

Moldagem por injeção de metal está entre as principais soluções da indústria para a produção de pequenas peças metálicas de precisão em grandes volumes, mesclando a flexibilidade das moldagens por injeção de plástico com o desempenho superior dos materiais metálicos.
Neste artigo, discutiremos as principais características do processo de moldagem por injeção de metal. JS Precision é um dos fornecedores confiáveis de moldagem por injeção de metal que oferece uma solução completa desde a fabricação do molde até a entrega.
Principais vantagens e tabela de valores
| Dimensões Técnicas | Principais vantagens | Valor da precisão JS |
| Fluxo do processo | Procedimento padronizado de quatro etapas para modelagem de geometria complexa, 98% de utilização de matéria-prima. | Processo controlável e baseado digitalmente, capaz de variação de lote nas dimensões ±0,3%. |
| Liberdade de design | Podem ser criados componentes com formatos altamente complicados, como rebaixos e micro-roscas, que os processos tradicionais não conseguem lidar. | Análise DFM experiente, redesenho e economia de custos de molde em 30%. |
| Propriedades dos materiais | As peças sinterizadas têm densidade >97% e suas propriedades mecânicas estão no mesmo nível das peças forjadas. | 18 categorias de ligas na biblioteca de materiais, que atendem aos requisitos de diversos setores. |
Principais conclusões
- Design é Custo: Um dos maiores fatores de custo em um projeto é o design. Trabalhando junto com fornecedores de moldagem por injeção de metal na fase de projeto poderia economizar muito dinheiro em moldes e custos de produção.
- O processo determina o desempenho: Cada fator do processo de moldagem por injeção de metal tem um impacto direto na resistência e na precisão da peça final. Por exemplo, a proporção de mistura da matéria-prima e o controle da temperatura de sinterização.
- Economia de lote: o MIM pode proporcionar benefícios consideráveis na produção de médio a alto volume, com um preço por unidade muito competitivo, quando a necessidade anual é de vários milhares de peças ou mais.
Por que confiar neste guia? Experiência em moldagem por injeção de metal da JS Precision
JS Precision é um fabricante profissional com 15 anos de experiência em moldagem por injeção de metal. Projetamos e fabricamos mais de 500 moldes de injeção de metal e atendemos mais de 200 clientes sofisticados em todo o mundo nas áreas médica, aeroespacial e de eletrônicos de consumo. Enviamos mais de 1 bilhão de peças MIM.
Os membros da nossa equipe principal têm experiência em moldagem por injeção há mais de 10 anos. Eles dominam toda a cadeia de tecnologias essenciais, desde o projeto de moldes de injeção de metal até processos de sinterização personalizados.
Possuímos certificações de três grandes autoridades internacionais: IATF16949 , ISO 13485 e ISO 9001. Nosso laboratório de testes profissional garante que cada lote de produtos atenda aos padrões.
Nossas competências e tecnologias foram comprovadas por casos reais em diferentes setores.
Por exemplo, ajudamos empresas globais de dispositivos médicos famosas com sua grande produção de componentes de instrumentos cirúrgicos minimamente invasivos. Conseguimos combinar cinco peças de montagem usinadas em um componente MIM (Metal Injection Molding) que por um lado diminuiu o custo unitário em 45% e, por outro lado, aumentou a eficiência em 400%.
Ao longo da produção em massa de caixas de microssensores com 0,4 mm de espessura para clientes de eletrônicos automotivos, não apenas mantivemos a tolerância em ± 0,02 mm, mas também alcançamos uma taxa de rendimento de 99,7% e adaptamos microcomponentes de liga de titânio para clientes aeroespaciais, registrando uma densidade de sinterização de 99% e atendendo aos requisitos de resistência de materiais de classe aeroespacial.
Tais exemplos expressam nosso domínio da complexidade da estrutura do componente, controle de custos e estabilidade de qualidade. Além disso, eles mostram o quão bem entendemos os requisitos específicos de diferentes indústrias que nos permitem resolver com exatidão os problemas de vários clientes na produção MIM.
A JS Precision é uma empresa sempre liderada por tecnologias, capaz de projetar soluções de processos únicas e sob medida às necessidades do cliente. Além disso, está pronta para fornecer suporte técnico de ciclo completo, incluindo otimização de projeto e produção em massa.
