

Metallspritzguss gehört zu den wichtigsten Branchenlösungen für die Herstellung präziser kleiner Metallteile in großen Mengen und vereint die Flexibilität von Kunststoffspritzgussteilen mit der überlegenen Leistung von Metallmaterialien.
In diesem Artikel besprechen wir die Hauptmerkmale des Metallspritzgussverfahrens. JS Precision ist einer der zuverlässigen Lieferanten für Metallspritzguss und bietet Komplettlösungen von der Formenherstellung bis zur Lieferung.
Tabelle mit den wichtigsten Vorteilen und Werten
| Technische Abmessungen | Hauptvorteile | Wert von JS Precision |
| Prozessablauf | Standardisiertes Vier-Schritte-Verfahren zur Formung komplexer Geometrien, 98 % Rohstoffausnutzung. | Digital basierter und steuerbarer Prozess, der eine Chargenabweichung in den Abmessungen von ±0,3 % ermöglicht. |
| Gestaltungsfreiheit | Es können Bauteile mit sehr komplizierten Formen wie Hinterschnitten und Mikrogewinden erstellt werden, die mit herkömmlichen Verfahren nicht bewältigt werden können. | Erfahrene DFM-Analyse, Neukonstruktion und Kosteneinsparung von 30 % der Form. |
| Materialeigenschaften | Gesinterte Teile haben eine Dichte von >97 % und ihre mechanischen Eigenschaften entsprechen denen von Schmiedeteilen. | 18 Legierungskategorien in der Materialbibliothek, die den Anforderungen verschiedener Branchen gerecht werden. |
Wichtigste Schlussfolgerungen
- Design ist Kosten: Einer der größten Kostenfaktoren bei einem Projekt ist das Design. Zusammenarbeit mit Lieferanten von Metallspritzguss Bereits in der Entwurfsphase ließe sich eine Menge Geld für Formen und Produktionskosten einsparen.
- Der Prozess bestimmt die Leistung: Jeder einzelne Faktor des Metallspritzgussprozesses hat einen direkten Einfluss auf die Festigkeit und Genauigkeit des Endteils. Zum Beispiel das Mischungsverhältnis des Ausgangsmaterials und die Steuerung der Sintertemperatur.
- Chargenökonomie: MIM kann erhebliche Vorteile bei der Produktion mittlerer bis hoher Stückzahlen mit einem sehr wettbewerbsfähigen Preis pro Einheit bieten, wenn der jährliche Bedarf mehrere Tausend Stück oder mehr beträgt.
Warum diesem Leitfaden vertrauen? Die Erfahrung von JS Precision im Metallspritzguss
JS Precision ist ein professioneller Hersteller mit 15 Jahren Erfahrung im Metallspritzguss. Wir haben über 500 Metallspritzgussformen entworfen und hergestellt und weltweit mehr als 200 High-End-Kunden in den Bereichen Medizin, Luft- und Raumfahrt sowie Unterhaltungselektronik bedient. Wir haben über 1 Milliarde MIM-Teile versendet.
Die Mitglieder unseres Kernteams verfügen über mehr als 10 Jahre Erfahrung im Spritzgießen. Sie beherrschen die gesamte Kette der Kerntechnologien von der Konstruktion von Metallspritzgussformen bis hin zu maßgeschneiderten Sinterprozessen.
Wir verfügen über Zertifizierungen von drei großen internationalen Behörden: IATF 16949 , ISO 13485 und ISO 9001. Unser professionelles Prüflabor stellt sicher, dass jede Produktcharge den Standards entspricht.
Unsere Fähigkeiten und Technologien wurden durch reale Fälle in verschiedenen Branchen unter Beweis gestellt.
Beispielsweise haben wir weltweit bekannte Medizintechnikunternehmen bei der großen Produktion minimalinvasiver chirurgischer Instrumentenkomponenten unterstützt. Es ist uns gelungen, fünf bearbeitete Montageteile zu einer MIM-Komponente (Metal Injection Moulding) zu kombinieren, was einerseits die Stückkosten um 45 % senkte und andererseits die Effizienz um 400 % steigerte.
Bei der Massenproduktion von 0,4 mm dicken Mikrosensorgehäusen für Kunden aus der Automobilelektronik haben wir nicht nur die Toleranz von ±0,02 mm eingehalten, sondern auch eine Ausbeute von 99,7 % erreicht. Außerdem haben wir Mikrokomponenten aus Titanlegierungen für Kunden aus der Luft- und Raumfahrtindustrie maßgeschneidert, wobei wir eine Sinterdichte von 99 % erreichten und die Festigkeitsanforderungen von Materialien in Luft- und Raumfahrtqualität erfüllten.
