

DFM-Service für Anguss und Anguss stellt sicher, dass geschmolzener Kunststoff korrekt in alle Hohlräume fließt und dass der Druckabfall minimal ist, die Temperaturverteilung gut ist und die Materialverschwendung gering gehalten wird.
Ein falsch konstruierter Anschnitt oder Läufer kann zu Blitzen, kurzen Schüssen, Einfallstellen, Bindenähten sowie einer Erhöhung der Versuchskosten um 30 % und mehr führen. Als Ingenieur oder Fertigungsfachmann kann Ihnen dieses Referenzhandbuch dabei helfen, die technischen und praktischen Aspekte der Tor- und Läuferkonstruktion und -optimierung gründlich zu verstehen.
Kurzreferenz zum Gate- und Runner-DFM-Service
|
Modul |
Kerntechnische Schlussfolgerung |
|---|---|
|
Tordesign |
Die Position des Anschnitts bestimmt die Position der Schweißnaht, die Größe beeinflusst die Scherwärme und die Packung. Berechnen Sie die minimale Wandstärke basierend auf dem Durchflussverhältnis. |
|
Läufersystem |
Vollrundläufer haben den geringsten Druckverlust pro Längeneinheit. Der Läuferausgleich sorgt für die Konsistenz mehrerer Kavitäten. |
|
Kalter vs. heißer Läufer |
Kaltkanal ist einfach, kostengünstig und für kleine Chargen geeignet. Der Heißkanal eliminiert Angussabfälle, ideal für hochvolumige Präzisionsteile, aber mit höherem Wartungsaufwand. |
|
DFM-Service |
Professionelles DFM verwendet Formflussanalysen, um Anschnitt-/Angussschemata vor dem Schneiden von Stahl vorherzusagen und zu optimieren, wodurch der Entwicklungszyklus um 20–30 % verkürzt wird. |
Wichtige Erkenntnisse
- Angussposition und -größe beeinflussen die Füllqualität und die endgültige Schönheit des Kunststoffteils. Anschnitte für das Spritzgießen müssen entsprechend der Materialrheologie ausgelegt sein.
- Das Laufraddesign zielt auf einen gleichmäßigen Fluss und minimale Verluste ab, was wiederum für die Zykluszeit und die Materialkosten von großer Bedeutung ist.
- Eine richtige Entscheidung, ob ein Kaltkanal oder ein Heißkanal eingesetzt werden soll, ist ein wesentlicher Schritt der Produkteinführung, die unter anderem auch von Volumenproduktion, Materialeigenschaften, Werkzeugkosten und Wartungsaspekten abhängt, und eine Lebenszykluskostenanalyse (TCO) ist notwendig.
Warum sollten Sie JS Precision bei der Entwicklung von Spritzgussformen vertrauen?
Aus der über 15-jährigen Erfahrung des Spritzgussdesign-Teams geht hervor, dass ein wirklich guter Partner für Spritzgussdesign-Dienstleistungen über nachweisbare drei geschlossene Kreislauffähigkeiten verfügen sollte: Anschnittauswahl, Angussbalancierung und Formflussanalyse.
Als wir begannen, die Motorhalterung für eine Drohne aus PEEK zu realisieren, beendete das Formdesign die Füllphase zunächst bei einem Druck von 120 MPa, d. h. 30 % mehr als der zulässige Grenzwert für dieses Material – das zeigt, dass erfahrungsbasiertes Design allein beim Formen der technischen Hochleistungskunststoffe nicht erfolgreich sein kann.
Die ISO 9001:2015-Norm ist ziemlich spezifisch und besagt, dass sowohl in der Spritzgussformkonstruktion als auch in der Produktionsphase ein identifizierbarer Parameteraufzeichnungsmechanismus erforderlich ist.
Daher umfasst unser DFM-Ansatz eine dreistufige Überprüfung (vorläufige Analyse der Designparameter, Durchführung der Formflusssimulation und Bestätigung durch Testformen), wodurch gewährleistet wird, dass jede Anschnitt- und Angussentscheidung nachverfolgt und verfolgt werden kann.
In diesem Fall haben wir vom Single-Edge-Anguss auf Heißkanal- und Stiftanguss umgestellt, und der Druckabfall sank von 120 MPa auf 85 MPa. Dadurch haben wir nicht nur das Short-Shot-Problem beseitigt, sondern auch die gesamte Formzykluszeit von 25 s auf 18 s verkürzt. Unsere Art der Anguss-/Angusskanalauswahl und des Flussausgleichs wurde in die über 200 Anguss- und Angusskanal-DFM-Projektdatenbank von JS Precision integriert.
Laden Sie den DFM-Designleitfaden für Anschnitte und Angusskanäle herunter, um die richtige Anschnittauswahl, Angussbalancierung und TCO-Analysemethoden zu finden und die Machbarkeit Ihres Spritzgussform-Designservices im Voraus zu bewerten.
