

Stampaggio ad iniezione di metalli è tra le soluzioni chiave del settore per la produzione di piccole parti metalliche di precisione in grandi volumi, unisce la flessibilità dello stampaggio a iniezione di plastica con le prestazioni superiori dei materiali metallici.
In questo articolo discuteremo le principali caratteristiche del processo di stampaggio a iniezione di metalli. JS Precision è uno dei fornitori affidabili di stampaggio a iniezione di metalli che offre una soluzione completa dalla realizzazione dello stampo alla consegna.
Vantaggi principali e tabella dei valori
| Dimensioni tecniche | Vantaggi principali | Valore della precisione JS |
| Flusso del processo | Procedura standardizzata in quattro fasi per la modellatura di geometrie complesse, utilizzo del 98% delle materie prime. | Processo digitale e controllabile, in grado di variare le dimensioni del lotto ±0,3%. |
| Libertà di progettazione | È possibile creare componenti caratterizzati da forme altamente complicate come sottosquadri e microfiletti, che i processi tradizionali non possono gestire. | Analisi DFM esperta, riprogettazione e risparmio sui costi dello stampo del 30%. |
| Proprietà dei materiali | Le parti sinterizzate hanno una densità >97% e le loro proprietà meccaniche sono paragonabili a quelle dei pezzi forgiati. | 18 categorie di leghe nella libreria dei materiali, che soddisfano i requisiti di una varietà di settori. |
Conclusioni chiave
- Il design è un costo: uno dei maggiori fattori di costo in un progetto è il design. Lavorare insieme con fornitori di stampaggio a iniezione di metalli in fase di progettazione si potrebbe risparmiare molto su stampi e costi di produzione.
- Il processo determina le prestazioni: ogni singolo fattore del processo di stampaggio a iniezione dei metalli ha un impatto diretto sulla resistenza e sulla precisione della parte finale. Ad esempio, il rapporto di miscelazione delle materie prime e il controllo della temperatura di sinterizzazione.
- Economia batch: MIM può offrire notevoli vantaggi nella produzione di volumi medio-alti, con un prezzo per unità molto competitivo, quando il fabbisogno annuale è di diverse migliaia di pezzi o più.
Perché fidarsi di questa guida? Esperienza nello stampaggio a iniezione di metalli di JS Precision
JS Precision è un produttore professionale e vanta 15 anni di esperienza nello stampaggio a iniezione di metalli. Abbiamo progettato e prodotto oltre 500 stampi per iniezione di metalli e servito più di 200 clienti di fascia alta a livello globale nei settori medico, aerospaziale ed elettronico di consumo. Abbiamo spedito oltre 1 miliardo di parti MIM.
I membri del nostro team principale hanno esperienza nello stampaggio a iniezione da oltre 10 anni. Hanno padroneggiato l'intera catena delle tecnologie principali, dalla progettazione di stampi per iniezione di metalli ai processi di sinterizzazione personalizzati.
Possediamo certificazioni da tre importanti enti internazionali: IATF 16949 , ISO 13485 e ISO 9001. Il nostro laboratorio di test professionale garantisce che ogni lotto di prodotti soddisfi gli standard.
Le nostre competenze e tecnologie sono state dimostrate da casi reali in diversi settori.
Ad esempio, abbiamo aiutato aziende di fama mondiale di dispositivi medici con la loro vasta produzione di componenti di strumenti chirurgici minimamente invasivi. Siamo riusciti a combinare cinque parti di assemblaggio lavorate in un unico componente MIM (Metal Injection Moulding) che da un lato ha ridotto il costo unitario del 45% e, dall'altro, ha aumentato l'efficienza del 400%.
Nel corso della produzione in serie di alloggiamenti per microsensori spessi 0,4 mm per clienti di elettronica automobilistica, non solo abbiamo mantenuto la tolleranza a ±0,02 mm, ma abbiamo anche ottenuto un tasso di rendimento del 99,7% e abbiamo adattato microcomponenti in lega di titanio per clienti del settore aerospaziale, registrando una densità di sinterizzazione del 99% e soddisfacendo i requisiti di resistenza dei materiali di grado aerospaziale.