Solche Beispiele drücken unsere Beherrschung der Strukturkomplexität, Kostenkontrolle und Qualitätsstabilität der Komponente aus. Darüber hinaus zeigen sie, wie gut wir die spezifischen Anforderungen verschiedener Branchen verstehen, die es uns ermöglichen, die Probleme verschiedener Kunden in der MIM-Produktion genau zu lösen.
JS Precision ist ein Unternehmen, das stets von Technologien geleitet wird und in der Lage ist, einzigartige Prozesslösungen zu entwickeln, die auf die Bedürfnisse der Kunden zugeschnitten sind. Darüber hinaus ist das Unternehmen bereit, den gesamten technischen Support einschließlich Designoptimierung und Massenproduktion zu liefern.
Wenn Sie mit den Produktionsherausforderungen von Präzisionsmetallteilen zu kämpfen haben, wenden Sie sich jetzt an unsere Ingenieure, um eine maßgeschneiderte Lösung für die Metallspritzgusstechnologie zu erhalten und ein effizientes, kostengünstiges Massenproduktionsmodell zu erschließen.
Was ist Metallspritzguss und wie funktioniert es?
Metallspritzguss ist eine fortschrittliche Technologie, die Pulvermetallurgie und Kunststoffspritzguss kombiniert. Sein Kern wird durch Zufuhrspritzgießen und Entbinderungssintern gebildet , was auch den Kernunterschied zum herkömmlichen Spritzgießen darstellt. Es kann eine effiziente Massenproduktion komplexer Metallteile erreicht werden.
Definition und Grundlagen der Technologie
Das Metallspritzgießen ist technologisch fortschrittlicher als die Pulvermetallurgie und Kunststoffspritzguss sind darin integriert. Kleine Metallpulverpartikel (2–25 Mikrometer) werden mit einem Kunststoffbinder vermischt, entbindert eingespritzt und zu dichten Metallteilen gesintert.
Sie gilt als die grundlegende Technologie zur Herstellung endkonturnaher Formen.
Analyse technologischer Vorteile
- Keine Designbeschränkungen: Es können komplexe Innenformen, Hohlteile, Gewinde usw. hergestellt werden – Merkmale, die durch herkömmliche Bearbeitung nicht erreicht werden können, und ermöglichen so die integrierte Konstruktion mehrerer Teile.
- Nahezu vollständige Formgebung: Die Produktion in einem einzigen Formteil mit sehr wenig zusätzlicher Bearbeitung führt zu einer Materialausnutzungsrate von mehr als 95 %, was viel höher ist als bei der herkömmlichen Bearbeitung.
- Hervorragende Leistung: Die Sinterdichte beträgt zwischen 97 % und 99 % der theoretischen Dichte, und die mechanischen Eigenschaften sind mit denen geschmiedeter Materialien vergleichbar, sogar eine bessere Isotropie.
- Große Produktivität für die Massenfertigung: Dies kann durch automatisierte kontinuierliche Produktion erreicht werden. Eine Metallspritzgussform allein kann jährlich Millionen von Teilen produzieren, und das Produkt ist eigentlich für die Massenproduktion in großem Maßstab gedacht.
Die Kernvorteile des Metallspritzgusses machen ihn zu einer bevorzugten Alternative zu herkömmlichen Verfahren. Wenn Sie wissen möchten, ob Ihre Produkte für die MIM-Technologie geeignet sind, können Sie unser „MIM Process Compatibility Assessment White Paper“ herunterladen, um schnell ein vorläufiges Urteil zu fällen.
Was sind die wichtigsten Schritte im Metallspritzgussprozess?
Der Kern der Metallspritzgussverfahren ist ein standardisierter Prozess in vier Schritten, der die Vorbereitung der Zuführung, das Spritzgießen, das Entfetten und das Sintern umfasst. Die Parametersteuerung jedes Schritts bestimmt direkt die Genauigkeit und Leistung von MIM-Teilen.
