

Moldeo por inyección de metales se encuentra entre las soluciones clave de la industria para producir piezas metálicas pequeñas de precisión en grandes volúmenes, combina la flexibilidad del moldeo por inyección de plástico con el rendimiento superior de los materiales metálicos.
En este artículo, analizaremos las características principales del proceso de moldeo por inyección de metal. JS Precision es uno de los proveedores confiables de moldeo por inyección de metal que ofrece una solución integral desde la fabricación del molde hasta la entrega.
Tabla de ventajas y valores principales
| Dimensiones técnicas | Ventajas clave | Valor de la precisión JS |
| Flujo de proceso | Procedimiento estandarizado de cuatro pasos para dar forma a geometrías complejas, 98% de utilización de materia prima. | Proceso controlable y de base digital, capaz de variar el lote en dimensiones ±0,3%. |
| Libertad de diseño | Se pueden crear componentes con formas muy complicadas, como socavados y microroscas, que los procesos tradicionales no pueden manejar. | Experiencia en análisis DFM, rediseño y ahorro de costos de molde en un 30%. |
| Propiedades de los materiales | Las piezas sinterizadas tienen una densidad >97% y sus propiedades mecánicas están a la par de las forjadas. | 18 categorías de aleaciones en la biblioteca de materiales, que satisfacen los requisitos de una variedad de industrias. |
Conclusiones clave
- El diseño es costo: uno de los mayores factores de costo en un proyecto es el diseño. Trabajando junto con proveedores de moldeo por inyección de metal en la etapa de diseño podría ahorrar mucho dinero en moldes y costos de producción.
- El proceso determina el rendimiento: cada factor del proceso de moldeo por inyección de metal tiene un impacto directo en la resistencia y precisión de la pieza final. Por ejemplo, la proporción de mezcla de la materia prima y el control de la temperatura de sinterización.
- Economía de lotes: MIM puede ofrecer beneficios considerables en producción de volumen medio a alto, con un precio por unidad muy competitivo, cuando el requisito anual es de varios miles de piezas o más.
¿Por qué confiar en esta guía? Experiencia en moldeo por inyección de metal de JS Precision
JS Precision es un fabricante profesional y tiene 15 años de experiencia en moldeo por inyección de metal. Hemos diseñado y fabricado más de 500 moldes de inyección de metal y atendemos a más de 200 clientes de alto nivel en todo el mundo en las áreas de electrónica médica, aeroespacial y de consumo. Hemos enviado más de mil millones de piezas MIM.
Los miembros de nuestro equipo principal tienen más de 10 años de experiencia en moldeo por inyección. Han dominado la cadena completa de tecnologías centrales, desde el diseño de moldes de inyección de metal hasta procesos de sinterización personalizados.
Contamos con certificaciones de tres importantes autoridades internacionales: IATF 16949 , ISO 13485 e ISO 9001. Nuestro laboratorio de pruebas profesional garantiza que cada lote de productos cumpla con los estándares.
Nuestras habilidades y tecnologías han sido probadas por casos reales en diferentes industrias.
Por ejemplo, ayudamos a empresas de dispositivos médicos famosas a nivel mundial con su gran producción de componentes de instrumentos quirúrgicos mínimamente invasivos. Logramos combinar cinco piezas de ensamblaje mecanizadas en un componente MIM (moldeo por inyección de metal) que, por un lado, disminuyó el costo unitario en un 45% y, por otro lado, aumentó la eficiencia en un 400%.
En el transcurso de la producción en masa de carcasas de microsensores de 0,4 mm de espesor para clientes de electrónica automotriz, no solo mantuvimos la tolerancia en ±0,02 mm sino que también logramos una tasa de rendimiento del 99,7 % y adaptamos microcomponentes de aleación de titanio para clientes aeroespaciales, registrando una densidad de sinterización del 99 % y cumpliendo con los requisitos de resistencia de los materiales de grado aeroespacial.
Estos ejemplos expresan nuestro dominio de la complejidad de la estructura del componente, el control de costos y la estabilidad de la calidad. Además, muestran cuán bien entendemos los requisitos específicos de diferentes industrias que nos permiten resolver exactamente los problemas de varios clientes en la producción de MIM.
JS Precision es una empresa siempre liderada por las tecnologías, capaz de diseñar soluciones de procesos únicas y adaptadas a las necesidades del cliente. Además, está preparado para ofrecer soporte técnico de ciclo completo, incluida la optimización del diseño y la producción en masa.
