

게이트 및 러너 DFM 서비스 점검을 통해 녹은 플라스틱이 모든 캐비티를 향해 올바르게 흐르고 압력 강하가 최소화되고 온도 분포가 양호하며 재료 낭비가 낮게 유지되는지 확인합니다.
부적절하게 설계된 게이트나 러너로 인해 플래시, 미성형, 싱크 마크, 웰드라인이 발생하고 시험 비용이 30% 이상 증가할 수 있습니다. 엔지니어 또는 제조 전문가로서 이 참조 매뉴얼은 게이트 및 러너 설계와 최적화의 기술적, 실무적 측면을 철저하게 이해하는 데 도움이 될 수 있습니다.
게이트 및 러너 DFM 서비스 빠른 참조
<테이블 스타일="너비: 100%; 테두리 접기: 접기; 테두리 색상: #000000; 높이: 452.812px;" 테두리="1"> <머리>모듈
핵심 엔지니어링 결론
게이트 디자인
게이트 위치는 웰드라인 위치를 결정하고, 크기는 전단열과 보압에 영향을 미칩니다. 유량 비율을 기준으로 최소 벽 두께를 계산합니다.
러너 시스템
풀 라운드 러너는 단위 길이당 압력 손실이 가장 낮습니다. 러너 밸런싱은 다중 캐비티 일관성을 보장합니다.
콜드 러너와 핫 러너
콜드 러너는 간단하고 가격이 저렴하며 소규모 배치에 적합합니다. 핫 러너는 스프루 낭비를 제거하여 대용량 정밀 부품에 이상적이지만 유지 관리 비용이 더 높습니다.
DFM 서비스
전문 DFM은 금형 흐름 분석을 사용하여 강철을 절단하기 전에 게이트/러너 구성을 예측하고 최적화하여 개발 주기를 20%-30% 단축합니다.
주요 조사 결과
- 게이트 위치와 크기는 플라스틱 부품의 충진 품질과 최종 아름다움에 영향을 미칩니다. 사출 성형용 게이트는 재료 유변학에 맞게 설계되어야 합니다.
- 런너 설계는 균일한 흐름과 최소 손실을 목표로 하며 이는 결국 사이클 시간과 재료 비용에 매우 중요합니다.
- 콜드 러너를 채택할 것인지, 핫 러너를 채택할 것인지의 적절한 결정은 제품 도입의 필수 단계이며, 이는 무엇보다도 대량 생산, 재료 특성, 금형 비용 및 유지 관리 고려 사항에 따라 달라지며 수명 주기 비용(TCO) 분석이 필요합니다.
사출 금형 설계 서비스에서 JS Precision을 신뢰하는 이유
사출 금형 설계팀의 15년 이상의 엔지니어링 경험을 통해 볼 때, 사출 성형 설계 서비스를 위한 정말 좋은 파트너는 게이트 선택, 러너 밸런싱, 금형 흐름 분석이라는 검증 가능한 세 가지 폐쇄 루프 기능을 갖추고 있어야 한다는 것이 사실입니다.
PEEK로 만든 드론용 모터 마운트를 구현하기 시작했을 때 처음에 금형 설계는 120MPa의 압력, 즉 해당 재료의 허용 한계보다 30% 더 많은 압력에서 충전 단계를 종료했습니다. 이는 경험 기반 설계만으로는 고성능 엔지니어링 플라스틱을 성형하는 데 성공할 수 없음을 보여줍니다.
<인용문>ISO 9001:2015 표준은 이에 대해 매우 구체적으로 설명하고 있으며, 사출 성형 설계 및 생산 단계 모두에서 식별 가능한 매개변수 기록 메커니즘이 필요하다고 명시하고 있습니다.
따라서 DFM에 대한 우리의 접근 방식에는 3단계 검토(설계 매개변수의 사전 분석, 금형 흐름 시뮬레이션 실행, 시험 금형을 통한 확인)가 포함되어 각 게이트 및 러너 결정을 추적하고 따를 수 있습니다.