Se você está enfrentando os desafios de produção de peças metálicas de precisão, entre em contato com nossos engenheiros agora para obter uma solução de tecnologia de moldagem por injeção de metal personalizada e desbloquear um modelo de produção em massa eficiente e de baixo custo.
O que é moldagem por injeção de metal e como funciona?
A moldagem por injeção de metal é uma tecnologia avançada que combina metalurgia do pó e moldagem por injeção de plástico. Seu núcleo é formado por meio de moldagem por injeção e sinterização por desligação , que também é o principal diferencial da moldagem por injeção tradicional. Pode alcançar a produção em massa eficiente de peças metálicas complexas.
Definição e fundamentos da tecnologia
A moldagem por injeção de metal é tecnologicamente avançada que a metalurgia do pó e moldagem por injeção de plástico estão integrados nele. Pequenas partículas de pós metálicos (2-25 mícrons) são misturadas com um aglutinante plástico injetado desligado e sinterizadas para formar peças metálicas densas.
É considerada a tecnologia fundamental para formar formas quase líquidas.
Análise de Benefícios Tecnológicos
- Sem limites de projeto: Pode fabricar formas internas complexas, roscas de peças ocas, etc., características que não podem ser obtidas através da usinagem convencional, permitindo assim o projeto integrado de múltiplas peças.
- Formação quase líquida: A produção em uma única moldagem com muito pouco processamento adicional leva a uma taxa de utilização de material de mais de 95%, muito maior do que a da usinagem tradicional.
- Excelente desempenho: A densidade sinterizada é entre 97% e 99% da densidade teórica, e as propriedades mecânicas estão no mesmo nível dos materiais forjados, isotropia ainda melhor.
- Grande Produtividade para Fabricação em Massa: Pode ser feito por produção contínua automatizada. Somente um molde de injeção de metal pode produzir milhões de peças anualmente, e o produto é realmente destinado à produção em massa em larga escala.
As principais vantagens da moldagem por injeção de metal a tornam uma alternativa preferida aos processos tradicionais. Se desejar saber se seus produtos são adequados para a tecnologia MIM, você pode baixar nosso "White Paper de avaliação de compatibilidade de processos MIM" para fazer um julgamento preliminar rapidamente.
Quais são as principais etapas do processo de moldagem por injeção de metal?
O núcleo do processo de moldagem por injeção de metal é um processo padronizado de quatro etapas, que inclui preparação de alimentação, moldagem por injeção, desengorduramento e sinterização. O controle de parâmetros de cada etapa determina diretamente a precisão e o desempenho das peças MIM.
Etapa 1: Preparação da Matéria-Prima (Mistura)
Pós de metais finos e ligantes termoplásticos são aquecidos para misturar por 2 a 4 horas a 150 a 200 graus Celsius . Em seguida, o resfriamento e a granulação produzem partículas de 3-5 mm com alta fluidez. Suas propriedades reológicas afetam mais diretamente o preenchimento na moldagem por injeção.
Etapa 2: Moldagem por Injeção
Uma vez que a matéria-prima derrete, ela é injetada no molde de injeção de metal cavidade a alta pressão de 50-150MPa.
Em seguida, a pressão é mantida e o artigo é resfriado para produzir o “espaço verde”. Os tamanhos dos moldes precisam ser projetados com muita precisão, levando em consideração a contração de sinterização, em torno de 17% para o aço inoxidável usual e cerca de 15% para ligas de titânio.
Etapa 3: desvinculação
Através da extração com solvente ou decomposição térmica, 70%-80% do aglutinante é removido do branco verde. Em seguida, a desvinculação profunda cria um "espaço marrom" poroso . As peças precisam ser manuseadas com cuidado após a remoção para evitar a ocorrência de danos.
Etapa 4: Sinterização
A peça marrom foi colocada em um forno com atmosfera controlada de alta temperatura e então elevada a temperatura para 70%-90% do ponto de fusão do metal , cerca de 1300-1400°C para aço inoxidável e cerca de 1200-1300°C para ligas de titânio. As partículas metálicas fundiram-se e encolheram o volume, no final foi feita uma parte densa.
