 5% の冷却収縮のみです。 |
| 金型材料 | 硬度HRC58~62の金型鋼で耐摩耗性が高い。 | 硬度HRC52~56の金型鋼。 |
| ゲートサイズ | より小さく、グリーンボディのゲートでの破損を回避します。 | 比較的大きく、充填効率を確保します。 |
| 換気チャネル | より細かく、深さ0.05〜0.1mm。 | 深さ0.1~0.2mm。 |
| 金型の精度 | μmレベル、より高次元の要求。 | mmレベル、標準精度要件。 |

図 3: 複雑なキャビティ、精密に開けられた穴、位置合わせ機構を示す、研磨されたステンレス鋼射出成形金型の詳細図。
金属射出成形のコストはどれくらいですか?
金属射出成形の価格は主に、金型、材料、加工、後加工の4つの要素で構成されます。
元の金型の支出が非常に高額であっても、中規模から大量生産後のユニットの品目あたりのコストは従来の方法よりも大幅に低くなり、コスト効率の大きなメリットが生まれます。
原価構成要素
- 金型のコスト:シングルキャビティの金型の価格は5,000 ~ 50,000 ドルで、マルチキャビティの金型はより高価ですが、大量生産よりもコストがかかる可能性があります。
- 材料費:市場に応じて、原料の価格は 1 ポンドあたり 8 ~ 15 ドル、チタン合金などの高性能合金は 1 ポンドあたり約 20 ~ 30 ドルです。
- 加工コスト:射出成形、脱脂、焼結のコストは合計でそれぞれ 1 ~ 3 ドル程度ですが、大量生産によりさらに単価が下がる可能性があります。
- 後処理コスト:熱処理は各 0.5 ~ 2 ドル、電気めっきは 1 ~ 3 ドル、精密機械加工は 1 つあたり 2 ~ 5 ドルかかります。
代替プロセスとのコスト比較
主要な金属射出成形 (MIM) は、部品に5 回以上の機械加工が必要な場合、または従来の方法では成形が難しい場合に、コスト面で大きな利点をもたらします。
あたりの MIM コストステンレスマイクロギア年間生産量 10 万個の場合、価格は 2.5 ドルで、CNC 加工(6.15 ドル)より 60% 高くなりますが、精度はより高いレベルに維持できます。
各工程のコスト比較表(年産能力10万台、ステンレス部品)
| プロセスの種類 | 初期金型/設備コスト (USD) | 材料単価 (USD) | 加工単価 (USD) | 単位合計コスト (USD) | 材料利用率 |
| 金属射出成形 | 20,000 | 1.2 | 1.0 | 2.5 | 98% |
| CNC加工 | 60,000 | 2.0 | 4.15 | 6.15 | 60% |
| 精密鋳造 | 15,000 | 1.5 | 2.5 | 4.0 | 80% |
| 金属3Dプリント | 0 | 3.0 | 4.0 | 7.0 | 95% |
年間の部品生産量は MIM の経済的転換点に達していますか?図面と推定生産量を提出して、単品コストシミュレーションとプロセス選択に関する無料の比較レポートを入手します。
ケーススタディ: MIM の再設計により医療機器コンポーネントのコストを 40% 削減
金属射出成形サービス医療機器コンポーネントの製造における高コストと低い歩留まりの問題に対する優れた解決策となる可能性があります。 JS Precision は、MIM テクノロジーが再設計を通じて医療部品の生産をどのように大幅に強化できるかを示す次の事例を共有しました。
顧客の課題
医療機器会社の外科用止血ヘッドは CNC 加工して組み立てられており、単価は 9 ドルでした。年間生産能力が 100,000 個の場合、総コストは 945,000 ドルでした。
それに加えて、バッチの寸法に大きなばらつきがあり、組み立て歩留まり率はわずか 95% であり、コストと品質の両方が危機に瀕していました。
JS プレシジョン ソリューション
1. 設計の統合:
JS Precision のエンジニア チームは DFM 解析を利用し、2 つの機械加工部品を1 つの金属射出成形部品に結合し、その後の組み立てプロセスを完全に回避しました。その一方で、MIM 成形の実現可能性を高めるために、適切なフィレットと抜き勾配を含めて部品の構造を変更しました。
2. 金型の最適化:
高精度の 4 キャビティ金属射出成形金型が作成され、原料を均一に充填するためのピンポイント ゲートと精密なベント構造が特徴です。射出ごとに 4 つの部品を作成できるため、金型コストは 30,000 ドル未満に抑えられながら、生産速度が大幅に向上します。
3. 素材のマッチング:
医療グレードの 316L ステンレス鋼粉末と新しい原料配合が選択されました。粉末とバインダーの体積比は 65:35で、焼結後の良好な成形流動性と高い耐食性の両方を確保しました。
4. カスタマイズされたプロセス:
独自の脱脂焼結プロセスを開発。熱脱脂温度は 100 ~ 500°C に制御され、焼結は1380°C で 4 時間行われました。これにより、部品の焼結密度 > 98% と機械的特性が満たされました。医療機器要件。
結果
- コスト削減: MIM ピースのコストはわずか 5.40 ドルで、組み立ては必要ないため、総コストが 40% 削減され、年間 360,000 ドルの節約になります。
- 効率の向上: 4 キャビティ金型の射出効率は 1200 パーツ/時間で、元の機械加工プロセスと比べて 300% 向上しました。
- 品質の向上:寸法公差: ±0.03 mm、バッチ一貫性 100%、歩留まり 99.8%、組立誤差ゼロ。
- 認証と準拠: ISO13485 医療認証。世界市場での販売要件に準拠しています。
お客様の声: 「JS Precision の MIM 統合設計は、単価を大幅に削減しただけでなく、その優れたバッチ一貫性により、FDA の承認を得る上で重要な交渉材料となりました。」
この事例は、医療機器部品の製造における金属射出成形 (MIM) のコストと品質の利点を十分に実証しています。医療、エレクトロニクス、その他の業界の部品のコスト最適化のニーズがある場合は、部品要件を提出してください。専用の MIM 再設計ソリューションをカスタマイズします。