Schritt 1: Rohstoffvorbereitung (Mischen)
Pulver aus feinen Metallen und thermoplastischem Bindemittel werden 2 bis 4 Stunden lang bei 150 bis 200 Grad Celsius erhitzt, um sich zu vermischen. Anschließendes Abkühlen und Granulieren erzeugt 3–5 mm große Partikel mit hoher Fließfähigkeit. Ihre rheologischen Eigenschaften wirken sich am unmittelbarsten auf die Füllung beim Spritzgießen aus.
Schritt 2: Spritzguss
Sobald das Ausgangsmaterial schmilzt, wird es injiziert Metallspritzgussform Hohlraum bei einem hohen Druck von 50-150 MPa.
Anschließend wird der Druck aufrechterhalten und der Artikel abgekühlt, um den „Grünling“ herzustellen. Die Formgrößen müssen sehr genau ausgelegt werden, wobei die Sinterschrumpfung zu berücksichtigen ist, die bei üblichem Edelstahl etwa 17 % und bei Titanlegierungen etwa 15 % beträgt.
Schritt 3: Entbindern
Durch Lösungsmittelextraktion oder thermische Zersetzung werden 70–80 % des Bindemittels aus dem Rohling entfernt. Anschließend entsteht durch tiefes Entbindern ein poröser „brauner Rohling“ . Nach dem Entbindern müssen die Teile vorsichtig behandelt werden, um Schäden zu vermeiden.
Schritt 4: Sintern
Der braune Rohling wurde in einen Hochtemperaturofen mit kontrollierter Atmosphäre gegeben und dann auf 70–90 % des Metallschmelzpunkts erhitzt, etwa 1300–1400 °C für Edelstahl und etwa 1200–1300 °C für Titanlegierungen. Die Metallpartikel verschmolzen und schrumpften im Volumen, am Ende entstand ein dichtes Teil.
MIM-Prozessparameter-Kontrolltabelle
| Prozessschritte | Kernparameter | Kontrollbereich | Auswirkungen auf die Ergebnisse |
| Rohstoffvorbereitung | Pulverpartikelgröße | 2-25μm | Formgenauigkeit, Sinterdichte |
| Rohstoffvorbereitung | Verhältnis von Pulver zu Bindemittel | 60:40-70:30 (Lautstärke) | Fließfähigkeit, Schrumpfstabilität |
| Spritzguss | Einspritzdruck | 50–150 MPa | Integrität der Hohlraumfüllung |
| Spritzguss | Formtemperatur | 40-80℃ | Entformungsverformung des Grünkörpers |
| Entbinderung | Heiße Entbinderungstemperatur | 100-550℃ | Bindemittelrückstände |
| Sintern | Sintertemperatur | 1200-1400℃ | Teiledichte, mechanische Eigenschaften |
| Sintern | Haltezeit | 2-6h | Abschluss in Teilchenfusion |
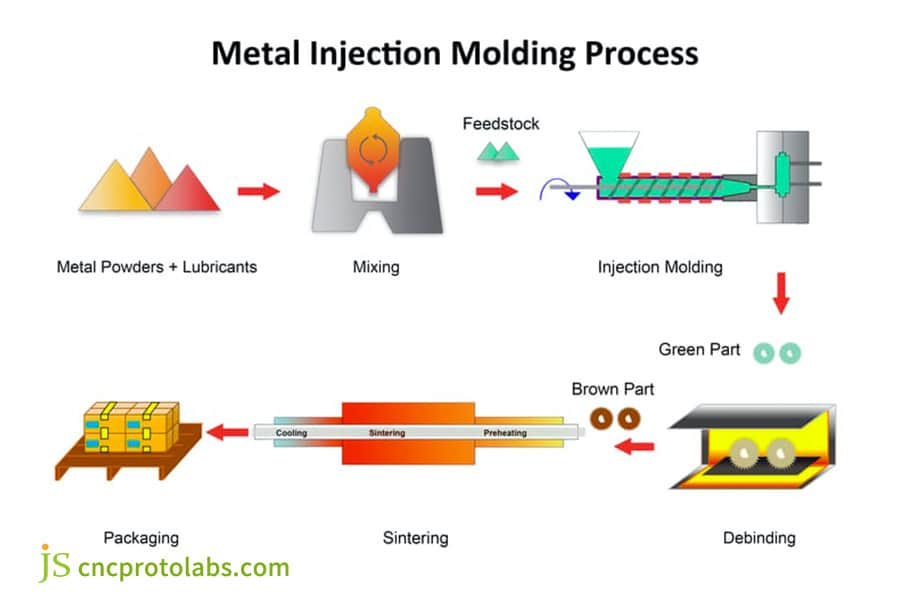
Abbildung 1: Ein Schritt-für-Schritt-Flussdiagramm, das den Metallspritzgussprozess (MIM) veranschaulicht, vom Mischen des Ausgangsmaterials und Spritzgießens bis hin zum Entbindern, Sintern und Endverpacken.
