Servicios de diseño de herramientas de moldeo por inyección: una guía para Gate & Runner DFM
Escrito por
Precisión JS
Publicado
Jul 16 2026
Herramientas para moldeo por inyección
Síguenos
Servicio DFM de compuertas y canales verifican que el plástico derretido fluya correctamente hacia todas las cavidades y que la caída de presión sea mínima, la distribución de la temperatura sea buena y el desperdicio de material se mantenga bajo.
Una puerta o corredor mal diseñado puede provocar rebabas, disparos cortos, marcas de hundimiento, líneas de soldadura, así como un aumento del 30 % o más en los costos de prueba. Como ingeniero o profesional de fabricación, este manual de referencia puede ayudarle a comprender a fondo los aspectos técnicos y prácticos del diseño y optimización de puertas y corredores.
Referencia rápida del servicio DFM Gate and Runner
Módulo
Conclusión básica de ingeniería
Diseño de puerta
La posición de la compuerta determina la ubicación de la línea de soldadura, el tamaño afecta el calor cortante y el empaquetamiento. Calcule el espesor mínimo de pared según la relación de flujo.
Sistema de corredores
El corredor redondo tiene la menor pérdida de presión por unidad de longitud. El equilibrio del corredor garantiza la consistencia de múltiples cavidades.
Canal frío versus canal caliente
El canal frío es simple, de bajo costo y adecuado para lotes pequeños. El canal caliente elimina los residuos del bebedero, ideal para piezas de precisión de gran volumen pero con mayor mantenimiento.
Servicio DFM
Professional DFM utiliza el análisis del flujo del molde para predecir y optimizar los esquemas de compuerta/corredera antes de cortar acero, reduciendo el ciclo de desarrollo entre un 20% y un 30%.
Hallazgos clave
La ubicación y el tamaño de la puerta influyen en la calidad del relleno y la belleza final de la pieza de plástico. Las puertas para moldeo por inyección deben diseñarse teniendo en cuenta la reología del material.
El diseño del canal tiene como objetivo un flujo uniforme y pérdidas mínimas que, a su vez, serán muy importantes para el tiempo de ciclo y los costos de material.
La decisión adecuada de emplear un canal frío o un canal caliente es un paso esencial en la introducción del producto, que depende, entre otras cosas, también del volumen de producción, las características del material, el coste del molde y las consideraciones de mantenimiento, y es necesario un análisis del coste del ciclo de vida (TCO).
¿Por qué confiar en JS Precision para los servicios de diseño de moldes de inyección?
A partir de los más de 15 años de experiencia en ingeniería del equipo de diseño de moldes de inyección, la verdad es que un verdadero buen socio para servicios de diseño de moldes de inyección debe tener tres capacidades de circuito cerrado verificables: selección de compuerta, equilibrio de canales y análisis de flujo del molde.
Cuando empezamos a realizar el soporte del motor para un dron fabricado con PEEK, inicialmente el diseño del molde finalizó la fase de llenado a una presión de 120 MPa, es decir, un 30 % más que el límite permitido para ese material; esto demuestra que el diseño basado en la experiencia por sí solo no puede tener éxito para moldear los plásticos de ingeniería de alto rendimiento.
La norma ISO 9001:2015 es bastante específica al respecto, dice que tanto en las etapas de diseño como de producción del molde de inyección, es necesario un mecanismo de registro de parámetros identificable.
Por lo tanto, nuestro enfoque de DFM incluye una revisión de tres etapas (análisis preliminar de los parámetros de diseño, ejecución de la simulación del flujo del molde y confirmación a través de moldes de prueba), garantizando así que cada decisión sobre compuertas y canales pueda rastrearse y seguirse.
En este caso, convertimos de una compuerta de un solo borde a una compuerta de canal caliente + pasador, y la caída de presión fue de 120 MPa a 85 MPa. Con esto, no solo eliminamos el problema del tiro corto, sino que también acortamos el tiempo total del ciclo de moldeo de 25 sa 18 s. Nuestra forma de selección de compuertas/canales y equilibrio de flujo se ha incorporado a la base de datos de proyectos DFM de más de 200 compuertas y canales de JS Precision.
