Serviços de design de ferramentas de moldagem por injeção: um guia para Gate & Runner DFM
Escrito por
Precisão JS
Publicado
Jul 16 2026
Ferramentas de Moldagem por Injeção
Siga-nos
As verificações do
serviço DFM da porta e do canal verificam se o plástico derretido flui corretamente em direção a todas as cavidades e se a queda de pressão é mínima, a distribuição de temperatura é boa e o desperdício de material é mantido baixo.
Um portão ou corredor projetado incorretamente pode causar flash, tiros curtos, marcas de afundamento, linhas de solda, bem como um aumento de 30% ou mais nos custos de teste. Como engenheiro ou profissional de fabricação, este manual de referência pode ajudá-lo a compreender completamente os aspectos técnicos e práticos do projeto e otimização de portões e corrediças.
Referência rápida do serviço Gate and Runner DFM
Módulo
Conclusão da engenharia principal
Design de portão
A posição do portão determina a localização da linha de solda, o tamanho afeta o calor de cisalhamento e o empacotamento. Calcule a espessura mínima da parede com base na taxa de fluxo.
Sistema de execução
O corredor completo tem a menor perda de pressão por unidade de comprimento. O balanceamento do corredor garante a consistência de múltiplas cavidades.
Câmara fria versus câmara quente
A câmara fria é simples, de baixo custo e adequada para pequenos lotes. A câmara quente elimina o desperdício de canal de entrada, ideal para peças de precisão de alto volume, mas com maior manutenção.
Serviço DFM
O Professional DFM usa análise de fluxo de molde para prever e otimizar esquemas de comporta/corredor antes de cortar aço, reduzindo o ciclo de desenvolvimento em 20% a 30%.
Principais descobertas
A localização e o tamanho da comporta influenciam a qualidade do preenchimento e a beleza final da peça plástica. As portas para moldagem por injeção devem ser projetadas conforme a reologia do material.
O projeto do corredor visa fluxo uniforme e perdas mínimas que, por sua vez, serão muito significativas para o tempo de ciclo e custos de material.
A decisão adequada de empregar uma câmara fria ou uma câmara quente é uma etapa essencial da introdução do produto, que depende, entre outras coisas, também do volume de produção, das características do material, do custo do molde e das considerações de manutenção, e é necessária uma análise do custo do ciclo de vida (TCO).
Por que confiar na JS Precision para serviços de design de moldes de injeção?
Com base nos mais de 15 anos de experiência em engenharia da equipe de projeto de moldes de injeção, a verdade é que um bom parceiro para serviços de projeto de moldes de injeção deve ter três capacidades verificáveis de ciclo fechado: seleção de portas, balanceamento de canais e análise de fluxo de moldes.
Quando começamos a realizar a montagem do motor para um drone feito com PEEK, inicialmente o projeto do molde terminava a fase de preenchimento a uma pressão de 120 MPa, ou seja, 30% mais do que o limite permitido para esse material - isso mostra que o projeto baseado na experiência por si só não pode ser bem-sucedido para moldar plásticos de engenharia de alto desempenho.
A norma ISO 9001:2015 é bastante específica sobre isso, ela diz que tanto no projeto do molde de injeção quanto nos estágios de produção, é necessário um mecanismo de registro de parâmetros identificáveis.
Portanto, nossa abordagem ao DFM inclui uma revisão em três etapas (análise preliminar dos parâmetros de projeto, execução da simulação do fluxo do molde e confirmação por meio de moldes de teste), garantindo assim que cada decisão da porta e do corredor possa ser rastreada e seguida.
Neste caso, convertemos de porta de borda única paracâmara quente + porta de pino, e a queda de pressão foi de 120MPa para 85MPa. Com isso, não apenas eliminamos o problema do disparo curto, mas também reduzimos o tempo total do ciclo de moldagem de 25 s para 18 s. Nossa forma de seleção de gate/runner e balanceamento de fluxo foi incorporada ao banco de dados de mais de 200 projetos DFM de gate e runner da JS Precision.
Baixe o Guia de design DFM de porta e canal para dominar a seleção de porta, balanceamento de canal e métodos de análise de TCO e avalie antecipadamente a viabilidade do seu serviço de projeto de molde de injeção.
O que é o serviço Gate and Runner DFM em moldagem por injeção?