Tali esempi esprimono la nostra padronanza della complessità della struttura del componente, del controllo dei costi e della stabilità della qualità. Inoltre, dimostrano quanto bene comprendiamo i requisiti specifici dei diversi settori che ci consentono di risolvere esattamente i problemi dei vari clienti nella produzione MIM.
JS Precision è un'azienda sempre guidata dalle tecnologie, in grado di progettare soluzioni di processo uniche su misura per le esigenze del cliente. Inoltre, è pronto a fornire supporto tecnico a ciclo completo, compresa l'ottimizzazione della progettazione e la produzione di massa.
Se stai affrontando le sfide legate alla produzione di parti metalliche di precisione, contatta subito i nostri ingegneri per ottenere una soluzione tecnologica di stampaggio a iniezione di metalli personalizzata e sbloccare un modello di produzione di massa efficiente e a basso costo.
Che cos'è lo stampaggio a iniezione di metalli e come funziona?
Lo stampaggio a iniezione di metalli è una tecnologia avanzata che combina la metallurgia delle polveri e lo stampaggio a iniezione di materie plastiche. Il suo nucleo è formato attraverso l'alimentazione dello stampaggio a iniezione e la sinterizzazione del decerante , che è anche la differenza fondamentale rispetto allo stampaggio a iniezione tradizionale. Può ottenere una produzione di massa efficiente di parti metalliche complesse.
Definizione e nozioni di base della tecnologia
Lo stampaggio ad iniezione dei metalli è tecnologicamente avanzato rispetto alla metallurgia delle polveri e stampaggio ad iniezione di materie plastiche sono integrati in esso. Piccole particelle di polveri metalliche (2-25 micron) vengono miscelate con un legante plastico decercato iniettato e sinterizzato per formare parti metalliche dense.
È considerata la tecnologia fondamentale per la formazione di forme vicine alla rete.
Analisi dei vantaggi tecnologici
- Nessun limite di progettazione: può produrre forme interne complesse, parti cave, filettature, ecc. che non possono essere ottenute con la lavorazione convenzionale, consentendo così la progettazione integrata di più parti.
- Formatura quasi netta: la produzione in un unico stampaggio con pochissima lavorazione aggiuntiva porta a un tasso di utilizzo del materiale superiore al 95%, che è molto superiore a quello della lavorazione tradizionale.
- Prestazioni eccellenti: la densità sinterizzata è tra il 97% e il 99% della densità teorica e le proprietà meccaniche sono alla pari dei materiali forgiati, isotropia ancora migliore.
- Grande produttività per la produzione di massa: può essere eseguita mediante produzione continua automatizzata. Un solo stampo per iniezione di metallo può produrre milioni di pezzi all’anno e il prodotto è in realtà destinato alla produzione di massa su larga scala.
I principali vantaggi dello stampaggio a iniezione di metalli lo rendono un’alternativa preferita ai processi tradizionali. Se desideri sapere se i tuoi prodotti sono adatti alla tecnologia MIM, puoi scaricare il nostro "Libro bianco sulla valutazione della compatibilità dei processi MIM" per esprimere rapidamente un giudizio preliminare.
Quali sono i passaggi chiave nel processo di stampaggio a iniezione di metalli?
Il nucleo del processo di stampaggio ad iniezione di metalli è un processo standardizzato in quattro fasi, che comprende la preparazione dell'alimentazione, lo stampaggio a iniezione, lo sgrassaggio e la sinterizzazione. Il controllo dei parametri di ogni fase determina direttamente la precisione e le prestazioni delle parti MIM.
Passaggio 1: preparazione della materia prima (miscelazione)
Le polveri di metalli fini e legante termoplastico vengono riscaldate per miscelarsi per 2-4 ore a 150-200 gradi Celsius . Quindi il raffreddamento e la granulazione producono particelle di 3-5 mm con elevata fluidità. Le loro proprietà reologiche influiscono più direttamente sul riempimento nello stampaggio a iniezione.
