

Moulage par injection de métal fait partie des solutions industrielles clés pour la production de petites pièces métalliques de précision en grands volumes, elle fusionne la flexibilité des moulages par injection plastique avec les performances supérieures des matériaux métalliques.
Dans cet article, nous aborderons les principales caractéristiques du processus de moulage par injection de métal. JS Precision est l'un des fournisseurs fiables de moulage par injection de métal offrant une solution unique, de la fabrication du moule à la livraison.
Avantages principaux et tableau des valeurs
| Dimensions techniques | Avantages clés | Valeur de JS Precision |
| Flux de processus | Procédure standardisée en quatre étapes pour la mise en forme de géométries complexes, utilisation de 98 % des matières premières. | Processus numérique et contrôlable, capable de varier les dimensions des lots de ± 0,3 %. |
| Liberté de conception | Des composants présentant des formes très complexes telles que des contre-dépouilles et des micro-filetages peuvent être créés, ce que les processus traditionnels ne peuvent pas gérer. | Analyse DFM expérimentée, refonte et réduction des coûts du moule de 30 %. |
| Propriétés des matériaux | Les pièces frittées ont une densité >97 % et leurs propriétés mécaniques sont comparables à celles des pièces forgées. | 18 catégories d'alliages dans la bibliothèque de matériaux, qui répondent aux exigences de diverses industries. |
Principales conclusions
- La conception, c'est le coût : L'un des facteurs de coût les plus importants dans un projet est la conception. Travailler ensemble avec fournisseurs de moulage par injection de métal au stade de la conception, on pourrait économiser beaucoup d'argent sur les moules et les coûts de production.
- Le processus détermine les performances : chaque facteur du processus de moulage par injection de métal a un impact direct sur la résistance et la précision de la pièce finale. Par exemple, le rapport de mélange des matières premières et le contrôle de la température de frittage.
- Économie par lots : MIM peut offrir des avantages considérables dans la production de volumes moyens à élevés, avec un prix unitaire très compétitif, lorsque le besoin annuel est de plusieurs milliers de pièces ou plus.
Pourquoi faire confiance à ce guide ? L'expérience de moulage par injection de métal de JS Precision
JS Precision est un fabricant professionnel et possède 15 ans d'expérience dans le moulage par injection de métal. Nous avons conçu et fabriqué plus de 500 moules d'injection métallique et servi plus de 200 clients haut de gamme dans le monde dans les domaines du médical, de l'aérospatiale et de l'électronique grand public. Nous avons expédié plus d'un milliard de pièces MIM.
Les membres de notre équipe principale sont expérimentés dans le moulage par injection depuis plus de 10 ans. Ils maîtrisent la chaîne complète des technologies de base, depuis la conception de moules d’injection métallique jusqu’aux processus de frittage personnalisés.
Nous détenons des certifications de trois grandes autorités internationales : IATF 16949 , ISO 13485 et ISO 9001. Notre laboratoire de tests professionnel garantit que chaque lot de produits répond aux normes.
Nos compétences et technologies ont été prouvées par des cas réels dans différentes industries.
Par exemple, nous avons aidé des sociétés de dispositifs médicaux de renommée mondiale avec leur production massive de composants d’instruments chirurgicaux mini-invasifs. Nous avons réussi à combiner cinq pièces d'assemblage usinées en un seul composant MIM (Metal Injection Molding), ce qui, d'une part, a réduit le coût unitaire de 45 % et, d'autre part, a augmenté l'efficacité de 400 %.
Au cours de la production en série de boîtiers de micro-capteurs de 0,4 mm d'épaisseur pour les clients de l'électronique automobile, nous avons non seulement maintenu la tolérance à ± 0,02 mm, mais avons également atteint un taux de rendement de 99,7 % et nous avons adapté des micro-composants en alliage de titane aux clients de l'aérospatiale, enregistrant une densité de frittage de 99 % et répondant aux exigences de résistance des matériaux de qualité aérospatiale.
De tels exemples expriment notre maîtrise de la complexité de la structure du composant, du contrôle des coûts et de la stabilité de la qualité. En outre, ils montrent à quel point nous comprenons les exigences spécifiques des différentes industries, ce qui nous permet de résoudre exactement les problèmes des différents clients en matière de production MIM.