O serviço DFM de portão e corredor é um serviço de engenharia que otimiza sistematicamente a posição, o tipo e a rede de corredor do portão analisando o comportamento do fluxo de plástico durante a fase de projeto do molde O objetivo é garantir um produto de alta qualidade, um ciclo de produção mais rápido e uma fabricação menor custo.
Serviço principal: do modelo 3D à solução de otimização
Importação de análise de fluxo de molde:
Com base no modelo 3D de um produto, a JS Precision conta com o Moldflow para simular o resfriamento de retenção de enchimento e os estágios de empenamento de uma peça para que possíveis problemas como desequilíbrios de enchimento, aprisionamento de ar ou concentrações de pressão possam ser detectados em uma fase inicial. Esta é a tecnologia central do serviço DFM de portão e corredor.
Plano de modificação que pode ser executado sem hesitação:
O aspecto mais importante do serviço é fornecer planos de melhoria claros que possam ser implementados rapidamente, como mudar a posição da comporta do lado A para o lado B para remover defeitos de superfície ou variar o tamanho do canal para equalizar a taxa de preenchimento em diferentes cavidades.
Fornecimento de solução de otimização 3D:
Fornecer a solução 3D de otimização de portas e canais permitirá que os clientes as apliquem diretamente na fabricação de moldes e economizará os custos de reparo de moldes e perda de tempo, que são comuns em métodos de tentativa e erro.
Características Sistemáticas da Engenharia
Integração Disciplinar: O serviço de projeto de moldes de injeção é muito mais do que um mero exercício de desenho. É, na verdade, um problema de engenharia complexo que integra conhecimentos de dinâmica de polímeros e comportamento térmico, bem como habilidades de processamento de moldes.
Envolvimento em todo o processo: o serviço DFM da JS Precision abrange toda a cadeia, desde a análise das propriedades do fluxo de material até a estimativa da eficiência do resfriamento do molde, fornecendo assim suporte completo de dados em todas as etapas.
Figura 1: Cavidade do molde de injeção de precisão com planta CAD.
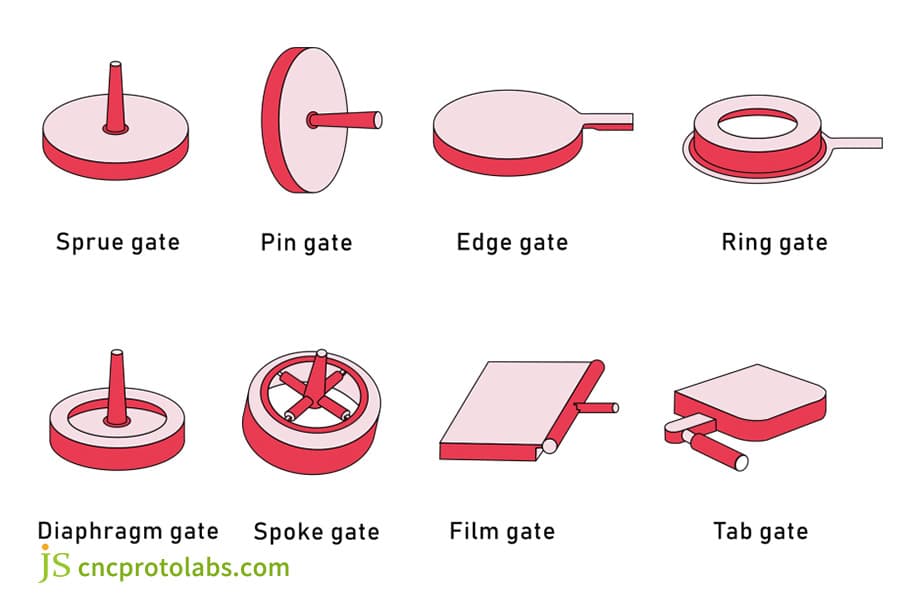
Quais são os tipos de portas comuns na moldagem por injeção e como selecioná-los?
A chave para moldagem por injeção de projeto de porta está na seleção do tipo de porta correto, equilibrando a qualidade da peça, a aparência e os custos de fabricação. Cada portão tem seus cenários de aplicação específicos e limitações de engenharia.