Tabela de controle de parâmetros de processo MIM
| Etapas do processo | Parâmetros principais | Faixa de controle | Impacto nos resultados |
| Preparação de matéria-prima | Tamanho de partícula de pó | 2-25μm | Precisão de moldagem, densidade de sinterização |
| Preparação de matéria-prima | Proporção pó/aglutinante | 60:40-70:30 (Volume) | Fluidez, estabilidade de encolhimento |
| Moldagem por injeção | Pressão de injeção | 50-150MPa | Integridade de preenchimento de cavidade |
| Moldagem por injeção | Temperatura do Molde | 40-80℃ | Deformação de desmoldagem do corpo verde |
| Desvinculação | Temperatura de desvinculação a quente | 100-550℃ | Resíduo de aglutinante |
| Sinterização | Temperatura de Sinterização | 1200-1400℃ | Densidade da peça, propriedades mecânicas |
| Sinterização | Tempo de espera | 2-6h | Grau de fusão de partículas |
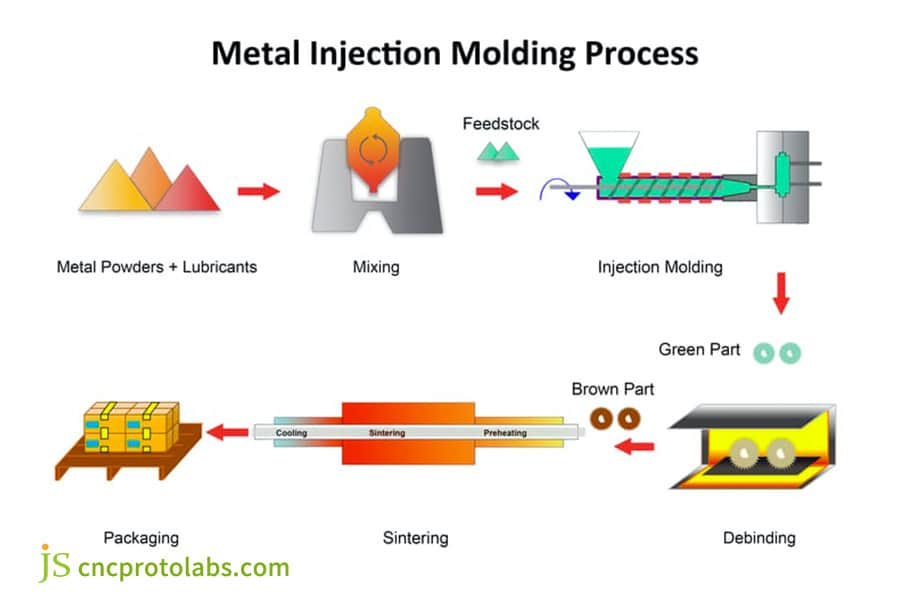
Figura 1: Um fluxograma passo a passo que ilustra o processo de moldagem por injeção de metal (MIM), desde a mistura da matéria-prima e moldagem por injeção até a desligação, sinterização e embalagem final.
Onde posso encontrar serviços confiáveis de moldagem por injeção de metal para meu projeto?
Serviços de moldagem por injeção de metal de alta qualidade podem ser alcançados por meio de controle total da tecnologia de processo, sistemas de qualidade aprimorados e rica experiência no setor. Ao selecionar, os fornecedores de moldagem por injeção de metal precisam ser avaliados em torno de quatro dimensões: tecnologia, qualidade, experiência e serviço.
Padrões Básicos para Avaliação de Fornecedores
- Habilidades Técnicas: Ter controle completo sobre toda a cadeia de operações, desde a concepção de um molde de injeção de metal e produção de matéria-prima até a sinterização, capaz de produzir até as peças mais complicadas.
- Sistema de Qualidade: Possuir um ISO9001 ou qualquer outro certificado relevante, possuir dispositivo para testes como espectrômetros OES necessários para verificar a qualidade da matéria-prima e do produto final.
- Experiência no setor: Tenha estudos de caso de sucesso no setor alvo e esteja ciente dos requisitos de qualidade específicos do setor .
- Capacidades de serviço: forneça análises antecipadas de DFM e serviços de pós-processamento completos para manter prazos de entrega estáveis.