Wo finde ich zuverlässige Metallspritzguss-Dienstleistungen für mein Projekt?
Hochwertige Metallspritzgussdienstleistungen können durch vollständige Kontrolle der Prozesstechnologie, verbesserte Qualitätssysteme und umfangreiche Branchenerfahrung erreicht werden. Beim Screening müssen Metallspritzguss-Lieferanten anhand von vier Dimensionen bewertet werden: Technologie, Qualität, Erfahrung und Service.
Kernstandards für die Bewertung von Lieferanten
- Technische Fähigkeiten: Beherrschen Sie die gesamte Prozesskette vom Entwurf einer Metallspritzgussform über die Rohmaterialproduktion bis hin zum Sintern gründlich und sind Sie in der Lage, selbst die kompliziertesten Teile herzustellen.
- Qualitätssystem: Besitzen Sie ein ISO9001 oder über ein anderes relevantes Zertifikat verfügen, über das zur Prüfung der Qualität des Rohmaterials und des Endprodukts erforderliche Prüfgerät wie OES-Spektrometer verfügen.
- Branchenerfahrung: Sie verfügen über erfolgreiche Fallstudien in der Zielbranche und sind sich der spezifischen Qualitätsanforderungen der Branche bewusst.
- Serviceleistungen: Bieten Sie frühzeitige DFM-Analysen und umfassende Nachbearbeitungsdienste, um stabile Lieferzeiten aufrechtzuerhalten.
Die Vorteile des One-Stop-Service von JS Precision
Als Anbieter von Metallspritzguss mit umfangreicher Erfahrung in der Branche bietet JS Precision seinen Kunden komplette schlüsselfertige Dienstleistungen im Bereich Metallspritzguss:
- Durchführung einer ersten DFM-Analyse zur Verbesserung der Produktstruktur und zur Vereinfachung der Form für eine einfachere und effizientere Produktion.
- Die gesamte Produktion steht unter Kontrolle, von der Rohstoffprüfung bis zur Prüfung des Endprodukts, einschließlich Chargenkonsistenz und Rückverfolgbarkeitssicherung durch ein vollständiges Rückverfolgbarkeitssystem.
- Erleichtern Sie Nachbearbeitungsdienste wie Wärmebehandlung und Galvanisierung für eine Teilelieferung aus einer Hand.
- Passen Sie Ihre MIM-Produktionslösung individuell an, indem Sie Leistung, Qualität und Kosten zusammenführen.
Wie wählt man die richtigen Metallspritzgussunternehmen für komplexe Teile aus?
Bei der Suche nach den richtigen Metallspritzgussunternehmen geht es vor allem darum, diejenigen auszuwählen, die gut mit dünnwandigen Teilen, Miniaturteilen und Teilen mit mehreren Funktionen umgehen können, professionelle DFM-Analysen durchführen können und nicht nur einfache MIM-Teile herstellen.
Der Unterschied zwischen „Kann ich machen“ und „Ausgezeichnet“
Hervorragende Metallspritzgussunternehmen sollten über die Kernkompetenz verfügen , mit recht komplexen Funktionen umzugehen, nämlich:
- Dünnwandige Formteile: Die Herstellung von 0,3–0,5 mm dünnwandigen Teilen mit hoher Qualität und ohne Mängel oder Verformungen ist das Markenzeichen eines großartigen Anbieters dünnwandiger Formteile.
- Miniaturteile: Die Herstellung großer Mengen sehr kleiner Teile <0,1 Gramm mit extrem engen Maßtoleranzen ist ein Zeichen für einen sehr guten Hersteller von Miniaturteilen.
- Integration mehrerer Funktionen: Herstellung eines Metalls Spritzgussteil So abgestimmt, dass es eine mehrteilige Baugruppe im MIM ersetzen kann, was nicht nur die Montagekosten spart, sondern auch die Passgenauigkeit gewährleistet.
- Formung spezieller Materialien: Kann MIM auch bei Titanlegierungen und anderen Materialien, die schwer zu bearbeiten sind, perfekt durchführen und dabei sicherstellen, dass die Zähigkeit und Korrosionsbeständigkeit des Materials erhalten bleiben.