Tabela de comparação de tipos de portas comuns
Tipo de portão
Cenário de aplicação
Vantagens
Limitações
Portão de borda
Peças semelhantes a placas planas
Fácil de usinar e remover, baixo custo
Marca de portão visível
Portão Submarino
Partes de aparência
Degatação automática; pequena marca de portão
Usinagem mais complexa
Portão preciso
Peças de parede fina
Marca mínima do portão
Requer molde de três placas; custo mais alto
Fan/Filme Gate
Peças grandes com paredes finas ou sujeitas a deformação
Frente de enchimento ampla, reduz o estresse e a deformação
Área de portão maior
Porta de diafragma/anel
Peças cilíndricas ou simétricas
Garante concentricidade e preenchimento uniforme
Limitado a formas redondas
Dicas e sugestões de seleção de engenharia
Ajuste do material: Para manter as propriedades mecânicas se as fibras quebrarem quando fibras de vidro forem usadas, altas forças de cisalhamento devem ser evitadas minimizando o uso de portas pontiagudas. Por esse motivo, os portões pontuais não são adequados para materiais reforçados com fibra de vidro.
Suporte de simulação: Com base no resultado da simulação de fluxo, o engenheiro da JS Precision dará sugestões sobre o melhor tipo, localização e tamanho de portão. Um serviço de ferramentas de molde personalizado é supostamente aquele que oferece a seleção de portas como uma competência essencial para alcançar um sucesso de primeira linha em testes de moldes.
Figura 2: Ilustração de vários tipos de portas de moldagem por injeção.
Como projetar um sistema de canal para enchimento balanceado e perda mínima de pressão?
O projeto do sistema de canal deve garantir que o fundido preencha todas as cavidades simultaneamente,na mesma velocidade e sob a mesma pressão. Alcançar o equilíbrio natural ou equilíbrio de pressão no sistema do corredor através da computação é sua principal característica.
Seleção do formato do corredor
Corredor circular: tem a menor proporção de área por volume o que resulta em menor perda de pressão, mas exige usinagem em ambas as superfícies de partição e mais tempo e custo serão envolvidos.
Um canal trapezoidal: Muitas vezes é usinado em apenas uma superfície de partição, por isso reduz o preço e é muito usado. A eficácia é cerca de 0,85 vezes maior que a do corredor circular.
Determinação do tamanho do corredor
Se o diâmetro do canal for muito pequeno, a perda de pressão será enorme e será difícil de preencher; se for muito grande, levará a mais tempo de resfriamento e maiores custos de reciclagem de material. Em geral, o diâmetro do canal D pode ser obtido aproximadamente com a ajuda da fórmula: D=0,2×√A, onde A = a espessura da parede (mm) o comprimento do fluxo.
As especificações da nossa empresa recomendam que o diâmetro do canal principal para uma fluidez moderada do ABS esteja entre φ6-φ10mm. O projeto do sistema de canal precisa ser tão preciso e detalhado que uma combinação entre a viscosidade do material e a velocidade com que um molde pode esfriar sejam consideradas completamente.
Equilíbrio do corredor baseado na pressão e na natureza
Balanceamento do corredor baseado na natureza: caminhos iguais do corredor para cada cavidade podem ser alcançados pelo layout simétrico do corredor, o que proporcionará um equilíbrio natural e é a maneira preferida de fazer isso, pois não há necessidade de calcular mais nada.
Balanceamento do corredor baseado em pressão: Se o arranjo da cavidade for prejudicado devido aos limites de tamanho do molde, a queda de pressão é mantida ajustando o diâmetro do ramo do corredor para que o enchimento permaneça igual. A capacidade de balanceamento do corredor do nosso serviço de projeto de molde DFM determina a qualidade das peças produzidas por um molde com múltiplas cavidades.
Molde de câmara fria versus câmara quente: qual escolher com base no custo e no desempenho?
A seleção de molde de câmara fria versus molde de câmara quente deve ser baseada na análise financeira quantitativa do volume de produção anual, custo de material e ciclo de moldagem por injeção das peças, em vez de confiar na intuição.
Principais recursos do sistema Cold Runner:
O canal principal mais os canais ramificados, que são sistemas de canais frios, são ejetados como restos das peças que os acompanham. Os benefícios incluem um design de molde simples, baixo gasto de capital e rápida troca de cores. O desperdício de material é uma grande desvantagem aqui. Se o plástico for reciclado, isso poderá ter um efeito grave no produto. A outra desvantagem é que o resfriamento é mais longo.