Vantagens do serviço completo da JS Precision
Sendo um fornecedor de moldagem por injeção de metal com vasta experiência no setor, a JS Precision oferece aos clientes serviços completos de moldagem por injeção de metal em regime turnkey:
- Condução de análises iniciais de DFM para melhorar a estrutura do produto e tornar o molde mais simples para facilidade e eficiência de produção.
- Toda a produção está sob controle, desde o teste da matéria-prima até o exame do produto final, com consistência do lote e garantia de rastreabilidade por meio de um sistema completo de rastreabilidade.
- Facilite serviços de pós-processamento, como tratamento térmico e galvanoplastia, para entrega de peças de origem única.
- Personalize sua solução de produção MIM mesclando produção, qualidade e custo.
Como escolher as empresas certas de moldagem por injeção de metal para peças complexas?
Encontrar as empresas certas de moldagem por injeção de metal envolve selecionar aquelas que são boas em lidar com peças de paredes finas, miniaturas e com vários recursos, podem fazer análises DFM profissionais e não apenas fazer peças MIM simples.
A diferença entre "Pode fazer" e "Excelente"
Excelentes empresas de moldagem por injeção de metal devem ter a capacidade básica de lidar com recursos bastante complexos, a saber:
- Moldagem de paredes finas: Produzir peças de paredes finas de 0,3-0,5 mm com alta qualidade e sem defeitos ou deformação é a marca registrada de um grande fornecedor de moldagem de paredes finas.
- Peças em miniatura: Fabricar grandes volumes de peças muito pequenas <0,1 grama com tolerância dimensional extremamente restrita é um sinal de um produtor de peças em miniatura muito bom.
- Integração de vários recursos: Fazendo um metal peça de moldagem por injeção ajustado para que possa substituir uma montagem de várias peças no MIM, o que não só economizará nos custos de montagem, mas também garantirá a precisão do encaixe.
- Moldagem de materiais especiais: Capaz de realizar MIM perfeitamente mesmo com ligas de titânio e outros materiais difíceis de usinar, garantindo ao mesmo tempo que a tenacidade e a resistência à corrosão do material sejam mantidas intactas.
A importância do design para a capacidade de fabricação (DFM)
Pequenas alterações durante a fase de design podem economizar uma quantidade significativa de custos de produção. A JS Precision sugere envolver engenheiros na fase de projeto para verificar a espessura da parede, o ângulo de desmoldagem, etc., para evitar alterações no molde e defeitos de produção. A otimização da espessura da parede pode resultar em um aumento de rendimento de 20%.
A fabricação de peças complexas usando MIM impõe exigências extremamente altas aos fabricantes. Se você tiver necessidades de produção de peças metálicas complexas, poderá agendar uma consulta técnica individual com nossos especialistas em MIM para responder aos desafios do seu processo.

Figura 2: Uma coleção de várias peças metálicas de alta precisão, incluindo engrenagens, estruturas e fixadores, organizadas em um fundo branco para demonstrar a capacidade de fabricação.
Quais considerações de projeto são críticas ao projetar um molde de injeção de metal?
A criação de um molde de injeção de metal requer um foco completo em quatro fatores fundamentais: contração da sinterização, sistema de comporta e canal, desmoldagem e ventilação.
Esses quatro aspectos diferenciam significativamente o projeto do molde de injeção de metal do plástico.
Considerações Básicas para Projeto de Molde
- Compensação de contração: Você deve fornecer uma tolerância de 15-20% para a contração de sinterização. A taxa de contração de diversos materiais deve ser verificada experimentalmente, além de considerar a influência geométrica da peça.
- Projeto do portão e do canal: Para obter um enchimento uniforme da matéria-prima e eliminar linhas de solda, use portas laterais ou de ponta de pino e canais de seção igual.
- Projeto de desmoldagem: oferece um ângulo de inclinação de 1-2 °, posiciona os pinos ejetores de maneira lógica, evita a deformação do corpo verde e evita superfícies funcionais.
- Design de ventilação: Projete ranhuras de ventilação de 0,05-0,1 mm na extremidade da cavidade para deixar sair o ar e evitar marcas de ar e queimaduras.
