

Литье металла под давлением является одним из ключевых отраслевых решений для производства прецизионных небольших металлических деталей в больших объемах. Оно сочетает в себе гибкость литья пластмасс под давлением с превосходными характеристиками металлических материалов.
В этой статье мы обсудим основные особенности процесса литья металла под давлением. JS Precision — один из надежных поставщиков литья металлов под давлением, предлагающий комплексное решение от изготовления пресс-форм до доставки.
Основные преимущества и таблица значений
| Технические размеры | Ключевые преимущества | Ценность точности JS |
| Ход процесса | Стандартизированная четырехэтапная процедура для формирования сложной геометрии, использование сырья на 98%. | Цифровой и управляемый процесс, допускающий отклонения размеров партии ±0,3%. |
| Свобода дизайна | Могут быть созданы компоненты очень сложной формы, такие как подрезы и микрорезьбы, с которыми традиционные процессы не могут справиться. | Опытный анализ DFM, модернизация и экономия средств на пресс-форме на 30%. |
| Свойства материала | Спеченные детали имеют плотность >97%, а их механические свойства не уступают поковкам. | 18 категорий сплавов в библиотеке материалов, отвечающих требованиям различных отраслей промышленности. |
Ключевые выводы
- Дизайн — это стоимость. Одним из важнейших факторов стоимости проекта является дизайн. Работая вместе с поставщики литья металлов под давлением на этапе проектирования можно было бы сэкономить много денег на пресс-формах и производственных затратах.
- Процесс определяет производительность: каждый фактор процесса литья металла под давлением оказывает непосредственное влияние на прочность и точность конечной детали. Например, соотношение смешивания сырья и контроль температуры спекания.
- Экономия партий: MIM может обеспечить значительные преимущества при производстве средних и больших объемов с очень конкурентоспособной ценой за единицу, когда годовая потребность составляет несколько тысяч штук и более.
Почему стоит доверять этому руководству? Опыт JS Precision в области литья металлов под давлением
JS Precision — профессиональный производитель с 15-летним опытом литья под давлением металлов. Мы разработали и изготовили более 500 литьевых форм для металла и обслуживали более 200 высококлассных клиентов по всему миру в области медицинской, аэрокосмической и бытовой электроники. Мы отгрузили более 1 миллиарда деталей MIM.
Члены нашей основной команды имеют опыт работы в литье под давлением более 10 лет. Они освоили полную цепочку основных технологий: от проектирования пресс-форм для литья металлов до индивидуальных процессов спекания.
Мы обладаем сертификатами трех крупнейших международных органов: ИАТФ 16949 , ISO 13485 и ISO 9001. Наша профессиональная испытательная лаборатория гарантирует, что каждая партия продукции соответствует стандартам.
Наши навыки и технологии проверены реальными случаями в разных отраслях.
Например, мы помогли известным мировым компаниям, производящим медицинское оборудование, наладить крупномасштабное производство компонентов минимально инвазивных хирургических инструментов. Нам удалось объединить пять обработанных сборочных деталей в одну деталь MIM (Metal Injection Molding), что, с одной стороны, снизило себестоимость единицы продукции на 45% , а с другой стороны, повысило эффективность на 400%.
В ходе массового производства корпусов микродатчиков толщиной 0,4 мм для клиентов автомобильной электроники мы не только сохранили допуск на уровне ±0,02 мм, но также достигли предела текучести 99,7%, а также адаптировали микрокомпоненты из титанового сплава для клиентов из аэрокосмической отрасли, зафиксировав плотность спекания 99% и выполняя требования к прочности материалов аэрокосмического класса.
Такие примеры отражают наше мастерство в вопросах сложности структуры компонентов, контроля затрат и стабильности качества. Кроме того, они показывают, насколько хорошо мы понимаем специфические требования различных отраслей, что позволяет нам точно решать различные проблемы клиентов в производстве MIM.