Principais propriedades dos sistemas de câmara quente:
As câmaras quentes são mantidas em um estado quente dentro da câmara através de coletores aquecidos e bicos dos sistemas de câmara quente. Os benefícios desses sistemas são que nenhuma sucata de rotor é gerada, os ciclos de moldagem são muito mais curtos e há pouca perda de pressão. As desvantagens dos sistemas envolvem moldes mais altos (1,5-3 mais altos) que os sistemas de câmara fria, manutenção sofisticada e possibilidade de decomposição do material.
Matriz de decisão: análise de TCO com base no volume anual
Volume Anual
Sistema recomendado
Custo inicial do molde ($)
Custo por peça ($)
Período de retorno
<10.000
Câmara fria
8.000
1,20
-
10.000-50.000
Câmara fria
8.000
0,85
-
50.000-100.000
Câmara Quente
20.000
0,42
18 meses
>100.000
Câmara Quente
20.000
0,28
12 meses
Quando se trata de pedidos de pequenos volumes com produção anual inferior a 10.000 unidades, os moldes de câmara fria geralmente são a opção mais econômica.
Mas, trabalhos de grande volume com produção anual de mais de 100.000 unidades podem se beneficiar dos sistemas de câmara quente porque a economia de material e os tempos de ciclo reduzidos podem eventualmente compensar os altos custos.
A JS Precision é capaz de fornecer relatórios de análise de TCO a seus clientes para ajudá-los a decidir se vale a pena investir em ferramentas de molde de injeção. A vida útil do molde e as despesas de manutenção são dois dos principais fatores a serem levados em consideração ao decidir entre o molde de câmara fria e o molde de câmara quente.
Entre em contato com nosso engenheiro para obter um cálculo de TCO gratuito para seu projeto e obter um relatório de comparação de molde de câmara fria versus molde de câmara quente.
Figura 3: Moldes empilhados de canais frios e quentes.
Como o design da porta e do canal afeta diretamente a qualidade das peças moldadas por injeção?
Defeitos de moldagem por injeção são causados pelo projeto incorreto do sistema de comporta e canal no molde. Quase 70% dos defeitos de injeção mais comuns - disparos curtos, marcas de afundamento, linhas de solda e rebarbas - ocorrerão se as comportas e os corredores não forem projetados corretamente.
Defeitos Comuns e suas Causas
Tiro curto: corredor muito pequeno ou portão muito pequeno. A resistência ao fluxo será muito alta e o fundido não preencherá completamente a cavidade. Uma maneira de resolver isso é aumentar o tamanho do corredor/portão ou aumentar o número de portões.
Marcas de afundamento: Portão muito pequeno ou mal posicionado resultará emfalta de pressão de retenção. Uma solução é aumentar o tamanho da comporta para prolongar o tempo de congelamento da comporta e fornecer um canal de pressão de retenção por mais tempo.
Linhas de solda: Várias entradas ou peças de inserção são razões para dois fluxos de materiais se tornarem um novamente. A solução é otimizar as posições dos portões usando a análise do fluxo do molde para que as linhas de solda sejam deslocadas para peças internas ou áreas sem tensão e as linhas de solda superficiais desapareçam.
Flash: A distribuição desigual do canal causará maior pressão local e, portanto, a linha divisória poderá quebrar. A cura é a otimização do projeto do canal e menor pressão de injeção.
Suporte de dados:
Com a ajuda da otimização DFM da JS Precision, diminuímos o comprimento da linha de solda de uma peça interna automotiva de 25 mm para pouco menos de 5 mm, movendo-a para uma peça não externa, e diminuímos a taxa de refugo de 8% para 1,2%. A importância do Gate and runner DFM está em transformar os custos da tentativa-erro no poder da engenharia. O serviço de projeto de molde de injeção correto eliminará a maioria dos defeitos por meio de um projeto de molde bem planejado.
Faça upload de seus desenhos 3D para obter um relatório gratuito de otimização e previsão de defeitos de serviço DFM de portão e corredor.
Figura 4: Peças plásticas vermelhas no sistema de canal de moldagem por injeção.
Estudo de caso JS Precision DFM: Otimização de porta e corredor de montagem em motor de drone PEEK de parede fina
O fabricante de um drone enfrentou uma demanda para fabricar o suporte do motor PEEK com espessura de parede de apenas 0,6 mm. A moldagem experimental mostrou que havia planos curtos e preenchimentos incompletos acontecendo repetidas vezes. Além disso, o posicionamento do portão não era bom, resultando em linhas de solda visíveis na área da janela, o que enfraqueceu a estrutura.