Si tiene problemas con los desafíos de producción de piezas metálicas de precisión, comuníquese con nuestros ingenieros ahora para obtener una solución de tecnología de moldeo por inyección de metal personalizada y desbloquear un modelo de producción en masa eficiente y de bajo costo.
¿Qué es el moldeo por inyección de metales y cómo funciona?
El moldeo por inyección de metal es una tecnología avanzada que combina pulvimetalurgia y moldeo por inyección de plástico. Su núcleo se forma mediante el moldeo por inyección de alimentación y la sinterización por desaglomeración , que también es la principal diferencia con el moldeo por inyección tradicional. Puede lograr una producción en masa eficiente de piezas metálicas complejas.
Definición y conceptos básicos de la tecnología.
El moldeo por inyección de metales es tecnológicamente avanzado que la metalurgia de polvos y moldeo por inyección de plástico están integrados en él. Pequeñas partículas de polvo metálico (de 2 a 25 micras) se mezclan con un aglutinante plástico inyectado, desaglomerado y sinterizado para formar piezas metálicas densas.
Se considera la tecnología fundamental para formar formas casi netas.
Análisis de Beneficios Tecnológicos
- Sin límites de diseño: Puede fabricar formas internas complejas, roscas de piezas huecas, etc., características que no se pueden obtener mediante el mecanizado convencional, permitiendo así el diseño integrado de múltiples piezas.
- Conformación casi neta: la producción en un solo moldeado con muy poco procesamiento adicional conduce a una tasa de utilización del material de más del 95%, que es mucho más alta que la del mecanizado tradicional.
- Excelente rendimiento: la densidad sinterizada es entre el 97% y el 99% de la densidad teórica, y las propiedades mecánicas están a la altura de los materiales forjados, incluso mejor isotropía.
- Gran productividad para la fabricación en masa: se puede realizar mediante producción continua automatizada. Un solo molde de inyección de metal puede producir millones de piezas al año, y el producto está realmente destinado a la producción en masa a gran escala.
Las principales ventajas del moldeo por inyección de metal lo convierten en una alternativa preferida a los procesos tradicionales. Si desea saber si sus productos son adecuados para la tecnología MIM, puede descargar nuestro "Documento técnico de evaluación de compatibilidad de procesos MIM" para emitir rápidamente un juicio preliminar.
¿Cuáles son los pasos clave en el proceso de moldeo por inyección de metal?
El núcleo de la proceso de moldeo por inyección de metal Es un proceso estandarizado de cuatro pasos, que incluye preparación de alimentación, moldeo por inyección, desengrasado y sinterización. El control de parámetros de cada paso determina directamente la precisión y el rendimiento de las piezas MIM.
Paso 1: Preparación de la materia prima (mezcla)
Los polvos de metales finos y el aglutinante termoplástico se calientan para mezclarlos durante 2 a 4 horas a 150-200 grados Celsius . Luego, el enfriamiento y la granulación producen partículas de 3 a 5 mm con alta fluidez. Sus propiedades reológicas afectan más directamente al relleno en el moldeo por inyección.
Paso 2: moldeo por inyección
Una vez que la materia prima se derrite, se inyecta en el molde de inyección de metales cavidad a una alta presión de 50-150MPa.
Luego, se mantiene la presión y se enfría el artículo para producir el "espacio en blanco verde". Los tamaños de los moldes deben diseñarse con mucha precisión, teniendo en cuenta la contracción de sinterización, alrededor del 17% para el acero inoxidable habitual y alrededor del 15% para las aleaciones de titanio.
Paso 3: Desvinculación
Mediante extracción con disolventes o descomposición térmica, se elimina entre el 70% y el 80% del aglutinante del blanco verde. Luego, la desaglomeración profunda crea un "espacio en blanco marrón" poroso . Las piezas deben manipularse con cuidado después de quitarlas para evitar que se dañen.
Paso 4: Sinterización
La pieza en bruto marrón se colocó en un horno de atmósfera controlada de alta temperatura y luego se elevó la temperatura al 70%-90% del punto de fusión del metal , aproximadamente 1300-1400 ℃ para el acero inoxidable y aproximadamente 1200-1300 ℃ para las aleaciones de titanio. Las partículas de metal se fundieron y el volumen se redujo, al final se formó una pieza densa.