Passaggio 2: stampaggio a iniezione
Una volta che la materia prima si scioglie, viene iniettata nel stampo per iniezione di metalli cavità ad alta pressione di 50-150MPa.
Quindi, la pressione viene mantenuta e l'articolo viene raffreddato per produrre il "grezzo verde". Le dimensioni dello stampo devono essere progettate in modo molto accurato, tenendo conto del ritiro da sinterizzazione, circa il 17% per il normale acciaio inossidabile e circa il 15% per le leghe di titanio.
Fase 3: deceraggio
Attraverso l'estrazione con solvente o la decomposizione termica, il 70%-80% del legante viene rimosso dal grezzo verde. Successivamente il deceraggio profondo crea un "grezzo marrone" poroso . Le parti devono essere maneggiate delicatamente dopo il deceraggio per evitare il verificarsi di danni.
Passaggio 4: sinterizzazione
Il pezzo grezzo marrone è stato posto in un forno ad atmosfera controllata ad alta temperatura e quindi aumentato la temperatura al 70%-90% del punto di fusione del metallo , circa 1300-1400℃ per l'acciaio inossidabile e circa 1200-1300℃ per le leghe di titanio. Le particelle metalliche si sono fuse insieme e il volume si è ridotto, alla fine è stata creata una parte densa.
Tabella di controllo dei parametri di processo MIM
| Fasi del processo | Parametri fondamentali | Gamma di controllo | Impatto sui risultati |
| Preparazione delle materie prime | Dimensione delle particelle di polvere | 2-25μm | Precisione di stampaggio, densità di sinterizzazione |
| Preparazione delle materie prime | Rapporto polvere/legante | 60:40-70:30 (Volume) | Scorrevolezza, stabilità al ritiro |
| Stampaggio ad iniezione | Pressione di iniezione | 50-150MPa | Integrità del riempimento delle cavità |
| Stampaggio ad iniezione | Temperatura dello stampo | 40-80 ℃ | Deformazione sformante del corpo verde |
| Debilitante | Temperatura di deceraggio calda | 100-550 ℃ | Residuo di legante |
| Sinterizzazione | Temperatura di sinterizzazione | 1200-1400 ℃ | Densità della parte, proprietà meccaniche |
| Sinterizzazione | Tempo di attesa | 2-6 ore | Laurea in fusione di particelle |
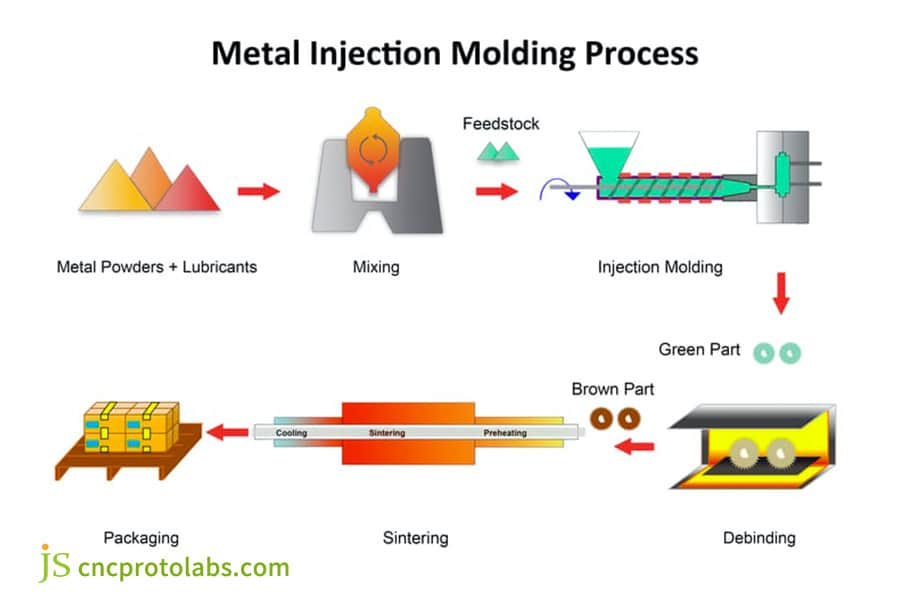
Figura 1: Un diagramma di flusso passo dopo passo che illustra il processo di stampaggio a iniezione di metalli (MIM), dalla miscelazione delle materie prime e dello stampaggio a iniezione fino al deceraggio, alla sinterizzazione e all'imballaggio finale.
