

金属注射成型是大批量生产精密小型金属零件的关键行业解决方案之一,它将塑料注塑成型的灵活性与金属材料的卓越性能融为一体。
在本文中,我们将讨论金属注射成型工艺的主要特征。 JS Precision 是可靠的金属注塑供应商之一,提供从模具制造到交付的一站式解决方案。
核心优势及价值表
| 技术尺寸 | 主要优势 | JS Precision 的价值 |
| 工艺流程 | 复杂几何形状标准化四步程序,原材料利用率98%。 | 基于数字化且可控的工艺,批量尺寸变化能够达到±0.3%。 |
| 设计自由度 | 可以创建具有高度复杂形状(例如底切和微螺纹)的组件,这是传统工艺无法处理的。 | 经验丰富的DFM分析、模具重新设计,成本节省30%。 |
| 材料特性 | 烧结件密度>97%,机械性能与锻件相当。 | 材料库18种合金类别,满足多种行业需求。 |
主要结论
- 设计就是成本:项目中最大的成本因素之一是设计。与 一起工作金属注射成型供应商在设计阶段可以节省大量的模具费用和生产成本。
- 工艺决定性能:金属注射成型工艺的每个因素都会直接影响最终零件的强度和精度。例如原料的混合比例和烧结温度的控制。
- 批量经济:当年需求量为数千件或更多时,MIM 可以在中批量生产和大批量生产中带来相当大的效益,且单位价格极具竞争力。
为什么相信本指南? JS Precision的金属注射成型经验
JS Precision是一家专业制造商,拥有15年的金属注塑经验。我们设计和制造了 500 多个金属注塑模具,为全球医疗、航空航天和消费电子领域的 200 多家高端客户提供服务。我们已售出超过 10 亿个 MIM 零件。
我们的核心团队成员拥有超过10年的注塑经验。他们掌握了从金属注射模具设计到定制烧结工艺的完整核心技术链。
我们拥有三大国际权威机构的认证: IATF 16949 、ISO 13485和ISO 9001。我们的专业测试实验室确保每批产品均符合标准。
我们的技能和技术已被不同行业的真实案例所证明。
例如,我们帮助全球著名医疗器械公司大量生产微创手术器械零部件。我们成功地将五个机加工装配零件组合成一个 MIM(金属注射成型)组件,一方面将单位成本降低了 45% ,另一方面将效率提高了 400%。
在为汽车电子客户批量生产0.4毫米厚的微型传感器外壳的过程中,我们不仅将公差保持在±0.02毫米,而且良率达到了99.7%,并且为航空航天客户量身定制了钛合金微型部件,烧结密度达到了99%,满足了航空级材料的强度要求。
这些例子表达了我们对部件结构复杂性、成本控制和质量稳定性的掌握。此外,它们还展示了我们对不同行业的具体要求的了解程度,使我们能够准确解决各种客户在 MIM 生产中的问题。
JS Precision是一家始终以技术为主导的公司,能够根据客户需求设计独特的工艺解决方案。此外,它还随时准备提供包括设计优化和批量生产在内的全周期技术支持。
如果您正在努力应对精密金属零件的生产挑战,请立即联系我们的工程师,获取定制的金属注射成型技术解决方案,解锁高效、低成本的量产模式。
什么是金属注射成型及其工作原理?
金属注射成型是粉末冶金与塑料注射成型相结合的先进技术。其核心是通过加料注射成型、脱脂烧结而成,这也是与传统注射成型的核心区别。可实现复杂金属零件的高效批量生产。
技术的定义和基础知识
金属注射成型技术比粉末冶金和塑料注射成型都融入其中。小颗粒金属粉末(2-25 微米)与注射脱脂的塑料粘合剂混合,然后烧结形成致密的金属部件。
它被认为是形成近净形状的基础技术。
技术效益分析
- 无设计限制:可以制造复杂的内部形状、空心零件螺纹等传统机械加工无法获得的特征,从而允许多个零件的集成设计。
- 近净成型:一次成型生产,几乎不需要额外加工,材料利用率高达95%以上,远高于传统机械加工。
- 优异的性能:烧结密度为 理论密度在97%~99%之间,力学性能与锻造材料相当,甚至各向同性更好。
- 大规模生产的巨大生产力:可以通过自动化连续生产来完成。仅一个金属注射模具每年就可以生产数百万件,并且该产品真正适合大规模批量生产。
金属注射成型的核心优势使其成为传统工艺的首选替代方案。如果您想了解您的产品是否适合MIM技术,您可以下载我们的《MIM工艺兼容性评估白皮书》快速做出初步判断。
金属注射成型工艺的关键步骤有哪些?