Was ist der Gate-and-Runner-DFM-Service beim Spritzgießen?
Anguss- und Anguss-DFM-Service ist ein technischer Service, der die Position, den Typ und das Angussnetzwerk des Angusses systematisch optimiert, indem er das Verhalten des Kunststoffflusses während der Formentwurfsphase analysiert. Ziel ist es, ein qualitativ hochwertiges Produkt, einen schnelleren Produktionszyklus und eine geringere Herstellungszeit sicherzustellen Kosten.
Kerndienstleistung: Vom 3D-Modell zur Optimierungslösung
- Mold Flow Analysis Import:
Basierend auf dem 3D-Modell eines Produkts verwendet JS Precision Moldflow, um die Füll-, Halte-, Kühl- und Verzugsstadien eines Teils zu simulieren, sodass potenzielle Probleme wie Füllungsungleichgewichte, Lufteinschlüsse oder Druckkonzentrationen in einer frühen Phase erkannt werden können. Dies ist die Kerntechnologie des Gate- und Runner-DFM-Dienstes.
- Änderungsplan, der bedenkenlos umgesetzt werden kann:
Der wichtigste Aspekt des Dienstes besteht darin, klare Verbesserungspläne zu liefern, die schnell umgesetzt werden können, wie z. B. die Änderung einer Angussposition von Seite A auf Seite B, um Oberflächenfehler zu beseitigen oder die Variation der Angusskanalgröße, um die Füllrate in verschiedenen Kavitäten auszugleichen.
- Lieferung der 3D-Optimierungslösung:
Die Bereitstellung der 3D-Anguss- und Angusskanal-Optimierungslösung ermöglicht es Kunden, diese direkt in der Formenherstellung anzuwenden und die Kosten für Formenreparaturen und Zeitverluste einzusparen, die bei Versuch-und-Irrtum-Methoden üblich sind.
Systematische Merkmale des Ingenieurwesens
- Disziplinäre Integration: Der Designservice für Spritzgussformen ist weit mehr als eine bloße Zeichenübung. Tatsächlich handelt es sich um ein komplexes technisches Problem, das Wissen über die Dynamik und das thermische Verhalten von Polymeren sowie Kenntnisse in der Formenverarbeitung vereint.
- Beteiligung am gesamten Prozess: Der DFM-Service von JS Precision umfasst die gesamte Kette von der Analyse der Materialflusseigenschaften bis zur Schätzung der Kühleffizienz der Form und bietet so eine vollständige Datenunterstützung in allen Phasen.

Abbildung 1: Präzisions-Spritzgussformkavität mit CAD-Plan.
Was sind die häufigsten Anschnitttypen beim Spritzgießen und wie wählt man sie aus?
Der Schlüssel zum Anschnittdesign-Spritzgießen liegt in der Auswahl des richtigen Angusstyps und der Abwägung von Teilequalität, Aussehen und Herstellungskosten. Jedes Tor hat seine spezifischen Anwendungsszenarien und technischen Einschränkungen.
Vergleichstabelle für gängige Gate-Typen
|
Gate-Typ |
Anwendungsszenario |
Vorteile |
Einschränkungen |
|---|---|---|---|
|
Edge Gate |
Flache plattenartige Teile |
Einfach zu bearbeiten und zu entfernen, geringe Kosten |
Sichtbare Tormarkierung |
|
U-Boot-Tor |
Aussehensteile |
Automatische Degating; kleine Tormarkierung |
Komplexere Bearbeitung |
|
Pin-Point-Tor |
Dünnwandige Teile |
Minimale Tormarkierung |
Erfordert eine Drei-Platten-Form; höhere Kosten |
|
Fan-/Filmtor |
Große dünnwandige oder verformungsanfällige Teile |
Breite Füllfront, reduziert Spannungen und Verformungen |
Größerer Torbereich |
|
Membran/Ringtor |
Zylindrische oder symmetrische Teile |
Sorgt für Konzentrizität und gleichmäßige Füllung |
Beschränkt auf runde Formen |
Tipps und Vorschläge zur technischen Auswahl
- Materialanpassung: Um die mechanischen Eigenschaften bei Faserbruch bei der Verwendung von Glasfasern aufrechtzuerhalten, sollten hohe Scherkräfte durch Minimierung der Verwendung von punktförmigen Anschnitten vermieden werden. Aus diesem Grund sind Punktanschnitte für glasfaserverstärkte Materialien nicht geeignet.