Tabus comuns de design e recursos recomendados
Recursos de design a serem evitados:
- Cavidades internas e ranhuras internas fechadas e sem possibilidade de desmoldagem.
- Espessura da parede variando repentinamente em mais de 50%.
- Cantos internos pontiagudos sem serem arredondados, o que facilmente causará rachaduras no corpo verde.
- Furos cegos excessivamente longos com proporção superior a 4:1.
Recursos de design recomendados:
- Formato simétrico, que minimiza a deformação da sinterização.
- As nervuras devem ter 40-60% da espessura do corpo principal para ajudar a peça a manter sua resistência e evitar a formação de marcas de encolhimento.
- Recartilhamento e roscas externas, que também permitem a conformação das peças diretamente do molde.
- Recursos de encaixe instantâneo, pinos de localização, etc. podem ser combinados nos componentes da montagem para moldagem de peça única .
Tabela de diferenças de design de molde MIM vs. molde de injeção de plástico
| Dimensões do projeto | Molde de injeção de metal | Molde de injeção de plástico |
| Consideração de encolhimento | Deve ser considerada uma contração de sinterização de 15-20%. | Apenas 2-5% de contração por resfriamento precisa ser considerada. |
| Material do molde | Aço para molde com dureza HRC58-62, maior resistência ao desgaste. | Aço para molde com dureza HRC52-56. |
| Tamanho do portão | Menor, evitando quebra na porta do corpo verde. | Relativamente maior, garantindo eficiência de enchimento. |
| Canais de Ventilação | Mais fino, profundidade 0,05-0,1 mm. | Profundidade 0,1-0,2 mm. |
| Precisão do Molde | Nível μm, requisitos dimensionais mais elevados. | nível mm, requisitos de precisão padrão. |

Figura 3: Uma visão detalhada de um molde de injeção de aço inoxidável polido, mostrando suas cavidades intrincadas, furos perfurados com precisão e mecanismos de alinhamento.
Quanto custa a moldagem por injeção de metal?
O preço da moldagem por injeção de metal é composto predominantemente por quatro elementos: molde, material, processamento e pós-processamento.
Mesmo que o gasto original com o molde seja bastante elevado, o custo por item da unidade após a produção de médio a grande volume é consideravelmente menor do que o dos métodos tradicionais, criando uma enorme alavancagem na eficiência de custos.
Componentes de custo
- Custos do molde: Um molde de cavidade única pode custar entre US$ 5.000 e US$ 50.000, os moldes de múltiplas cavidades são mais caros, mas os custos podem ser aumentados na produção em massa.
- Custos de materiais: A matéria-prima custa entre US$ 8 e US$ 15 por libra, ligas de alto desempenho, como ligas de titânio, custam cerca de US$ 20 a US$ 30 por libra, dependendo do mercado.
- Custos de processamento: moldagem por injeção, desligação e sinterização custam coletivamente cerca de US$ 1 a US$ 3 cada , a produção em massa pode levar a uma redução ainda maior nos custos unitários.
- Custos de pós-processamento: O tratamento térmico custa entre US$ 0,5 e US$ 2 cada, a galvanoplastia custa entre US$ 1 e US$ 3 cada, a usinagem de precisão custa entre US$ 2 e US$ 5 cada.
Comparação de custos com processos alternativos
Líder em moldagem por injeção de metal (MIM) com uma vantagem significativa de alavancagem de custos quando as peças exigem cinco ou mais operações de usinagem ou são difíceis de formar com métodos tradicionais.
Custos MIM por micro engrenagem de aço inoxidável para cem mil produções anuais custam US$ 2,5, o que é 60% a mais que a usinagem CNC (US$ 6,15), mas a precisão pode ser mantida em um nível superior.