其核心是金属注射成型工艺是一个四步标准化工艺,包括加料准备、注射成型、脱脂和烧结。每个步骤的参数控制直接决定MIM零件的精度和性能。
第 1 步:原料制备(混合)
将细金属粉末和热塑性粘合剂在150-200摄氏度下加热混合2-4小时。然后冷却造粒,产生3-5mm的高流动性颗粒。它们的流变特性最直接地影响注塑成型中的填充。
第2步:注塑成型
原料熔化后,将其注入金属注射模具腔体高压50-150MPa。
然后,保持压力,并将制品冷却以产生“生坯”。模具尺寸需要非常精确地设计,并考虑到烧结收缩,通常的不锈钢约为 17%,钛合金约为 15%。
第三步:脱脂
通过溶剂萃取或热分解,70%-80%的粘合剂从生坯中去除。然后深度脱脂形成多孔的“棕色坯料” 。零件脱脂后需要轻拿轻放,以防止损坏的发生。
第四步:烧结
将棕色毛坯放入高温可控气氛炉中,升温至金属熔点的70%-90% ,不锈钢约为1300-1400℃,钛合金约为1200-1300℃。金属颗粒熔化在一起并体积收缩,最终形成致密的部分。
MIM工艺参数控制表
| 流程步骤 | 核心参数 | 控制范围 | 对结果的影响 |
| 原料制备 | 粉末粒径 | 2-25μm | 成型精度、烧结密度 |
| 原料制备 | 粉末与粘合剂的比例 | 60:40-70:30(音量) | 流动性、收缩稳定性 |
| 注塑成型 | 注射压力 | 50-150MPa | 型腔填充完整性 |
| 注塑成型 | 模具温度 | 40-80℃ | 坯体脱模变形 |
| 脱脂 | 热脱脂温度 | 100-550℃ | 粘合剂残留物 |
| 烧结 | 烧结温度 | 1200-1400℃ | 零件密度、机械性能 |
| 烧结 | 保持时间 | 2-6小时 | 粒子融合度 |
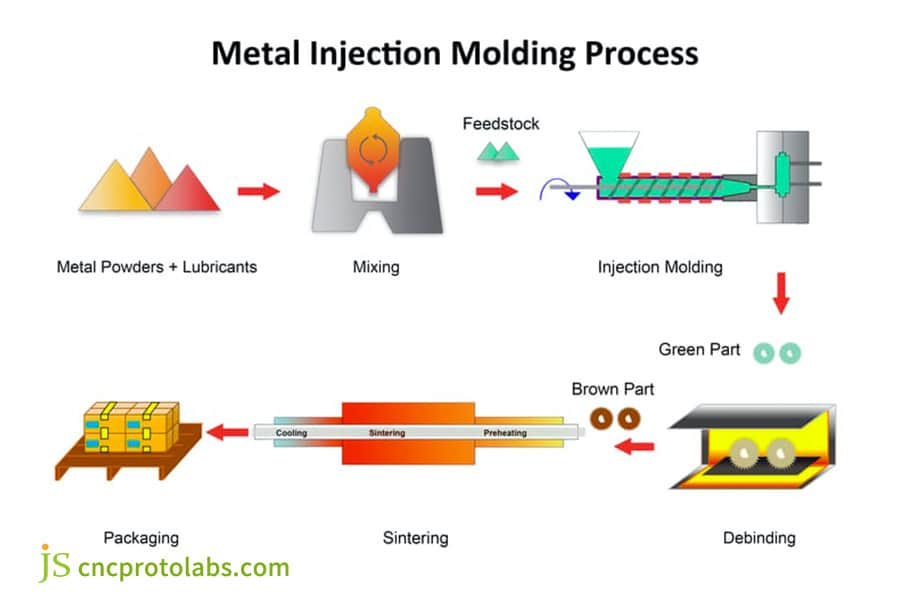
图 1:说明金属注射成型 (MIM) 工艺的分步流程图,从混合原料和注射成型到脱脂、烧结和最终包装。
在哪里可以为我的项目找到可靠的金属注塑成型服务?