- Simulationsunterstützung: Basierend auf dem Ergebnis der Strömungssimulation wird der Ingenieur von JS Precision Vorschläge zum besten Anschnitttyp, zur besten Position und Größe machen. Bei einem kundenspezifischen Werkzeugwerkzeugservice handelt es sich angeblich um einen Dienst, der die Anschnittauswahl als Kernkompetenz bietet, um bei Formversuchen einen erstklassigen Erfolg zu erzielen.
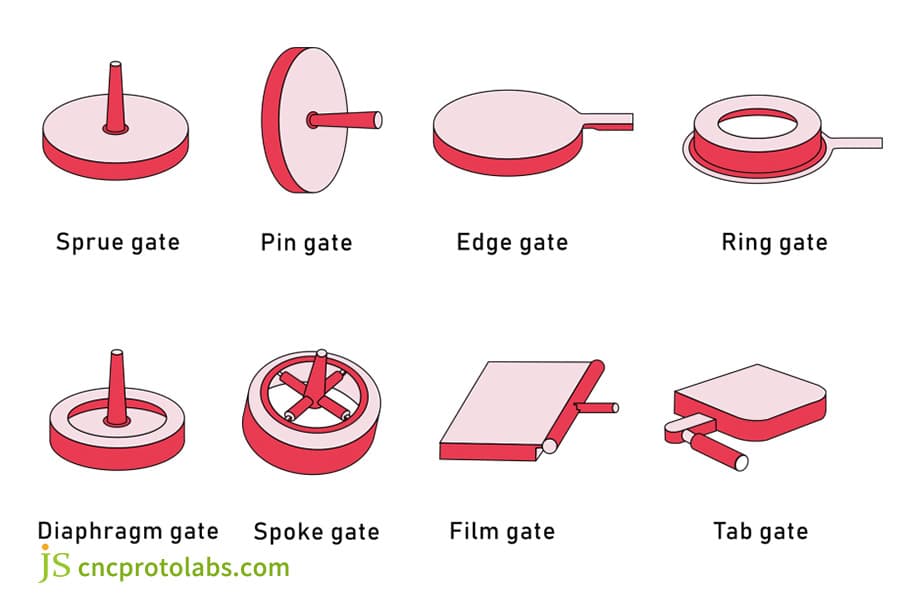
Abbildung 2: Darstellung verschiedener Anschnitttypen beim Spritzgießen.
Wie gestaltet man ein Angusssystem für eine ausgewogene Füllung und einen minimalen Druckverlust?
Das Design des Angusskanalsystems sollte sicherstellen, dass die Schmelze alle Hohlräume gleichzeitig,mit der gleichen Geschwindigkeit und unter dem gleichen Druck füllt. Sein Hauptmerkmal ist die Erzielung eines natürlichen Gleichgewichts oder Druckausgleichs im Angusssystem durch Berechnung.
Auswahl der Läuferform
- Rundläufer: Es hat das kleinste Verhältnis von Fläche zu Volumen, was zu einem geringeren Druckverlust führt, aber es erfordert eine Bearbeitung auf beiden Trennflächen und ist mit mehr Zeit und Kosten verbunden.
- Ein trapezförmiger Läufer: Er wird oft auf nur einer Trennfläche bearbeitet, was den Preis senkt und ihn häufig verwendet. Die Wirksamkeit beträgt etwa das 0,85-fache der des Rundläufers.
Bestimmung der Läufergröße
Wenn der Durchmesser des Kanals zu klein ist, ist der Druckverlust enorm und es ist schwierig, ihn zu füllen. Wenn er zu groß ist, verlängert er die Abkühlzeit und erhöht die Kosten für das Materialrecycling. Im Allgemeinen kann der Laufraddurchmesser D grob mit Hilfe der Formel ermittelt werden: D=0,2×√A, wobei A = die Wandstärke (mm) die Strömungslänge.
Unsere Unternehmensspezifikation empfiehlt, dass der Hauptkanaldurchmesser für eine mäßige Fließfähigkeit von ABS zwischen 6 und 10 mm liegt. Das Design des Angusssystems muss so genau und detailliert sein, dass eine Kombination aus Materialviskosität und der Geschwindigkeit, mit der eine Form abkühlen kann, vollständig berücksichtigt wird.
Druck- und naturbasiertes Läufer-Balancing
- Naturbasierter Läuferausgleich: Gleiche Läuferwege für jeden Hohlraum können durch eine symmetrische Läuferanordnung erreicht werden, die einen natürlichen Ausgleich ermöglicht. Dies ist die bevorzugte Methode, da keine weiteren Berechnungen erforderlich sind.
- Druckbasierter Angusskanalausgleich: Wenn die Kavitätsanordnung aufgrund von Formgrößenbeschränkungen behindert wird, wird der Druckabfall durch Anpassen des Angusskanalverzweigungsdurchmessers aufrechterhalten,so dass die Füllung gleich bleibt. Die Angusskanalausgleichskapazität unseres DFM-Formkonstruktionsservices bestimmt die Qualität der Teile, die mit einem Mehrkavitätenwerkzeug hergestellt werden.