Tabela Comparativa de Custos de Diferentes Processos (Capacidade de Produção Anual 100.000 Unidades, Peças de Aço Inoxidável)
| Tipo de processo | Custo inicial do molde/equipamento (USD) | Custo unitário do material (USD) | Custo unitário de usinagem (USD) | Custo total unitário (USD) | Taxa de utilização de materiais |
| Moldagem por injeção de metal | 20.000 | 1.2 | 1,0 | 2,5 | 98% |
| Usinagem CNC | 60.000 | 2,0 | 4.15 | 6.15 | 60% |
| Fundição de Precisão | 15.000 | 1,5 | 2,5 | 4,0 | 80% |
| Impressão 3D de metal | 0 | 3,0 | 4,0 | 7,0 | 95% |
A sua produção anual de peças atingiu o ponto de viragem económico do MIM? Envie desenhos e volume de produção estimado para obter um relatório de comparação gratuito sobre simulação de custo de item único e seleção de processo.
Estudo de caso: Redução de 40% no custo de componentes de dispositivos médicos por meio do redesenho do MIM
Serviços de moldagem por injeção de metal pode ser uma ótima solução para os problemas de altos custos e baixas taxas de rendimento na fabricação de componentes de dispositivos médicos. A JS Precision compartilhou o seguinte caso para mostrar como a tecnologia MIM pode melhorar drasticamente a produção de peças médicas por meio do redesenho.
Desafio do cliente
As cabeças hemostáticas cirúrgicas de uma empresa de dispositivos médicos, usinadas e montadas em CNC, tinham um custo unitário de US$ 9. Com uma capacidade de produção anual de 100.000 unidades, o custo total foi de US$ 945.000.
Além disso, havia grandes variações nas dimensões dos lotes, o rendimento da montagem era de apenas 95%, a dupla que estava em jogo o tema custo e qualidade.
Solução de precisão JS
1. Integração de Projeto:
A equipe de engenheiros da JS Precision fez uso da análise DFM e combinou duas peças usinadas em um único componente metálico moldado por injeção, evitando assim totalmente os processos de montagem subsequentes. Nesse ínterim, as peças foram modificadas estruturalmente com a inclusão de filetes e ângulos de inclinação razoáveis, de modo a tornar a moldagem MIM altamente viável.
2. Otimização de moldes:
Foi criado um molde de injeção de metal de alta precisão com 4 cavidades, apresentando uma porta precisa e uma estrutura de ventilação de precisão para enchimento uniforme da matéria-prima. Por cada injeção, quatro peças podem ser criadas, o que aumenta muito a taxa de produção , enquanto os custos do molde permanecem abaixo de US$ 30.000.
3. Correspondência de materiais:
O pó de aço inoxidável 316L de grau médico foi escolhido, bem como a nova fórmula de matéria-prima. A proporção pó/aglomerante foi de 65:35 em volume, garantindo boa fluidez da moldagem e alta resistência à corrosão após a sinterização.
4. Processo Personalizado:
Foi criado um processo proprietário de sinterização por desligação. A temperatura de desligação térmica foi controlada entre 100-500°C, enquanto a sinterização foi feita a 1380°C durante 4 horas . Isso resultou em densidade de sinterização > 98% para peças e propriedades mecânicas que atendem dispositivo médico requisitos.
Resultados
- Redução de custos: a peça MIM custa apenas US$ 5,40 e nenhuma montagem é necessária, portanto, a economia anual é de US$ 360.000 com redução de custo total de 40%.
- Melhoria de eficiência: A eficiência de injeção do molde de 4 cavidades é de 1.200 peças/hora - uma melhoria de 300% em relação ao processo de usinagem original.
- Melhoria de qualidade: Tolerância dimensional: ±0,03 mm, 100% de consistência do lote, taxa de rendimento de 99,8% e zero erro de montagem.
- Certificação e Conformidade: Certificação médica ISO13485, que atende aos requisitos para vendas no mercado global.
Depoimento do cliente: "O design integrado MIM da JS Precision não apenas reduziu significativamente nosso custo unitário, mas sua excelente consistência de lote também adicionou uma moeda de troca importante à nossa aprovação pela FDA."
Este caso demonstra plenamente as vantagens de custo e qualidade da moldagem por injeção de metal (MIM) na produção de peças de dispositivos médicos. Se você também tiver necessidades de otimização de custos para peças nos setores médico, eletrônico ou outros, envie seus requisitos de peças e personalizaremos uma solução de redesenho MIM dedicada para você.

Figura 4: Uma variedade de componentes acabados de moldagem por injeção de metal em vários formatos e tamanhos, exibidos em uma superfície escura para destacar seus detalhes e acabamentos.