JS Precision — это компания, всегда ориентированная на технологии, способная разрабатывать уникальные технологические решения, адаптированные к потребностям клиентов. Также готова обеспечить полный цикл технической поддержки, включая оптимизацию конструкции и серийное производство.
Если вы боретесь с проблемами производства прецизионных металлических деталей, свяжитесь с нашими инженерами прямо сейчас, чтобы получить индивидуальное технологическое решение для литья металлов под давлением и открыть для себя эффективную и недорогую модель массового производства.
Что такое литье металла под давлением и как оно работает?
Литье металлов под давлением — это передовая технология, сочетающая в себе порошковую металлургию и литье пластмасс под давлением. Его сердцевина формируется посредством литья под давлением и спекания без связующего вещества , что также является основным отличием от традиционного литья под давлением. Это может обеспечить эффективное массовое производство сложных металлических деталей.
Определение и основы технологии
Литье металлов под давлением технологически продвинуто, что порошковая металлургия и литье пластмасс под давлением интегрированы в него. Мелкие частицы металлических порошков (2-25 микрон) смешиваются с впрыскиваемым пластиковым связующим и спекаются с образованием плотных металлических деталей.
Считается фундаментальной технологией формирования околосеточных форм.
Анализ технологических преимуществ
- Никаких конструктивных ограничений: он может изготавливать сложные внутренние формы, резьбу полых деталей и т. д., которые невозможно получить с помощью обычной механической обработки, что позволяет комплексно проектировать несколько деталей.
- Формование почти чистой формы: производство за одну отливку с минимальной дополнительной обработкой приводит к коэффициенту использования материала более 95%, что намного выше, чем при традиционной механической обработке.
- Отличная производительность: спеченная плотность между 97% и 99% теоретической плотности, а механические свойства на уровне кованых материалов, изотропия даже лучше.
- Высокая производительность массового производства. Этого можно добиться за счет автоматизированного непрерывного производства. Одна только металлическая литьевая форма может производить миллионы деталей ежегодно, и продукт действительно предназначен для крупномасштабного массового производства.
Основные преимущества литья металлов под давлением делают его предпочтительной альтернативой традиционным процессам. Если вы хотите узнать, подходят ли ваши продукты для технологии MIM, вы можете загрузить наш «Информационный документ по оценке совместимости процессов MIM», чтобы быстро принять предварительное решение.
Каковы ключевые этапы процесса литья металла под давлением?
Ядро процесс литья металла под давлением представляет собой четырехэтапный стандартизированный процесс, который включает подготовку подачи, литье под давлением, обезжиривание и спекание. Контроль параметров на каждом этапе напрямую определяет точность и производительность деталей MIM.
Шаг 1: Подготовка сырья (смешивание)
Порошки мелких металлов и термопластичного связующего нагревают до смешения в течение 2-4 часов при температуре 150-200 градусов Цельсия . Затем охлаждением и гранулированием получают частицы размером 3-5 мм с высокой текучестью. Их реологические свойства самым непосредственным образом влияют на наполнитель при литье под давлением.
Шаг 2: Литье под давлением
Как только сырье расплавится, его впрыскивают в металлическая литьевая форма полости при высоком давлении 50-150МПа.
Затем сохраняют давление и охлаждают изделие с получением «зеленой заготовки». Размеры формы необходимо рассчитывать очень точно, учитывая усадку при спекании, около 17% для обычной нержавеющей стали и около 15% для титановых сплавов.
Шаг 3: Распаковка
Путем экстракции растворителем или термического разложения из неспеченной заготовки удаляется 70-80% связующего. Затем при глубоком удалении связующего получается пористая «коричневая заготовка» . После снятия связок с деталями следует обращаться осторожно, чтобы предотвратить повреждение.
Шаг 4: Спекание
Коричневую заготовку поместили в печь с высокотемпературной контролируемой атмосферой, а затем подняли температуру до 70–90% от температуры плавления металла , около 1300–1400 ℃ для нержавеющей стали и около 1200–1300 ℃ для титановых сплавов. Частицы металла сплавлялись вместе и уменьшались в объеме, в итоге получалась плотная деталь.