이 경우 싱글 에지 게이트에서 핫 러너 + 핀 게이트로 전환했는데 압력 강하가 120MPa에서 85MPa로 감소했습니다. 이를 통해 미성형 문제를 해소했을 뿐만 아니라 전체 성형 사이클 시간을 25초에서 18초로 단축했습니다. 게이트/러너 선택 및 흐름 균형 조정 방식이 JS Precision의 200개 이상의 게이트 및 러너 DFM 프로젝트 데이터베이스에 통합되었습니다.
게이트 선택, 러너 밸런싱 및 TCO 분석 방법을 익히려면 게이트 및 러너 DFM 설계 가이드를 다운로드하고 사출 성형 설계 서비스의 타당성을 미리 평가하세요.
사출성형 분야의 게이트 및 러너 DFM 서비스란 무엇인가요?
게이트 및 러너 DFM 서비스는 금형 설계 단계에서 플라스틱 유동 거동을 분석하여 게이트의 위치, 유형 및 러너 네트워크를 체계적으로 최적화하는 엔지니어링 서비스입니다. 목표는 고품질 제품, 더 빠른 생산 주기 및 더 낮은 제조 비용을 보장하는 것입니다.
핵심 서비스: 3D 모델부터 최적화 솔루션까지
- 금형 흐름 분석 가져오기:
제품의 3D 모델을 기반으로 JS Precision은 Moldflow를 사용하여 충전 유지 냉각 및 부품의 변형 단계를 시뮬레이션하므로 충전 불균형, 공기 트랩 또는 압력 집중과 같은 잠재적인 문제를 초기 단계에서 포착할 수 있습니다. 게이트 앤 러너 DFM 서비스의 핵심 기술입니다.
- 거침없이 실행할 수 있는 수정 계획:
서비스의 가장 중요한 측면은 게이트 위치를 A면에서 B면으로 변경하여 표면 결함을 제거하거나 러너 크기를 변경하여 다양한 캐비티의 충전 속도를 균등화하는 등 신속하게 구현할 수 있는 명확한 개선 계획을 제공하는 것입니다.
- 3D 최적화 솔루션 제공:
3D 게이트 및 러너 최적화 솔루션을 제공하면 고객이 이를 금형 제조에 직접 적용할 수 있으며 시행착오 방법에서 흔히 발생하는 금형 수리 비용 및 시간 손실을 절약할 수 있습니다.
공학의 체계적 특성
<올>
그림 1: CAD 청사진이 포함된 정밀 사출 금형 캐비티
사출 성형의 일반적인 게이트 유형은 무엇이며 선택 방법은 무엇입니까?
게이트 설계 사출 성형의 핵심은 올바른 게이트 유형을 선택하고 부품 품질, 외관, 제조 비용의 균형을 맞추는 데 있습니다. 각 게이트에는 특정 적용 시나리오와 엔지니어링 제한 사항이 있습니다.
공통 게이트 유형 비교표
<테이블 스타일="너비: 100%; 테두리 접기: 접기; 테두리 색상: #000000;" 테두리="1"> <머리>게이트 유형
신청 시나리오
장점
제한사항
엣지 게이트
평판형 부품
가공 및 제거가 용이하고 비용이 저렴함
눈에 보이는 게이트 표시
잠수함 게이트
외관부분
자동 축소; 작은 게이트 표시
더 복잡한 가공
핀포인트 게이트
얇은 벽 부품
최소한의 게이트 표시
3판 금형이 필요합니다. 비용이 더 많이 든다