Descargue la Guía de diseño DFM de compuertas y canales para dominar la selección de compuertas, el equilibrio de canales y los métodos de análisis del TCO, y evalúe la viabilidad de su servicio de diseño de moldes de inyección con anticipación.
¿Qué es el servicio Gate and Runner DFM en moldeo por inyección?
El servicio DFM de compuertas y corredores es un servicio de ingeniería que optimiza sistemáticamente la posición, el tipo y la red de canales de la compuerta analizando el comportamiento del flujo plástico durante la fase de diseño del molde. El objetivo es asegurar un producto de alta calidad, un ciclo de producción más rápido y un menor costo de fabricación. costo.
Servicio principal: del modelo 3D a la solución de optimización
Importación de análisis de flujo de molde:
Basado en el modelo 3D de un producto, JS Precision confía en Moldflow para simular el llenado, el enfriamiento, la retención y las etapas de deformación de una pieza, de modo que problemas potenciales como desequilibrios de llenado, atrapamiento de aire o concentraciones de presión puedan detectarse en una fase temprana. Esta es la tecnología central del servicio DFM de puertas y corredores.
Plan de modificación que se puede ejecutar sin dudarlo:
El aspecto más importante del servicio es ofrecer planes de mejora claros que se puedan implementar rápidamente, como cambiar la posición de la puerta del lado A al lado B para eliminar defectos de la superficie o variar el tamaño del canal para igualar la tasa de llenado en diferentes cavidades.
Entrega de solución de optimización 3D:
Proporcionar la solución de optimización de compuertas y canales 3D permitirá a los clientes aplicarlos directamente en la fabricación de moldes y ahorrará los costos de reparación de moldes y la pérdida de tiempo que son comunes en los métodos de prueba y error.
Características Sistemáticas de la Ingeniería
Integración disciplinaria: El servicio de diseño de moldes de inyección es mucho más que un simple ejercicio de dibujo. De hecho, es un problema de ingeniería complejo que integra el conocimiento de la dinámica de los polímeros y el comportamiento térmico, así como las habilidades de procesamiento de moldes.
Participación en todo el proceso: El servicio DFM de JS Precision abarca toda la cadena, desde el análisis de las propiedades del flujo de materiales hasta la estimación de la eficiencia de enfriamiento del molde, proporcionando así un respaldo completo de datos en todas las etapas.
Figura 1: Cavidad del molde de inyección de precisión con plano CAD.
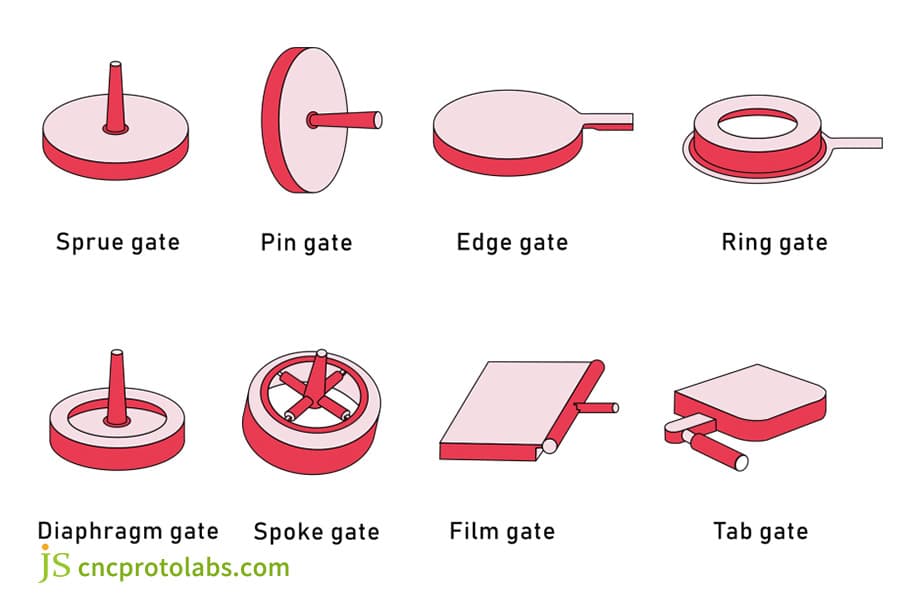
¿Cuáles son los tipos de puertas comunes en el moldeo por inyección y cómo seleccionarlos?
