Servizi di progettazione di utensili per stampaggio a iniezione: una guida a Gate & Runner DFM
Scritto da
Precisione JS
Pubblicato
Jul 16 2026
Stampi per iniezione
Seguici
I controlli del
servizio DFM di gate e canali verificano che la plastica fusa scorra correttamente verso tutte le cavità e che la caduta di pressione sia minima, la distribuzione della temperatura sia buona e lo spreco di materiale sia mantenuto basso.
Un cancello o un corridore progettato in modo improprio può causare bavature, colpi brevi, segni di avvallamento, linee di saldatura nonché un aumento del 30% e superiore dei costi di prova. In qualità di ingegnere o professionista della produzione, questo manuale di riferimento può aiutarti a comprendere a fondo gli aspetti tecnici e pratici della progettazione e dell'ottimizzazione di cancelli e guide.
Guida rapida al servizio Gate and Runner DFM
Modulo
Conclusione ingegneristica di base
Progettazione del cancello
La posizione del punto di accesso determina la posizione della linea di saldatura, le dimensioni influiscono sul calore di taglio e sull'impaccamento. Calcola lo spessore minimo della parete in base al rapporto di flusso.
Sistema Runner
Il corridore a tutto tondo ha la perdita di pressione più bassa per unità di lunghezza. Il bilanciamento del corridore garantisce la consistenza multi-cavità.
Corridore freddo o caldo
Il canale freddo è semplice, economico, adatto a piccoli lotti. Il canale caldo elimina gli scarti di materozza, ideale per parti di precisione ad alto volume ma con una manutenzione più elevata.
Servizio DFM
Il DFM professionale utilizza l'analisi del flusso dello stampo per prevedere e ottimizzare gli schemi di gate/runner prima del taglio dell'acciaio, riducendo il ciclo di sviluppo del 20%-30%.
Risultati chiave
La posizione e le dimensioni del punto di accesso influenzano la qualità di riempimento e la bellezza finale della parte in plastica. Gli ingressi per lo stampaggio a iniezione devono essere progettati come reologia dei materiali.
La progettazione del canale mira a un flusso uniforme e perdite minime che, a loro volta, saranno molto significative per il tempo di ciclo e i costi dei materiali.
Una decisione corretta se utilizzare un canale freddo o un canale caldo è un passaggio essenziale dell'introduzione del prodotto, che dipende tra le altre cose anche dalla produzione in volume, dalle caratteristiche dei materiali, dal costo dello stampo e da considerazioni sulla manutenzione, ed è necessaria un'analisi del costo del ciclo di vita (TCO).
Perché affidarsi a JS Precision per i servizi di progettazione di stampi a iniezione?
Da oltre 15 anni di esperienza ingegneristica del team di progettazione di stampi a iniezione, la verità è che un ottimo partner per i servizi di progettazione di stampi a iniezione dovrebbe avere tre capacità verificabili a circuito chiuso: selezione del punto di iniezione, bilanciamento dei canali e analisi del flusso dello stampo.
Quando abbiamo iniziato a realizzare il supporto motore per un drone realizzato con PEEK, inizialmente la progettazione dello stampo ha terminato la fase di riempimento a una pressione di 120 MPa, ovvero 30% in più rispetto al limite consentito per quel materiale - questo dimostra che la progettazione basata sull'esperienza da sola non può essere sufficiente per stampare i tecnopolimeri ad alte prestazioni.
La norma ISO 9001:2015 è piuttosto specifica al riguardo, afferma che sia nella progettazione dello stampo a iniezione che nelle fasi di produzione, è necessario un meccanismo di registrazione dei parametri identificabili.
Quindi, il nostro approccio al DFM include una revisione in tre fasi (analisi preliminare dei parametri di progettazione, esecuzione della simulazione del flusso dello stampo e conferma tramite stampi di prova), garantendo così che ogni decisione di gate e corridore possa essere tracciata e seguita.
In questo caso, siamo passati da una porta a bordo singolo a canale caldo + porta a perno e la caduta di pressione è passata da 120 MPa a 85 MPa. In questo modo non solo abbiamo eliminato il problema delle riprese brevi, ma abbiamo anche ridotto il tempo totale del ciclo di stampaggio da 25 s a 18 s. Il nostro modo di selezionare gate/runner e il bilanciamento del flusso sono stati incorporati nel database di oltre 200 progetti DFM di gate e runner di JS Precision.