팬/필름 게이트
벽이 얇거나 변형되기 쉬운 대형 부품
넓은 충전재로 응력과 뒤틀림 감소
더 커진 게이트 면적
다이어프램/링 게이트
원통형 또는 대칭 부품
동심도와 균일한 채우기 보장
둥근 모양으로 제한됨
엔지니어링 선택 팁 및 제안
<올>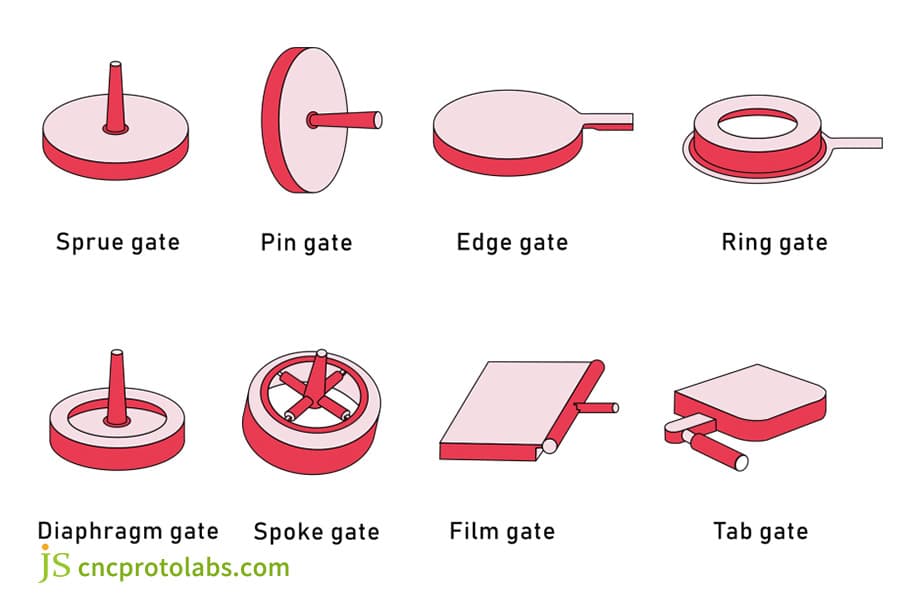
그림 2: 다양한 사출 성형 게이트 유형의 그림
균형 충진 및 최소 압력 손실을 위한 러너 시스템 설계 방법
러너 시스템 설계는 용융물이 동일한 속도, 동일한 압력 하에서 모든 캐비티를 동시에 채우도록 보장해야 합니다. 계산을 통해 러너 시스템의 자연스러운 균형이나 압력 균형을 달성하는 것이 주요 특징입니다.
러너 형태 선택
- 원형 러너: 부피당 면적이 가장 작으므로 압력 손실이 낮지만 양쪽 분할 표면에 가공이 필요하고 더 많은 시간과 비용이 소요됩니다.
- 사다리꼴 런너: 한 쪽 분할면에만 가공되는 경우가 많아 가격이 저렴하고 많이 사용됩니다. 효과는 원형러너의 약 0.85배입니다.
러너 크기 결정
러너의 직경이 너무 작으면 압력 손실이 크고 채우기가 어렵고, 너무 크면 냉각 시간이 길어지고 재료 재활용 비용이 높아집니다. 일반적으로 러너 직경 D는 다음 공식을 사용하여 대략적으로 계산할 수 있습니다. D=0.2×√A, 여기서 A = 벽 두께(mm) 흐름 길이
당사 사양에서는 ABS의 적당한 유동성을 위한 메인 런너 직경을 Φ6~Φ10mm로 권장합니다. 러너 시스템 설계는 매우 정확하고 세밀하게 이루어져야 재료 점도와 금형이 냉각될 수 있는 속도의 조합이 완전히 고려됩니다.
압력 및 자연 기반 러너 밸런싱
- 자연 기반 러너 균형 조정: 자연스러운 균형을 이루는 대칭형 러너 레이아웃을 통해 각 캐비티에 대한 동일한 러너 경로를 얻을 수 있으며더 이상 계산할 필요가 없으므로 선호되는 방법입니다.
- 압력 기반 러너 밸런싱: 금형 크기 제한으로 인해 캐비티 배열이 방해를 받는 경우 충전량이 동일하게 유지되도록 런너 브랜치 직경을 조정하여 압력 강하를 유지합니다. DFM 금형 설계 서비스의 런너 밸런싱 용량이 다중 캐비티 금형에서 생산되는 부품의 품질을 결정합니다.
콜드 러너와 핫 러너 금형: 비용과 성능을 기준으로 어느 것을 선택해야 할까요?
콜드 러너와 핫 러너 금형의 선택은 직관에 의존하기보다는 부품의 연간 생산량, 재료비, 사출 성형 주기에 대한 정량적 재무 분석을 바탕으로 이루어져야 합니다.
주요 콜드 러너 시스템 기능:
콜드 러너 시스템인 메인 러너와 브랜치 러너는 이를 포함한 부품 스크랩으로 배출됩니다. 간단한 금형 설계, 낮은 자본 지출, 빠른 색상 변경 등의 이점이 있습니다. 여기서는 재료 낭비가 큰 단점입니다. 플라스틱을 재활용할 경우 제품에 심각한 영향을 미칠 수 있습니다. 또 다른 단점은 냉각 시간이 더 길다는 것입니다.