Die Bedeutung des Designs für die Herstellbarkeit (DFM)
Kleine Änderungen während der Designphase können erhebliche Produktionskosten einsparen. JS Precision schlägt vor, Ingenieure in die Entwurfsphase einzubeziehen, um die Wandstärke, den Entformungswinkel usw. zu überprüfen , damit Formänderungen und Produktionsfehler vermieden werden. Durch die Optimierung der Wandstärke kann die Ausbeute um 20 % gesteigert werden.
Die Herstellung komplexer Teile mittels MIM stellt höchste Anforderungen an die Hersteller. Wenn Sie Produktionsanforderungen für komplexe Metallteile haben, können Sie eine persönliche technische Beratung mit unseren MIM-Experten vereinbaren, um Ihre Prozessherausforderungen zu lösen.

Abbildung 2: Eine Sammlung verschiedener hochpräziser Metallteile, darunter Zahnräder, Rahmen und Befestigungselemente, ordentlich angeordnet auf einem weißen Hintergrund, um die Fertigungsfähigkeit zu demonstrieren.
Welche Designüberlegungen sind bei der Konstruktion einer Metallspritzgussform von entscheidender Bedeutung?
Die Herstellung einer Metallspritzgussform erfordert eine gründliche Konzentration auf vier grundlegende Faktoren: Sinterschrumpfung, Anschnitt- und Angusssystem, Entformung und Entlüftung.
Diese vier Aspekte unterscheiden das Design von Metallspritzgussformen erheblich vom Design aus Kunststoff.
Kernüberlegungen für das Formendesign
- Schrumpfungsausgleich: Sie müssen einen Zuschlag von 15–20 % für den Sinterschwund vorsehen. Die Schrumpfrate verschiedener Materialien sollte neben der Berücksichtigung des geometrischen Einflusses des Teils auch experimentell überprüft werden.
- Anguss- und Angusskanaldesign: Um eine gleichmäßige Befüllung mit Ausgangsmaterial zu erreichen und Schweißnähte zu vermeiden, verwenden Sie Punkt- oder Seitenanschnitte und Angusskanäle mit gleichem Querschnitt.
- Entformungsdesign: Bieten Sie einen Entformungswinkel von 1–2°, positionieren Sie die Auswerferstifte logisch, verhindern Sie eine Verformung des Grünkörpers und vermeiden Sie Funktionsflächen.
- Entlüftungsdesign: Entlüftungsrillen von 0,05–0,1 mm am Hohlraumende entwerfen, um Luft abzulassen und Luftflecken und Verbrennungen zu vermeiden.
Allgemeine Design-Tabus und empfohlene Funktionen
Zu vermeidende Designmerkmale:
- Innere Hohlräume und innere Rillen, die eingeschlossen sind und keine Möglichkeit zum Entformen haben.
- Wandstärke schwankt plötzlich um mehr als 50 %.
- Scharfe Innenecken ohne Abrundung, die leicht zu Rissen im Grünkörper führen können.
- Zu lange Sacklöcher mit einem Seitenverhältnis von mehr als 4:1.
Empfohlene Designmerkmale:
- Symmetrische Form, die Sinterverformung minimiert.
- Die Rippen sollen 40–60 % der Dicke des Hauptkörpers betragen, damit das Teil seine Festigkeit beibehält und die Bildung von Schrumpfungsspuren verhindert wird.
- Rändelung und Außengewinde, wodurch auch Teile direkt aus der Form geformt werden können.
- Schnappfunktionen, Positionierungsstifte usw. können in die Montagekomponenten für integriert werden einteiliges Formteil .
Tabelle der Designunterschiede zwischen MIM-Form und Kunststoffspritzguss
| Designabmessungen | Metallspritzgussform | Kunststoff-Spritzgussform |
| Überlegungen zur Schrumpfung | Eine Sinterschrumpfung von 15–20 % muss berücksichtigt werden. | Es muss lediglich ein Kühlschwund von 2–5 % berücksichtigt werden. |
| Formmaterial | Formstahl mit Härte HRC58–62, höhere Verschleißfestigkeit. | Formstahl mit Härte HRC52-56. |
| Torgröße | Kleiner, um Bruch am Anschnitt des Grünkörpers zu vermeiden. | Relativ größer, was die Fülleffizienz gewährleistet. |
| Belüftungskanäle | Feiner, Tiefe 0,05–0,1 mm. | Tiefe 0,1–0,2 mm. |
| Formpräzision | μm-Ebene, höhere Dimensionsanforderungen. | mm-Ebene, Standard-Präzisionsanforderungen. |

Abbildung 3: Eine detaillierte Ansicht einer Spritzgussform aus poliertem Edelstahl mit ihren komplizierten Hohlräumen, präzisionsgebohrten Löchern und Ausrichtungsmechanismen.