Таблица управления параметрами процесса MIM
| Этапы процесса | Основные параметры | Диапазон управления | Влияние на результаты |
| Подготовка сырья | Размер частиц порошка | 2-25 мкм | Точность формования, плотность спекания |
| Подготовка сырья | Соотношение порошка и связующего | 60:40-70:30 (Объем) | Текучесть, устойчивость к усадке |
| Литье под давлением | Давление впрыска | 50-150МПа | Целостность заполнения полостей |
| Литье под давлением | Температура пресс-формы | 40-80℃ | Деформация зеленого тела |
| Развязка | Температура горячего снятия связующего | 100-550℃ | Остаток связующего |
| Спекание | Температура спекания | 1200-1400 ℃ | Плотность детали, механические свойства |
| Спекание | Время выдержки | 2-6 часов | Степень слияния частиц |
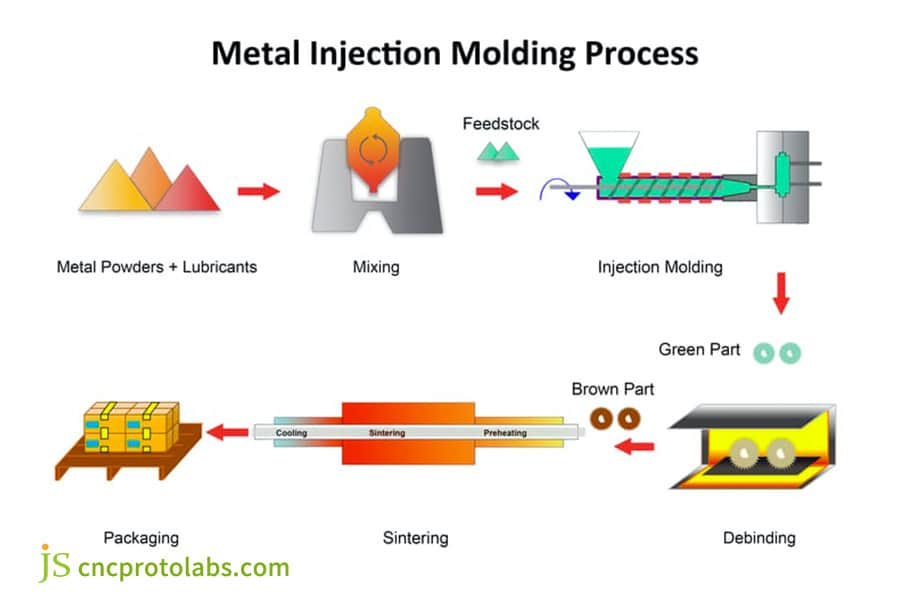
Рисунок 1: Пошаговая блок-схема, иллюстрирующая процесс литья металлов под давлением (MIM): от смешивания сырья и литья под давлением до удаления связующих, спекания и окончательной упаковки.
Где я могу найти надежные услуги по литью металла под давлением для моего проекта?
Высокое качество услуг по литью металлов под давлением может быть достигнуто за счет полного контроля технологических процессов, усовершенствованных систем качества и богатого отраслевого опыта. При отборе поставщиков литья металлов под давлением необходимо оценивать по четырем параметрам: технология, качество, опыт и сервис.
Основные стандарты оценки поставщиков
- Технические навыки: Иметь тщательный контроль над всей цепочкой операций от проектирования литьевой формы и производства сырья до спекания, способный производить даже самые сложные детали.
- Система качества: Обладать ИСО9001 или любой другой соответствующий сертификат, иметь устройство для тестирования, такое как спектрометры OES, необходимое для проверки качества сырья и конечного продукта.
- Опыт работы в отрасли: иметь успешные тематические исследования в целевой отрасли и знать конкретные требования отрасли к качеству .
- Возможности обслуживания: обеспечьте ранний анализ DFM и все услуги по постобработке для поддержания стабильных сроков доставки.