주요 핫 러너 시스템 속성:
핫 러너는 핫 러너 시스템의 가열된 매니폴드와 노즐을 통해 러너 내부에서 뜨거운 상태를 유지합니다. 이러한 시스템의 장점은 러너 스크랩이 생성되지 않고 성형 주기가 훨씬 짧으며 압력 손실이 거의 없다는 것입니다. 시스템의 단점은 콜드 러너 시스템보다 금형이 더 높고(1.5~3 더 높음), 정교한 유지 관리 및 재료 분해 가능성이 있다는 것입니다.
의사 결정 매트릭스: 연간 볼륨 기반 TCO 분석
<테이블 스타일="너비: 100%; 테두리 접기: 접기; 테두리 색상: #000000;" 테두리="1"> <머리>연간 볼륨
권장 시스템
초기 금형 비용($)
부품당 비용($)
회수 기간
<10,000
콜드 러너
8,000
1.20
-
10,000-50,000
콜드 러너
8,000
0.85
-
50,000-100,000
핫러너
20,000
0.42
18개월
>100,000
핫러너
20,000
0.28
12개월
연간 생산량이 10,000개 미만인 소량 주문의 경우 일반적으로 콜드 러너 금형이 가장 비용 효율적인 옵션입니다.
그러나 연간 생산량이 100,000개 이상인 대규모 작업에서는 재료 절감과 사이클 시간 단축이 결국 높은 비용을 상쇄할 수 있으므로 핫 러너 시스템의 이점을 누릴 수 있습니다.
JS Precision은 고객이 사출 성형 툴링이 투자 가치가 있는지 판단하는 데 도움이 되는 TCO 분석 보고서를 고객에게 제공할 수 있습니다. 금형 수명과 유지 관리 비용은 콜드 러너와 핫 러너 금형 중 하나를 결정할 때 고려해야 할 두 가지 주요 요소입니다.
당사 엔지니어에게 문의하여 프로젝트에 대한 무료 TCO 계산을 받고 콜드 러너와 핫 러너 금형 비교 보고서를 받아보세요.
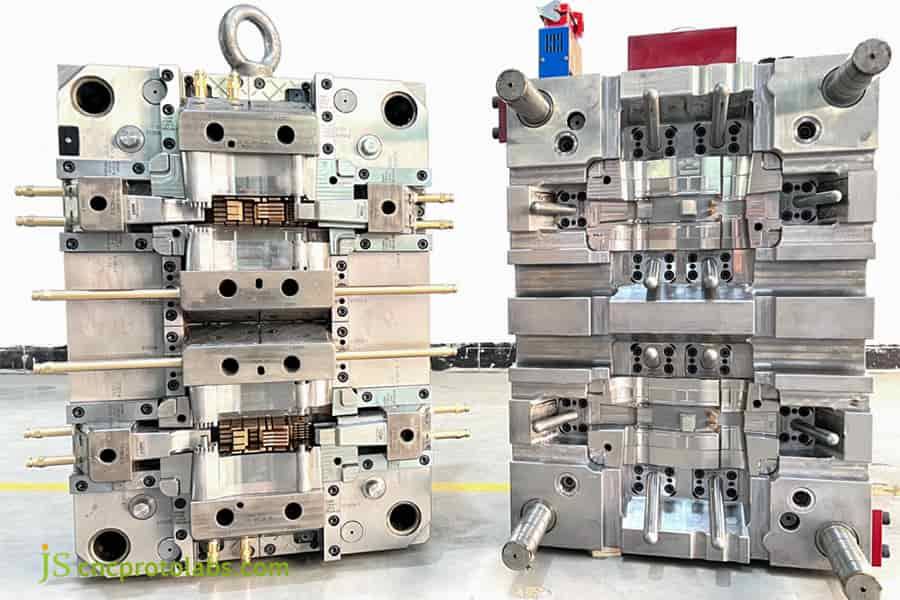
그림 3: 적층형 콜드 러너 및 핫 러너 금형
게이트 및 러너 설계는 사출 성형 부품 품질에 직접적인 영향을 미치나요?