Scarica la guida alla progettazione DFM di cancelli e guide per padroneggiare la selezione dei cancelli, il bilanciamento delle guide e i metodi di analisi del TCO e valutare in anticipo la fattibilità del servizio di progettazione di stampi a iniezione.
Che cos'è il servizio Gate and Runner DFM nello stampaggio a iniezione?
Il servizio DFM Gate and Runner è un servizio di ingegneria che ottimizza sistematicamente la posizione, il tipo e la rete di guide del gate analizzando il comportamento del flusso di plastica durante la fase di progettazione dello stampo. L'obiettivo è garantire un prodotto di alta qualità, un ciclo di produzione più rapido e un costo di produzione inferiore.
Servizio principale: dal modello 3D alla soluzione di ottimizzazione
Importazione dell'analisi del flusso dello stampo:
Sulla base del modello 3D di un prodotto, JS Precision si affida a Moldflow per simulare il riempimento, il raffreddamento e le fasi di deformazione di una parte in modo che potenziali problemi come squilibri di riempimento, intrappolamento d'aria o concentrazioni di pressione possano essere rilevati in una fase iniziale. Questa è la tecnologia principale del servizio DFM gate and runner.
Piano di modifica che può essere eseguito senza esitazione:
L'aspetto più importante del servizio è fornire piani di miglioramento chiari che possano essere implementati rapidamente, come cambiare la posizione di un cancello dal lato A al lato B per rimuovere i difetti superficiali o variare la dimensione della guida per equalizzare il tasso di riempimento in diverse cavità.
Fornitura di soluzioni di ottimizzazione 3D:
Fornire la soluzione di ottimizzazione di porte e guide 3D consentirà ai clienti di applicarli direttamente nella produzione di stampi e risparmierà i costi di riparazione degli stampi e la perdita di tempo che sono comuni nei metodi di prova ed errori.
Caratteristiche sistematiche dell'ingegneria
Integrazione disciplinare: il servizio di progettazione di stampi a iniezione è molto più di un semplice esercizio di disegno. Si tratta, infatti, di un problema ingegneristico complesso che integra la conoscenza della dinamica dei polimeri e del comportamento termico, nonché le capacità di lavorazione degli stampi.
Coinvolgimento dell'intero processo: il servizio DFM di JS Precision copre l'intera catena, dall'analisi delle proprietà del flusso di materiale alla stima dell'efficienza di raffreddamento dello stampo, fornendo così un supporto completo dei dati in tutte le fasi.
Figura 1: cavità dello stampo a iniezione di precisione con progetto CAD.
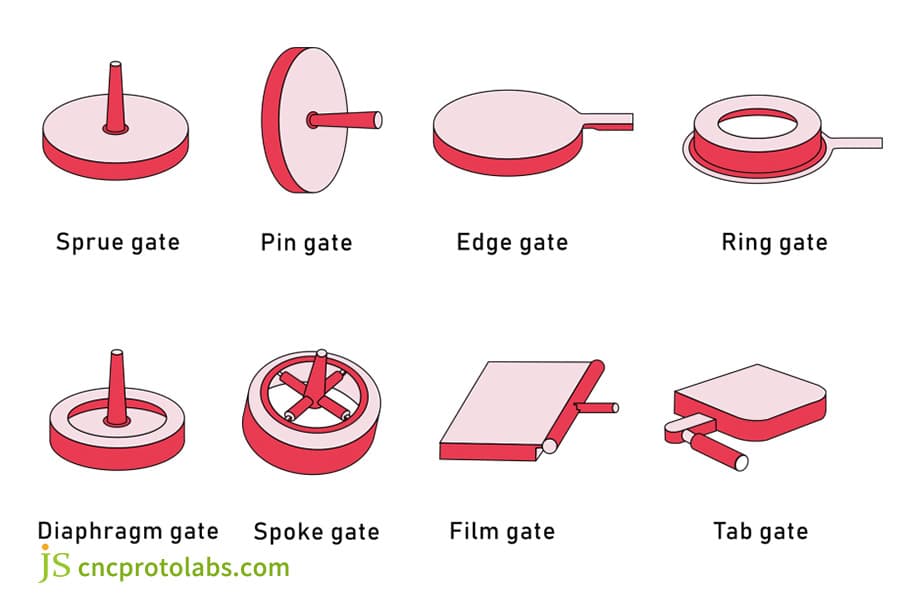
Quali sono i tipi di accesso più comuni nello stampaggio a iniezione e come selezionarli?