Kaltkanal- vs. Heißkanalform: Welches sollte man aufgrund von Kosten und Leistung wählen?
Die Auswahl von Kaltkanal- vs. Heißkanalformen sollte auf einer quantitativen Finanzanalyse des jährlichen Produktionsvolumens, der Materialkosten und des Spritzgusszyklus der Teile basieren, anstatt sich darauf zu verlassen Intuition.
Wichtige Merkmale des Kaltkanalsystems:
Der Hauptkanal und die Zweigkanäle, bei denen es sich um Kaltkanalsysteme handelt, werden als Reste der Teile plus diese ausgeworfen. Zu den Vorteilen gehören ein unkompliziertes Formdesign, geringe Investitionskosten und ein schneller Farbwechsel. Materialverschwendung ist hier ein großer Nachteil. Wenn der Kunststoff recycelt wird, kann dies schwerwiegende Auswirkungen auf das Produkt haben. Der andere Nachteil ist, dass die Abkühlung länger dauert.
Wichtige Eigenschaften von Heißkanalsystemen:
Heißkanäle werden im Inneren des Kanals durch beheizte Verteiler und Düsen von Heißkanalsystemen in einem heißen Zustand gehalten. Der Vorteil dieser Systeme besteht darin, dass kein Angussabfall entsteht, die Formzyklen viel kürzer sind und der Druckverlust gering ist. Zu den Nachteilen der Systeme gehören eine höhere Schimmelbildung (1,5–3 höher) als bei Kaltkanalsystemen, eine anspruchsvolle Wartung und die Möglichkeit einer Materialzersetzung.
Entscheidungsmatrix: TCO-Analyse basierend auf dem Jahresvolumen
|
Jahresvolumen |
Empfohlenes System |
Anfängliche Formkosten ($) |
Kosten pro Teil ($) |
Amortisationszeit |
|---|---|---|---|---|
|
<10.000 |
Kalter Läufer |
8.000 |
1,20 |
- |
|
10.000–50.000 |
Kalter Läufer |
8.000 |
0,85 |
- |
|
50.000–100.000 |
Heißkanal |
20.000 |
0,42 |
18 Monate |
|
>100.000 |
Heißkanal |
20.000 |
0,28 |
12 Monate |
Bei Kleinserienaufträgen mit einer Jahresproduktion von weniger als 10.000 Einheiten sind Kaltkanalformen in der Regel die kostengünstigste Option.
Aber Großserienaufträge mit einer Jahresproduktion von mehr als 100.000 Einheiten können von Heißkanalsystemen profitieren, da die Materialeinsparungen und die verkürzten Zykluszeiten die hohen Kosten letztendlich ausgleichen können.
JS Precision kann seinen Kunden TCO-Analyseberichte zur Verfügung stellen, um ihnen bei der Entscheidung zu helfen, ob sich die Investition in Spritzgusswerkzeuge lohnt. Die Lebensdauer der Form und die Wartungskosten sind zwei der Hauptfaktoren, die bei der Entscheidung zwischen Kaltkanal- und Heißkanalwerkzeug berücksichtigt werden müssen.
Kontaktieren Sie unseren Ingenieur für eine kostenlose TCO-Berechnung für Ihr Projekt und erhalten Sie einen Vergleichsbericht für Kaltkanal- und Heißkanalformen.
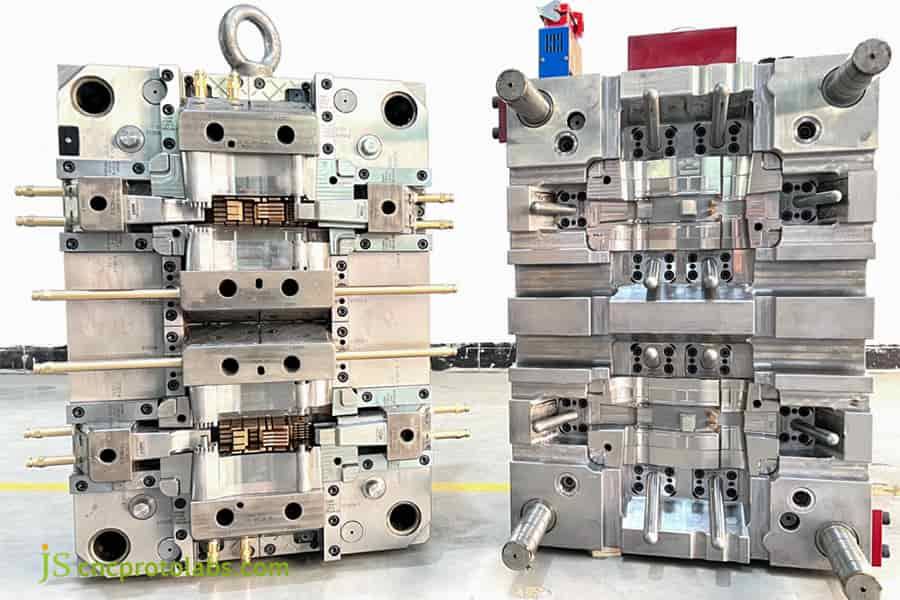
Abbildung 3: Gestapelte Kalt- und Heißkanalformen.