Dove posso trovare servizi affidabili di stampaggio a iniezione di metalli per il mio progetto?
È possibile ottenere servizi di stampaggio a iniezione di metalli di alta qualità attraverso il controllo completo della tecnologia di processo, sistemi di qualità migliorati e una ricca esperienza nel settore. Durante lo screening, i fornitori di stampaggio a iniezione di metalli devono essere valutati attorno a quattro dimensioni: tecnologia, qualità, esperienza e servizio.
Standard fondamentali per la valutazione dei fornitori
- Competenze tecniche: Avere un controllo approfondito sull'intera catena di operazioni , dalla progettazione di uno stampo per iniezione di metallo e produzione di materie prime alla sinterizzazione, in grado di produrre anche le parti più complicate.
- Sistema Qualità: Possedere un ISO9001 o qualsiasi altro certificato pertinente, disporre dei dispositivi per test come gli spettrometri OES necessari per verificare la qualità della materia prima e del prodotto finale.
- Esperienza nel settore: avere casi di studio di successo nel settore di destinazione e essere consapevoli dei requisiti di qualità specifici del settore .
- Funzionalità del servizio: fornire analisi DFM tempestive e servizi di post-elaborazione completi per mantenere tempi di consegna stabili.
Vantaggi del servizio One Stop di JS Precision
Essendo un fornitore di stampaggio a iniezione di metalli con una vasta esperienza nel settore, JS Precision offre ai clienti servizi completi di stampaggio a iniezione di metalli chiavi in mano:
- Conduzione dell'analisi DFM iniziale per migliorare la struttura del prodotto e semplificare lo stampo per facilitare ed efficienza la produzione.
- L'intera produzione è sotto controllo, dal test delle materie prime all'esame del prodotto finale, completo di coerenza dei lotti e garanzia di tracciabilità attraverso un sistema di tracciabilità completo.
- Facilita i servizi di post-elaborazione come il trattamento termico e la galvanica per la consegna di parti da un'unica fonte.
- Personalizza la tua soluzione di produzione MIM unendo output, qualità e costi.
Come scegliere le giuste aziende di stampaggio a iniezione di metalli per parti complesse?
Trovare le giuste aziende di stampaggio a iniezione di metalli significa selezionare quelle che sono brave a gestire parti a pareti sottili, in miniatura e multifunzionali, possono eseguire analisi DFM professionali e non solo realizzare semplici parti MIM.
La differenza tra "può fare" ed "eccellente"
Le eccellenti aziende di stampaggio a iniezione di metalli dovrebbero avere la capacità fondamentale di gestire caratteristiche piuttosto complesse, vale a dire:
- Stampaggio a pareti sottili: produrre pezzi con pareti sottili da 0,3-0,5 mm di alta qualità e senza difetti o deformazioni è il segno distintivo di un grande fornitore di stampi a pareti sottili.
- Parti in miniatura: la produzione di grandi volumi di parti molto piccole <0,1 grammi con tolleranze dimensionali estremamente strette è un segno di un ottimo produttore di parti in miniatura.
- Integrazione multifunzionale: creare un metallo parte di stampaggio ad iniezione ottimizzato in modo da poter sostituire un assieme multiparti in MIM, il che non solo consentirà di risparmiare sui costi di assemblaggio ma garantirà la precisione del montaggio.
- Stampaggio di materiali speciali: in grado di eseguire perfettamente il MIM anche con leghe di titanio e altri materiali difficili da lavorare, garantendo al tempo stesso che la tenacità e la resistenza alla corrosione del materiale siano mantenute intatte.