Perguntas frequentes
Q1: Qual é a tolerância típica alcançável com MIM?
A faixa de tolerância usual para MIM é de ±0,3%-0,5%. No entanto, para características geométricas simples, pode chegar a ±0,1%. Certas dimensões de alta precisão podem ser ainda mais reduzidas por operações de acabamento adicionais.
Q2: Qual é a quantidade mínima de pedido para peças MIM?
O tamanho efetivo do lote para MIM é geralmente de 5.000 peças/ano ou mais para tornar os custos do molde razoáveis. A JS Precision também oferece produção experimental em pequenos lotes de 500 peças, o que é perfeito para validação de projeto.
Q3: Quanto tempo leva para levar as peças MIM do protótipo à produção?
A produção do molde leva de 4 a 8 semanas, a primeira amostra estará pronta de 2 a 3 semanas e o ciclo de produção em massa dependerá da quantidade do pedido. Os estoques regulares geralmente são entregues dentro de 1 a 2 semanas.
Q4: As peças MIM podem ser tratadas termicamente ou revestidas?
Definitivamente, as peças MIM sinterizadas possuem propriedades semelhantes às peças forjadas e usinadas e ainda podem passar por vários pós-processamento, como tratamento térmico, galvanoplastia e polimento.
Q5: Qual é o tamanho máximo da peça para MIM?
A MIM está muito inclinada à fabricação de peças pequenas e de precisão. Sugerimos que as peças tenham menos de 100 gramas e o comprimento não ultrapasse 150mm, assim se equilibra economia e precisão na conformação.
Q6: Quais métodos você usa para controlar a qualidade dos componentes MIM?
Para garantir uma verificação completa da qualidade das peças MIM, a JS Precision emprega espectrômetro OES, máquina de medição por coordenadas, densitômetro e análise metalográfica.
Q7: É viável para a MIM fabricar peças com rebaixos ou roscas?
Características do molde, como uma rosca externa ou um corte inferior ou ranhura em uma direção específica, podem ser formadas diretamente pelo processo de moldagem por injeção de metal, sem quaisquer operações secundárias, usando um controle deslizante e uma estrutura de extração do núcleo do molde de injeção de metal.
Q8: Como você inicia um projeto MIM com JS Precision?
O passo inicial será envie-nos desenhos 2D/3D da peça, com as especificações técnicas como materiais, tolerâncias e volume de produção. Nossa equipe de engenheiros oferecerá a você análise DFM gratuita e avaliação de processo.
Resumo
A moldagem por injeção de metal é uma das formas mais adequadas de produzir em massa peças metálicas com geometrias complexas, ao mesmo tempo que proporciona benefícios.
JS Precision é um dos empresas de moldagem por injeção de metal especializada no processo de moldagem por injeção de metal e tem capacidade para produzir peças em massa com eficiência. Prestamos especial atenção à satisfação do cliente e, com a ajuda de nossa tecnologia profissional e vasta experiência , podemos transformar suas novas ideias em peças metálicas de precisão com excelente desempenho.
Se você está enfrentando os desafios de produção de peças metálicas de precisão, aja agora e faça parceria com nossos especialistas em MIM para tornar a produção em massa de peças complexas simples e eficiente!
→ Carregue seus desenhos de peças para obter análise DFM gratuita e orçamentos preliminares
→ Agende uma consulta técnica e discuta as melhores soluções de processo com especialistas em MIM
→ Veja estudos de caso do setor para compreender os efeitos práticos da aplicação dos processos MIM

Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos. Serviços de precisão JS ,não há representações ou garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da JS Precision Network. É responsabilidade do comprador Exigir cotação de peças Identifique requisitos específicos para essas seções. Entre em contato conosco para mais informações .
Equipe de precisão JS
JS Precision é uma empresa líder do setor , concentre-se em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em alta precisão Usinagem CNC , Fabricação de chapas metálicas , Impressão 3D , Moldagem por injeção , Carimbo de metal, e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. Escolher Precisão JS isso significa eficiência de seleção, qualidade e profissionalismo.
Para saber mais, acesse nosso site: www.cncprotolabs.com
Recurso