La chiave per lo stampaggio a iniezione per la progettazione del punto di accesso sta nella selezione del tipo di punto di accesso corretto, bilanciando la qualità della parte, l'aspetto e i costi di produzione. Ogni cancello ha i suoi scenari applicativi specifici e limitazioni tecniche.
Tabella di confronto dei tipi di cancello comune
Tipo di cancello
Scenario applicativo
Vantaggi
Limitazioni
Cancello perimetrale
Parti simili a piastre piatte
Facile da lavorare e rimuovere, a basso costo
Segno del cancello visibile
Porta sottomarina
Parti dell'aspetto
Degazione automatica; piccolo segno del cancello
Lavorazione più complessa
Porta puntuale
Parti a parete sottile
Segno di cancello minimo
Richiede uno stampo a tre piastre; costo più elevato
Porta fan/film
Parti di grandi dimensioni con pareti sottili o soggette a deformazione
Ampia imbottitura frontale, riduce lo stress e la deformazione
Area del cancello più ampia
Membrana/Porta ad anello
Parti cilindriche o simmetriche
Garantisce concentricità e riempimento uniforme
Limitato alle forme rotonde
Suggerimenti e suggerimenti per la selezione tecnica
Adeguamento del materiale: per mantenere le proprietà meccaniche se le fibre si rompono quando vengono utilizzate fibre di vetro, è necessario evitare forze di taglio elevate riducendo al minimo l'uso di punti di accesso. Per questo motivo i cancelli puntuali non sono adatti per materiali rinforzati con fibra di vetro.
Supporto per la simulazione: in base al risultato della simulazione del flusso, l'ingegnere di JS Precision fornirà suggerimenti sul tipo, la posizione e le dimensioni del cancello migliori. Si suppone che un servizio di attrezzatura per stampi personalizzato offra la selezione del punto di iniezione come competenza fondamentale per ottenere un successo di prim'ordine nelle prove sugli stampi.
Figura 2: illustrazione di vari tipi di punti di accesso per stampaggio a iniezione.
Come progettare un sistema di canali per un riempimento bilanciato e una perdita di pressione minima?
La progettazione del sistema di canali dovrebbe garantire che il materiale fuso riempia tutte le cavità contemporaneamente,alla stessa velocità e alla stessa pressione. Il raggiungimento dell'equilibrio naturale o dell'equilibrio della pressione nel sistema del corridore attraverso il calcolo è la sua caratteristica principale.
Selezione della forma del corridore
Guida circolare: ha il rapporto area per volume più piccolo che si traduce in una minore perdita di pressione ma richiede lavorazione su entrambe le superfici di divisione e richiederà più tempo e costi.
Una guida trapezoidale: spesso viene lavorata su una sola superficie di divisione, quindi riduce il prezzo ed è molto utilizzata. L'efficacia è circa 0,85 volte quella del corridore circolare.
Determinazione della dimensione del corridore
Se il diametro del canale è troppo piccolo, la perdita di pressione è enorme ed è difficile da riempire, se troppo grande, porterà a tempi di raffreddamento più lunghi e costi di riciclaggio dei materiali più elevati. In generale, il diametro del canale D può essere preso approssimativamente con l'aiuto della formula: D=0,2×√A, dove A = spessore della parete (mm) lunghezza del flusso.
Le nostre specifiche aziendali consigliano che il diametro del canale principale per una fluidità moderata dell'ABS sia compreso tra φ6 e φ10 mm. La progettazione del sistema di canali deve essere così accurata e dettagliata da considerare completamente una combinazione di viscosità del materiale e velocità con cui uno stampo può raffreddarsi.