사출 성형으로 인한 결함은 금형의 게이트 및 러너 시스템 설계가 잘못되어 발생합니다. 가장 일반적인 사출 결함(미성형, 싱크 마크, 웰드 라인, 플래시)의 거의 70%는 게이트와 러너가 제대로 설계되지 않은 경우 발생합니다.
일반적인 결함 및 원인
- 짧은 샷: 러너가 너무 작거나 게이트가 너무 작습니다. 유동 저항은 매우 높으며 용융물은 캐비티를 완전히 채우지 못합니다. 이를 해결하는 한 가지 방법은 러너/게이트 크기를 더 크게 만들거나 게이트 수를 늘리는 것입니다.
- 싱크 마크: 게이트가 너무 작거나 위치가 잘못되면 유지 압력이 부족될 수 있습니다. 해결 방법은 게이트 크기를 확대하여 게이트 동결 시간을 늘리고 더 긴 시간 동안 유지 압력 채널을 제공하는 것입니다.
- 웰드 라인: 여러 게이트 또는 삽입 부품은 두 재료 흐름이 다시 하나가 되는 이유입니다. 해결책은 성형 흐름 분석을 사용하여 게이트 위치를 최적화하여 용접선이 내부 부품이나 응력이 없는 영역으로 이동하고 표면 용접선이 사라지도록 하는 것입니다.
- 플래시: 불균일한 러너 분포는 더 높은 국지적 압력을 유발하여 분할선이 파손될 수 있습니다. 해결책은 러너 설계 최적화와 주입 압력 감소입니다.
데이터 지원:
JS Precision의 DFM 최적화 덕분에 우리는 자동차 내부 부품의 웰드라인 길이를 외부가 아닌 부품으로 이동하여 25mm에서 5mm 미만으로 줄이고 폐기율을 8%에서 1.2%로 줄였습니다. 게이트 및 러너 DFM의 중요성은 시행 착오 비용을 엔지니어링의 힘으로 변환하는 것입니다. 올바른 사출 금형 설계 서비스는 잘 계획된 금형 설계를 통해 대부분의 결함을 제거합니다.
3D 도면을 업로드하여 무료 게이트 및 러너 DFM 서비스 결함 예측 및 최적화 보고서를 받으세요.

그림 4: 사출 성형 러너 시스템의 빨간색 플라스틱 부품
JS Precision DFM 사례 연구: 얇은 벽 PEEK 드론 모터 마운트 게이트 및 러너 최적화
드론 제조업체는 벽 두께가 겨우 0.6mm에 불과한 PEEK 모터 마운트를 만들어야 한다는 요구에 직면했습니다. 시험 성형 결과 미성형과 불완전한 채우기가 반복적으로 발생하는 것으로 나타났습니다. 게다가 게이트 배치가 좋지 않아 창 부분에 웰드라인이 눈에 띄어 구조가 약해졌습니다.
고객의 당면 과제 및 근본 원인
- 과제: 고객의 요구 사항은 PEEK 모터 마운트의 벽 두께가 0.6mm여야 한다는 것이었습니다. 예비 설계는 하나의 가장자리 게이트에 의존했는데, 이로 인해 충진 최종 압력이 120MPa에 달했습니다. 이는 해당 재료에 대한 권장 값보다 30% 이상 높았습니다.
- 원인: 게이트 위치가 벽이 얇은 영역 근처에 있지 않았고 용융 흐름 거리가 너무 길어서 압력 손실이 발생했습니다. 단일 게이트가 벽이 얇은 영역의 넓은 영역을 커버하기 위해 재료를 퍼뜨릴 수 없었습니다.
JS 정밀 솔루션
- 검증을 위한 금형 흐름 분석: 고객의 원래 설계에 대한 Moldflow 검증 결과 충전 최종 압력이 매우 높았으며 설계 변경이 필요하다는 사실이 입증되었습니다.
- 옵션 계획 및 결정: 첫 번째 옵션인 계획 A는 충진 단면적을 늘리기 위해 팬 게이트를 도입하는 것이었습니다. 두 번째 옵션인 계획 B는 핫 러너 + 핀 포인트 게이트로 전환하고 캐비티 릴리스도 최적화하는 것이었습니다.