Tabla de control de parámetros de proceso MIM
| Pasos del proceso | Parámetros principales | Rango de control | Impacto en los resultados |
| Preparación de materia prima | Tamaño de partícula de polvo | 2-25 µm | Precisión de moldeo, densidad de sinterización |
| Preparación de materia prima | Relación polvo-aglutinante | 60:40-70:30 (Volumen) | Fluidez, estabilidad de contracción |
| Moldeo por inyección | Presión de inyección | 50-150MPa | Integridad del llenado de cavidades |
| Moldeo por inyección | Temperatura del molde | 40-80 ℃ | Deformación por desmoldeo del cuerpo verde |
| Desvinculación | Temperatura de desunión en caliente | 100-550℃ | Residuo de aglutinante |
| Sinterización | Temperatura de sinterización | 1200-1400℃ | Densidad de la pieza, propiedades mecánicas |
| Sinterización | Tiempo de espera | 2-6h | Grado de fusión de partículas |
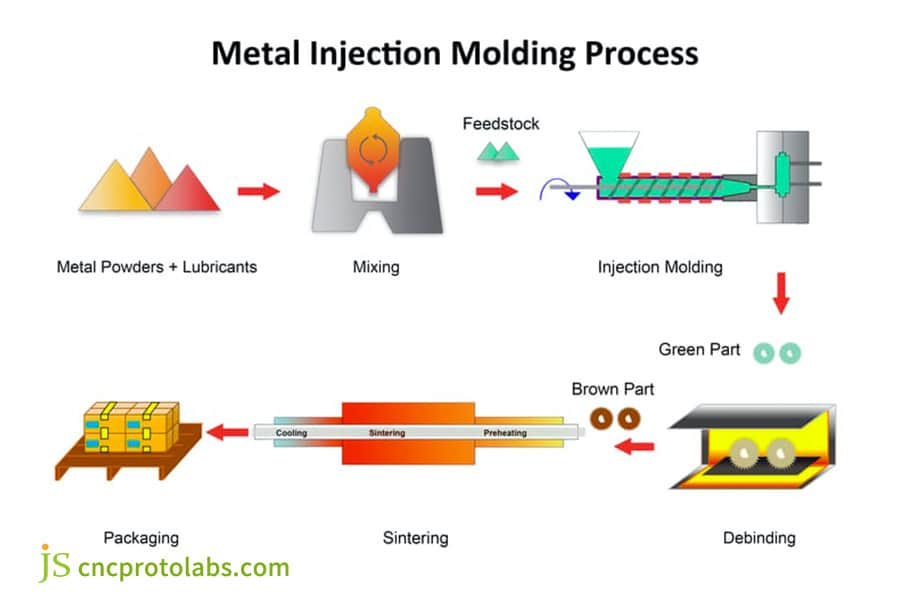
Figura 1: Un diagrama de flujo paso a paso que ilustra el proceso de moldeo por inyección de metal (MIM), desde la mezcla de materia prima y el moldeo por inyección hasta el desaglomerado, la sinterización y el empaque final.
¿Dónde puedo encontrar servicios confiables de moldeo por inyección de metal para mi proyecto?
Se pueden lograr servicios de moldeo por inyección de metal de alta calidad mediante un control completo de la tecnología de proceso, sistemas de calidad mejorados y una rica experiencia en la industria. Al realizar la selección, los proveedores de moldeo por inyección de metal deben evaluarse en torno a cuatro dimensiones: tecnología, calidad, experiencia y servicio.
Estándares básicos para evaluar proveedores
- Habilidades técnicas: tenga un control exhaustivo sobre toda la cadena de operaciones, desde el diseño de un molde de inyección de metal y la producción de materia prima hasta la sinterización, capaz de producir incluso las piezas más complicadas.
- Sistema de Calidad: Poseer un ISO9001 o cualquier otro certificado relevante, contar con el dispositivo de prueba como espectrómetros OES necesarios para verificar la calidad de la materia prima y el producto final.
- Experiencia en la industria: tener estudios de casos exitosos en la industria de destino y conocer los requisitos de calidad específicos de la industria .
- Capacidades de servicio: brinde análisis DFM temprano y servicios completos de posprocesamiento para mantener tiempos de entrega estables.