Преимущества комплексного обслуживания JS Precision
Являясь поставщиком литья металлов под давлением с большим опытом работы в отрасли, JS Precision предлагает клиентам полный комплекс услуг по литью металлов под ключ:
- Проведение первоначального анализа DFM для улучшения структуры продукта и упрощения формования для облегчения и эффективности производства.
- Все производство находится под контролем, начиная с тестирования сырья и заканчивая проверкой конечной продукции, с обеспечением согласованности партий и обеспечения прослеживаемости посредством полной системы отслеживания.
- Упростите услуги постобработки, такие как термообработка и гальваника, для поставки деталей из одного источника.
- Адаптируйте свое производственное решение MIM, объединив производительность, качество и стоимость.
Как выбрать правильную компанию по литью металла под давлением для сложных деталей?
Поиск подходящих компаний, занимающихся литьем металла под давлением, заключается в выборе тех, кто хорошо справляется с тонкостенными, миниатюрными и многофункциональными деталями, может проводить профессиональный анализ DFM, а не только изготавливать простые детали MIM.
Разница между «Могу» и «Отлично»
Отличные компании, занимающиеся литьем металлов под давлением, должны обладать основными способностями для обработки довольно сложных функций, а именно:
- Тонкостенное формование: производство тонкостенных деталей толщиной 0,3-0,5 мм высокого качества без дефектов и деформаций является отличительной чертой отличного поставщика тонкостенного формования.
- Миниатюрные детали. Производство больших объемов очень маленьких деталей <0,1 грамма с чрезвычайно жесткими допусками по размерам является признаком очень хорошего производителя миниатюрных деталей.
- Многофункциональная интеграция: изготовление одного металла деталь для литья под давлением настроен так, что он может заменить сборку из нескольких частей в MIM, что не только сэкономит затраты на сборку, но и обеспечит точность подгонки.
- Формование специальных материалов: позволяет идеально выполнять MIM даже с титановыми сплавами и другими материалами, которые трудно поддаются механической обработке, обеспечивая при этом сохранение прочности и устойчивости материала к коррозии.
Важность дизайна для технологичности (DFM)
Небольшие изменения на этапе проектирования могут сэкономить значительную сумму производственных затрат. JS Precision предлагает привлечь инженеров на этапе проектирования для проверки толщины стенок, угла извлечения из формы и т. д., чтобы избежать изменений в пресс-форме и производственных дефектов. Оптимизация толщины стенок может привести к увеличению выхода продукции на 20%.
Производство сложных деталей с использованием MIM предъявляет чрезвычайно высокие требования к производителям. Если у вас есть производственные потребности в изготовлении сложных металлических деталей, вы можете запланировать индивидуальную техническую консультацию с нашими экспертами MIM, чтобы решить ваши технологические задачи.

Рис. 2. Коллекция различных высокоточных металлических деталей, включая шестерни, рамы и крепежные детали, аккуратно расположенных на белом фоне для демонстрации производственных возможностей.
Какие конструктивные соображения имеют решающее значение при проектировании пресс-формы для литья металлов?
Создание литьевой формы для металла требует тщательного внимания к четырем фундаментальным факторам: усадке при спекании, системе литников и направляющих, извлечению из формы и вентиляции.
Эти четыре аспекта существенно отличают конструкцию металлической литьевой формы от пластиковой.
Основные соображения по проектированию пресс-форм
- Компенсация усадки: необходимо обеспечить припуск в размере 15-20% на усадку при спекании. Скорость усадки различных материалов должна быть проверена экспериментально, а также учитывать геометрическое влияние детали.
- Конструкция ворот и желобов. Чтобы добиться равномерного заполнения сырьем и исключить линии сварки, используйте точечные или боковые затворы и направляющие равного сечения.
- Конструкция для извлечения из формы: обеспечивает угол наклона 1-2 °, логичное расположение выталкивающих штифтов, предотвращает деформацию зеленого корпуса и избегает функциональных поверхностей.