図 4: さまざまな形状とサイズの完成した金属射出成形コンポーネントの品揃え。詳細と仕上げを強調するために暗い表面に表示されています。
よくある質問
Q1: MIM で達成可能な標準的な許容誤差はどれくらいですか?
MIM の通常の許容範囲は ±0.3% ~ 0.5% です。ただし、単純な幾何学的特徴の場合、 ±0.1% まで低下する可能性があります。特定の高精度寸法は、追加の仕上げ操作によってさらに縮小される場合があります。
Q2: MIM 部品の最小注文数量はいくらですか?
MIM の有効バッチ サイズは通常、金型コストを合理化するために 5000 個/年以上です。 JS Precisionでは、設計検証に最適な500個からの小ロット試作も可能です。
Q3: MIM 部品をプロトタイプから製品化するまでにどれくらい時間がかかりますか?
金型の製作には 4 ~ 8 週間かかり、最初のサンプルは 2 ~ 3 週間で準備が整い、量産サイクルは注文数量によって異なります。通常在庫品の場合、通常1~2週間程度でのお届けとなります。
Q4: MIM 部品は熱処理またはメッキできますか?
確かに、焼結 MIM 部品は鍛造部品や機械加工部品と同様の特性を備えており、熱処理、電気めっき、研磨などのさまざまな後処理を行うことができます。
Q5: MIM の最大部品サイズはどれくらいですか?
MIM は小型の精密部品の製造に強い関心を持っています。経済性と成形精度のバランスをとるために、部品の重さは100 グラム未満、長さは 150 mm を超えないようにすることをお勧めします。
Q6: MIM コンポーネントの品質を管理するためにどのような方法を使用していますか?
JS Precision では、MIM 部品の品質を徹底的にチェックするために、OES 分光計、三次元測定機、密度計、金属組織学的分析を採用しています。
Q7: MIM でアンダーカットやネジ山のある部品を製造することは可能ですか?
金属射出成形金型のスライダーとコアの引き抜き構造を使用して、二次加工を一切行わずに、おねじやアンダーカット、特定方向の溝などの金型特徴を金属射出成形プロセスによって直接形成できます。
Q8: JS Precision で MIM プロジェクトを開始するにはどうすればよいですか?
最初のステップは次のとおりです2D/3D図面をお送りください材料、公差、生産量などの技術仕様を含む部品の詳細を確認します。その後、当社のエンジニア チームが無料の DFM 分析とプロセス評価を提供します。
まとめ
金属射出成形は、複雑な形状の金属部品を大量生産しながら利点を提供する最も適した方法の 1 つです。
JS Precision は次の 1 つです。金属射出成形会社金属射出成形プロセスに特化し、部品を効率的に大量生産する能力を備えています。当社はお客様の満足を第一に考え、専門的な技術と豊富な経験を活かし、お客様の斬新なアイデアを優れた性能を備えた精密金属部品に仕上げます。
精密金属部品の製造に関する課題に悩んでいる場合は、今すぐ行動を起こし、当社の MIM 専門家と提携して、複雑な部品の大量生産をシンプルかつ効率的に行ってください。
→部品図面をアップロードして、無料の DFM 分析と予備見積もりを取得します
→技術相談をスケジュールし、MIM 専門家と最適なプロセス ソリューションについて話し合う
→業界のケーススタディを参照して、MIM プロセスの実際の適用効果を理解する

免責事項
このページの内容は情報提供のみを目的としています。 JSプレシジョンサービス、情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です部品見積が必要ですこれらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
JSプレシジョンチーム
JS Precision は業界をリードする企業です、カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形、金属スタンピング、などのワンストップ製造サービスを提供します。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。選ぶJSプレシジョンこれは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.cncprotolabs.com
リソース