Wie wirkt sich das Anschnitt- und Angussdesign direkt auf die Qualität der Spritzgussteile aus?
Fehler beim Spritzgießen werden durch die falsche Konstruktion des Anguss- und Angusssystems in der Form verursacht. Fast 70 % der häufigsten Einspritzfehler – kurze Einspritzungen, Einfallstellen, Bindenähte und Grate – treten auf, wenn die Anschnitte und Angusskanäle nicht richtig konstruiert sind.
Häufige Fehler und ihre Ursachen
- Short Shot: Läufer zu klein oder Tor zu klein. Der Strömungswiderstand ist sehr hoch und die Schmelze füllt die Kavität nicht vollständig aus. Eine Möglichkeit, dieses Problem zu lösen, besteht darin, die Größe des Angusskanals/Anschnitts zu vergrößern oder die Anzahl der Anschnitte zu erhöhen.
- Einfallstellen: Ein zu kleiner oder falsch positionierter Anschnitt führt zueinem Mangel an Haltedruck. Eine Abhilfe besteht darin, die Anschnittgröße zu vergrößern, um die Einfrierzeit des Angusses zu verlängern und einen längeren Haltedruckkanal bereitzustellen.
- Schweißnähte:Mehrere Anschnitte oder Einlegeteile sind Gründe dafür, dass zwei Materialströme wieder eins werden. Die Lösung besteht darin, Angusspositionen mithilfe der Mold-Flow-Analyse zu optimieren, sodass Bindenähte zu inneren Teilen oder nicht beanspruchten Bereichen verschoben werden und Schweißnähte an der Oberfläche verschwinden.
- Flash: Eine ungleiche Angussverteilung führt zu einem höheren lokalen Druck und dadurch kann die Trennlinie brechen. Die Lösung liegt in der Optimierung des Angusskanaldesigns und einem geringeren Einspritzdruck.
Datenunterstützung:
Mithilfe der DFM-Optimierung von JS Precision haben wir die Länge der Schweißnaht eines Automobil-Innenteils von 25 mm auf knapp 5 mm reduziert, indem wir es auf ein nicht äußeres Teil verschoben haben, und wir haben die Ausschussrate von 8 % auf 1,2 % gesenkt. Die Bedeutung von Gate and Runner DFM besteht darin, die Kosten des Versuchsfehlers in die Kraft der Technik umzuwandeln. Der richtige Spritzgussform-Designservice wird einen Großteil der Fehler durch eine gut geplante Formkonstruktion beseitigen.
Laden Sie Ihre 3D-Zeichnungen hoch, um einen kostenlosen Bericht zur Vorhersage und Optimierung von Anguss- und Anguss-DFM-Servicefehlern zu erhalten.

Abbildung 4: Rote Kunststoffteile am Spritzgusskanalsystem.
JS Precision DFM-Fallstudie: Optimierung von dünnwandigem PEEK-Drohnenmotormontagetor und Läufer
Der Hersteller einer Drohne stand vor der Herausforderung, eine PEEK-Motorhalterung mit einer Wandstärke von kaum 0,6 mm herzustellen. Probeformungen ergaben, dass es immer wieder zu kurzen Schüssen und unvollständigen Füllungen kam. Darüber hinaus war die Platzierung des Angusses nicht gut, was zu sichtbaren Bindenähten im Fensterbereich führte, die die Struktur schwächten.
Kundenherausforderungen und Grundursachen
- Herausforderung: Die Anforderung des Kunden bestand darin, dass die PEEK-Motorhalterung eine Wandstärke von 0,6 mm haben sollte. Der vorläufige Entwurf basierte auf einem Randanguss, der einen Füllenddruck von bis zu 120 MPa verursachte, was mehr als 30 % über dem empfohlenen Wert für dieses Material lag.
- Ursachen: Die Angussposition befand sich nicht in der Nähe des dünnwandigen Bereichs und die Schmelzflussstrecke war zu lang, was zu einem Druckverlust führte. Ein einzelner Anguss konnte das Material nicht verteilen, um große Bereiche des dünnwandigen Bereichs abzudecken.