Ventajas del servicio integral de JS Precision
Al ser un proveedor de moldeo por inyección de metal con amplia experiencia en la industria, JS Precision ofrece a sus clientes servicios completos de moldeo por inyección de metal llave en mano:
- Realizar un análisis DFM inicial para mejorar la estructura del producto y simplificar el molde para facilitar y eficiencia la producción.
- Toda la producción está bajo control, desde las pruebas de las materias primas hasta el examen del producto final, con consistencia del lote y garantía de trazabilidad a través de un sistema de trazabilidad completo.
- Facilite los servicios de posprocesamiento, como el tratamiento térmico y la galvanoplastia, para la entrega de piezas de un solo proveedor.
- Adapte su solución de producción MIM fusionando producción, calidad y costo.
¿Cómo elegir las empresas de moldeo por inyección de metal adecuadas para piezas complejas?
Encontrar las empresas de moldeo por inyección de metal adecuadas se trata de seleccionar aquellas que sean buenas para tratar con piezas de paredes delgadas, en miniatura y con múltiples funciones, que puedan realizar análisis DFM profesionales y no solo fabricar piezas MIM simples.
La diferencia entre "puedo hacerlo" y "excelente"
Las excelentes empresas de moldeo por inyección de metal deberían tener la capacidad central de manejar características bastante complejas, a saber:
- Molduras de paredes delgadas: producir piezas de paredes delgadas de 0,3 a 0,5 mm con alta calidad y sin defectos ni deformaciones es el sello distintivo de un gran proveedor de molduras de paredes delgadas.
- Piezas en miniatura: fabricar grandes volúmenes de piezas muy pequeñas <0,1 gramos con una tolerancia dimensional extremadamente ajustada es una señal de un muy buen productor de piezas en miniatura.
- Integración de funciones múltiples: hacer un solo metal pieza de moldeo por inyección sintonizado para que pueda reemplazar un conjunto de piezas múltiples en MIM, lo que no solo ahorrará costos de ensamblaje sino que también garantizará la precisión del ajuste.
- Moldeo de materiales especiales: Capaz de realizar MIM perfectamente incluso con aleaciones de titanio y otros materiales difíciles de mecanizar, garantizando al mismo tiempo que la dureza y la resistencia a la corrosión del material se mantengan intactas.
La importancia del diseño para la fabricabilidad (DFM)
Pequeños cambios durante la fase de diseño pueden ahorrar una cantidad significativa de costos de producción. JS Precision sugiere involucrar a ingenieros en la etapa de diseño para verificar el espesor de la pared, el ángulo de desmoldeo, etc., para evitar cambios de molde y defectos de producción. La optimización del espesor de la pared puede dar como resultado un aumento del rendimiento del 20 %.
La fabricación de piezas complejas utilizando MIM impone exigencias extremadamente altas a los fabricantes. Si tiene necesidades de producción de piezas metálicas complejas, puede programar una consulta técnica personalizada con nuestros expertos en MIM para responder a los desafíos de su proceso.

Figura 2: Una colección de diversas piezas metálicas de alta precisión, incluidos engranajes, marcos y sujetadores, cuidadosamente dispuestas sobre un fondo blanco para demostrar la capacidad de fabricación.
¿Qué consideraciones de diseño son fundamentales al diseñar un molde de inyección de metal?
La creación de un molde de inyección de metal requiere un enfoque exhaustivo en cuatro factores fundamentales: la contracción de sinterización, el sistema de compuerta y canal, el desmolde y la ventilación.
Estos cuatro aspectos diferencian significativamente el diseño de un molde de inyección de metal del de plástico.
Consideraciones básicas para el diseño de moldes
- Compensación de contracción: Debe proporcionar un margen de entre 15 y 20 % para la contracción por sinterización. La tasa de contracción de diversos materiales debe verificarse experimentalmente, además de considerar la influencia geométrica de la pieza.
- Diseño de compuertas y canales: Para lograr un llenado uniforme de materia prima y eliminar líneas de soldadura, utilice compuertas laterales o con punta de alfiler y canales de sección igual.
- Diseño de desmoldeo: ofrece un ángulo de inclinación de 1 a 2°, coloca lógicamente los pasadores expulsores, evita la deformación del cuerpo verde y evita superficies funcionales.
- Diseño de ventilación: Diseñe ranuras de ventilación de 0,05 a 0,1 mm en el extremo de la cavidad para dejar salir el aire y evitar marcas de aire y quemaduras.