La clave para el moldeo por inyección de diseño de compuerta radica en seleccionar el tipo de compuerta correcto, equilibrar la calidad de la pieza, la apariencia y los costos de fabricación. Cada puerta tiene sus escenarios de aplicación específicos y limitaciones de ingeniería.
Tabla comparativa de tipos de puertas comunes
Tipo de puerta
Escenario de aplicación
Ventajas
Limitaciones
Puerta de borde
Piezas en forma de placa plana
Fácil de mecanizar y quitar, bajo coste
Marca de puerta visible
Puerta submarina
Partes de apariencia
Degradación automática; pequeña marca de puerta
Mecanizado más complejo
Puerta precisa
Piezas de pared delgada
Marca de puerta mínima
Requiere molde de tres placas; mayor costo
Puerta de fans/películas
Piezas grandes de paredes finas o propensas a deformarse
Frente de relleno ancho, reduce la tensión y la deformación
Área de puerta más grande
Diafragma/Puerta de anillo
Piezas cilíndricas o simétricas
Asegura concentricidad y relleno uniforme
Limitado a formas redondas
Consejos y sugerencias para la selección de ingeniería
Ajuste del material: Para mantener las propiedades mecánicas si las fibras se rompen cuando se utilizan fibras de vidrio, se deben evitar fuerzas de corte elevadas minimizando el uso de compuertas puntiagudas. Por este motivo, las puertas puntiagudas no son adecuadas para materiales reforzados con fibra de vidrio.
Soporte de simulación: según el resultado de la simulación de flujo, el ingeniero de JS Precision dará sugerencias sobre el mejor tipo, ubicación y tamaño de compuerta. Se supone que un servicio de herramientas de moldes personalizado ofrece la selección de puerta como competencia central para lograr un éxito de primer nivel en las pruebas de moldes.
Figura 2: Ilustración de varios tipos de puertas de moldeo por inyección.
¿Cómo diseñar un sistema de canales para un llenado equilibrado y una pérdida de presión mínima?
El diseño del sistema de canales debe garantizar que la masa fundida llene todas las cavidades simultáneamente, a la misma velocidad y bajo la misma presión. Su característica principal es lograr el equilibrio natural o equilibrio de presión en el sistema del corredor a través del cálculo.
Selección de la forma del corredor
Correa circular: tiene la relación de área por volumen más pequeña lo que resulta en una menor pérdida de presión, pero requiere mecanizado en ambas superficies de separación y requerirá más tiempo y costo.
Rueda trapezoidal: suele mecanizarse en una sola superficie de separación, por lo que abarata el precio y se utiliza mucho. La eficacia es aproximadamente 0,85 veces mayor que la del corredor circular.
Determinación del tamaño del corredor
Si el diámetro del canal es demasiado pequeño, la pérdida de presión es enorme y es difícil de llenar; si es demasiado grande, provocará más tiempo de enfriamiento y mayores costos de reciclaje de material. En general, el diámetro del canal D se puede tomar aproximadamente con la ayuda de la fórmula: D=0,2×√A, donde A = el espesor de la pared (mm) y la longitud del flujo.
Las especificaciones de nuestra empresa recomiendan que el diámetro del canal principal para una fluidez moderada del ABS esté entre φ6 y φ10 mm. El diseño del sistema de canales debe ser tan preciso y detallado que se considere completamente una combinación de la viscosidad del material y la velocidad a la que se puede enfriar un molde.