JS Precision est une entreprise toujours dirigée par la technologie, capable de concevoir des solutions de processus uniques adaptées aux besoins des clients. En outre, il est prêt à fournir un support technique complet, y compris l'optimisation de la conception et la production en série.
Si vous êtes confronté aux défis de production de pièces métalliques de précision, contactez nos ingénieurs dès maintenant pour obtenir une solution technologique de moulage par injection de métal personnalisée et débloquer un modèle de production de masse efficace et à faible coût.
Qu’est-ce que le moulage par injection de métal et comment ça marche ?
Le moulage par injection de métal est une technologie avancée qui combine la métallurgie des poudres et le moulage par injection plastique. Son noyau est formé par moulage par injection d'alimentation et frittage de déliantage , ce qui constitue également la différence fondamentale par rapport au moulage par injection traditionnel. Il peut réaliser une production de masse efficace de pièces métalliques complexes.
Définition et bases de la technologie
Le moulage par injection de métal est technologiquement avancé par rapport à la métallurgie des poudres et moulage par injection plastique y sont intégrés. De petites particules de poudres métalliques (2-25 microns) sont mélangées à un liant plastique injecté délianté, et frittées pour former des pièces métalliques denses.
Elle est considérée comme la technologie fondamentale pour former des formes proches du filet.
Analyse des avantages technologiques
- Aucune limite de conception : il peut fabriquer des formes internes complexes, des filetages de pièces creuses, etc., des caractéristiques qui ne peuvent pas être obtenues par usinage conventionnel, permettant ainsi la conception intégrée de plusieurs pièces.
- Formage presque net : la production dans un seul moulage avec très peu de traitement supplémentaire conduit à un taux d'utilisation du matériau de plus de 95 %, ce qui est bien supérieur à celui de l'usinage traditionnel.
- Excellentes performances : la densité frittée est entre 97% et 99% de la densité théorique, et des propriétés mécaniques comparables à celles des matériaux forgés, voire une meilleure isotropie.
- Grande productivité pour la fabrication de masse : cela peut être réalisé par une production continue automatisée. Un seul moule à injection de métal peut produire à lui seul des millions de pièces par an, et le produit est réellement destiné à une production de masse à grande échelle.
Les principaux avantages du moulage par injection de métal en font une alternative privilégiée aux processus traditionnels. Si vous souhaitez savoir si vos produits sont adaptés à la technologie MIM, vous pouvez télécharger notre « Livre blanc sur l'évaluation de la compatibilité des processus MIM » pour faire rapidement un jugement préliminaire.
Quelles sont les étapes clés du processus de moulage par injection de métal ?
Le noyau du processus de moulage par injection de métal est un processus standardisé en quatre étapes, qui comprend la préparation de l'alimentation, le moulage par injection, le dégraissage et le frittage. Le contrôle des paramètres de chaque étape détermine directement la précision et les performances des pièces MIM.
Étape 1 : Préparation des matières premières (mélange)
Les poudres de métaux fins et de liant thermoplastique sont chauffées pour être mélangées pendant 2 à 4 heures à 150-200 degrés Celsius . Ensuite, le refroidissement et la granulation produisent des particules de 3 à 5 mm avec une grande fluidité. Leurs propriétés rhéologiques affectent le plus directement le remplissage lors du moulage par injection.
Étape 2 : Moulage par injection
Une fois la matière première fondue, elle est injectée dans le moule d'injection de métal cavité à une haute pression de 50-150MPa.
Ensuite, la pression est maintenue et l'article est refroidi pour produire le « flan vert ». Les dimensions des moules doivent être conçues avec une grande précision, en tenant compte du retrait de frittage, d'environ 17 % pour l'acier inoxydable habituel et d'environ 15 % pour les alliages de titane.
Étape 3 : Déliantage
Par extraction par solvant ou décomposition thermique, 70 à 80 % du liant est éliminé du flan vert. Ensuite, un déliantage profond crée un « flan brun » poreux . Les pièces doivent être manipulées avec précaution après le déliantage pour éviter tout dommage.
Étape 4 : Frittage
L'ébauche brune a été placée dans un four à atmosphère contrôlée à haute température, puis augmentée en température à 70 % à 90 % du point de fusion du métal , environ 1 300 à 1 400 ℃ pour l'acier inoxydable et environ 1 200 à 1 300 ℃ pour les alliages de titane. Les particules métalliques ont fondu ensemble et le volume a diminué, à la fin une pièce dense a été créée.