- 엔지니어링 결정: 높은 강도 요구 사항과 부품의 모양에 따라 계획 B를 선택했습니다. 게이트 위치는 측벽에서 비구조적 내부 하중 지지 원통형 표면으로 이동되었으며 러너 직경의 1.5배 깊이의 콜드 슬러그 웰이 러너 끝에 추가되었습니다. 이 맞춤형 금형 툴링 서비스의 성공적인 실행은 사출 금형 툴링 세부 사항을 정확하게 처리했기 때문에 가능했습니다.
배운 교훈:
새로운 성형 계획이 도입된 직후 팀은 정기적으로 문제를 경험했습니다. 실행할 때마다 단일 핀 포인트 게이트가 계속 막혔습니다. 분석 결과 근본 원인은 핫 러너 노즐 코일의 불안정한 가열로 인해 게이트 영역에 온도 변화가 발생하는 것으로 나타났습니다. 해결책은 온도 제어 카드를 더 정밀한 카드로 교체한 다음 설정점을 370°C에서 375±1°C까지 정확하게 조정하는 것으로 나타났습니다. 이는 막힘 문제를 완전히 해결하는 데 충분했습니다.
<인용문>ISO 20457:2018, 플라스틱 성형 공차에 대한 국제 표준은 다음과 같이 매우 명확하게 명시하고 있습니다. 벽이 얇은 정밀 사출 성형 부품의 치수 공차는 기능적 요구 사항에 따라 섹션별로 표시되어야 하며 게이트 영역의 수축 보상은 별도로 계산해야 합니다.
이러한 표준을 준수하기 위해 조립 시 부품 맞춤의 정확성을 보장하기 위한 조치로 PEEK 모터 마운트 프로젝트의 트라이아웃 성형 기간 동안 게이트 영역의 치수 편차를 ±0.02mm까지 줄였습니다.
최종 결과
- 충진 압력: 120MPa → 85MPa(-30%)
- 미성형 문제: 완전히 해결되었으며 용접선이 사라졌습니다.
- 성형 주기: 25초 → 18초(-28%)
- 부품 강도: 낙하 테스트 요구 사항 충족
고객 피드백: JS Precision의 DFM 분석을 통해 금형 개봉 전에 문제를 식별할 수 있었고 최소한 2번의 시험 성형 재작업을 피할 수 있었습니다.
유사한 벽이 얇은 부품에 대한 DFM 최적화 솔루션 및 시험 성형 보고서를 얻으려면 JS Precision에 도면을 업로드하고 24시간 이내에 무료 평가 및 맞춤형 금형 툴링 서비스 견적을 받으세요.
사출 금형 게이트 및 러너 설계를 위한 주요 엔지니어링 매개변수 및 DFM 체크리스트
가장 효율적인 제조를 가능하게 하는 금형을 설계할 때는 DFM 금형 설계 서비스의 품질이 특정 정량적 매개변수 검증으로 인해 저하되지 않도록 확인하는 것이 중요합니다. 아래 목록은 기술 검토를 받기 위한 최소한의 요구 사항으로 간주되어야 합니다. 합격했습니다.
DFM 게이트 및 러너 관련 필수 체크리스트 항목
- 유량 비율 확인: 가장 먼 벽 위치에서 게이트에서 가장 먼 지점까지의 용융 흐름 길이를 해당 지점의 벽 두께로 나눈 값이 재료의 허용되는 흐름 비율보다 작아야 합니다. PC의 흐름 비율은 100:1 이하여야 합니다.
- 전단율: 러너와 게이트의 전단율은 재료의 허용 범위 내로 제한되어야 합니다(일반적으로 < 40,000lb/s). 전단 속도가 매우 높으면 분자 사슬이 분해될 수 있습니다. JS Precision 분석 보고서에는 이 수치가 명확하게 표시됩니다.
- 게이트 동결 시간: 게이트의 동결 시간은 재료가 캐비티 충전을 위해 충분히 수축되었는지 확인하기 위해 유지 시간보다 커야 합니다. 동결 시간이 압력을 유지하기에 충분하지 않으면 수축과 충진이 동시에 발생하여 캐비티가 파손됩니다.