Wie viel kostet Metallspritzguss?
Der Preis für Metallspritzguss setzt sich überwiegend aus vier Elementen zusammen: Form, Material, Verarbeitung und Nachbearbeitung.
Auch wenn der ursprüngliche Aufwand für die Form recht hoch ist, sind die Kosten pro Stück für die Einheit nach der Produktion mittlerer bis großer Stückzahlen erheblich geringer als bei herkömmlichen Methoden, was zu einem enormen Kosteneffizienzvorteil führt.
Kostenkomponenten
- Formkosten: Eine Form mit einer Kavität kann zwischen 5.000 und 50.000 US-Dollar kosten, Formen mit mehreren Kavitäten sind teurer, aber die Kosten können höher sein als bei der Massenproduktion.
- Materialkosten: Der Preis für Rohmaterial liegt bei 8 bis 15 US-Dollar pro Pfund, Hochleistungslegierungen wie Titanlegierungen liegen je nach Markt bei etwa 20 bis 30 US-Dollar pro Pfund.
- Verarbeitungskosten: Spritzgießen, Entbindern und Sintern kosten zusammen etwa 1 bis 3 US-Dollar pro Stück , die Massenproduktion kann zu einer weiteren Senkung der Stückkosten führen.
- Nachbearbeitungskosten: Die Wärmebehandlung kostet jeweils 0,5 bis 2 US-Dollar, die Galvanisierung kostet jeweils 1 bis 3 US-Dollar, die Präzisionsbearbeitung kostet jeweils 2 bis 5 US-Dollar.
Kostenvergleich mit alternativen Verfahren
Führendes Metallspritzgießen (MIM) bietet einen erheblichen Kostenvorteil, wenn Teile fünf oder mehr Bearbeitungsvorgänge erfordern oder sich mit herkömmlichen Methoden nur schwer formen lassen.
MIM-Kosten pro Mikrogetriebe aus Edelstahl Für eine 100.000-Jahres-Produktion fallen 2,5 US-Dollar an, was 60 % mehr ist als bei der CNC-Bearbeitung (6,15 US-Dollar), aber die Präzision kann auf einem höheren Niveau gehalten werden.
Kostenvergleichstabelle verschiedener Prozesse (jährliche Produktionskapazität 100.000 Einheiten, Edelstahlteile)
| Prozesstyp | Anfängliche Form-/Ausrüstungskosten (USD) | Materialstückkosten (USD) | Stückbearbeitungskosten (USD) | Gesamtkosten pro Einheit (USD) | Materialauslastungsrate |
| Metallspritzguss | 20.000 | 1.2 | 1,0 | 2.5 | 98 % |
| CNC-Bearbeitung | 60.000 | 2,0 | 4.15 | 6.15 | 60 % |
| Präzisionsguss | 15.000 | 1.5 | 2.5 | 4,0 | 80 % |
| Metall-3D-Druck | 0 | 3,0 | 4,0 | 7.0 | 95 % |
Hat Ihre jährliche Teileproduktion den wirtschaftlichen Wendepunkt von MIM erreicht? Reichen Sie Zeichnungen und das geschätzte Produktionsvolumen ein, um einen kostenlosen Vergleichsbericht zur Kostensimulation für einzelne Artikel und zur Prozessauswahl zu erhalten.
Fallstudie: 40 % Kostensenkung für medizinische Gerätekomponenten durch MIM-Neugestaltung
Dienstleistungen im Bereich Metallspritzguss kann eine großartige Lösung für die Probleme hoher Kosten und niedriger Ausbeute bei der Herstellung von Komponenten für medizinische Geräte sein. JS Precision hat den folgenden Fall geteilt, um zu zeigen, wie die MIM-Technologie die Produktion medizinischer Teile durch Neukonstruktion drastisch verbessern kann .