- Конструкция вентиляции: спроектируйте вентиляционные канавки диаметром 0,05–0,1 мм на конце полости, чтобы выпустить воздух и избежать следов воздуха и ожогов.
Общие табу дизайна и рекомендуемые функции
Особенности конструкции, которых следует избегать:
- Внутренние полости и внутренние канавки, которые закрыты и не могут быть извлечены из формы.
- Толщина стенки внезапно изменилась более чем на 50%.
- Резкие внутренние углы без закруглений, что легко приведет к растрескиванию зеленого корпуса.
- Глухие отверстия чрезмерной длины с соотношением сторон более 4:1.
Рекомендуемые конструктивные особенности:
- Симметричная форма, минимизирующая деформацию при спекании.
- Ребра должны быть на 40–60 % толще основного корпуса, чтобы помочь детали сохранить прочность и предотвратить образование следов усадки.
- Накатка и наружная резьба, что также позволяет формовать детали прямо из формы.
- Элементы защелкивания, установочные штифты и т. д. могут быть объединены в сборочные компоненты для цельное литье .
Таблица различий в конструкции пресс-форм MIM и пресс-форм для литья пластмасс под давлением
| Размеры конструкции | Металлическая литьевая форма | Пластиковая литьевая форма |
| Учет усадки | Необходимо учитывать 15-20% усадку при спекании. | Необходимо учитывать только 2-5% усадку при охлаждении. |
| Материал пресс-формы | Пресс-форма из стали твердостью HRC58-62, повышенная износостойкость. | Пресс-форма из стали твердостью HRC52-56. |
| Размер ворот | Меньше, избегая поломки у ворот зеленого корпуса. | Относительно больший размер, что обеспечивает эффективность наполнения. |
| Вентиляционные каналы | Тоньше, глубина 0,05-0,1мм. | Глубина 0,1-0,2мм. |
| Точность пресс-формы | Уровень мкм, более высокие требования к размерам. | уровень мм, стандартные требования к точности. |

Рисунок 3: Детальный вид литьевой формы из полированной нержавеющей стали, демонстрирующий ее сложные полости, точно просверленные отверстия и механизмы выравнивания.
Сколько стоит литье металла под давлением?
Цена на литье металла под давлением в основном состоит из четырех элементов: формы, материала, обработки и последующей обработки.
Даже если первоначальные затраты на пресс-форму довольно высоки, стоимость единицы изделия после среднего и большого объема производства значительно меньше, чем при традиционных методах, что создает огромный рычаг экономической эффективности.
Компоненты затрат
- Затраты на пресс-форму: пресс-форма с одной полостью может стоить от 5 000 до 50 000 долларов, формы с несколькими полостями стоят дороже, но затраты могут быть увеличены за счет массового производства.
- Затраты на материалы: сырье стоит 8–15 долларов за фунт, высокоэффективные сплавы, такие как титановые сплавы, стоят около 20–30 долларов за фунт, в зависимости от рынка.
- Затраты на обработку: литье под давлением, удаление связующих и спекание в совокупности обходятся примерно в 1–3 доллара за штуку , массовое производство может привести к дальнейшему снижению удельных затрат.
- Затраты на постобработку: термообработка составляет 0,5-2 доллара за штуку, гальваника - 1-3 доллара за штуку, точная механическая обработка - 2-5 долларов за штуку.
Сравнение затрат с альтернативными процессами
Ведущее литье под давлением металлов (MIM) обеспечивает значительное преимущество в плане снижения затрат, когда детали требуют пяти или более операций механической обработки или их сложно формовать традиционными методами.
Стоимость MIM за микрошестерня из нержавеющей стали за сто тысяч годового производства приходится 2,5 доллара, что на 60% больше, чем при обработке на станке с ЧПУ (6,15 доллара), но точность можно поддерживать на более высоком уровне.