- 전단 가열: 용융의 높은 전단율로 인한 온도 상승은 재료 분해 온도의 80%를 초과해서는 안 됩니다. 왜냐하면 재료의 분해가 일어나 검은 반점이나 기포가 나타나기 때문입니다.
- 콜드 슬러그 웰 설계: 메인 러너 끝에 있는 콜드 슬러그 웰은 길이가 메인 러너 직경의 1.50배 이상이어야 하며 접착 방지 장치가 장착되어 있어야 합니다. 콜드 슬러그는 첫 번째 저온 용융물을 잘 포착하여 캐비티 안으로 들어가 제품 품질에 영향을 미치는 것을 방지합니다.
사출 성형 도구의 게이트 설계를 위한 DFM 체크리스트는 설계된 금형의 품질을 결정하는 핵심 요소입니다.
JS Precision과 같은 전문 게이트 및 러너 DFM 서비스 제공업체를 어떻게 평가하나요?
전문 맞춤형 금형 툴링 서비스 제공업체의 가치는 실제로 금형을 제조할 뿐만 아니라 제품의 전체 수명 주기에 걸쳐 가치를 더하는 디자인 서비스를 제공함으로써 제공하는 뛰어난 가치에 있습니다. 개발.
공급업체의 DFM 역량 평가를 위한 하드 지표
- CAE 도구 및 경험:
공급업체가 실제로 어떤 금형 흐름 분석 소프트웨어 기능을 갖고 있습니까? 예를 들어 Moldflow나 Moldex3D, 그리고 금형 흐름 분석 경험은 어떻습니까? JS Precision은 실제 Autodesk Moldflow 라이센스를 보유하고 있으며500개 이상의 금형 흐름 분석 프로젝트
를 수행했습니다.- 데이터 기반 보고 기능:
주어진 DFM 보고서에는 충진 압력 냉각 및 변형과 같은 상세한 결과 세트와 정량적 최적화 데이터가 포함되어 있나요? 좋은 보고서에는 예를 들어 전단률, 동결 시간, 압력 강하에 대한 정보가 포함되어야 합니다.
- 문제 및 해결 방법의 사전 식별:
조직은 매우 초기 단계에서 설계의 잠재적인 위험(예: 콜드 슬래그 웰 부족이나 핫 러너 고장 등)을 예측하고 데이터를 통해 시정 조치를 제안할 수 있나요?
- 단절된 통찰력:
제공업체가 다른 프로젝트에 영향을 준 문제와 그들이 배운 교훈에 대해 통찰력을 제공할 수 있으며 이를 통해 실제로 스스로 해결할 수 있음을 보여줍니다. PEEK 모터 마운트 프로젝트에서 발생한 게이트 막힘 문제에 대한 JS Precision의 솔루션은 이러한 기능의 좋은 예입니다.
JS Precision의 차별점:
- 전 과정을 포괄하는 DFM 서비스: 분석 보고서는 물론, 수지 선택부터 실제 제품의 성형 시험까지 모든 과정에 대한 기술 노하우를 제공합니다.
- 고장 모드 데이터베이스: 회사는 게이트 및 러너와 관련된 300개 이상의 고장 사례를 수집했습니다. 이러한 인벤토리는 프로젝트 설계 단계의 잠재적 위험을 조기에 감지하는 데 도움이 됩니다. 시스템 자동 점검의 한 가지 사례는 온도 변화로 인한 게이트 막힘을 방지하기 위한 핫 러너 노즐 가열 코일의 전원 매칭입니다.
- TCO 분석 기능: 연간 생산량, 재료 비용, 사이클 시간 등의 변수 분석을 통해 회사는 콜드 러너와 핫 러너 금형의 TCO를 비교하여 고객이 투자 결정에 따른 최적의 선택을 이해할 수 있도록 제공합니다.
지금 STEP/IGS 파일을 제출하여 JS Precision으로부터 신속한 24시간 DFM 진단 및 맞춤 견적을 받고 사출 금형 설계 서비스 프로젝트를 시작하세요.
FAQ
Q1: 얇은 벽 사출 성형 부품의 게이트를 설계할 때 게이트 위치가 중요한 고려 사항인 이유는 무엇입니까?