Bilanciamento del corridore basato sulla pressione e sulla natura
Bilanciamento dei corridori basato sulla natura: Percorsi dei corridori uguali per ciascuna cavità possono essere ottenuti mediante una disposizione simmetrica dei corridori che renderà il bilanciamento naturale ed è il modo preferito per farlo poiché non è necessario calcolare altro.
Bilanciamento dei canali in base alla pressione: Se la disposizione delle cavità viene ostacolata a causa dei limiti delle dimensioni dello stampo, la caduta di pressione viene mantenuta regolando il diametro del ramo del canale in modo che il riempimento rimanga uguale. La capacità di bilanciamento dei canali del nostro servizio di progettazione di stampi DFM determina la qualità delle parti prodotte da uno stampo a cavità multiple.
Stampo a canale freddo o a canale caldo: quale scegliere in base al costo e alle prestazioni?
La selezione di stampo a canale freddo rispetto a quello a canale caldo dovrebbe basarsi sull'analisi finanziaria quantitativa del volume di produzione annuale, del costo dei materiali e del ciclo di stampaggio a iniezione delle parti, piuttosto che fare affidamento sull'intuizione.
Caratteristiche principali del sistema a canale freddo:
Il canale principale e i canali secondari, che sono sistemi a canale freddo, vengono espulsi come scarti delle parti più gli stessi. I vantaggi includono un design semplice dello stampo, un basso esborso di capitale e un rapido cambio di colore. Lo spreco di materiale è uno dei principali inconvenienti qui. Se la plastica viene riciclata, ciò potrebbe avere gravi effetti sul prodotto. L'altro svantaggio è che il raffreddamento è più lungo.
Proprietà principali dei sistemi a canali caldi:
I canali caldi vengono mantenuti caldi all'interno del canale attraverso collettori e ugelli riscaldati dei sistemi a canali caldi. I vantaggi di questi sistemi sono che non vengono generati scarti dal canale, i cicli di stampaggio sono molto più brevi e la perdita di pressione è minima. Gli svantaggi dei sistemi comportano uno stampo più alto (1,5-3 in più) rispetto ai sistemi a canale freddo, una manutenzione sofisticata e la possibilità di decomposizione del materiale.
Matrice decisionale: analisi del TCO basata sul volume annuale
Volume annuale
Sistema consigliato
Costo iniziale dello stampo ($)
Costo per parte ($)
Periodo di rimborso
<10.000
Corridore freddo
8.000
1.20
-
10.000-50.000
Corridore freddo
8.000
0,85
-
50.000-100.000
Corridore caldo
20.000
0,42
18 mesi
>100.000
Corridore caldo
20.000
0,28
12 mesi
Quando si tratta di ordini di piccoli volumi con una produzione annua inferiore a 10.000 unità, gli stampi a canale freddo rappresentano solitamente l'opzione più conveniente.
Tuttavia, i lavori di grandi volumi con produzione annua superiore a 100.000 unità possono trarre vantaggio dai sistemi a canale caldo perché il risparmio di materiale e i tempi di ciclo ridotti possono eventualmente compensare i costi elevati.
JS Precision è in grado di fornire ai propri clienti rapporti di analisi del TCO per aiutarli a decidere se vale la pena investire negli utensili per stampi a iniezione. La durata dello stampo e le spese di manutenzione sono due dei fattori principali da tenere in considerazione quando si decide tra stampo a canale freddo e stampo a canale caldo.
Contatta il nostro ingegnere per un calcolo gratuito del TCO per il tuo progetto e ottieni un rapporto di confronto tra stampi a canale freddo e a canale caldo.
Figura 3: stampi a canale freddo e caldo impilati.
In che modo la progettazione del punto di accesso e della guida influisce direttamente sulla qualità delle parti stampate a iniezione?
I difetti dello stampaggio a iniezione sono causati dalla progettazione errata del sistema di iniezione e guida nello stampo. Quasi il 70% dei difetti di iniezione più comuni - colpi brevi, segni di avvallamento, linee di saldatura e bave - si verificano se i cancelli e i corridori non sono progettati correttamente.