JS-Präzisionslösung
- Flussanalyse der zu validierenden Form:Die Moldflow-Validierung des Originaldesigns des Kunden ergab sehr hohe Füllenddrücke und begründete, dass eine Designänderung erforderlich ist.
- Optionen planen und entscheiden: Die erste Option, Schema A, bestand darin, ein Fächertor einzuführen, umden Füllquerschnittsbereich zu vergrößern. Die zweite Option, Schema B, bestand darin, auf Heißkanal + punktgenauen Anguss umzusteigen und auch die Hohlraumfreigabe zu optimieren.
- Konstruktive Entscheidungen: Die hohen Festigkeitsanforderungen und das Aussehen des Teils waren ausschlaggebend für die Wahl von Schema B. Die Angussposition wurde von der Seitenwand auf eine nicht-strukturelle, tragende zylindrische Innenfläche verlegt und ein Kaltschlackenschacht mit einer Tiefe, die dem 1,5-fachen des Angusskanaldurchmessers entsprach, wurde am Angusskanalende hinzugefügt. Die erfolgreiche Durchführung dieses kundenspezifischen Formwerkzeugservices war aufgrund der sorgfältigen Handhabung der Spritzgusswerkzeugdetails möglich.
Gelernte Erkenntnisse:
Kurz nach der Einführung des neuen Formschemas hatte das Team regelmäßig ein Problem: Ein einzelner punktgenauer Anguss verstopfte bei jedem Durchlauf. Die Analyse ergab, dass die Ursache in der instabilen Erwärmung der Heißkanaldüsenspule lag, die wiederum zu Temperaturschwankungen im Angussbereich führte. Die Lösung bestand darin, die Temperaturregelkarte durch eine Karte mit höherer Präzision zu ersetzen und dann den Sollwert genau von 370 °C auf 375 ± 1 °C anzupassen, was ausreichte, um das Verstopfungsproblem vollständig zu beseitigen.
ISO 20457:2018, die internationale Norm zu den Toleranzen für Kunststoffformteile, sagt ganz explizit: Die Maßtoleranzen dünnwandiger Präzisionsspritzgussteile sollten als Funktionsanforderungen abschnittsweise angegeben und der Schrumpfungsausgleich im Angussbereich separat berechnet werden.
Um diese Standards einzuhalten, haben wir während der Testformphase des PEEK-Motorhalterungsprojekts die Maßabweichung unseres Angussbereichs auf ±0,02 mm reduziert, um die Passgenauigkeit der Teile beim Zusammenbau zu gewährleisten.
Endergebnisse
- Fülldruck: 120 MPa → 85 MPa (-30 %)
- Short Shot-Problem: Vollständig gelöst, Bindenähte verschwunden
- Formzyklus: 25 Sekunden → 18 Sekunden (-28 %)
- Teilfestigkeit: Erfüllt die Anforderungen des Falltests
Kundenfeedback: Die DFM-Analyse von JS Precision ermöglichte es uns, das Problem vor dem Öffnen der Form zu identifizieren und so mindestens zwei Nacharbeiten bei der Probeformung zu vermeiden.
Um DFM-Optimierungslösungen und Versuchsformberichte für ähnliche dünnwandige Teile zu erhalten, laden Sie Ihre Zeichnungen auf JS Precision hoch und erhalten Sie innerhalb von 24 Stunden eine kostenlose Bewertung und ein Angebot für einen maßgeschneiderten Werkzeugservice.
Wichtige technische Parameter und DFM-Checkliste für die Konstruktion von Anguss- und Angusskanälen in Spritzgussformen
Beim Entwerfen einer Form, die eine möglichst effiziente Herstellung ermöglicht, ist es wichtig, sicherzustellen, dass die Qualität des DFM-Formdesignservice nicht durch die Validierung bestimmter quantitativer Parameter beeinträchtigt wird. Die folgende Liste sollte als absolute Mindestanforderung angesehen werden Eine technische Prüfung wurde bestanden.
Obligatorische Checklistenelemente im Zusammenhang mit Gate und Runner von DFM
- Überprüfung des Fließverhältnisses: An der Stelle der Wand, die am weitesten von der Wand entfernt ist, sollte die Länge des Schmelzflusses vom Anguss bis zu diesem am weitesten entfernten Punkt dividiert durch die Wandstärke an diesem Punkt kleiner sein als das zulässige Fließverhältnis des Materials. Das Fließverhältnis für PC sollte nicht mehr als 100:1 betragen.
- Schergeschwindigkeit:Die Schergeschwindigkeit am Angusskanal und am Anguss sollte innerhalb des zulässigen Bereichs des Materials liegen (normalerweise < 40.000 lb/s). Sehr hohe Schergeschwindigkeiten können zum Abbau der Molekülkette führen. Der JS Precision-Analysebericht wird diese Zahl deutlich angeben.