벽이 얇은 부품은 용융 흐름에 강하고 빠르게 냉각됩니다. 게이트의 위치가 잘못되면 미성형이 발생하거나 매우 높은 압력으로 채워지는 결과가 발생할 가능성이 높습니다. 용융물이 원활하게 채워질 수 있도록 재료가 가장 두꺼운 곳에 게이트를 배치해야 하며 압력 채널도 설계의 일부가 되어야 합니다.
Q2: 러너 균형이란 무엇이며 다중 캐비티 금형에서 이것이 왜 그렇게 중요한가요?
이것은 러너 균형이 있는 곳입니다. 즉, 용융물이 유입될 때 모든 캐비티를 동시에 균등하게 채워야 한다는 의미입니다. If this is not the case you will get some cavities under pressurized (burrs, oversized) while other cavities being underfilled (shrinkage marks, low strength) directly affecting the uniformity of the parts.
Q3: Is it okay to use regrind coming from cold runner systems at 100%?
You cannot use 100% regrind material. The polymer chains might break up after going through one thermal cycle, which alters the mechanical properties. The best practice is to not use more than 20%-30% regrind. JS Precision will be able to advise on a suitable ratio based on the particular requirements of you product.
Q4: What are the major drawbacks of hot runner systems?
The primary issues are runner leakage and material degradation by heat. Runner leakage is usually the result of incorrect assembly or thermal expansion calculations, causing damage to the mold. When the material stays for a long time in hot runner it may break down, forming black spots. You should pick a trustworthy manufacturer (Husky INCOE e.g), and having accurate temperature control as well is vital.
Q5: How does JS Precision help shorten injection molding cycle time?
By minimizing runner size and gate geometry to lower injection pressure, and utilizing flow analysis to precisely establish the minimum cooldown of the parts, JS Precision can reduce the molding cycle time without compromising the quality. If you upload your drawings, JS Precision will get back to you very quickly with a quote.
Q6: Can JS Precision create proper gate design for materials with very high fill content (e.g. 50% glass-fill)?
Of course. Employing a big gate decreases shear rate prevents glass fiber breakage. The gate placement is such that it does no direct impact to the core or thin - walled regions preventing warpage by uneven fiber orientation.
Q7: What is Gate and Runner DFM service process at JS Precision usually?
The service includes:
<올>Q8: What is the way to obtain a tailored quote or presentation from JS Precision for a particular this project?
Send your 3D drawings, the type of materials you want to use, and the anticipated number of annual production. JS Precision's team will give you the technical and commercial proposal, and a DFM analysis, a mold cost analysis, and a molding trial plan within one business day.
Summary
Gates and runners are integral parts of a part that affect its final characteristics, as well as production costs and project schedules. A whole series of decisions, ranging from the gate type, runner balance, and the use of cold-hot runner system, need an engineering know-how and are backed by some data. JS Precision offers gate and runner DFM service that offers a professional level of support at your gate and runner DFM decision.
Contact JS Precision's engineering team immediately to provide professional gate and runner DFM services for your project with our DFM experience and CAE technology. Submit your design documents and receive a free DFM evaluation report with deep engineering value, taking the first step towards efficient and high-quality injection molding production.

Disclaimer
The contents of this page are for informational purposes only. For JS Precision Services, there are no representations or warranties, express or implied, as to the accuracy, completeness, or validity of the information. It is the buyer's responsibility to identify specific technical requirements and request a formal parts quotation. Please contact us for more information.
JS Precision Team
Custom manufacturing solutions. With over 15 years of experience serving more than 1,000 customers, we specialize in high-precision CNC machining, sheet metal fabrication, 3D printing, injection molding, and metal stamping. Having successfully delivered over 300,000 precision parts, we maintain a 99.2% on-time delivery rate across all custom projects.
Our facility is equipped with over 100 state-of-the-art 5-axis machining centers and is ISO 9001:2015 certified. We deliver fast, efficient, and high-quality manufacturing solutions to B2B clients across 150 countries. Whether you require low-volume prototyping or large-scale customization, we support your project with lead times as short as 24 hours. Choose JS Precision for unparalleled efficiency, quality, and professionalism.
To learn more or submit your RFQ, visit our website: www.cncprotolabs.com
Resource