Tabúes de diseño comunes y características recomendadas
Características de diseño que se deben evitar:
- Cavidades internas y ranuras internas que están cerradas y no tienen forma de desmoldarse.
- El espesor de la pared varía repentinamente en más del 50%.
- Esquinas internas muy marcadas sin estar redondeadas, lo que fácilmente provocará grietas en el cuerpo verde.
- Agujeros ciegos excesivamente largos con una relación de aspecto superior a 4:1.
Características de diseño recomendadas:
- Forma simétrica, que minimiza la deformación por sinterización.
- Las nervaduras deben tener entre un 40 y un 60 % del grosor del cuerpo principal para ayudar a que la pieza mantenga su resistencia y evitar la formación de marcas de contracción.
- Moleteado y roscas exteriores, que además permite formar piezas directamente desde el molde.
- Las características de ajuste a presión, pasadores de ubicación, etc. se pueden combinar en los componentes del ensamblaje para moldura de una sola pieza .
Tabla de diferencias de diseño entre moldes MIM y moldes de inyección de plástico
| Dimensiones de diseño | Molde de inyección de metales | Molde de inyección de plástico |
| Consideración de contracción | Se debe considerar una contracción por sinterización del 15-20%. | Sólo es necesario considerar entre un 2 y un 5 % de contracción por enfriamiento. |
| Material del molde | Molde de acero con dureza HRC58-62, mayor resistencia al desgaste. | Molde de acero con dureza HRC52-56. |
| Tamaño de la puerta | De menor tamaño, evitando roturas en la puerta del cuerpo verde. | Relativamente más grande, lo que garantiza la eficiencia del llenado. |
| Canales de ventilación | Más fino, profundidad 0,05-0,1 mm. | Profundidad 0,1-0,2 mm. |
| Precisión del molde | Nivel μm, requisitos dimensionales más altos. | Nivel mm, requisitos de precisión estándar. |

Figura 3: Una vista detallada de un molde de inyección de acero inoxidable pulido, que muestra sus intrincadas cavidades, orificios perforados con precisión y mecanismos de alineación.
¿Cuánto cuesta el moldeo por inyección de metal?
El precio del moldeo por inyección de metal se compone predominantemente de cuatro elementos: el molde, el material, el procesamiento y el posprocesamiento.
Incluso si el gasto del molde original es bastante elevado, el costo por artículo de la unidad después de una producción de volumen mediano a grande es considerablemente menor que el de los métodos tradicionales, creando una enorme ventaja de rentabilidad.
Componentes de costos
- Costos del molde: Un molde de una sola cavidad puede tener un precio de $5,000 a $50,000, los moldes de múltiples cavidades son más costosos, pero los costos pueden aumentar con la producción en masa.
- Costos de materiales: La materia prima tiene un precio de $ 8 a $ 15 por libra, las aleaciones de alto rendimiento, como las aleaciones de titanio, cuestan entre $ 20 y $ 30 por libra, según el mercado.
- Costos de procesamiento: el moldeo por inyección, el desaglomerado y la sinterización cuestan colectivamente entre $ 1 y $ 3 cada uno , la producción en masa puede conducir a una mayor disminución de los costos unitarios.
- Costos de posprocesamiento: el tratamiento térmico cuesta entre $ 0,5 y $ 2 cada uno, la galvanoplastia cuesta entre $ 1 y $ 3 cada uno, el mecanizado de precisión cuesta entre $ 2 y $ 5 cada uno.
Comparación de costos con procesos alternativos
Liderar el moldeo por inyección de metal (MIM) para tener una importante ventaja en términos de costos cuando las piezas requieren cinco o más operaciones de mecanizado o son difíciles de moldear con métodos tradicionales.
Costos MIM por micro engranaje de acero inoxidable por cien mil producción anual cuesta $2,5, que es un 60% más que el mecanizado CNC ($6,15), pero la precisión se puede mantener a un nivel superior.
Tabla comparativa de costos de diferentes procesos (capacidad de producción anual 100.000 unidades, piezas de acero inoxidable)
| Tipo de proceso | Costo inicial del molde/equipo (USD) | Costo unitario del material (USD) | Costo unitario de mecanizado (USD) | Costo total unitario (USD) | Tasa de utilización de materiales |
| Moldeo por inyección de metales | 20.000 | 1.2 | 1.0 | 2.5 | 98% |
| Mecanizado CNC | 60.000 | 2.0 | 4.15 | 6.15 | 60% |
| Fundición de precisión | 15.000 | 1.5 | 2.5 | 4.0 | 80% |
| Impresión 3D de metales | 0 | 3.0 | 4.0 | 7.0 | 95% |
¿Ha alcanzado su producción anual de piezas el punto de inflexión económico de MIM? Envíe planos y volumen de producción estimado para obtener un informe comparativo gratuito sobre simulación de costos de un solo artículo y selección de procesos.