Tableau de contrôle des paramètres du processus MIM
| Étapes du processus | Paramètres de base | Plage de contrôle | Impact sur les résultats |
| Préparation des matières premières | Taille des particules de poudre | 2-25μm | Précision de moulage, densité de frittage |
| Préparation des matières premières | Rapport poudre/liant | 60h40-70h30 (volume) | Fluidité, stabilité au retrait |
| Moulage par injection | Pression d'injection | 50-150MPa | Intégrité du remplissage de la cavité |
| Moulage par injection | Température du moule | 40-80 ℃ | Déformation par démoulage du corps vert |
| Déliantage | Température de déliantage à chaud | 100-550 ℃ | Résidus de liant |
| Frittage | Température de frittage | 1200-1400℃ | Densité des pièces, propriétés mécaniques |
| Frittage | Temps de maintien | 2-6h | Degré de fusion de particules |
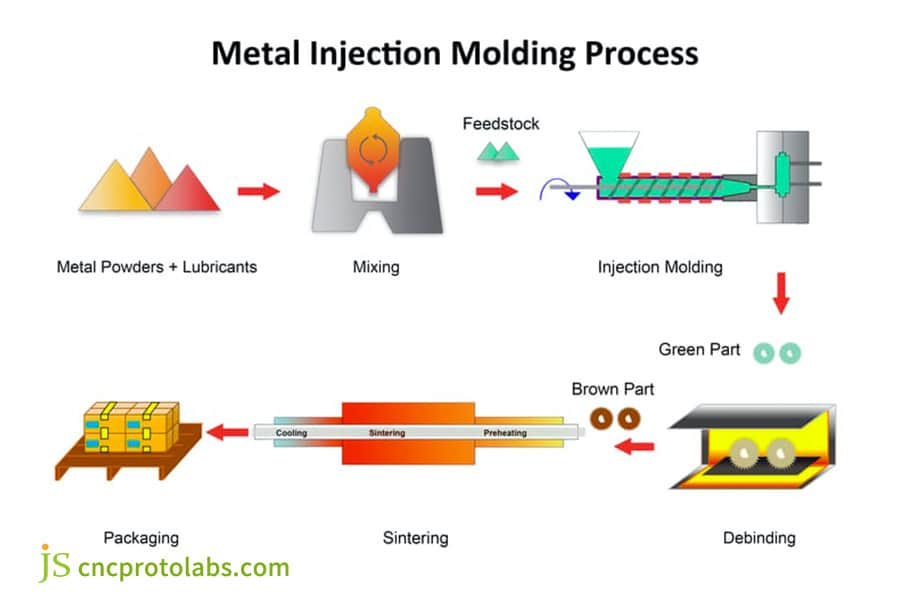
Figure 1 : Un organigramme étape par étape illustrant le processus de moulage par injection de métal (MIM), du mélange de la matière première et du moulage par injection au déliantage, au frittage et à l'emballage final.
Où puis-je trouver des services de moulage par injection de métal fiables pour mon projet ?
Des services de moulage par injection de métal de haute qualité peuvent être obtenus grâce à un contrôle complet de la technologie des processus, des systèmes de qualité améliorés et une riche expérience industrielle. Lors de la sélection, les fournisseurs de moulage par injection de métal doivent être évalués autour de quatre dimensions : technologie, qualité, expérience et service.
Normes de base pour l'évaluation des fournisseurs
- Compétences techniques : Avoir un contrôle approfondi sur toute la chaîne des opérations , depuis la conception d'un moule d'injection de métal et la production de matières premières jusqu'au frittage, capable de produire même les pièces les plus complexes.
- Système Qualité : Posséder un ISO9001 ou tout autre certificat pertinent, disposer du dispositif de test comme les spectromètres OES nécessaires pour vérifier la qualité de la matière première et du produit final.
- Expérience dans l'industrie : Avoir des études de cas réussies dans l'industrie cible et être conscient des exigences de qualité spécifiques de l'industrie .
- Capacités de service : effectuez une analyse DFM précoce et des services de post-traitement complets pour maintenir des délais de livraison stables.