通过全流程技术控制、完善的质量体系、丰富的行业经验,可以实现高品质的金属注射成型服务。在筛选时,需要围绕技术、质量、经验、服务四个维度对金属注塑供应商进行评估。
评估供应商的核心标准
- 技术技能:彻底控制从设计金属注射模具和原料生产到烧结的整个操作链,甚至能够生产最复杂的零件。
- 质量体系:拥有ISO9001或任何其他相关证书,拥有必要的测试设备,如OES光谱仪,以检查原材料和最终产品的质量。
- 行业经验:有目标行业的成功案例研究,了解行业的具体质量要求。
- 服务能力:提供早期DFM分析和全方位后处理服务,以保持稳定的交货时间。
JS Precision 一站式服务优势
作为一家拥有丰富行业经验的金属注塑成型供应商, JS Precision 为客户提供交钥匙的完整金属注塑成型服务:
- 进行初始 DFM 分析,以改进产品结构并使模具更简单,从而提高生产难度和效率。
- 从原材料检测到最终产品检验,整个生产过程都处于受控状态,通过完整的追溯系统实现批次一致性和可追溯性保证。
- 促进热处理和电镀等后处理服务,以实现单一来源零件的交付。
- 通过合并产量、质量和成本来定制您的 MIM 生产解决方案。
复杂零件如何选择合适的金属注射成型公司?
寻找合适的金属注射成型公司就是要选择那些擅长处理薄壁、微型和多功能零件,能够进行专业DFM分析,而不仅仅是制造简单的MIM零件的公司。
“可以”和“优秀”的区别
优秀的金属注射成型企业应该具备处理相当复杂特征的核心能力,即:
- 薄壁模具:生产高质量、无缺陷或变形的 0.3-0.5mm 薄壁件是优秀薄壁模具供应商的标志。
- 微型零件:以极其严格的尺寸公差制造大量<0.1克的非常小的零件是非常优秀的微型零件生产商的标志。
- 多功能集成:制造一种金属注塑件经过调整,可以替代MIM中的多零件装配,不仅节省装配成本,而且保证了装配精度。
- 特殊材料成型:即使是钛合金等难加工材料也能完美进行MIM,同时保证材料的韧性和耐腐蚀性能完好无损。
可制造性设计 (DFM) 的重要性
设计阶段的微小改变可以节省大量的生产成本。 JS Precision建议工程师在设计阶段就参与检查壁厚、脱模角度等,以避免更换模具和生产缺陷。优化壁厚可提高 20% 的产量。
使用 MIM 制造复杂零件对制造商提出了极高的要求。如果您有复杂金属零件的生产需求,您可以安排与我们的 MIM 专家进行一对一的技术咨询,以解答您的工艺挑战。

图2:各种高精度金属零件的集合,包括齿轮、框架和紧固件,整齐地排列在白色背景上,以展示制造能力。
设计金属注塑模具时,哪些设计考虑因素至关重要?
创建金属注射模具需要彻底关注四个基本因素:烧结收缩、浇口和流道系统、脱模和排气。
这四个方面使金属注射模具设计与塑料注射模具设计显着不同。
模具设计的核心考虑因素
- 收缩补偿:您必须为烧结收缩提供15-20% 的余量。除了考虑零件的几何影响外,还应通过实验验证各种材料的收缩率。
- 浇口和流道设计:为了实现均匀的原料填充并消除熔接线,请使用针点或侧浇口以及等截面流道。
- 脱模设计:提供1-2°的拔模角,合理定位顶针,防止坯体变形,避免功能面。
- 排气设计:在型腔端部设计0.05-0.1mm的排气槽,排出空气,避免出现气痕和烧焦。
常见设计禁忌和推荐功能
应避免的设计特征:
- 内部空腔和内部凹槽是封闭的,无法脱模。
- 壁厚突然变化超过 50%。
- 内角死角没有倒圆角,容易造成坯体开裂。
- 盲孔过长且深宽比大于 4:1。
推荐设计特点:
- 形状对称,最大限度地减少烧结变形。
- 筋的厚度应为主体的 40-60%,以帮助零件保持其强度并防止形成收缩痕迹。
- 滚花和外螺纹,也允许直接从模具中形成零件。
- 卡扣配合特征、定位销等能够组合到装配部件中,用于单件成型。
MIM 模具与塑料注射模具设计差异表
| 设计尺寸 | 金属注塑模具 | 注塑模具 |
| 收缩考虑 | 需要考虑15-20%的烧结收缩。 | 只需要考虑2-5%的冷却收缩。 |
| 模具材质 | 模具钢硬度HRC58-62,耐磨性更高。 | 模具钢硬度为HRC52-56。 |
| 浇口尺寸 | 较小,避免坯体浇口处破损。 | 相对较大,保证灌装效率。 |
| 通风通道 | 较细,深度0.05-0.1mm。 | 深度0.1-0.2毫米。 |
| 模具精度 | μm级,尺寸要求更高。 | 毫米级,标准精度要求。 |

图 3:抛光不锈钢注塑模具的详细视图,展示了其复杂的型腔、精密钻孔和对准机构。
金属注射成型的成本是多少?