Таблица сравнения затрат различных процессов (годовая производственная мощность 100 000 единиц, детали из нержавеющей стали)
| Тип процесса | Первоначальная стоимость пресс-формы/оборудования (долл. США) | Стоимость единицы материала (долл. США) | Стоимость обработки единицы продукции (долл. США) | Общая стоимость единицы (долл. США) | Коэффициент использования материала |
| Литье металла под давлением | 20 000 | 1.2 | 1.0 | 2,5 | 98% |
| обработка с ЧПУ | 60 000 | 2.0 | 4.15 | 6.15 | 60% |
| Точное литье | 15 000 | 1,5 | 2,5 | 4.0 | 80% |
| Металлическая 3D-печать | 0 | 3.0 | 4.0 | 7.0 | 95% |
Достигло ли ваше годовое производство деталей поворотного экономического момента MIM? Отправьте чертежи и ориентировочный объем производства, чтобы получить бесплатный сравнительный отчет по моделированию стоимости отдельного изделия и выбору процесса.
Практический пример: снижение затрат на компоненты медицинского оборудования на 40 % за счет редизайна MIM
Услуги литья металла под давлением может стать отличным решением проблем высоких затрат и низкой производительности при производстве компонентов медицинского оборудования. Компания JS Precision поделилась следующим примером, чтобы показать, как технология MIM может значительно улучшить производство медицинских деталей за счет модернизации.
Задача клиента
Хирургические кровоостанавливающие головки компании, производящей медицинское оборудование, которые были обработаны и собраны на станке с ЧПУ, стоимость единицы составила 9 долларов. При годовой производственной мощности в 100 000 единиц общая стоимость составила 945 000 долларов.
Кроме того, были большие различия в размерах партий, процент годности сборки составлял всего 95%, и на кону стояла тема стоимости и качества.
Прецизионное решение JS
1. Интеграция дизайна:
Команда инженеров JS Precision применила анализ DFM и объединила две обработанные детали в одну металлическую деталь, отлитую под давлением, таким образом полностью избегая последующих процессов сборки. Тем временем детали были структурно модифицированы с включением разумных скруглений и углов уклона, чтобы сделать формование MIM вполне осуществимым.
2. Оптимизация пресс-формы:
Была создана высокоточная металлическая литьевая форма с четырьмя полостями, оснащенная точным затвором и прецизионной вентиляционной конструкцией для равномерного заполнения исходным материалом. За один впрыск можно изготовить четыре детали, что значительно повышает производительность , при этом стоимость пресс-формы остается ниже 30 000 долларов.
3. Соответствие материалов:
Был выбран порошок нержавеющей стали медицинского класса 316L, а также новая формула сырья. Соотношение порошка и связующего составляло 65:35 по объему, что обеспечивало как хорошую текучесть при формовании, так и высокую коррозионную стойкость после спекания.
4. Индивидуальный процесс:
Был разработан собственный процесс спекания с удалением связующих. Температуру термического удаления связующих контролировали в пределах 100-500°С, а спекание проводили при 1380°С в течение 4 часов . Это привело к плотности спекания > 98% для деталей и механическим свойствам, соответствующим медицинское устройство требования.
Результаты
- Снижение затрат: деталь MIM стоит всего 5,40 долларов США, сборка не требуется, таким образом, годовая экономия составляет 360 000 долларов США при общем снижении затрат на 40%.
- Повышение эффективности: эффективность впрыска 4-местной пресс-формы составляет 1200 деталей в час, что на 300 % выше, чем в исходном процессе обработки.
- Улучшение качества: Допуск на размер: ±0,03 мм, 100% стабильность партии, предел текучести 99,8% и нулевая ошибка сборки.
- Сертификация и соответствие: медицинский сертификат ISO13485, соответствующий требованиям продаж на мировом рынке.
Отзывы клиентов: «Интегрированная конструкция MIM компании JS Precision не только значительно снизила себестоимость единицы продукции, но и ее превосходная стабильность партий также стала ключевым козырем в нашем одобрении FDA».
Этот случай полностью демонстрирует ценовые и качественные преимущества литья металлов под давлением (MIM) при производстве деталей медицинского оборудования. Если у вас также есть потребности в оптимизации затрат на детали в медицинской, электронной или других отраслях, отправьте свои требования к деталям, и мы разработаем для вас специальное решение по модернизации MIM.