Equilibrio del corredor basado en la presión y la naturaleza
Equilibrio de corredores basado en la naturaleza: Se pueden lograr recorridos de corredores iguales para cada cavidad mediante un diseño de corredores simétrico que creará un equilibrio natural y es la forma preferida de hacerlo ya que no hay necesidad de calcular nada más.
Equilibrio de canales basado en presión: Si la disposición de las cavidades se ve obstaculizada debido a los límites de tamaño del molde, la caída de presión se mantiene ajustando el diámetro de la rama del canal para que el llenado permanezca igual. La capacidad de equilibrio de canales de nuestro servicio de diseño de moldes DFM determina la calidad de las piezas producidas por un molde de múltiples cavidades.
Molde de canal frío versus molde de canal caliente: ¿cuál elegir según el costo y el rendimiento?
La selección de molde de canal frío versus molde de canal caliente debe basarse en un análisis financiero cuantitativo del volumen de producción anual, el costo del material y el ciclo de moldeo por inyección de las piezas, en lugar de confiar en la intuición.
Características clave del sistema de canal frío:
El canal principal más los canales secundarios, que son sistemas de canales fríos, se expulsan como restos de las piezas más ellos. Los beneficios incluyen un diseño de molde sencillo, un bajo desembolso de capital y un rápido cambio de color. El desperdicio de material es aquí un gran inconveniente. Si el plástico se recicla, esto podría tener un efecto grave en el producto. La otra desventaja es que el enfriamiento dura más.
Principales propiedades de los sistemas de canal caliente:
Los canales calientes se mantienen calientes dentro del canal a través de colectores y boquillas calentados de los sistemas de canales calientes. Los beneficios de estos sistemas son que no se genera desperdicio de canal, los ciclos de moldeo son mucho más cortos y hay poca pérdida de presión. Las desventajas de los sistemas incluyen un mayor nivel de moho (1,5-3 más) en los sistemas de canal frío, un mantenimiento sofisticado y la posibilidad de que el material se descomponga.
Matriz de decisiones: análisis del TCO basado en el volumen anual
Volumen Anual
Sistema recomendado
Costo inicial del molde ($)
Costo por pieza ($)
Período de recuperación
<10.000
Camino Frío
8.000
1,20
-
10 000-50 000
Camino Frío
8.000
0,85
-
50 000-100 000
Canal caliente
20.000
0,42
18 meses
>100.000
Canal caliente
20.000
0,28
12 meses
Cuando se trata de pedidos de pequeño volumen con una producción anual de menos de 10.000 unidades, los moldes de canal frío suelen ser la opción más rentable.
Sin embargo, los trabajos de gran volumen con producción anual de más de 100 000 unidades pueden beneficiarse de los sistemas de canal caliente porque el ahorro en material y los tiempos de ciclo más cortos pueden eventualmente compensar los altos costos.
JS Precision puede brindar informes de análisis de TCO a sus clientes para ayudarlos a decidir si vale la pena invertir en herramientas de moldeo por inyección. La vida útil del molde y los gastos de mantenimiento son dos de los principales factores a tener en cuenta a la hora de decidir entre un molde de canal frío o un molde de canal caliente.
Póngase en contacto con nuestro ingeniero para obtener un cálculo gratuito del TCO de su proyecto y obtener un informe comparativo de moldes de canal frío y canal caliente.
Figura 3: Moldes de canal frío y caliente apilados.
¿Cómo afecta directamente el diseño de puertas y canales a la calidad de las piezas de moldeo por inyección?
Los defectos del moldeo por inyección son causados por el diseño incorrecto del sistema de compuerta y guía en el molde. Casi el 70 % de los defectos de inyección más comunes (disparos cortos, marcas de hundimiento, líneas de soldadura y destellos) ocurrirán si las puertas y los corredores no se diseñan correctamente.