L'importanza del design per la producibilità (DFM)
Piccole modifiche durante la fase di progettazione possono far risparmiare una quantità significativa di costi di produzione. JS Precision suggerisce di coinvolgere gli ingegneri in fase di progettazione per controllare lo spessore delle pareti, l'angolo di sformatura, ecc. in modo da evitare modifiche allo stampo e difetti di produzione. L'ottimizzazione dello spessore delle pareti può comportare un aumento della resa del 20%.
La produzione di parti complesse utilizzando MIM pone requisiti estremamente elevati ai produttori. Se hai esigenze di produzione di parti metalliche complesse, puoi programmare una consulenza tecnica individuale con i nostri esperti MIM per rispondere alle tue sfide di processo.

Figura 2: Una raccolta di varie parti metalliche di alta precisione, tra cui ingranaggi, telai e dispositivi di fissaggio, disposte ordinatamente su uno sfondo bianco per dimostrare la capacità di produzione.
Quali considerazioni di progettazione sono fondamentali quando si progetta uno stampo per iniezione di metalli?
La creazione di uno stampo per iniezione di metallo richiede un'attenzione approfondita a quattro fattori fondamentali: ritiro dalla sinterizzazione, sistema di iniezione e guida, sformatura e ventilazione.
Questi quattro aspetti differenziano in modo significativo il design dello stampo ad iniezione in metallo da quello in plastica.
Considerazioni fondamentali per la progettazione degli stampi
- Compensazione del ritiro: è necessario fornire un margine del 15-20% per il ritiro da sinterizzazione. La velocità di ritiro dei vari materiali dovrebbe essere verificata sperimentalmente, oltre a considerare l'influenza geometrica del pezzo.
- Progettazione di cancelli e guide: per ottenere un riempimento uniforme della materia prima ed eliminare le linee di saldatura, utilizzare punti di spillo o cancelli laterali e guide di sezione uguale.
- Design di sformatura: offre un angolo di sformo di 1-2°, posiziona in modo logico i perni di espulsione, previene la deformazione del corpo verde ed evita superfici funzionali.
- Design di ventilazione: progettare scanalature di ventilazione da 0,05-0,1 mm all'estremità della cavità per far uscire l'aria ed evitare segni d'aria e bruciature.
Tabù di progettazione comuni e funzionalità consigliate
Caratteristiche di progettazione da evitare:
- Cavità interne e scanalature interne che sono chiuse e non hanno modo di sformarsi.
- Lo spessore della parete varia improvvisamente di oltre il 50%.
- Angoli interni vivi e netti senza essere arrotondati, che causerebbero facilmente crepe nel corpo verde.
- Fori ciechi eccessivamente lunghi con proporzioni superiori a 4:1.
Caratteristiche di progettazione consigliate:
- Forma simmetrica, che riduce al minimo la deformazione della sinterizzazione.
- Le nervature dovrebbero avere uno spessore pari al 40-60% rispetto al corpo principale per aiutare la parte a mantenere la sua resistenza e per prevenire la formazione di segni di ritiro.
- Zigrinatura e filettatura esterna, che consente anche la formatura dei pezzi direttamente dallo stampo.
- Le caratteristiche di adattamento a scatto, i perni di posizionamento, ecc. possono essere combinati nei componenti di assemblaggio per stampaggio di un pezzo unico .
Tabella delle differenze di progettazione tra stampi MIM e stampi a iniezione di plastica
| Dimensioni del progetto | Stampo per iniezione di metalli | Stampo per iniezione plastica |
| Considerazione sul restringimento | È necessario considerare un ritiro da sinterizzazione del 15-20%. | È necessario considerare solo il ritiro da raffreddamento del 2-5%. |
| Materiale dello stampo | Acciaio per stampi con durezza HRC58-62, maggiore resistenza all'usura. | Acciaio per stampi con durezza HRC52-56. |
| Dimensione del cancello | Più piccolo, evitando rotture al cancello del corpo verde. | Relativamente più grande, garantendo efficienza di riempimento. |
| Canali di ventilazione | Più fine, profondità 0,05-0,1 mm. | Profondità 0,1-0,2 mm. |
| Precisione dello stampo | livello μm, requisiti dimensionali più elevati. | livello mm, requisiti di precisione standard. |

Figura 3: Una vista dettagliata di uno stampo a iniezione in acciaio inossidabile lucidato, che ne mostra le cavità complesse, i fori praticati con precisione e i meccanismi di allineamento.