Desafios do cliente e causas raízes
Desafio: O requisito do cliente era que o suporte do motor PEEK tivesse 0,6 mm de espessura de parede. O projeto preliminar contou com uma comporta de borda, o que causou uma pressão final de enchimento de até 120 MPa , que foi mais de 30% superior ao valor recomendado para esse material.
Causas: A localização da comporta não estava perto da área de paredes finas e a distância do fluxo de fusão era muito longa, resultando em perda de pressão. a comporta única não conseguia espalhar o material para cobrir grandes áreas da região de paredes finas.
Solução de precisão JS
Análise de fluxo do molde para validação: A validação do fluxo de molde do projeto original do cliente revelou pressões finais de enchimento muito altas e justificou que a alteração do projeto é necessária.
Planejar opções e decidir: A primeira opção, Esquema A, era introduzir uma comporta em leque paraaumentar a área da seção transversal de enchimento. A segunda opção, Esquema B, era mudar para câmara quente + porta pin-point e também otimizar a liberação da cavidade.
Decisões de engenharia: O requisito de alta resistência e a aparência da peça orientaram a escolha do Esquema B. A localização da comporta foi movida da parede lateral para uma superfície cilíndrica interna não estrutural de suporte de carga, e um poço frio com uma profundidade de 1,5 vezes o diâmetro do canal foi adicionado à extremidade do canal. A execução bem-sucedida deste serviço de ferramentas de molde personalizado foi possível devido ao manuseio preciso dos detalhes das ferramentas de molde de injeção.
Lições aprendidas:
Logo após a introdução do novo esquema de moldagem a equipe enfrentava regularmente um problema: uma porta única ficava entupida a cada execução. A análise mostrou que a causa raiz era o aquecimento instável da serpentina do bocal da câmara quente, que por sua vez estava causando variação de temperatura na região da porta. A solução acabou sendo substituir o cartão de controle de temperatura por um de maior precisão e então ajustar com precisão o ponto de ajuste de 370°C a 375±1°C, o que foi suficiente para que o problema de entupimento fosse totalmente eliminado.
ISO 20457:2018, o padrão internacional sobre tolerâncias para moldagens de plástico, diz explicitamente: As tolerâncias dimensionais de peças moldadas por injeção de precisão de paredes finas devem ser indicadas em seções como os requisitos funcionais, e a compensação de encolhimento na área do portão deve ser calculada separadamente.
Para cumprir esses padrões, reduzimos a variação dimensional da região da nossa comporta para ±0,02 mm durante o período de teste de moldagem do projeto de montagem do motor PEEK como medida para garantir a precisão do encaixe da peça na montagem.
Resultados Finais
Pressão de enchimento: 120MPa → 85MPa (-30%)
Problema de curto-circuito: completamente resolvido, as linhas de solda desapareceram
Ciclo de moldagem: 25 segundos → 18 segundos (-28%)
Resistência da peça: atende aos requisitos de teste de queda
Feedback do cliente: a análise DFM da JS Precision nos permitiu identificar o problema antes da abertura do molde, evitando pelo menos dois retrabalhos experimentais de moldagem.
Para obter soluções de otimização DFM e relatórios de teste de moldagem para peças semelhantes de paredes finas, carregue seus desenhos no JS Precision e receba uma avaliação gratuita e uma cotação de serviço de ferramentas de molde personalizadas em até 24 horas.
Principais parâmetros de engenharia e lista de verificação DFM para projeto de canal e canal de molde de injeção
Ao projetar um molde que permita a fabricação mais eficiente, é importante garantir que a qualidade do serviço de design de molde DFM não seja comprometida pela validação de certos parâmetros quantitativos. A lista abaixo deve ser vista como o requisito mínimo para sendo aprovado em uma revisão técnica.
Itens obrigatórios da lista de verificação relacionados ao portão e ao corredor do DFM
Verificação da taxa de fluxo: No local da parede mais distante, o comprimento do fluxo de material fundido da comporta até o ponto mais distante dividido pela espessura da parede naquele ponto deve ser menor que a taxa de fluxo permitida do material. A taxa de fluxo para PC não deve ser superior a 100:1.