Defectos comunes y sus causas
Tiro corto: Corredor demasiado pequeño o puerta demasiado pequeña. La resistencia al flujo será muy alta y la masa fundida no llenará la cavidad por completo. Una forma de solucionarlo es aumentar el tamaño del corredor/puerta o aumentar el número de puertas.
Marcas de hundimiento: La puerta demasiado pequeña o mal colocada dará como resultado unafalta de presión de retención. Una solución es aumentar el tamaño de la compuerta para prolongar el tiempo de congelación de la compuerta y proporcionar un canal de presión de retención por más tiempo.
Líneas de soldadura: Varias entradas o piezas insertadas son motivos para que dos flujos de material vuelvan a convertirse en uno. La solución es optimizar las posiciones de las puertas mediante el análisis de flujo del molde de modo que las líneas de soldadura se desplacen a partes internas o áreas sin tensión y las líneas de soldadura de la superficie desaparezcan.
Flash: La distribución desigual de los canales provocará una mayor presión local y, por lo tanto, la línea de separación podría romperse. La cura es la optimización del diseño de los canales y una menor presión de inyección.
Soporte de datos:
Con la ayuda de la optimización DFM de JS Precision, redujimos la longitud de la línea de soldadura de una pieza interior de automóvil de 25 mm a poco menos de 5 mm moviéndola a una pieza no exterior, y disminuimos la tasa de desechos del 8 % al 1,2 %. La importancia de Gate and runner DFM radica en transformar los costos del ensayo-error en el poder de la ingeniería. El servicio de diseño de moldes de inyección adecuado eliminará la mayoría de los defectos mediante un diseño de molde bien planificado.
Sube tus dibujos en 3D para obtener un informe gratuito de optimización y predicción de defectos del servicio DFM de puertas y corredores.
Figura 4: Piezas de plástico rojas en el sistema de canal de moldeo por inyección.
Estudio de caso de JS Precision DFM: Optimización de puerta y corredor de montaje de motor de drone PEEK de pared delgada
El fabricante de un dron se enfrentó a la demanda de fabricar el soporte del motor PEEK con un espesor de pared de apenas 0,6 mm. El moldeado de prueba mostró que había tomas cortas y rellenos incompletos una y otra vez. Además de eso, la ubicación de la puerta no era buena, lo que resultaba en líneas de soldadura que se notaban en el área de la ventana, lo que debilitaba la estructura.
Desafíos del cliente y causas fundamentales
Desafío: El requisito del cliente era que el soporte del motor de PEEK tuviera un espesor de pared de 0,6 mm. El diseño preliminar se basó en una compuerta de borde, lo que provocó una presión en el extremo de llenado de hasta 120 MPa , que era más de un 30 % superior al valor recomendado para dicho material.
Causas: La ubicación de la compuerta no estaba cerca del área de paredes delgadas y la distancia del flujo de fusión era demasiado larga, lo que provocó una pérdida de presión; una sola compuerta no podía esparcir el material para cubrir grandes áreas de la región de paredes delgadas.
Solución de precisión JS
Análisis de flujo del molde para validar: La validación del flujo de molde del diseño original del cliente reveló presiones finales de llenado muy altas y justificó que se requiere un cambio de diseño.
Planificar opciones y decidir: La primera opción, el esquema A, era introducir una compuerta de abanico para aumentar el área de la sección transversal de llenado. La segunda opción, el esquema B, era cambiar a canal caliente + compuerta puntual y también optimizar la liberación de la cavidad.
Decisiones de ingeniería: El requisito de alta resistencia y el aspecto de la pieza guiaron la elección del Esquema B. La ubicación de la puerta se movió de la pared lateral a una superficie cilíndrica interna no estructural que soporta carga, y se añadió un pozo frío con una profundidad que era 1,5 veces el diámetro del canal al extremo del canal. La ejecución exitosa de este servicio de herramientas de moldes personalizados fue posible gracias al manejo preciso de los detalles de las herramientas de moldes de inyección.