- Einfrierzeit des Angusses: Die Einfrierzeit des Angusses muss länger sein als die Haltezeit, um sicherzustellen, dass das Material ausreichend geschrumpft ist, um den Hohlraum zu füllen. Wenn die Gefrierzeit nicht ausreicht, um den Druck zu halten, wird die Kavität aufgrund von Schrumpfung und Füllung gleichzeitig versagen.
- Erwärmung durch Scherung: Ein Temperaturanstieg, der durch eine hohe Schergeschwindigkeit der Schmelze verursacht wird, sollte nicht mehr als 80 % der Zersetzungstemperatur des Materials betragen, da es sonst zu einer Zersetzung des Materials kommt, die zur Entstehung schwarzer Flecken oder Blasen führt.
- Design des Kaltschachtschachts: Der Kaltschachtschacht am Ende des Hauptkanals sollte mindestens so lang sein wie der Durchmesser des Hauptkanals oder länger sein und mit einer Antihaftvorrichtung ausgestattet sein. Eine Kaltschmelze fängt die erste Schmelze mit niedriger Temperatur auf, um zu verhindern, dass sie in die Kavität gelangt und die Produktqualität beeinträchtigt.
Die DFM-Checkliste für die Anschnittkonstruktion eines Spritzgusswerkzeugs ist ein Schlüsselfaktor, der die Qualität einer entworfenen Form bestimmt.
Wie bewertet man einen professionellen Gate- und Runner-DFM-Dienstleister wie JS Precision?
Der Wert eines professionellen Anbieters von kundenspezifischen Formenwerkzeugen liegt nicht nur darin, dass sie in Wirklichkeit Formen herstellen, sondern auch in dem großen Wert, den sie mit sich bringen, indem sie Ihnen Designdienstleistungen anbieten, die über den gesamten Lebenszyklus Ihrer Maschine einen Mehrwert bieten Produktentwicklung.
Hartindikatoren zur Bewertung der DFM-Fähigkeiten des Lieferanten
- CAE-Tools und Erfahrung:
Über welche Softwarefunktionen zur Moldflow-Analyse verfügt der Anbieter tatsächlich? Moldflow oder Moldex3D zum Beispiel und wie sieht es mit der Erfahrung in der Moldflow-Analyse aus? JS Precision verfügt über eine echte Autodesk Moldflow-Lizenz und hat über 500 Moldflow-Analyseprojekte durchgeführt.
- Datengesteuerte Berichtsfunktionen:
Verfügt der gegebene DFM-Bericht über detaillierte Ergebnisse wie Fülldruckkühlung und Verzug sowie quantitative Optimierungsdaten? Ein guter Bericht sollte beispielsweise Informationen zu Schergeschwindigkeit, Gefrierzeit und Druckabfall enthalten.
- Proaktive Identifizierung von Problemen und deren Lösungen:
Ist die Organisation in der Lage, potenzielle Risiken im Entwurf in einem sehr frühen Stadium vorherzusagen (wie zum Beispiel unzureichende Kaltschlackebrunnen oder Heißkanalversagen) und anhand der Daten eine Abhilfemaßnahme vorzuschlagen?
- Unzusammenhängende Einsicht:
Kann der Anbieter Ihnen einen Einblick in die Probleme geben, die sich auf seine anderen Projekte ausgewirkt haben, und über die Lehren, die er daraus gezogen hat, die zeigen, dass er es wirklich selbst tun kann? Die Lösung von JS Precision für ein Problem mit der Verstopfung des Angusses bei einem PEEK-Motormontageprojekt ist ein gutes Beispiel für diese Fähigkeit.
Unterscheidungsmerkmale von JS Precision:
- DFM-Service, der den gesamten Prozess abdeckt: Neben einem Analysebericht bietet es technisches Know-how von der Auswahl eines Harzes bis zum Formversuch des tatsächlichen Produkts.
- Fehlermodus-Datenbank:Das Unternehmen hat über 300 Fehlerfälle im Zusammenhang mit Toren und Läufern gesammelt. Eine solche Bestandsaufnahme hilft, potenzielle Risiken einer Projektentwurfsphase frühzeitig zu erkennen. Ein Fall der automatischen Systemprüfung ist die Leistungsanpassung der Heizspule der Heißkanaldüse, um ein Blockieren des Angusses aufgrund von Temperaturänderungen zu verhindern.
- TCO-Analysefähigkeit: Durch die Analyse von Variablen wie Jahresproduktion, Materialkosten und Zykluszeit kann das Unternehmen einen TCO-Vergleich der Kaltkanal- und Heißkanalform erstellen, damit Kunden die optimale Wahl und Investitionsentscheidung treffen können.