Kundenherausforderung
Die Stückkosten für die chirurgischen Hämostatikumköpfe eines Herstellers medizinischer Geräte, die CNC-gefräst und montiert wurden, betrugen 9 US-Dollar. Bei einer jährlichen Produktionskapazität von 100.000 Einheiten beliefen sich die Gesamtkosten auf 945.000 US-Dollar.
Darüber hinaus gab es große Chargenabweichungen bei den Abmessungen, die Montageausbeute betrug nur 95 % und das Thema Kosten und Qualität stand auf dem Spiel.
JS-Präzisionslösung
1. Designintegration:
Das Ingenieurteam von JS Precision nutzte die DFM-Analyse und kombinierte zwei bearbeitete Teile zu einer einzigen Metallspritzgusskomponente, wodurch die nachfolgenden Montageprozesse vollständig vermieden wurden. In der Zwischenzeit wurden Teile strukturell unter Einbeziehung angemessener Ausrundungen und Formschrägen modifiziert, um das MIM-Formen höchst realisierbar zu machen.
2. Formoptimierung:
Es wurde eine hochpräzise Metallspritzgussform mit 4 Kavitäten erstellt, die über einen punktgenauen Anguss und eine präzise Entlüftungsstruktur für eine gleichmäßige Befüllung mit Ausgangsmaterial verfügt. Pro Einspritzung können vier Teile hergestellt werden, was die Produktionsrate erheblich steigert , während die Formkosten unter 30.000 US-Dollar bleiben.
3. Materialabstimmung:
Es wurde 316L-Edelstahlpulver in medizinischer Qualität sowie eine neue Rohstoffformel gewählt. Das Pulver-zu-Binder-Volumenverhältnis betrug 65:35, was sowohl eine gute Formfließfähigkeit als auch eine hohe Korrosionsbeständigkeit nach dem Sintern gewährleistete.
4. Maßgeschneiderter Prozess:
Es wurde ein proprietärer Entbinderungs-Sinterprozess entwickelt. Die thermische Entbinderungstemperatur wurde zwischen 100 und 500 °C kontrolliert, während das Sintern 4 Stunden lang bei 1380 °C durchgeführt wurde. Dies führte zu einer Sinterdichte von > 98 % für die Teile und zufriedenstellende mechanische Eigenschaften medizinisches Gerät Anforderungen.
Ergebnisse
- Kostenreduzierung: Das MIM-Stück kostet nur 5,40 US-Dollar und es ist keine Montage erforderlich. Die jährlichen Einsparungen betragen also 360.000 US-Dollar bei einer Gesamtkostenreduzierung von 40 %.
- Effizienzverbesserung: Die Einspritzeffizienz der 4-Kavitäten-Form beträgt 1200 Teile/Stunde – eine Verbesserung um 300 % gegenüber dem ursprünglichen Bearbeitungsprozess.
- Qualitätsverbesserung: Maßtoleranz: ±0,03 mm, 100 % Chargenkonsistenz, 99,8 % Ausbeute und kein Montagefehler.
- Zertifizierung und Konformität: Medizinische Zertifizierung nach ISO13485, die den Anforderungen für den weltweiten Marktvertrieb entspricht.
Kundenmeinung: „Das integrierte MIM-Design von JS Precision hat nicht nur unsere Stückkosten erheblich gesenkt, sondern seine hervorragende Chargenkonsistenz war auch ein wichtiger Verhandlungsvorteil für unsere FDA-Zulassung.“
Dieser Fall verdeutlicht die Kosten- und Qualitätsvorteile des Metallspritzgusses (MIM) bei der Herstellung von Teilen für medizinische Geräte. Wenn Sie auch Kostenoptimierungsbedarf für Teile in der Medizin-, Elektronik- oder anderen Industrie haben, reichen Sie bitte Ihre Teileanforderungen ein, und wir werden eine spezielle MIM-Redesign-Lösung für Sie anpassen.

Abbildung 4: Eine Auswahl fertiger Metallspritzgusskomponenten in verschiedenen Formen und Größen, angezeigt auf einer dunklen Oberfläche, um ihre Details und Oberflächen hervorzuheben.
FAQs
F1: Welche typische Toleranz ist mit MIM erreichbar?
Der übliche Toleranzbereich für MIM beträgt ±0,3 %–0,5 %. Bei einfachen geometrischen Merkmalen kann er jedoch bis auf ±0,1 % sinken. Bestimmte hochpräzise Abmessungen können durch zusätzliche Nachbearbeitungsvorgänge weiter reduziert werden.