Lecciones aprendidas:
Poco después de la introducción del nuevo esquema de moldeo el equipo experimentaba regularmente un problema: una única puerta puntual se obstruía en cada carrera. El análisis mostró que la causa principal era el calentamiento inestable del serpentín de la boquilla del canal caliente, que a su vez causaba una variación de temperatura en la región de la compuerta. La solución resultó ser reemplazar la tarjeta de control de temperatura por una de mayor precisión y luego ajustar con precisión el punto de ajuste de 370 °C a 375 ±1 °C, lo que fue suficiente para eliminar por completo el problema de obstrucción.
ISO 20457:2018, la norma internacional sobre las tolerancias para piezas moldeadas de plástico, dice de forma bastante explícita: Las tolerancias dimensionales de piezas moldeadas por inyección de precisión de paredes delgadas deben indicarse en secciones como requisitos funcionales, y la compensación de contracción en el área de la puerta debe calcularse por separado.
Para cumplir con estos estándares, redujimos la variación dimensional de nuestra región de puerta a ±0,02 mm durante el período de moldeo de prueba del proyecto de soporte de motor PEEK como medida para garantizar la precisión del ajuste de la pieza durante el ensamblaje.
Resultados finales
Presión de llenado: 120MPa → 85MPa (-30%)
Problema breve: Completamente resuelto, las líneas de soldadura desaparecieron
Ciclo de moldeo: 25 segundos → 18 segundos (-28%)
Resistencia de la pieza: cumple con los requisitos de la prueba de caída
Comentarios de los clientes: El análisis DFM de JS Precision nos permitió identificar el problema antes de abrir el molde, evitando al menos dos retrabajos de prueba del molde.
Para obtener soluciones de optimización DFM e informes de moldeo de prueba para piezas similares de paredes delgadas, cargue sus dibujos en JS Precision y reciba una evaluación gratuita y una cotización de servicio de herramientas de molde personalizadas dentro de las 24 horas.
Parámetros de ingeniería clave y lista de verificación DFM para el diseño de compuertas y canales de moldes de inyección
Al diseñar un molde que permita la fabricación más eficiente, es importante asegurarse de que la calidad del servicio de diseño de moldes DFM no se vea comprometida al validar ciertos parámetros cuantitativos. La siguiente lista debe considerarse como el requisito mínimo indispensable para obtenerlo. pasó una revisión técnica.
Elementos de la lista de verificación obligatoria relacionados con la puerta y el corredor de DFM
Verificación de la relación de flujo: en la ubicación de la pared más alejada, la longitud del flujo de fusión desde la compuerta hasta el punto más lejano dividida por el espesor de la pared en ese punto debe ser menor que la relación de flujo permitida del material. La relación de flujo para PC no debe ser superior a 100:1.
Tasa de corte: La tasa de corte en el canal y la compuerta debe limitarse dentro del rango permitido del material (generalmente < 40 000 lb/s). Velocidades de cizallamiento muy altas pueden provocar la degradación de la cadena molecular. El informe de análisis de JS Precision indicará claramente este número.
Tiempo de congelación de la compuerta: El tiempo de congelación de la compuerta debe ser mayor que el tiempo de retención para garantizar que el material esté lo suficientemente encogido para el llenado de la cavidad. Si el tiempo de congelación no es suficiente para mantener la presión, la cavidad fallará debido a la contracción y el llenado al mismo tiempo.
Calentamiento por cizallamiento: Un aumento de temperatura causado por una alta tasa de cizallamiento del material fundido no debe superar el 80 % de la temperatura de descomposición del material, ya que se producirá una degradación del material que provocará la presencia de puntos negros o burbujas.
Diseño del pozo de bolas frías: el pozo de bolas frías al final del canal principal debe tener una longitud igual o mayor que 1,50 veces el diámetro del canal principal y estar equipado con un dispositivo antiadherente. Un pozo frío atrapa la primera masa fundida a baja temperatura para evitar que entre en la cavidad y afecte la calidad del producto.