Рисунок 4. Ассортимент готовых металлических компонентов для литья под давлением различных форм и размеров, представленных на темной поверхности, чтобы подчеркнуть их детали и отделку.
Часто задаваемые вопросы
Вопрос 1. Каков типичный допуск, достижимый при использовании MIM?
Обычный диапазон допуска для MIM составляет ±0,3–0,5%. Однако для простых геометрических элементов оно может достигать ±0,1%. Некоторые высокоточные размеры можно дополнительно уменьшить за счет дополнительных операций отделки.
В2: Каков минимальный объем заказа деталей MIM?
Эффективный размер партии для MIM обычно составляет 5000 штук в год или более, чтобы сделать затраты на пресс-формы разумными. JS Precision также предлагает мелкосерийное пробное производство от 500 штук, что идеально подходит для проверки конструкции.
В3: Сколько времени занимает доставка деталей MIM от прототипа до производства?
Изготовление пресс-формы занимает 4-8 недель, первый образец будет готов 2-3 недели, а цикл массового производства будет зависеть от количества заказа. Обычные товары обычно доставляются в течение 1-2 недель.
В4: Могут ли детали MIM подвергаться термообработке или покрытию?
Определенно, спеченные детали MIM обладают сходными свойствами с коваными и механически обработанными деталями и могут подвергаться различной последующей обработке, такой как термообработка, гальваника и полировка.
Вопрос 5: Каков максимальный размер детали для MIM?
MIM очень склонна к производству мелких и прецизионных деталей. Мы предлагаем, чтобы детали были весом менее 100 грамм , а длина не превышала 150 мм, чтобы были сбалансированы экономичность и точность формовки.
Вопрос 6: Какие методы вы используете для контроля качества компонентов MIM?
Для обеспечения тщательной проверки качества деталей MIM компания JS Precision использует спектрометр OES, координатно-измерительную машину, денситометр и металлографический анализ.
Вопрос 7: Возможно ли для MIM производство деталей с подрезами или резьбой?
Такие элементы формы, как внешняя резьба, поднутрение или канавка в определенном направлении, могут быть непосредственно сформированы в процессе литья металла под давлением без каких-либо вторичных операций с использованием ползуна и конструкции вытягивания сердечника формы для литья металла под давлением.
Вопрос 8. Как начать проект MIM с помощью JS Precision?
Первым шагом будет пришлите нам 2D/3D чертежи детали с техническими спецификациями, такими как материалы, допуски и объем производства. Наша команда инженеров предложит вам бесплатный анализ DFM и оценку процесса.
Краткое содержание
Литье металла под давлением является одним из наиболее подходящих способов массового производства металлических деталей сложной геометрии, обеспечивая при этом ряд преимуществ.
JS Precision — один из компании по литью металла под давлением которая специализируется на процессе литья металлов под давлением и имеет возможности для эффективного массового производства деталей. Мы уделяем особое внимание удовлетворению потребностей клиентов и с помощью наших профессиональных технологий и огромного опыта можем превратить ваши новые идеи в точные металлические детали с превосходными характеристиками.
Если вы боретесь с проблемами производства прецизионных металлических деталей, действуйте прямо сейчас и сотрудничайте с нашими экспертами MIM, чтобы сделать массовое производство сложных деталей простым и эффективным!
→ Загрузите чертежи своих деталей , чтобы получить бесплатный анализ DFM и предварительные расценки.
→ Запланируйте техническую консультацию и обсудите лучшие технологические решения с экспертами MIM
→ Просмотрите практические примеры применения процессов MIM в отрасли.

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. JS Прецизионные услуги ,нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через JS Precision Network. Это ответственность покупателя Требуйте расценки на запчасти Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Команда точности JS
JS Precision — ведущая компания отрасли , сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением , Штамповка металла, и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. Выбирать JS Точность это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.cncprotolabs.com
Ресурс