Difetti comuni e relative cause
Tiro corto: corridore troppo piccolo o cancello troppo piccolo. La resistenza al flusso sarà molto elevata e il materiale fuso non riempirà completamente la cavità. Un modo per risolverlo è ingrandire la dimensione del corridore/cancello o aumentare il numero di cancelli.
Segni di affondamento: un cancello troppo piccolo o mal posizionato comporterà una mancanza di pressione di tenuta. Un rimedio è l'ampliamento delle dimensioni del cancello per allungare il tempo di congelamento del cancello e fornire un canale di pressione di mantenimento più lungo nel tempo.
Linee di saldatura: Diversi punti di accesso o parti di inserimento fanno sì che due flussi di materiale diventino di nuovo uno solo. La soluzione è ottimizzare le posizioni dei punti di iniezione utilizzando l'analisi del flusso dello stampo in modo che le linee di saldatura vengano spostate verso parti interne o aree non sottoposte a sollecitazione e le linee di saldatura superficiali scompaiano.
Flash: una distribuzione non uniforme dei canali causerà una pressione locale più elevata e quindi la linea di divisione potrebbe rompersi. La soluzione sta nell'ottimizzazione del design dei canali e in una minore pressione di iniezione.
Supporto dati:
Con l'aiuto dell'ottimizzazione DFM di JS Precision abbiamo ridotto la lunghezza della linea di saldatura di una parte interna di un'auto da 25 mm a poco meno di 5 mm spostandola su una parte non esterna e abbiamo ridotto il tasso di scarto dall'8% all'1,2%. L'importanza di Gate and Runner DFM sta nel trasformare i costi degli errori di prova nel potere dell'ingegneria. Il giusto servizio di progettazione di stampi a iniezioneeliminerà la maggior parte dei difetti attraverso una progettazione di stampi ben pianificata.
Carica i tuoi disegni 3D per ottenere un rapporto gratuito sulla previsione dei difetti e sull'ottimizzazione del servizio DFM di gate e runner.
Figura 4: Parti in plastica rosse sul sistema di canali di stampaggio a iniezione.
Caso di studio JS Precision DFM: ottimizzazione del cancello e del corridore del supporto motore del drone PEEK a parete sottile
Il produttore di un drone si è trovato di fronte alla richiesta di realizzare il supporto motore in PEEK con uno spessore della parete di appena 0,6 mm. Lo stampaggio di prova ha dimostrato che si verificavano riprese brevi e riempimenti incompleti più e più volte. Oltre a ciò, il posizionamento del cancello non era buono, con conseguenti linee di saldatura evidenti nell'area della finestra che indebolivano la struttura.
Sfide dei clienti e cause profonde
Sfida: Il requisito del cliente era che il supporto motore in PEEK avesse uno spessore di parete di 0,6 mm. Il progetto preliminare si basava su un cancello sul bordo, che ha causato una pressione finale di riempimento pari a 120 MPa che era superiore di oltre il 30% rispetto al valore consigliato per tale materiale.
Cause: La posizione del punto di accesso non era vicina all'area a pareti sottili e la distanza del flusso di fusione era troppo lunga con conseguente perdita di pressione, il punto di accesso singolo non poteva diffondere il materiale per coprire ampie aree della regione a pareti sottili.
Soluzione di precisione JS
Analisi del flusso dello stampo da convalidare: la convalida Moldflow del progetto originale del cliente ha rivelato pressioni finali di riempimento molto elevate e ha giustificato la necessità di una modifica del progetto.
Pianificare le opzioni e decidere: la prima opzione, lo schema A, era quella di introdurre un cancello a ventola per aumentare l'area della sezione trasversale di riempimento. La seconda opzione, lo Schema B, consisteva nel passare al canale caldo + punto di iniezione e ottimizzare anche il rilascio della cavità.
Decisioni ingegneristiche: I requisiti di elevata resistenza e l'aspetto del pezzo hanno guidato la scelta dello Schema B. La posizione del cancello è stata spostata dalla parete laterale a una superficie cilindrica portante interna non strutturale e un pozzo freddo con una profondità pari a 1,5 volte il diametro del canale è stato aggiunto all'estremità del canale. Il successo dell'esecuzione di questo servizio di stampi personalizzati è stato possibile grazie alla gestione accurata dei dettagli degli stampi a iniezione.