Taxa de cisalhamento: A taxa de cisalhamento no canal e na porta deve ser limitada dentro da faixa permitida do material (geralmente < 40.000 lb/s). Taxas de cisalhamento muito altas podem resultar na degradação da cadeia molecular. O relatório de análise JS Precision indicará claramente esse número.
Tempo de congelamento da comporta: O tempo de congelamento da comporta deve ser maior que o tempo de retenção, para garantir que o material esteja suficientemente encolhido para o preenchimento da cavidade. Se o tempo de congelamento não for suficiente para manter a pressão a cavidade irá falhar devido ao encolhimento e ao enchimento imediato.
Aquecimento por cisalhamento: Um aumento na temperatura causado por uma alta taxa de cisalhamento do fundido não deve não ser superior a 80% da temperatura de decomposição do material, porque a degradação do material ocorrerá levando à presença de manchas pretas ou bolhas.
Projeto de poço de slug frio: O poço de slug frio na extremidade do canal principal deve ter seu comprimento igual ou maior que 1,50 vezes o diâmetro do canal principal e ser equipado com um dispositivo antiaderente. Uma lesma fria captura bem o primeiro produto fundido em baixa temperatura para evitar que ele entre na cavidade e afete a qualidade do produto.
A lista de verificação DFM para o projeto da porta de uma ferramenta de moldagem por injeção é um elemento-chave que determina a qualidade de um molde projetado.
Como avaliar um provedor de serviços profissional de Gate and Runner DFM como o JS Precision?
O valor de um fornecedor profissional de serviços de ferramentas de moldes personalizados reside não apenas na realidade, eles fabricam moldes, mas também no grande valor que eles trazem ao fornecer serviços de design que agregam valor durante todo o ciclo de vida de o desenvolvimento do seu produto.
Indicadores concretos para avaliar as capacidades de DFM do fornecedor
Ferramentas e experiência CAE:
Quais recursos de software de análise de fluxo de molde o fornecedor realmente possui? Moldflow ou Moldex3D, por exemplo, e quanto à experiência em análise de fluxo de moldes? A JS Precision possui uma licença real do Autodesk Moldflow e realizou mais de 500 projetos de análise de fluxo de moldes.
Capacidades de relatórios baseados em dados:
O relatório DFM fornecido tem um conjunto detalhado de resultados como resfriamento por pressão de enchimento e empenamento, além de dados quantitativos de otimização? Um bom relatório deve incluir, por exemplo, informações sobre taxa de cisalhamento, tempo de congelamento e queda de pressão.
Identificação proativa de problemas e suas resoluções:
A organização é capaz de prever riscos potenciais no projeto no estágio inicial (como, por exemplo, poços de escória fria insuficientes ou falha na câmara quente) e, por meio de dados, sugerir uma medida corretiva?
Insight desarticulado:
O fornecedor pode fornecer algumas dicas sobre os problemas que afetaram seus outros projetos e as lições que aprenderam, o que mostra que eles realmente podem fazer isso sozinhos? A solução da JS Precision para um problema de entupimento de portão ocorrido no projeto de montagem de motor PEEK é um bom exemplo dessa capacidade.
Diferenciadores da precisão JS:
Serviço DFM que abrange todo o processo: Além de um relatório de análise, oferece conhecimento técnico desde a escolha da resina até o teste de moldagem do produto real.
Banco de dados de modo de falha: A empresa coletou mais de 300 casos de falha relacionados a portões e corredores. Esse inventário ajuda a detectar precocemente os riscos potenciais de uma fase de concepção do projeto. Um caso de verificação automática do sistema é a correspondência de potência da bobina de aquecimento do bico da câmara quente para evitar o bloqueio da porta causado por mudanças de temperatura.
Capacidade de análise de TCO: Através da análise de variáveis como produção anual, custos de materiais e tempo de ciclo, a empresa fornecerá uma comparação de TCO do molde de câmara fria versus molde de câmara quente, permitindo que os clientes entendam a escolha ideal com a decisão de investimento.
Envie seus arquivos STEP/IGS agora para receber um diagnóstico DFM rápido de 24 horas e uma cotação de personalização da JS Precision e iniciar seu projeto de serviço de design de molde de injeção.
Perguntas frequentes
Q1: Por que a localização da comporta é uma consideração crítica no projeto da comporta para peças moldadas por injeção de parede fina?