La lista de verificación DFM para el diseño de puerta de una herramienta de moldeo por inyección es un elemento clave que determina la calidad de un molde diseñado.
¿Cómo evaluar un proveedor de servicios DFM profesional de puertas y corredores como JS Precision?
El valor de un proveedor profesional de servicio de herramientas de moldes personalizado radica no solo en que en realidad fabrican moldes sino también en el gran valor que aportan al brindarle servicios de diseño que agregan valor a lo largo de todo el proceso. ciclo de vida del desarrollo de su producto.
Indicadores concretos para evaluar las capacidades DFM del proveedor
Herramientas y experiencia CAE:
¿Qué capacidades de software de análisis de flujo de moldes tiene realmente el proveedor? Moldflow o Moldex3D, por ejemplo, ¿y qué hay de la experiencia en análisis de flujo de moldes? JS Precision tiene una licencia real de Autodesk Moldflow y ha realizado más de 500 proyectos de análisis de flujo de moldes.
Capacidades de generación de informes basados en datos:
¿El informe DFM proporcionado tiene un conjunto detallado de resultados como enfriamiento por presión de llenado y deformación, además de datos de optimización cuantitativa? Un buen informe debería incluir, por ejemplo, información sobre la velocidad de corte, el tiempo de congelación y la caída de presión.
Identificación proactiva de problemas y sus resoluciones:
¿Es la organización capaz de predecir riesgos potenciales en el diseño en una etapa muy temprana (como, por ejemplo, pozos de escoria fríos insuficientes o fallas de canales calientes) y, a través de datos, sugerir una medida correctiva?
Perspectiva inconexa:
¿Puede el proveedor brindarle una idea de los problemas que han afectado sus otros proyectos y las lecciones que han aprendido, lo que demuestra que realmente pueden hacerlo ellos mismos? La solución de JS Precision a un problema de obstrucción de la puerta que ocurrió en el proyecto de soporte de motor PEEK es un buen ejemplo de esa capacidad.
Diferenciadores de JS Precision:
Servicio DFM que cubre todo el proceso: además de un informe de análisis, ofrece conocimientos técnicos desde la elección de una resina hasta la prueba del molde del producto real.
Base de datos de modos de fallo: la empresa ha recopilado más de 300 casos de fallo relacionados con puertas y corredores. Un inventario de este tipo ayuda a detectar tempranamente los riesgos potenciales de la fase de diseño de un proyecto. Un caso en el que el sistema verifica automáticamente es la adaptación de potencia del serpentín de calentamiento de la boquilla del canal caliente para evitar el bloqueo de la compuerta causado por cambios de temperatura.
Capacidad de análisis del TCO: a través del análisis de variables como la producción anual, los costos de materiales y el tiempo del ciclo, la empresa brindará una comparación del TCO del molde de canal frío versus el de canal caliente, lo que permitirá a los clientes comprender la opción óptima con la decisión de inversión.
Envíe sus archivos STEP/IGS ahora para recibir una cotización rápida de personalización y diagnóstico DFM las 24 horas de JS Precision y comience su proyecto de servicio de diseño de moldes de inyección.
Preguntas frecuentes
P1: ¿Por qué la ubicación de la compuerta es una consideración crítica en el diseño de compuertas para piezas moldeadas por inyección de paredes delgadas?
Las piezas de paredes delgadas son resistentes al flujo de fusión y se enfrían rápidamente. Una compuerta mal situada casi provocará disparos cortos o un llenado con presión muy alta. La compuerta debe colocarse donde el material es más grueso para permitir que la masa fundida se llene suavemente y un canal de presión también debe ser parte del diseño.
P2: ¿Qué es el equilibrio del canal y qué lo hace tan crucial para los moldes de múltiples cavidades?