Senden Sie jetzt Ihre STEP/IGS-Dateien, um ein schnelles 24-Stunden-DFM-Diagnose- und Anpassungsangebot von JS Precision zu erhalten und Ihr Spritzguss-Design-Serviceprojekt zu starten.
FAQs
F1: Warum ist die Anschnittposition ein entscheidender Gesichtspunkt bei der Gestaltung des Angusses für dünnwandige Spritzgussteile?
Dünnwandige Teile sind schmelzflussbeständig und kühlen schnell ab. Ein schlecht positioniertes Tor führt fast zu kurzen Schüssen oder einem Füllen mit sehr hohem Druck. Der Anschnitt sollte dort platziert werden, wo das Material am dicksten ist, damit sich die Schmelze reibungslos füllen kann, und ein Druckkanal sollte ebenfalls Teil der Konstruktion sein.
F2: Was ist die Angussbalance und was macht sie für Formen mit mehreren Kavitäten so wichtig?
Hier gibt es eine Angussbalance, was bedeutet, dass beim Einbringen der Schmelze alle Hohlräume gleichzeitig und gleichmäßig gefüllt werden sollten. If this is not the case you will get some cavities under pressurized (burrs, oversized) while other cavities being underfilled (shrinkage marks, low strength) directly affecting the uniformity of the parts.
Q3: Is it okay to use regrind coming from cold runner systems at 100%?
You cannot use 100% regrind material. The polymer chains might break up after going through one thermal cycle, which alters the mechanical properties. The best practice is to not use more than 20%-30% regrind. JS Precision will be able to advise on a suitable ratio based on the particular requirements of you product.
Q4: What are the major drawbacks of hot runner systems?
The primary issues are runner leakage and material degradation by heat. Runner leakage is usually the result of incorrect assembly or thermal expansion calculations, causing damage to the mold. When the material stays for a long time in hot runner it may break down, forming black spots. You should pick a trustworthy manufacturer (Husky INCOE e.g), and having accurate temperature control as well is vital.
Q5: How does JS Precision help shorten injection molding cycle time?
By minimizing runner size and gate geometry to lower injection pressure, and utilizing flow analysis to precisely establish the minimum cooldown of the parts, JS Precision can reduce the molding cycle time without compromising the quality. If you upload your drawings, JS Precision will get back to you very quickly with a quote.
Q6: Can JS Precision create proper gate design for materials with very high fill content (e.g. 50% glass-fill)?
Of course. Employing a big gate decreases shear rate prevents glass fiber breakage. The gate placement is such that it does no direct impact to the core or thin - walled regions preventing warpage by uneven fiber orientation.
Q7: What is Gate and Runner DFM service process at JS Precision usually?
The service includes:
- Customer delivers a 3D model + material/production requirements.
- Engineers run flow analysis.
- DFM report is issued, with gate location, runner layout, dimensions, and risk analysis.
- The technical review confirms the solution.
- The final design optimization and mold manufacturing commence.
Q8: What is the way to obtain a tailored quote or presentation from JS Precision for a particular this project?
Send your 3D drawings, the type of materials you want to use, and the anticipated number of annual production. JS Precision's team will give you the technical and commercial proposal, and a DFM analysis, a mold cost analysis, and a molding trial plan within one business day.
Summary
Gates and runners are integral parts of a part that affect its final characteristics, as well as production costs and project schedules. A whole series of decisions, ranging from the gate type, runner balance, and the use of cold-hot runner system, need an engineering know-how and are backed by some data. JS Precision offers gate and runner DFM service that offers a professional level of support at your gate and runner DFM decision.
Contact JS Precision's engineering team immediately to provide professional gate and runner DFM services for your project with our DFM experience and CAE technology. Submit your design documents and receive a free DFM evaluation report with deep engineering value, taking the first step towards efficient and high-quality injection molding production.

Haftungsausschluss
The contents of this page are for informational purposes only. For JS Precision Services, there are no representations or warranties, express or implied, as to the accuracy, completeness, or validity of the information. It is the buyer's responsibility to identify specific technical requirements and request a formal parts quotation. Please contact us for more information.
JS Precision Team
Custom manufacturing solutions. With over 15 years of experience serving more than 1,000 customers, we specialize in high-precision CNC machining, sheet metal fabrication, 3D printing, injection molding, and metal stamping. Having successfully delivered over 300,000 precision parts, we maintain a 99.2% on-time delivery rate across all custom projects.
Our facility is equipped with over 100 state-of-the-art 5-axis machining centers and is ISO 9001:2015 certified. We deliver fast, efficient, and high-quality manufacturing solutions to B2B clients across 150 countries. Whether you require low-volume prototyping or large-scale customization, we support your project with lead times as short as 24 hours. Choose JS Precision for unparalleled efficiency, quality, and professionalism.
To learn more or submit your RFQ, visit our website: www.cncprotolabs.com
Resource