Estudio de caso: Reducción de costos del 40 % para componentes de dispositivos médicos mediante el rediseño de MIM
Servicios de moldeo por inyección de metales. puede ser una gran solución a los problemas de altos costos y bajos índices de rendimiento en la fabricación de componentes de dispositivos médicos. JS Precision ha compartido el siguiente caso para mostrar cómo la tecnología MIM puede mejorar drásticamente la producción de piezas médicas mediante el rediseño.
Desafío del cliente
Los cabezales hemostáticos quirúrgicos de una empresa de dispositivos médicos, mecanizados y ensamblados mediante CNC, tenían un costo unitario de $9. Con una capacidad de producción anual de 100 000 unidades, el costo total fue de 945 000 dólares.
Además de eso, hubo grandes variaciones en las dimensiones de los lotes, el rendimiento del ensamblaje fue solo del 95%, el dúo en el que estaban en juego el tema del costo y la calidad.
Solución de precisión JS
1. Integración del diseño:
El equipo de ingenieros de JS Precision utilizó el análisis DFM y combinó dos piezas mecanizadas en un único componente moldeado por inyección de metal, evitando así por completo los procesos de ensamblaje posteriores. Mientras tanto, las piezas se modificaron estructuralmente con la inclusión de filetes y ángulos de desmoldeo razonables para que el moldeado MIM fuera altamente factible.
2. Optimización del molde:
Se creó un molde de inyección de metal de 4 cavidades de alta precisión, con una compuerta puntiaguda y una estructura de ventilación de precisión para un llenado uniforme de la materia prima. Por cada inyección, se pueden crear cuatro piezas, lo que aumenta enormemente la tasa de producción , mientras que los costos del molde se mantienen por debajo de los 30.000 dólares.
3. Combinación de materiales:
Se eligió polvo de acero inoxidable 316L de grado médico, así como una nueva fórmula de materia prima. La proporción de polvo a aglutinante fue de 65:35 en volumen, lo que garantiza una buena fluidez de moldeo y una alta resistencia a la corrosión después de la sinterización.
4. Proceso personalizado:
Se creó un proceso de sinterización y desaglomeración patentado. La temperatura de desaglutinación térmica se controló entre 100 y 500 °C, mientras que la sinterización se realizó a 1380 °C durante 4 horas . Esto dio como resultado una densidad de sinterización > 98% para piezas y propiedades mecánicas que cumplen dispositivo medico requisitos.
Resultados
- Reducción de costos: la pieza MIM cuesta solo $5,40 y no es necesario ensamblar, por lo tanto, el ahorro anual es de $360 000 con una reducción de costos total del 40 %.
- Mejora de la eficiencia: La eficiencia de la inyección del molde de 4 cavidades es de 1200 piezas/hora, una mejora del 300 % con respecto al proceso de mecanizado original.
- Mejora de la calidad: Tolerancia dimensional: ±0,03 mm, 100 % de consistencia del lote, 99,8 % de tasa de rendimiento y cero errores de ensamblaje.
- Certificación y Cumplimiento: Certificación médica ISO13485, que cumple con los requisitos para las ventas del mercado global.
Testimonio del cliente: "El diseño integrado MIM de JS Precision no solo redujo significativamente nuestro costo unitario, sino que su excelente consistencia de lotes también agregó una moneda de cambio clave para nuestra aprobación de la FDA".
Este caso demuestra plenamente las ventajas de costo y calidad del moldeo por inyección de metal (MIM) en la producción de piezas de dispositivos médicos. Si también tiene necesidades de optimización de costos para piezas en las industrias médica, electrónica u otras, envíe sus requisitos de piezas y personalizaremos una solución de rediseño de MIM dedicada para usted.

Figura 4: Una variedad de componentes moldeados por inyección de metal terminados en varias formas y tamaños, exhibidos sobre una superficie oscura para resaltar sus detalles y acabados.