Avantages du service à guichet unique de JS Precision
En tant que fournisseur de moulage par injection de métal possédant une vaste expérience dans l'industrie, JS Precision propose à ses clients des services complets de moulage par injection de métal de manière clé en main :
- Effectuer une analyse DFM initiale pour améliorer la structure du produit et simplifier le moule pour faciliter et efficacité de la production.
- L'ensemble de la production est sous contrôle, depuis les tests des matières premières jusqu'à l'examen du produit final, en passant par la cohérence des lots et l'assurance de la traçabilité grâce à un système de traçabilité complet.
- Facilitez les services de post-traitement tels que le traitement thermique et la galvanoplastie pour une livraison de pièces par une source unique.
- Adaptez votre solution de production MIM en fusionnant production, qualité et coût.
Comment choisir les bonnes entreprises de moulage par injection de métal pour les pièces complexes ?
Trouver les bonnes entreprises de moulage par injection de métal consiste à sélectionner celles qui sont douées pour traiter les pièces à parois minces, miniatures et multifonctions, qui peuvent effectuer une analyse DFM professionnelle et qui ne se contentent pas de fabriquer de simples pièces MIM.
La différence entre « peut faire » et « excellent »
Les excellentes entreprises de moulage par injection de métal doivent avoir la capacité de base de gérer des fonctionnalités assez complexes, à savoir :
- Moulage à parois minces : Produire des pièces à parois minces de 0,3 à 0,5 mm de haute qualité, sans défauts ni déformations, est la marque d'un grand fournisseur de moulage à parois minces.
- Pièces miniatures : fabriquer de grands volumes de très petites pièces <0,1 gramme avec une tolérance dimensionnelle extrêmement serrée est le signe d'un très bon producteur de pièces miniatures.
- Intégration multi-fonctionnalités : fabriquer un seul métal pièce de moulage par injection réglé pour pouvoir remplacer un assemblage en plusieurs parties dans MIM, ce qui permettra non seulement d'économiser les coûts d'assemblage, mais également de garantir la précision du montage.
- Moulage de matériaux spéciaux : capable de réaliser parfaitement le MIM, même avec des alliages de titane et d'autres matériaux difficiles à usiner, tout en garantissant que la ténacité et la résistance à la corrosion du matériau restent intactes.
L'importance de la conception pour la fabricabilité (DFM)
De petits changements pendant la phase de conception peuvent permettre d’économiser des coûts de production importants. JS Precision suggère d'impliquer les ingénieurs dès la phase de conception pour vérifier l'épaisseur des parois, l'angle de démoulage, etc. afin d'éviter les changements de moule et les défauts de production. L'optimisation de l'épaisseur des parois peut entraîner une augmentation du rendement de 20 %.
La fabrication de pièces complexes à l’aide du MIM impose des exigences extrêmement élevées aux fabricants. Si vous avez des besoins de production de pièces métalliques complexes, vous pouvez planifier une consultation technique individuelle avec nos experts MIM pour répondre à vos défis en matière de processus.

Figure 2 : Une collection de diverses pièces métalliques de haute précision, notamment des engrenages, des cadres et des fixations, soigneusement disposées sur un fond blanc pour démontrer la capacité de fabrication.
Quelles considérations de conception sont essentielles lors de la conception d’un moule d’injection de métal ?
La création d'un moule d'injection de métal nécessite une attention particulière sur quatre facteurs fondamentaux : le retrait du frittage, le système de portes et de canaux, le démoulage et la ventilation.
Ces quatre aspects différencient considérablement la conception du moule à injection métallique de celle du plastique.
Considérations fondamentales pour la conception de moules
- Compensation de retrait : vous devez prévoir une allocation de 15 à 20 % pour le retrait de frittage. Le taux de retrait de divers matériaux doit être vérifié expérimentalement, en plus de prendre en compte l'influence géométrique de la pièce.
- Conception des portes et des canaux : Pour obtenir un remplissage uniforme des matières premières et éliminer les lignes de soudure, utilisez des portes à pointe d'épingle ou latérales et des canaux de section égale.
- Conception de démoulage : offre un angle de dépouille de 1 à 2 °, positionne logiquement les broches d'éjection, empêche la déformation du corps vert et évite les surfaces fonctionnelles.