Lezioni apprese:
Subito dopo l'introduzione del nuovo schema di stampaggio il team riscontrava regolarmente un problema: un unico punto di accesso continuava a intasarsi ad ogni ciclo. L'analisi ha dimostrato che la causa principale era il riscaldamento instabile della bobina dell'ugello del canale caldo, che a sua volta causava una variazione di temperatura nella regione del punto di iniezione. La soluzione si è rivelata sostituire la scheda di controllo della temperatura con una di maggiore precisione e quindi regolare con precisione il setpoint da 370°C a 375±1°C, sufficiente per eliminare completamente il problema di intasamento.
ISO 20457:2018, lo standard internazionale sulle tolleranze per gli stampaggi in plastica, afferma in modo abbastanza esplicito: le tolleranze dimensionali delle parti stampate ad iniezione di precisione a parete sottile dovrebbero essere indicate in sezioni come requisiti funzionali e la compensazione del ritiro nell'area del punto di accesso dovrebbe essere calcolata separatamente.
Per rispettare questi standard, abbiamo ridotto la variazione dimensionale della nostra regione del cancello fino a ±0,02 mm durante il periodo di prova dello stampaggio del progetto del supporto motore PEEK come misura per garantire la precisione dell'adattamento della parte durante l'assemblaggio.
Risultati finali
Pressione di riempimento: 120MPa → 85MPa (-30%)
Problema di breve durata: completamente risolto, le linee di saldatura sono scomparse
Ciclo di stampaggio: 25 secondi → 18 secondi (-28%)
Resistenza del componente: soddisfa i requisiti del test di caduta
Feedback dei clienti: l'analisi DFM di JS Precision ci ha permesso di identificare il problema prima dell'apertura dello stampo, evitando almeno due rilavorazioni di prova dello stampaggio.
Per ottenere soluzioni di ottimizzazione DFM e report di prova sullo stampaggio per parti simili a pareti sottili, carica i tuoi disegni su JS Precision e ricevi una valutazione gratuita e un preventivo personalizzato per il servizio di attrezzature per stampi entro 24 ore.
Parametri ingegneristici chiave ed elenco di controllo DFM per la progettazione di canali e canali di iniezione per stampi a iniezione
Nella progettazione di uno stampo che consenta la produzione più efficiente, è importante assicurarsi che la qualità del servizio di progettazione di stampi DFM non sia compromessa dalla convalida di determinati parametri quantitativi. L'elenco seguente deve essere considerato il requisito minimo indispensabile per ottenere una revisione tecnica superato.
Elementi obbligatori dell'elenco di controllo relativi al cancello e al corridore del DFM
Controllo del rapporto di flusso: nella posizione della parete più lontana, la lunghezza del flusso di materiale fuso dal punto di accesso al punto più lontano divisa per lo spessore della parete in quel punto dovrebbe essere inferiore al rapporto di flusso consentito del materiale. Il rapporto di flusso per PC non deve essere superiore a 100:1.
Velocità di taglio: la velocità di taglio sulla guida e sul cancello deve essere limitata entro l'intervallo consentito del materiale (solitamente < 40.000 libbre/s). Velocità di taglio molto elevate possono provocare la degradazione della catena molecolare. Il rapporto di analisi JS Precision indicherà chiaramente questo numero.
Tempo di congelamento del cancello: il tempo di congelamento del cancello deve essere maggiore del tempo di mantenimento, per garantire che il materiale sia sufficientemente ridotto per il riempimento della cavità. Se il tempo di congelamento non è sufficiente a mantenere la pressione, la cavità cederà a causa del restringimento e del riempimento simultaneo.
Riscaldamento per taglio: un aumento della temperatura causato da un'elevata velocità di taglio di fusione non dovrebbe essere superiore all'80% della temperatura di decomposizione del materiale, poiché si verificherebbe un degrado del materiale che porterebbe alla presenza di punti neri o bolle.