金属注射成型的价格主要由四个要素组成:模具、材料、加工和后处理。
即使原来的模具费用相当高,中大批量生产后的单位成本也比传统方法低得多,创造了巨大的成本效率杠杆。
成本构成
- 模具成本:单腔模具的价格可能为5,000-50,000 美元,多腔模具的成本更高,但成本可以超过批量生产。
- 材料成本:原料价格为每磅 8-15 美元,钛合金等高性能合金的价格约为每磅 20-30 美元,具体取决于市场。
- 加工成本:注塑、脱脂、烧结总共成本约为1-3美元,批量生产可进一步降低单位成本。
- 后处理成本:热处理每次 0.5-2 美元,电镀每次 1-3 美元,精密加工每次 2-5 美元。
与替代工艺的成本比较
当零件需要五次或更多加工操作或难以用传统方法成型时,领先的金属注射成型 (MIM) 具有显着的成本杠杆优势。
每 MIM 成本不锈钢微型齿轮年产十万件的成本为2.5美元,比CNC加工(6.15美元)高出60%,但精度仍能保持在较高水平。
不同工艺成本对比表(年产10万台,不锈钢件)
| 工艺类型 | 初始模具/设备成本(美元) | 单位材料成本(美元) | 单位加工成本(美元) | 单位总成本(美元) | 材料利用率 |
| 金属注射成型 | 20,000 | 1.2 | 1.0 | 2.5 | 98% |
| 数控加工 | 60,000 | 2.0 | 4.15 | 6.15 | 60% |
| 精密铸造 | 15,000 | 1.5 | 2.5 | 4.0 | 80% |
| 金属3D打印 | 0 | 3.0 | 4.0 | 7.0 | 95% |
您的零件年产量是否已达到MIM的经济转折点?提交图纸和预计产量,以获得单品成本模拟和工艺选择的免费比较报告。
案例研究:通过 MIM 重新设计将医疗设备组件的成本降低 40%
金属注射成型服务可以很好地解决医疗器械零部件制造成本高、良率低的问题。 JS Precision 分享了以下案例,展示MIM 技术如何通过重新设计大幅提高医疗零件的生产。
客户挑战
一家医疗器械公司的手术止血器头采用 CNC 加工和组装,单位成本为 9 美元。年产能为10万台,总成本为94.5万美元。
此外,批量尺寸差异较大,组装良率仅为95%,成本与质量成为焦点。
JS精密解决方案
1. 设计整合:
JS Precision 的工程师团队利用 DFM 分析,将两个机加工零件组合成一个金属注塑组件,从而完全避免了后续的组装过程。同时,对零件结构进行了修改,加入合理的圆角和拔模角,使MIM成型具有较高的可行性。
2、模具优化:
创建了高精度四腔金属注射模具,具有精确的浇口和精密排气结构,可实现均匀的原料填充。每次注射可生产四个零件,这大大提高了生产率,同时模具成本始终低于 30,000 美元。
3、材质搭配:
选择医用级316L不锈钢粉末以及新的原料配方。粉末与粘合剂的体积比为65:35,确保了良好的成型流动性和烧结后的高耐腐蚀性。
4、定制流程:
创建了专有的脱脂烧结工艺。热脱脂温度控制在100-500℃之间,烧结在1380℃下进行4小时。这使得零件的烧结密度 > 98% 且机械性能满足医疗器械要求。
结果
- 降低成本: MIM 件成本仅为 5.40 美元,无需组装,因此每年可节省 360,000 美元,总成本降低 40%。
- 效率提升:四腔模具注塑效率为1200件/小时,比原加工工艺提升300%。
- 质量改进:尺寸公差:±0.03毫米,批次一致性100%,合格率99. 8%,装配误差为零。
- 认证与合规: ISO13485医疗认证,符合全球市场销售要求。
客户见证: “JS Precision的MIM集成设计不仅显着降低了我们的单位成本,其出色的批次一致性也为我们获得FDA批准增添了关键筹码。”
该案例充分展示了金属注射成型(MIM)在医疗器械零部件生产中的成本和质量优势。如果您也有医疗、电子或其他行业零件的成本优化需求,请提交您的零件需求,我们将为您定制专用的MIM重新设计解决方案。

图 4:各种形状和尺寸的成品金属注塑组件,显示在深色表面上以突出其细节和饰面。
常见问题解答
Q1:MIM 可实现的典型公差是多少?