Aquí es donde se tiene un equilibrio de canal, lo que significa que cuando se introduce la masa fundida, debe llenar todas las cavidades al mismo tiempo y por igual. If this is not the case you will get some cavities under pressurized (burrs, oversized) while other cavities being underfilled (shrinkage marks, low strength) directly affecting the uniformity of the parts.
Q3: Is it okay to use regrind coming from cold runner systems at 100%?
You cannot use 100% regrind material. The polymer chains might break up after going through one thermal cycle, which alters the mechanical properties. The best practice is to not use more than 20%-30% regrind. JS Precision will be able to advise on a suitable ratio based on the particular requirements of you product.
Q4: What are the major drawbacks of hot runner systems?
The primary issues are runner leakage and material degradation by heat. Runner leakage is usually the result of incorrect assembly or thermal expansion calculations, causing damage to the mold. When the material stays for a long time in hot runner it may break down, forming black spots. You should pick a trustworthy manufacturer (Husky INCOE e.g), and having accurate temperature control as well is vital.
Q5: How does JS Precision help shorten injection molding cycle time?
By minimizing runner size and gate geometry to lower injection pressure, and utilizing flow analysis to precisely establish the minimum cooldown of the parts, JS Precision can reduce the molding cycle time without compromising the quality. If you upload your drawings, JS Precision will get back to you very quickly with a quote.
Q6: Can JS Precision create proper gate design for materials with very high fill content (e.g. 50% glass-fill)?
Of course. Employing a big gate decreases shear rate prevents glass fiber breakage. The gate placement is such that it does no direct impact to the core or thin - walled regions preventing warpage by uneven fiber orientation.
Q7: What is Gate and Runner DFM service process at JS Precision usually?
The service includes:
Customer delivers a 3D model + material/production requirements.
Engineers run flow analysis.
DFM report is issued, with gate location, runner layout, dimensions, and risk analysis.
The technical review confirms the solution.
The final design optimization and mold manufacturing commence.
Q8: What is the way to obtain a tailored quote or presentation from JS Precision for a particular this project?
Send your 3D drawings, the type of materials you want to use, and the anticipated number of annual production. JS Precision's team will give you the technical and commercial proposal, and a DFM analysis, a mold cost analysis, and a molding trial plan within one business day.
Resumen
Gates and runners are integral parts of a part that affect its final characteristics, as well as production costs and project schedules. A whole series of decisions, ranging from the gate type, runner balance, and the use of cold-hot runner system, need an engineering know-how and are backed by some data. JS Precision offers gate and runner DFM service that offers a professional level of support at your gate and runner DFM decision.
Contact JS Precision's engineering team immediately to provide professional gate and runner DFM services for your project with our DFM experience and CAE technology. Submit your design documents and receive a free DFM evaluation report with deep engineering value, taking the first step towards efficient and high-quality injection molding production.
Descargo de responsabilidad
The contents of this page are for informational purposes only. For JS Precision Services, there are no representations or warranties, express or implied, as to the accuracy, completeness, or validity of the information. It is the buyer's responsibility to identify specific technical requirements and request a formal parts quotation. Please contact us for more information.
JS Precision Team
Custom manufacturing solutions. With over 15 years of experience serving more than 1,000 customers, we specialize in high-precision CNC machining, sheet metal fabrication, 3D printing, injection molding, and metal stamping. Having successfully delivered over 300,000 precision parts, we maintain a 99.2% on-time delivery rate across all custom projects.
Our facility is equipped with over 100 state-of-the-art 5-axis machining centers and is ISO 9001:2015 certified. We deliver fast, efficient, and high-quality manufacturing solutions to B2B clients across 150 countries. Whether you require low-volume prototyping or large-scale customization, we support your project with lead times as short as 24 hours. Choose JS Precision for unparalleled efficiency, quality, and professionalism.
Experto en creación rápida de prototipos y fabricación rápida
Nos especializamos en mecanizado CNC, impresión 3D, fundición de uretano, herramientas rápidas, moldeo por inyección, fundición de metales, chapa y extrusión.