- Conception de ventilation : concevez des rainures d'aération de 0,05 à 0,1 mm à l'extrémité de la cavité pour laisser sortir l'air et éviter les marques d'air et les brûlures.
Tabous de conception courants et fonctionnalités recommandées
Caractéristiques de conception à éviter :
- Cavités internes et rainures internes fermées et sans possibilité de démoulage.
- L'épaisseur de la paroi varie brusquement de plus de 50 %.
- Coins internes très nets sans être arrondis, ce qui provoquerait facilement des fissures dans le corps vert.
- Trous borgnes excessivement longs avec un rapport hauteur/largeur supérieur à 4:1.
Caractéristiques de conception recommandées :
- Forme symétrique minimisant la déformation due au frittage.
- Les nervures sont censées avoir une épaisseur de 40 à 60 % supérieure à celle du corps principal pour aider la pièce à conserver sa résistance et pour éviter la formation de marques de retrait.
- Moletage et filetages extérieurs, qui permettent également de former des pièces directement à partir du moule.
- Les fonctionnalités d'encliquetage, les broches de positionnement, etc. peuvent être combinées dans les composants d'assemblage pour moulage d'une seule pièce .
Tableau des différences de conception entre les moules MIM et les moules à injection plastique
| Dimensions de conception | Moulage par injection de métal | Moulage par injection plastique |
| Considération du retrait | Un retrait de frittage de 15 à 20 % doit être pris en compte. | Seul un retrait de refroidissement de 2 à 5 % doit être pris en compte. |
| Matériau du moule | Acier moulé avec dureté HRC58-62, résistance à l'usure plus élevée. | Acier moulé avec dureté HRC52-56. |
| Taille de la porte | Plus petit, évitant la casse au niveau de la porte du corps vert. | Relativement plus grand, garantissant l'efficacité du remplissage. |
| Canaux de ventilation | Plus fin, profondeur 0,05-0,1 mm. | Profondeur 0,1-0,2 mm. |
| Précision du moule | Niveau μm, exigences dimensionnelles plus élevées. | Niveau mm, exigences de précision standard. |

Figure 3 : Une vue détaillée d'un moule à injection en acier inoxydable poli, présentant ses cavités complexes, ses trous percés avec précision et ses mécanismes d'alignement.
Combien coûte le moulage par injection de métal ?
Le prix du moulage par injection de métal est principalement composé de quatre éléments : le moule, le matériau, le traitement et le post-traitement.
Même si les dépenses initiales en matière de moule sont assez élevées, le coût par article pour l'unité après une production en volume moyen à grand est considérablement inférieur à celui des méthodes traditionnelles, créant ainsi un énorme levier de rentabilité.
Éléments de coût
- Coûts des moules : un moule à une seule cavité peut coûter entre 5 000 et 50 000 $, les moules à plusieurs cavités sont plus coûteux, mais les coûts peuvent être supérieurs à ceux de la production de masse.
- Coûts des matériaux : les matières premières coûtent entre 8 et 15 $ la livre, les alliages à haute performance comme les alliages de titane coûtent entre 20 et 30 $ la livre, selon le marché.
- Coûts de traitement : le moulage par injection, le déliantage et le frittage coûtent collectivement environ 1 à 3 $ chacun , la production de masse peut entraîner une nouvelle diminution des coûts unitaires.
- Coûts de post-traitement : le traitement thermique s'élève à 0,5 $ à 2 $ chacun, la galvanoplastie à 1 $ à 3 $ chacun, l'usinage de précision à 2 $ à 5 $ chacun.
Comparaison des coûts avec des processus alternatifs
Leader du moulage par injection de métal (MIM), il présente un avantage significatif en matière de levier de coûts lorsque les pièces nécessitent cinq opérations d'usinage ou plus ou sont difficiles à former avec les méthodes traditionnelles.
Coûts MIM par micro-engrenage en acier inoxydable pour cent mille production annuelle coûte 2,5 $, soit 60 % de plus que l'usinage CNC (6,15 $), mais la précision peut être maintenue à un niveau plus élevé.