Progettazione del pozzo per i residui freddi: il pozzo freddo all'estremità del profilo principale deve avere una lunghezza uguale o superiore a 1,50 volte il diametro del profilo principale ed essere dotato di un dispositivo antiaderente. Un pozzo freddo cattura la prima fusione a bassa temperatura per evitare che entri nella cavità e influenzi la qualità del prodotto.
La lista di controllo DFM per la progettazione del punto di iniezione di uno strumento di stampaggio a iniezione è un elemento fondamentale che determina la qualità di uno stampo progettato.
Come valutare un fornitore di servizi DFM Gate and Runner professionale come JS Precision?
Il valore di un fornitore professionale di servizio di attrezzature per stampi personalizzati risiede non solo nella produzione di stampi, ma anche nel grande valore che apportano fornendo servizi di progettazione che aggiungono valore durante l'intero ciclo di vita dello sviluppo del prodotto.
Indicatori concreti per la valutazione delle capacità DFM del fornitore
Strumenti ed esperienza CAE:
Di quali funzionalità software di analisi del flusso dello stampo dispone effettivamente il fornitore? Moldflow o Moldex3D ad esempio e che dire dell'esperienza nell'analisi del flusso di stampi? JS Precision dispone di una vera licenza Autodesk Moldflow e ha eseguitooltre 500 progetti di analisi del flusso di stampi.
Capacità di reporting basato sui dati:
Il rapporto DFM fornito contiene una serie dettagliata di risultati come pressione di riempimento, raffreddamento e deformazione, oltre a dati di ottimizzazione quantitativa? Un buon rapporto dovrebbe includere, ad esempio, informazioni sulla velocità di taglio, sul tempo di congelamento e sulla caduta di pressione.
Identificazione proattiva dei problemi e relative risoluzioni:
L'organizzazione è in grado di prevedere potenziali rischi nella progettazione in una fase molto precoce (come, ad esempio, pozzi di scorie fredde insufficienti o guasti ai canali caldi) e, attraverso i dati, suggerire una misura correttiva?
Approfondimento sconnesso:
Il fornitore può fornirti alcune informazioni sui problemi che hanno interessato gli altri suoi progetti e sulle lezioni che ha imparato, il che dimostra che possono davvero farlo da soli? La soluzione di JS Precision al problema di intasamento del cancello verificatosi durante il progetto del supporto motore PEEK è un ottimo esempio di tale capacità.
Differenziatori della precisione JS:
Servizio DFM che copre l'intero processo: oltre a un rapporto di analisi, offre know-how tecnico dall'intera scelta della resina alla prova dello stampo del prodotto reale.
Database delle modalità di guasto: l'azienda ha raccolto oltre 300 casi di guasto relativi a cancelli e guide. Un simile inventario aiuta a individuare tempestivamente i potenziali rischi di una fase di progettazione del progetto. Un esempio di controllo automatico del sistema è l'adattamento della potenza della bobina di riscaldamento dell'ugello del canale caldo per evitare il blocco del cancello causato da variazioni di temperatura.
Capacità di analisi del TCO: attraverso l'analisi di variabili quali la produzione annuale, i costi dei materiali e il tempo di ciclo, l'azienda fornirà un confronto del TCO dello stampo a canale freddo con quello dello stampo a canale caldo consentendo ai clienti di comprendere la scelta ottimale con la decisione di investimento.
Invia ora i tuoi file STEP/IGS per ricevere un rapido preventivo di diagnostica e personalizzazione DFM 24 ore su 24 da JS Precision e avviare il tuo progetto di servizio di progettazione di stampi a iniezione.
Domande frequenti
D1: Perché la posizione del punto di accesso è una considerazione fondamentale nella progettazione del punto di accesso per parti stampate a iniezione a parete sottile?
Le parti a pareti sottili resistono al flusso di fusione e si raffreddano rapidamente. Un cancello mal posizionato provocherà quasi colpi brevi o un riempimento con pressione molto elevata. Il punto di accesso deve essere posizionato nel punto in cui il materiale è più spesso per consentire un riempimento agevole della fusione e anche un canale di pressione dovrebbe far parte del progetto.
D2: Cos'è l'equilibrio del canale e cosa lo rende così cruciale per gli stampi multi-cavità?