Preguntas frecuentes
P1: ¿Cuál es la tolerancia típica que se puede lograr con MIM?
El rango de tolerancia habitual para MIM es ±0,3%-0,5%. Sin embargo, para características geométricas simples, puede llegar a ±0,1%. Ciertas dimensiones de alta precisión pueden reducirse aún más mediante operaciones de acabado adicionales.
P2: ¿Cuál es la cantidad mínima de pedido para piezas MIM?
El tamaño de lote efectivo para MIM suele ser de 5000 piezas/año o más para que los costos del molde sean razonables. JS Precision también ofrece producción de prueba en pequeños lotes a partir de 500 piezas, lo que es perfecto para la validación del diseño.
P3: ¿Cuánto tiempo lleva pasar las piezas MIM desde el prototipo hasta la producción?
La producción del molde demora de 4 a 8 semanas, la primera muestra estará lista en 2 a 3 semanas y el ciclo de producción en masa dependerá de la cantidad del pedido. Las existencias habituales suelen entregarse en 1 o 2 semanas.
P4: ¿Se pueden tratar térmicamente o revestir las piezas MIM?
Definitivamente, las piezas MIM sinterizadas poseen propiedades similares a las piezas forjadas y mecanizadas y aún pueden pasar por varios posprocesamiento, como tratamiento térmico, galvanoplastia y pulido.
P5: ¿Cuál es el tamaño máximo de pieza para MIM?
MIM se inclina mucho por la fabricación de piezas pequeñas y de precisión. Sugerimos que las piezas pesen menos de 100 gramos y que la longitud no exceda los 150 mm, de esta manera se equilibran la economía y la precisión en el conformado.
P6: ¿Qué métodos utiliza para controlar la calidad de los componentes MIM?
Para garantizar un control exhaustivo de la calidad de las piezas MIM, JS Precision emplea un espectrómetro OES, una máquina de medición de coordenadas, un densitómetro y un análisis metalográfico.
P7: ¿Es factible que MIM fabrique piezas con socavaduras o roscas?
Las características del molde, como una rosca externa o un corte socavado o una ranura en una dirección específica, pueden formarse directamente mediante el proceso de moldeo por inyección de metal sin ninguna operación secundaria utilizando un deslizador y una estructura de extracción del núcleo del molde de inyección de metal.
P8: ¿Cómo se inicia un proyecto MIM con JS Precision?
El paso inicial será envíanos dibujos 2D/3D de la pieza, con las especificaciones técnicas como materiales, tolerancias y volumen de producción. Nuestro equipo de ingenieros le ofrecerá análisis DFM y evaluación de procesos gratuitos.
Resumen
El moldeo por inyección de metal es una de las formas más adecuadas para producir en masa piezas metálicas con geometrías complejas y al mismo tiempo proporcionar beneficios.
JS Precision es uno de empresas de moldeo por inyección de metales que se especializa en el proceso de moldeo por inyección de metales y tiene la capacidad de producir piezas en masa de manera eficiente. Prestamos especial atención a la satisfacción del cliente y, con la ayuda de nuestra tecnología profesional y nuestra vasta experiencia , podemos convertir sus ideas novedosas en piezas metálicas de precisión con un rendimiento excelente.
Si está luchando con los desafíos de producción de piezas metálicas de precisión, actúe ahora y asóciese con nuestros expertos en MIM para hacer que la producción en masa de piezas complejas sea simple y eficiente.
→ Cargue los dibujos de sus piezas para obtener análisis DFM y cotizaciones preliminares gratuitos
→ Programe una consulta técnica y analice las mejores soluciones de proceso con expertos en MIM
→ Vea estudios de casos de la industria para comprender los efectos de aplicación práctica de los procesos MIM.

Descargo de responsabilidad
El contenido de esta página tiene únicamente fines informativos. Servicios de precisión JS No existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de JS Precision Network. Es responsabilidad del comprador Requerir cotización de piezas Identifique los requisitos específicos para estas secciones. Por favor contáctenos para más información .
Equipo de precisión JS
JS Precision es una empresa líder en la industria , centrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5000 clientes y nos centramos en la alta precisión. Mecanizado CNC , Fabricación de chapa , impresión 3D , moldeo por inyección , Estampado de metales, y otros servicios de fabricación integrales.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificados ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elegir Precisión JS esto significa eficiencia en la selección, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.cncprotolabs.com
Recurso