As peças de paredes finas são resistentes ao fluxo de fusão e esfriam rapidamente. Um portão mal localizado quase resultará em tiros curtos ou enchimento com pressão muito alta. A comporta deve ser colocada onde o material é mais espesso para permitir que o material fundido seja preenchido suavemente e um canal de pressão também deve fazer parte do projeto.
Q2: O que é o equilíbrio do canal e o que o torna tão crucial para moldes com múltiplas cavidades?
This is where you have a runner balance, meaning that when the melt is introduced, it should fill all cavities at the same time and equally. If this is not the case you will get some cavities under pressurized (burrs, oversized) while other cavities being underfilled (shrinkage marks, low strength) directly affecting the uniformity of the parts.
Q3: Is it okay to use regrind coming from cold runner systems at 100%?
You cannot use 100% regrind material. The polymer chains might break up after going through one thermal cycle, which alters the mechanical properties. The best practice is to not use more than 20%-30% regrind. JS Precision will be able to advise on a suitable ratio based on the particular requirements of you product.
Q4: What are the major drawbacks of hot runner systems?
The primary issues are runner leakage and material degradation by heat. Runner leakage is usually the result of incorrect assembly or thermal expansion calculations, causing damage to the mold. When the material stays for a long time in hot runner it may break down, forming black spots. You should pick a trustworthy manufacturer (Husky INCOE e.g), and having accurate temperature control as well is vital.
Q5: How does JS Precision help shorten injection molding cycle time?
By minimizing runner size and gate geometry to lower injection pressure, and utilizing flow analysis to precisely establish the minimum cooldown of the parts, JS Precision can reduce the molding cycle time without compromising the quality. If you upload your drawings, JS Precision will get back to you very quickly with a quote.
Q6: Can JS Precision create proper gate design for materials with very high fill content (e.g. 50% glass-fill)?
Of course. Employing a big gate decreases shear rate prevents glass fiber breakage. The gate placement is such that it does no direct impact to the core or thin - walled regions preventing warpage by uneven fiber orientation.
Q7: What is Gate and Runner DFM service process at JS Precision usually?
The service includes:
Customer delivers a 3D model + material/production requirements.
Engineers run flow analysis.
DFM report is issued, with gate location, runner layout, dimensions, and risk analysis.
The technical review confirms the solution.
The final design optimization and mold manufacturing commence.
Q8: What is the way to obtain a tailored quote or presentation from JS Precision for a particular this project?
Send your 3D drawings, the type of materials you want to use, and the anticipated number of annual production. JS Precision's team will give you the technical and commercial proposal, and a DFM analysis, a mold cost analysis, and a molding trial plan within one business day.
Summary
Gates and runners are integral parts of a part that affect its final characteristics, as well as production costs and project schedules. A whole series of decisions, ranging from the gate type, runner balance, and the use of cold-hot runner system, need an engineering know-how and are backed by some data. JS Precision offers gate and runner DFM service that offers a professional level of support at your gate and runner DFM decision.
Contact JS Precision's engineering team immediately to provide professional gate and runner DFM services for your project with our DFM experience and CAE technology. Submit your design documents and receive a free DFM evaluation report with deep engineering value, taking the first step towards efficient and high-quality injection molding production.
Disclaimer
The contents of this page are for informational purposes only. For JS Precision Services, there are no representations or warranties, express or implied, as to the accuracy, completeness, or validity of the information. It is the buyer's responsibility to identify specific technical requirements and request a formal parts quotation. Please contact us for more information.
JS Precision Team
Custom manufacturing solutions. With over 15 years of experience serving more than 1,000 customers, we specialize in high-precision CNC machining, sheet metal fabrication, 3D printing, injection molding, and metal stamping. Having successfully delivered over 300,000 precision parts, we maintain a 99.2% on-time delivery rate across all custom projects.
Our facility is equipped with over 100 state-of-the-art 5-axis machining centers and is ISO 9001:2015 certified. We deliver fast, efficient, and high-quality manufacturing solutions to B2B clients across 150 countries. Whether you require low-volume prototyping or large-scale customization, we support your project with lead times as short as 24 hours. Choose JS Precision for unparalleled efficiency, quality, and professionalism.
Especialista em prototipagem rápida e fabricação rápida
Especializada em usinagem cnc, impressão 3D, fundição de uretano, ferramentas rápidas, moldagem por injeção, fundição de metal, chapa metálica e extrusão.