Quanto costa lo stampaggio a iniezione di metalli?
Il prezzo dello stampaggio a iniezione dei metalli è composto prevalentemente da quattro elementi: stampo, materiale, lavorazione e post-lavorazione.
Anche se la spesa iniziale per lo stampo è piuttosto elevata, il costo per articolo per l’unità dopo la produzione di volumi medio-grandi è considerevolmente inferiore a quello dei metodi tradizionali, creando un enorme effetto leva sull’efficienza dei costi.
Componenti di costo
- Costi dello stampo: uno stampo a cavità singola può avere un prezzo compreso tra $ 5.000 e $ 50.000, gli stampi a cavità multipla sono più costosi ma i costi possono essere caricati rispetto alla produzione di massa.
- Costi dei materiali: le materie prime hanno un prezzo di $ 8- $ 15 per libbra, le leghe ad alte prestazioni come le leghe di titanio costano circa $ 20- $ 30 per libbra, a seconda del mercato.
- Costi di lavorazione: lo stampaggio a iniezione, il debinding e la sinterizzazione costano complessivamente circa $ 1-$ 3 ciascuno , la produzione di massa può portare a un'ulteriore riduzione dei costi unitari.
- Costi di post-elaborazione: il trattamento termico ammonta a $ 0,5-$ 2 ciascuno, la galvanica costa $ 1- $ 3 ciascuno, la lavorazione meccanica di precisione costa $ 2- $ 5 ciascuno.
Confronto dei costi con processi alternativi
Leader nello stampaggio a iniezione di metalli (MIM) per avere un significativo vantaggio in termini di costi quando le parti richiedono cinque o più operazioni di lavorazione o sono difficili da formare con i metodi tradizionali.
Costi MIM per microingranaggio in acciaio inossidabile per centomila prodotti annui costano 2,5 dollari, ovvero il 60% in più rispetto alla lavorazione CNC (6,15 dollari), ma la precisione riesce a essere mantenuta a un livello più elevato.
Tabella comparativa dei costi di diversi processi (capacità di produzione annua 100.000 unità, parti in acciaio inossidabile)
| Tipo di processo | Costo iniziale di stampo/attrezzatura (USD) | Costo materiale unitario (USD) | Costo di lavorazione unitario (USD) | Costo totale unitario (USD) | Tasso di utilizzo del materiale |
| Stampaggio ad iniezione di metalli | 20.000 | 1.2 | 1.0 | 2.5 | 98% |
| Lavorazione CNC | 60.000 | 2.0 | 4.15 | 6.15 | 60% |
| Fusione di precisione | 15.000 | 1.5 | 2.5 | 4.0 | 80% |
| Stampa 3D in metallo | 0 | 3.0 | 4.0 | 7.0 | 95% |
La vostra produzione annuale di componenti ha raggiunto il punto di svolta economico del MIM? Invia i disegni e il volume di produzione stimato per ottenere un rapporto di confronto gratuito sulla simulazione dei costi del singolo articolo e sulla selezione del processo.
Case Study: riduzione dei costi del 40% per componenti di dispositivi medici attraverso la riprogettazione MIM
Servizi di stampaggio ad iniezione di metalli può rappresentare un'ottima soluzione ai problemi legati ai costi elevati e ai bassi tassi di rendimento nella produzione di componenti di dispositivi medici. JS Precision ha condiviso il seguente caso per mostrare come la tecnologia MIM può migliorare drasticamente la produzione di parti mediche attraverso la riprogettazione.
Sfida del cliente
Il costo unitario delle testine emostatiche chirurgiche di un'azienda di dispositivi medici, lavorate a CNC e assemblate, era di $ 9. Con una capacità di produzione annua di 100.000 unità, il costo totale era di 945.000 dollari.