F2: Was ist die Mindestbestellmenge für MIM-Teile?
Die effektive Losgröße für MIM beträgt normalerweise 5000 Stück/Jahr oder mehr, um die Formkosten angemessen zu halten. JS Precision bietet auch Kleinserien-Testproduktionen ab 500 Stück an, was sich perfekt für die Designvalidierung eignet.
F3: Wie lange dauert es, MIM-Teile vom Prototyp bis zur Produktion zu bringen?
Die Herstellung der Form dauert 4–8 Wochen, das erste Muster ist in 2–3 Wochen fertig und der Massenproduktionszyklus hängt von der Bestellmenge ab. Reguläre Lagerbestände werden in der Regel innerhalb von 1-2 Wochen geliefert.
F4: Können MIM-Teile wärmebehandelt oder plattiert werden?
Gesinterte MIM-Teile besitzen auf jeden Fall ähnliche Eigenschaften wie geschmiedete und bearbeitete Teile und können dennoch verschiedene Nachbearbeitungen wie Wärmebehandlung, Galvanisierung und Polieren durchlaufen.
F5: Was ist die maximale Teilegröße für MIM?
MIM ist stark auf die Herstellung kleiner Präzisionsteile ausgerichtet. Wir empfehlen, dass die Teile weniger als 100 Gramm wiegen und die Länge 150 mm nicht überschreitet, damit Wirtschaftlichkeit und Genauigkeit bei der Formgebung in Einklang gebracht werden.
F6: Mit welchen Methoden kontrollieren Sie die Qualität von MIM-Komponenten?
Um eine gründliche Prüfung der Qualität von MIM-Teilen sicherzustellen, setzt JS Precision OES-Spektrometer, Koordinatenmessgeräte, Densitometer und metallografische Analysen ein.
F7: Ist es für MIM möglich, Teile mit Hinterschnitten oder Gewinden herzustellen?
Formmerkmale wie ein Außengewinde oder ein Hinterschnitt oder eine Nut in einer bestimmten Richtung können direkt durch den Metallspritzgussprozess ohne zusätzliche Arbeitsgänge mithilfe eines Schiebers und einer Kernziehstruktur der Metallspritzgussform geformt werden.
F8: Wie beginnt man ein MIM-Projekt mit JS Precision?
Der erste Schritt wird sein Senden Sie uns 2D/3D-Zeichnungen des Teils mit den technischen Spezifikationen wie Materialien, Toleranzen und Produktionsvolumen. Unser Ingenieurteam bietet Ihnen dann eine kostenlose DFM-Analyse und Prozessbewertung an.
Zusammenfassung
Das Metallspritzgießen ist eine der am besten geeigneten Methoden zur Massenproduktion von Metallteilen mit komplexen Geometrien und bietet gleichzeitig die entsprechenden Vorteile.
JS Precision ist einer davon Metallspritzgussunternehmen Das Unternehmen ist auf den Metallspritzgussprozess spezialisiert und verfügt über die Kapazität, Teile effizient in Massenproduktion herzustellen. Wir legen besonderen Wert auf die Kundenzufriedenheit und können mit Hilfe unserer professionellen Technologie und unserer langjährigen Erfahrung Ihre neuartigen Ideen in Präzisionsmetallteile mit hervorragender Leistung umsetzen.
Wenn Sie mit den Produktionsherausforderungen von Präzisionsmetallteilen zu kämpfen haben, handeln Sie jetzt und arbeiten Sie mit unseren MIM-Experten zusammen, um die Massenproduktion komplexer Teile einfach und effizient zu gestalten!
→ Laden Sie Ihre Teilezeichnungen hoch , um eine kostenlose DFM-Analyse und vorläufige Angebote zu erhalten
→ Vereinbaren Sie eine technische Beratung und besprechen Sie die besten Prozesslösungen mit MIM-Experten
→ Sehen Sie sich Branchenfallstudien an , um die praktischen Anwendungseffekte von MIM-Prozessen zu verstehen

Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. JS Precision Services Es gibt keine Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das JS Precision Network bereitstellt. Es liegt in der Verantwortung des Käufers Erfordern Sie ein Ersatzteilangebot Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
JS Precision-Team
JS Precision ist ein branchenführendes Unternehmen , konzentrieren sich auf kundenspezifische Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss , Metallstanzen, und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen JS Präzision Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.cncprotolabs.com
Ressource