Qui è dove si ottiene un bilanciamento del corridore, il che significa che quando viene introdotta la fusione, dovrebbe riempire tutte le cavità contemporaneamente e in modo uniforme. If this is not the case you will get some cavities under pressurized (burrs, oversized) while other cavities being underfilled (shrinkage marks, low strength) directly affecting the uniformity of the parts.
Q3: Is it okay to use regrind coming from cold runner systems at 100%?
You cannot use 100% regrind material. The polymer chains might break up after going through one thermal cycle, which alters the mechanical properties. The best practice is to not use more than 20%-30% regrind. JS Precision will be able to advise on a suitable ratio based on the particular requirements of you product.
Q4: What are the major drawbacks of hot runner systems?
The primary issues are runner leakage and material degradation by heat. Runner leakage is usually the result of incorrect assembly or thermal expansion calculations, causing damage to the mold. When the material stays for a long time in hot runner it may break down, forming black spots. You should pick a trustworthy manufacturer (Husky INCOE e.g), and having accurate temperature control as well is vital.
Q5: How does JS Precision help shorten injection molding cycle time?
By minimizing runner size and gate geometry to lower injection pressure, and utilizing flow analysis to precisely establish the minimum cooldown of the parts, JS Precision can reduce the molding cycle time without compromising the quality. If you upload your drawings, JS Precision will get back to you very quickly with a quote.
Q6: Can JS Precision create proper gate design for materials with very high fill content (e.g. 50% glass-fill)?
Of course. Employing a big gate decreases shear rate prevents glass fiber breakage. The gate placement is such that it does no direct impact to the core or thin - walled regions preventing warpage by uneven fiber orientation.
Q7: What is Gate and Runner DFM service process at JS Precision usually?
The service includes:
Customer delivers a 3D model + material/production requirements.
Engineers run flow analysis.
DFM report is issued, with gate location, runner layout, dimensions, and risk analysis.
The technical review confirms the solution.
The final design optimization and mold manufacturing commence.
Q8: What is the way to obtain a tailored quote or presentation from JS Precision for a particular this project?
Send your 3D drawings, the type of materials you want to use, and the anticipated number of annual production. JS Precision's team will give you the technical and commercial proposal, and a DFM analysis, a mold cost analysis, and a molding trial plan within one business day.
Riepilogo
Gates and runners are integral parts of a part that affect its final characteristics, as well as production costs and project schedules. A whole series of decisions, ranging from the gate type, runner balance, and the use of cold-hot runner system, need an engineering know-how and are backed by some data. JS Precision offers gate and runner DFM service that offers a professional level of support at your gate and runner DFM decision.
Contact JS Precision's engineering team immediately to provide professional gate and runner DFM services for your project with our DFM experience and CAE technology. Submit your design documents and receive a free DFM evaluation report with deep engineering value, taking the first step towards efficient and high-quality injection molding production.
Esonero di responsabilità
I contenuti di questa pagina sono solo a scopo informativo. Per JS Precision Services, non ci sono dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, completezza o validità delle informazioni. È responsabilità dell'acquirente identificare i requisiti tecnici specifici e richiedere un preventivo formale per le parti. Vi preghiamo di contattarci per ulteriori informazioni.
Team JS Precision
Soluzioni di produzione personalizzate. Con oltre 15 anni di esperienza al servizio di più di 1.000 clienti, siamo specializzati nella lavorazione CNC, fabbricazione di lamiere, 3D stampa, stampaggio a iniezione e stampaggio di metalli. Avendo consegnato con successo oltre 300.000 parti di precisione, manteniamo un tasso di consegna puntuale del 99,2% per tutti i progetti personalizzati.
La nostra struttura è dotata di oltre 100 centri di lavoro a 5 assi all'avanguardia ed è certificata ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti B2B in 150 paesi. Che tu abbia bisogno di prototipi in piccoli volumi o di personalizzazione su larga scala, supportiamo il tuo progetto con tempi di consegna fino a 24 ore. Scegli JS Precision per efficienza, qualità e professionalità senza precedenti.
Per saperne di più o inviare la tua richiesta di offerta, visita il nostro sito web: www.cncprotolabs.com