MIM 的通常公差范围为±0.3%-0.5%。然而,对于简单的几何特征,它可以低至±0.1%。某些高精度尺寸可以通过额外的精加工操作进一步减小。
Q2: MIM零件的最小起订量是多少?
MIM 的有效批量通常为 5000 件/年或更多,以使模具成本合理。 JS Precision 还提供500 件起的小批量试生产,非常适合设计验证。
Q3:MIM零件从原型到生产需要多长时间?
模具生产需要4-8周,第一个样品将准备好2-3周,批量生产周期将取决于订单数量。常规库存通常会在 1-2 周内交货。
Q4:MIM零件可以热处理或电镀吗?
当然,烧结MIM零件具有与锻造和机加工零件相似的性能,并且仍然可以进行各种后处理,例如热处理、电镀和抛光。
Q5: MIM 的最大零件尺寸是多少?
MIM 非常倾向于小型、精密零件的制造。我们建议零件重量小于100克,长度不超过150毫米,这样可以平衡经济性和成型精度。
Q6: 你们用什么方法来控制MIM组件的质量?
为了确保对 MIM 零件的质量进行彻底检查,JS Precision 采用了 OES 光谱仪、坐标测量机、密度计和金相分析。
Q7:MIM 制造带倒扣或螺纹的零件是否可行?
诸如外螺纹或特定方向的底切或凹槽等模具特征可以通过金属注射成型工艺直接形成,而无需使用金属注射模具的滑块和抽芯结构进行任何二次操作。
Q8:如何开始使用 JS Precision 的 MIM 项目?
第一步是向我们发送 2D/3D 图纸零件的详细信息,以及材料、公差和产量等技术规格。然后,我们的工程师团队将为您提供免费的 DFM 分析和工艺评估。
概括
金属注射成型是批量生产具有复杂几何形状的金属零件的最合适方法之一,同时具有诸多优点。
JS Precision 是其中之一金属注射成型公司专门从事金属注射成型工艺,具有高效批量生产零件的能力。我们特别注重客户的满意度,借助我们的专业技术和丰富的经验,我们可以将您的新颖想法转化为性能优异的精密金属零件。
如果您正在努力应对精密金属零件的生产挑战,请立即行动,与我们的 MIM 专家合作,让复杂零件的批量生产变得简单高效!
→上传您的零件图以获得免费的 DFM 分析和初步报价
→安排技术咨询并与 MIM 专家讨论最佳工艺解决方案
→查看行业案例,了解MIM工艺的实际应用效果

免责声明
本页内容仅供参考。 JS精密服务,对于信息的准确性、完整性或有效性不作任何明示或暗示的陈述或保证。不应推断第三方供应商或制造商将通过 JS Precision Network 提供性能参数、几何公差、具体设计特征、材料质量和类型或工艺。这是买家的责任需要零件报价确定这些部分的具体要求。请联系我们获取更多信息。
JS精密团队
JS Precision是行业领先的公司,专注于定制制造解决方案。我们拥有超过20年的经验,超过5000家客户,我们专注于高精度数控加工,钣金制造, 3D打印,注塑成型,金属冲压、等一站式制造服务。
我们的工厂配备了 100 多台最先进的 5 轴加工中心,并通过了 ISO 9001:2015 认证。我们为全球150多个国家的客户提供快速、高效、高质量的制造解决方案。无论是小批量生产还是大规模定制,我们都能以最快的24小时内交货满足您的需求。选择JS精密这意味着选拔效率、质量和专业性。
要了解更多信息,请访问我们的网站: www.cncprotolabs.com
资源