Tableau de comparaison des coûts de différents processus (capacité de production annuelle de 100 000 unités, pièces en acier inoxydable)
| Type de processus | Coût initial du moule/équipement (USD) | Coût unitaire des matériaux (USD) | Coût d'usinage unitaire (USD) | Coût total unitaire (USD) | Taux d'utilisation des matériaux |
| Moulage par injection de métal | 20 000 | 1.2 | 1.0 | 2.5 | 98% |
| Usinage CNC | 60 000 | 2.0 | 4.15 | 6h15 | 60% |
| Moulage de précision | 15 000 | 1,5 | 2.5 | 4.0 | 80% |
| Impression 3D en métal | 0 | 3.0 | 4.0 | 7.0 | 95% |
Votre production annuelle de pièces a atteint le tournant économique du MIM ? Soumettez des dessins et un volume de production estimé pour obtenir un rapport de comparaison gratuit sur la simulation des coûts d'un article unique et la sélection du processus.
Étude de cas : Réduction de 40 % des coûts des composants de dispositifs médicaux grâce à la refonte du MIM
Services de moulage par injection de métal peut constituer une excellente solution aux problèmes de coûts élevés et de faibles taux de rendement dans la fabrication de composants de dispositifs médicaux. JS Precision a partagé le cas suivant pour montrer comment la technologie MIM peut considérablement améliorer la production de pièces médicales grâce à une refonte.
Défi client
Les têtes hémostatiques chirurgicales d'une entreprise de dispositifs médicaux qui ont été usinées et assemblées CNC, le coût unitaire était de 9 $. Avec une capacité de production annuelle de 100 000 unités, le coût total était de 945 000 $.
En plus de cela, il y avait de grandes variations de dimensions des lots, le taux de rendement de l'assemblage n'était que de 95%, le duo coût et qualité était en jeu.
Solution de précision JS
1. Intégration de la conception :
L'équipe d'ingénieurs de JS Precision a utilisé l'analyse DFM et a combiné deux pièces usinées en un seul composant métallique moulé par injection, évitant ainsi totalement les processus d'assemblage ultérieurs. Entre-temps, les pièces ont été structurellement modifiées avec l'inclusion de congés et d'angles de dépouille raisonnables afin de rendre le moulage MIM hautement réalisable.
2. Optimisation du moule :
Un moule d'injection métallique à 4 cavités de haute précision a été créé, doté d'une porte précise et d'une structure de ventilation de précision pour un remplissage uniforme de la matière première. Pour chaque injection, quatre pièces peuvent être créées, ce qui augmente considérablement le taux de production , tout en restant inférieur à 30 000 $.
3. Correspondance des matériaux :
La poudre d'acier inoxydable 316L de qualité médicale a été choisie ainsi qu'une nouvelle formule de matière première. Le rapport poudre/liant était de 65:35 en volume, garantissant à la fois une bonne fluidité de moulage et une haute résistance à la corrosion après frittage.
4. Processus personnalisé :
Un processus de frittage de déliantage exclusif a été créé. La température de déliantage thermique a été contrôlée entre 100 et 500°C, tandis que le frittage a été effectué à 1 380°C pendant 4 heures . Cela a abouti à une densité de frittage > 98 % pour les pièces et à des propriétés mécaniques satisfaisant dispositif médical exigences.
Résultats
- Réduction des coûts : la pièce MIM ne coûte que 5,40 $ et aucun assemblage n'est nécessaire. Les économies annuelles sont donc de 360 000 $ avec une réduction totale des coûts de 40 %.
- Amélioration de l'efficacité : l'efficacité d'injection du moule à 4 cavités est de 1 200 pièces/heure, soit une amélioration de 300 % par rapport au processus d'usinage d'origine.
- Amélioration de la qualité : tolérance dimensionnelle : ± 0,03 mm, cohérence du lot à 100 %, taux de rendement de 99, 8 % et zéro erreur d'assemblage.
- Certification et conformité : certification médicale ISO13485, conforme aux exigences des ventes sur le marché mondial.
Témoignage client : "La conception intégrée MIM de JS Precision a non seulement réduit considérablement notre coût unitaire, mais son excellente cohérence des lots a également ajouté une monnaie d'échange clé à notre approbation FDA."
Ce cas démontre pleinement les avantages en termes de coût et de qualité du moulage par injection de métal (MIM) dans la production de pièces de dispositifs médicaux. Si vous avez également des besoins d'optimisation des coûts pour les pièces dans les secteurs médical, électronique ou autres, veuillez soumettre vos besoins en pièces et nous personnaliserons une solution de refonte MIM dédiée pour vous.