Oltre a ciò, ci sono state grandi variazioni di dimensioni dei lotti, il tasso di rendimento dell'assemblaggio è stato solo del 95%, il binomio che era in gioco il tema del costo e della qualità.
Soluzione di precisione JS
1. Integrazione del progetto:
Il team di ingegneri di JS Precision si è avvalso dell'analisi DFM e ha combinato due parti lavorate in un unico componente metallico stampato ad iniezione, evitando così totalmente i successivi processi di assemblaggio. Nel frattempo, le parti sono state modificate strutturalmente con l'inclusione di raccordi e angoli di sformo ragionevoli in modo da rendere altamente fattibile lo stampaggio MIM.
2. Ottimizzazione dello stampo:
È stato creato uno stampo a iniezione di metallo a 4 cavità ad alta precisione, caratterizzato da un punto di accesso preciso e da una struttura di ventilazione di precisione per un riempimento uniforme delle materie prime. Per ogni iniezione è possibile creare quattro parti, il che aumenta notevolmente la velocità di produzione , mentre i costi dello stampo rimangono al di sotto dei 30.000 dollari.
3. Abbinamento dei materiali:
È stata scelta la polvere di acciaio inossidabile 316L di grado medico e una nuova formula di materia prima. Il rapporto polvere/legante era di 65:35 in volume garantendo sia una buona fluidità dello stampaggio che un'elevata resistenza alla corrosione dopo la sinterizzazione.
4. Processo personalizzato:
È stato creato il processo proprietario di sinterizzazione del decerante. La temperatura di deceraggio termico è stata controllata tra 100 e 500°C, mentre la sinterizzazione è stata eseguita a 1380°C per 4 ore . Ciò ha comportato una densità di sinterizzazione > 98% per le parti e il rispetto delle proprietà meccaniche dispositivo medico requisiti.
Risultati
- Riduzione dei costi: il pezzo MIM costa solo $ 5,40 e non è necessario alcun assemblaggio, quindi il risparmio annuale è di $ 360.000 con una riduzione dei costi totali del 40%.
- Miglioramento dell'efficienza: l'efficienza di iniezione dello stampo a 4 cavità è di 1.200 parti/ora, un miglioramento del 300% rispetto al processo di lavorazione originale.
- Miglioramento della qualità: tolleranza dimensionale: ±0,03 mm, consistenza del lotto del 100%, tasso di rendimento del 99,8% e zero errori di assemblaggio.
- Certificazione e conformità: certificazione medica ISO13485, che è conforme ai requisiti per le vendite sul mercato globale.
Testimonianza del cliente: "Il design integrato MIM di JS Precision non solo ha ridotto significativamente il nostro costo unitario, ma la sua eccellente uniformità dei lotti ha anche aggiunto una merce di scambio fondamentale alla nostra approvazione della FDA."
Questo caso dimostra pienamente i vantaggi in termini di costi e qualità dello stampaggio a iniezione di metalli (MIM) nella produzione di parti di dispositivi medici. Se hai anche esigenze di ottimizzazione dei costi per parti nel settore medico, elettronico o in altri settori, invia i requisiti delle parti e personalizzeremo per te una soluzione di riprogettazione MIM dedicata.

Figura 4: Un assortimento di componenti finiti per stampaggio a iniezione di metalli in varie forme e dimensioni, esposti su una superficie scura per evidenziarne i dettagli e le finiture.
Domande frequenti
D1: Qual è la tolleranza tipica ottenibile con MIM?
Il normale intervallo di tolleranza per MIM è ±0,3%-0,5%. Tuttavia, per caratteristiche geometriche semplici, può arrivare fino a ±0,1%. Alcune dimensioni di alta precisione possono essere ulteriormente ridotte mediante ulteriori operazioni di finitura.
Q2: Qual è la quantità minima dell'ordine per le parti MIM?
La dimensione effettiva del lotto per MIM è solitamente di 5000 pezzi/anno o più per rendere ragionevoli i costi dello stampo. JS Precision offre anche una produzione di prova in piccoli lotti a partire da 500 pezzi, perfetta per la convalida del progetto.