Figure 4 : Un assortiment de composants finis de moulage par injection de métal de différentes formes et tailles, affichés sur une surface sombre pour mettre en valeur leurs détails et leurs finitions.
FAQ
Q1 : Quelle est la tolérance typique réalisable avec MIM ?
La plage de tolérance habituelle pour MIM est de ±0,3 % à 0,5 %. Cependant, pour des caractéristiques géométriques simples, elle peut descendre jusqu'à ±0,1 %. Certaines dimensions de haute précision peuvent être encore réduites par des opérations de finition supplémentaires.
Q2 : Quelle est la quantité minimum de commande pour les pièces MIM ?
La taille effective du lot pour le MIM est généralement de 5 000 pièces/an ou plus pour rendre les coûts de moulage raisonnables. JS Precision propose également une production d'essais en petits lots à partir de 500 pièces, ce qui est parfait pour la validation de la conception.
Q3 : Combien de temps faut-il pour faire passer les pièces MIM du prototype à la production ?
La production du moule prend 4 à 8 semaines, le premier échantillon sera prêt dans 2 à 3 semaines et le cycle de production de masse dépendra de la quantité commandée. Les stocks réguliers sont généralement livrés sous 1 à 2 semaines.
Q4 : Les pièces MIM peuvent-elles être traitées thermiquement ou plaquées ?
Certes, les pièces MIM frittées possèdent des propriétés similaires à celles des pièces forgées et usinées et peuvent toujours subir divers post-traitements tels que le traitement thermique, la galvanoplastie et le polissage.
Q5 : Quelle est la taille maximale des pièces pour MIM ?
MIM est très enclin à la fabrication de petites pièces de précision. Nous suggérons que les pièces pèsent moins de 100 grammes et que la longueur ne dépasse pas 150 mm, de cette façon l'économie et la précision du formage sont équilibrées.
Q6 : Quelles méthodes utilisez-vous pour contrôler la qualité des composants MIM ?
Pour garantir un contrôle approfondi de la qualité des pièces MIM, JS Precision utilise un spectromètre OES, une machine de mesure tridimensionnelle, un densitomètre et une analyse métallographique.
Q7 : Est-il possible pour MIM de fabriquer des pièces avec des contre-dépouilles ou des filetages ?
Des éléments de moule tels qu'un filetage externe ou une contre-dépouille ou une rainure dans une direction spécifique peuvent être directement formés par le processus de moulage par injection de métal sans aucune opération secondaire à l'aide d'une structure de coulissement et de traction de noyau du moule d'injection de métal.
Q8 : Comment démarrer un projet MIM avec JS Precision ?
La première étape consistera à envoyez-nous des dessins 2D/3D de la pièce, avec les spécifications techniques telles que les matériaux, les tolérances et le volume de production. Notre équipe d'ingénieurs vous proposera ensuite une analyse DFM gratuite et une évaluation du processus.
Résumé
Le moulage par injection de métal est l’un des moyens les plus appropriés pour produire en série des pièces métalliques aux géométries complexes tout en offrant des avantages.
JS Precision est l'un des entreprises de moulage par injection de métal qui se spécialise dans le processus de moulage par injection de métal et a la capacité de produire en masse des pièces de manière efficace. Nous accordons une attention particulière à la satisfaction de nos clients et, avec l’aide de notre technologie professionnelle et de notre vaste expérience , nous pouvons transformer vos idées novatrices en pièces métalliques de précision offrant d’excellentes performances.
Si vous êtes confronté aux défis de production de pièces métalliques de précision, agissez maintenant et associez-vous à nos experts MIM pour rendre la production en série de pièces complexes simple et efficace !
→ Téléchargez vos dessins de pièces pour obtenir une analyse DFM gratuite et des devis préliminaires
→ Planifiez une consultation technique et discutez des meilleures solutions de processus avec des experts MIM
→ Consultez des études de cas industrielles pour comprendre les effets d'application pratique des processus MIM

Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de précision JS , il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau JS Precision. C'est la responsabilité de l'acheteur Exiger un devis de pièces Identifiez les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe JS Précision
JS Precision est une entreprise leader du secteur , concentrez-vous sur des solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection , Estampage des métaux, et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. Choisir Précision JS cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.cncprotolabs.com
Ressource