Q3: Quanto tempo ci vuole per portare le parti MIM dal prototipo alla produzione?
La produzione dello stampo richiede 4-8 settimane, il primo campione sarà pronto in 2-3 settimane e il ciclo di produzione di massa dipenderà dalla quantità dell'ordine. Le scorte regolari vengono solitamente consegnate entro 1-2 settimane.
Q4: Le parti MIM possono essere trattate termicamente o placcate?
Sicuramente, le parti MIM sinterizzate possiedono proprietà simili alle parti forgiate e lavorate a macchina e possono comunque subire varie lavorazioni successive come il trattamento termico, la galvanica e la lucidatura.
D5: Qual è la dimensione massima della parte per MIM?
MIM è molto propensa alla produzione di piccoli pezzi di precisione. Suggeriamo che le parti siano inferiori a 100 grammi e che la lunghezza non superi i 150 mm, in questo modo l'economia e la precisione nella formatura sono bilanciate.
Q6: Quali metodi utilizzate per controllare la qualità dei componenti MIM?
Per garantire un controllo approfondito della qualità delle parti MIM, JS Precision utilizza uno spettrometro OES, una macchina di misura a coordinate, un densitometro e un'analisi metallografica.
D7: È possibile per MIM produrre parti con sottosquadri o filettature?
Le caratteristiche dello stampo come una filettatura esterna o un sottosquadro o una scanalatura in una direzione specifica possono essere formate direttamente dal processo di stampaggio a iniezione di metallo senza operazioni secondarie utilizzando un cursore e una struttura di estrazione del nucleo dello stampo a iniezione di metallo.
D8: Come si avvia un progetto MIM con JS Precision?
Il primo passo sarà quello inviaci disegni 2D/3D della parte, con le specifiche tecniche come materiali, tolleranze e volume di produzione. Il nostro team di ingegneri ti offrirà quindi analisi DFM gratuite e valutazione del processo.
Riepilogo
Lo stampaggio a iniezione di metalli è uno dei modi più adatti per produrre in serie parti metalliche con geometrie complesse garantendo allo stesso tempo i relativi vantaggi.
JS Precision è uno di aziende di stampaggio ad iniezione di metalli che è specializzato nel processo di stampaggio a iniezione di metalli e ha la capacità di produrre in serie parti in modo efficiente. Prestiamo particolare attenzione alla soddisfazione del cliente e con l'aiuto della nostra tecnologia professionale e della nostra vasta esperienza , possiamo trasformare le vostre nuove idee in parti metalliche di precisione con prestazioni eccellenti.
Se sei alle prese con le sfide della produzione di parti metalliche di precisione, agisci ora e collabora con i nostri esperti MIM per rendere la produzione di massa di parti complesse semplice ed efficiente!
→ Carica i disegni delle parti per ottenere analisi DFM gratuite e preventivi preliminari
→ Pianifica una consulenza tecnica e discuti le migliori soluzioni di processo con gli esperti MIM
→ Visualizza casi di studio del settore per comprendere gli effetti applicativi pratici dei processi MIM

Disclaimer
I contenuti di questa pagina sono solo a scopo informativo. Servizi di precisione JS ,non ci sono dichiarazioni o garanzie, esplicite o implicite, circa l'accuratezza, la completezza o la validità delle informazioni. Non si deve dedurre che un fornitore o produttore di terze parti fornisca parametri prestazionali, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione tramite JS Precision Network. È responsabilità dell'acquirente Richiedi preventivo per ricambi Identificare i requisiti specifici per queste sezioni. Vi preghiamo di contattarci per ulteriori informazioni .
Squadra di precisione JS
JS Precision è un'azienda leader del settore , concentrarsi su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisione Lavorazione CNC , Produzione di lamiere , Stampa 3D , Stampaggio ad iniezione , Stampaggio metalli, e altri servizi di produzione one-stop.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi di ultima generazione, certificati ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. Scegliere Precisione JS questo significa efficienza di selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.cncprotolabs.com
Risorsa

