Услуги по проектированию инструментов для литья под давлением: Руководство по Gate & Runner DFM
Написал
JS Точность
Опубликовано
Jul 16 2026
Инструменты для литья под давлением
Следуйте за нами
Проверки DFM для ворот и направляющих подтверждают, что расплавленный пластик правильно течет ко всем полостям, что перепад давления минимален, распределение температуры хорошее, а потери материала остаются низкими.
Неправильно спроектированные ворота или направляющая могут привести к засветам, коротким выстрелам, вмятинам, линиям сварки, а также к увеличению стоимости испытаний на 30 % и более. Это справочное руководство поможет вам как инженеру или производственному специалисту полностью понять технические и практические аспекты проектирования и оптимизации ворот и направляющих.
Краткое руководство по сервису Gate and Runner DFM
<голова>
Модуль
Основное инженерное заключение
<тело>
Дизайн ворот
Положение литника определяет расположение линии сварки, размер влияет на теплоту сдвига и уплотнение. Рассчитайте минимальную толщину стенки на основе коэффициента расхода.
Система направляющих
Полнокруглая направляющая имеет наименьшую потерю давления на единицу длины. Балансировка литников обеспечивает согласованность работы нескольких полостей.
Холодный или горячий бегун
Холодноканальная система проста, недорога и подходит для небольших партий. Горячий канал исключает отходы литников и идеально подходит для изготовления прецизионных деталей большого объема, но требует более длительного обслуживания.
Сервис DFM
Профессиональный DFM использует анализ текучести пресс-формы для прогнозирования и оптимизации схем ворот/литников перед резкой стали, сокращая цикл разработки на 20–30 %.
Основные выводы
<ул>
Расположение и размер литника влияют на качество заполнения и конечный вид пластмассовой детали. Ворота для литья под давлением должны быть спроектированы с учетом реологии материала.
Конструкция литников направлена на обеспечение равномерного потока и минимальных потерь, что, в свою очередь, будет очень важно для времени цикла и материальных затрат.
Правильное решение о том, использовать ли холодноканальную или горячеканальную систему, является важным этапом внедрения продукта, который зависит, среди прочего, также от объемного производства, характеристик материала, стоимости пресс-формы и условий обслуживания, а также необходим анализ стоимости жизненного цикла (TCO).
Почему стоит доверять JS Precision при проектировании литьевых форм?
Более чем 15-летний опыт работы команды разработчиков пресс-форм для литья под давлением показывает, что настоящий хороший партнер в области проектирования пресс-форм для литья под давлением должен обладать тремя проверяемыми функциями замкнутого цикла: выбором литников, балансировкой бегунов и анализом потока пресс-формы.
Когда мы начали реализовывать крепление двигателя для дрона, изготовленное из PEEK, изначально при проектировании пресс-формы фаза заполнения заканчивалась при давлении 120 МПа, т.е. на 30 % больше допустимого предела для этого материала – это показывает, что проектирование, основанное на опыте, само по себе не может быть успешным для формования высокопроизводительных инженерных пластиков.
<блок-цитата>
Норма ISO 9001:2015 довольно конкретна в этом отношении: в ней говорится, что как на этапе проектирования литьевой формы, так и на этапе производства необходим идентифицируемый механизм регистрации параметров.
Итак, наш подход к DFM включает трехэтапную проверку (предварительный анализ параметров конструкции, выполнение моделирования течения формы и подтверждение с помощью пробных форм), тем самым гарантируя, что каждое решение по воротам и направляющим можно отслеживать и соблюдать.
В данном случае мы перешли от однокромочного шиберного затвора к горячемканальному каналу + штифтовому затвору, и падение давления составило со 120 МПа до 85 МПа. Благодаря этому мы не только устранили проблему короткого замыкания, но и сократили общее время цикла формования с 25 до 18 с. Наш способ выбора ворот/литников и балансировки потока был включен в базу данных JS Precision, состоящую из более чем 200 проектов ворот и литников DFM.
Загрузите Руководство по проектированию литников и литников DFM, чтобы освоить методы выбора литников, балансировки литников и анализа совокупной стоимости владения, а также заранее оценить осуществимость ваших услуг по проектированию пресс-форм для литья под давлением.
Что такое служба DFM Gate and Runner при литье под давлением?
Сервис DFM для ворот и направляющих — это инженерная услуга, которая систематически оптимизирует положение, тип и сеть направляющих ворот путем анализа поведения потока пластика на этапе проектирования пресс-формы. Цель — обеспечить высокое качество продукции, ускорить производственный цикл и снизить затраты на производство. стоимость.
Основная услуга: от 3D-модели к решению по оптимизации
<ул>
Импорт анализа текучести пресс-формы:
Основываясь на 3D-модели продукта, JS Precision использует Moldflow для имитации наполнения, выдерживания охлаждения и стадий коробления детали, чтобы потенциальные проблемы, такие как дисбаланс наполнения, воздушные ловушки или концентрации давления, можно было выявить на ранней стадии. Это основная технология службы DFM для ворот и направляющих.
<ул>
План модификации, который можно реализовать без колебаний:
Самым важным аспектом услуги является предоставление четких планов улучшений, которые можно быстро реализовать, например изменение положения литника со стороны A на сторону B для устранения дефектов поверхности или изменение размера направляющих для выравнивания скорости заполнения различных полостей.
<ул>
Решение по 3D-оптимизации:
Предоставление 3D-решения для оптимизации ворот и направляющих позволит клиентам напрямую применять их при производстве пресс-форм и сэкономит затраты на ремонт пресс-форм и потери времени, которые часто возникают при использовании методов проб и ошибок.
Систематические характеристики техники
<ол>
Дисциплинарная интеграция. Услуги по проектированию пресс-форм для литья под давлением — это гораздо больше, чем просто упражнение по рисованию. По сути, это сложная инженерная задача, объединяющая знания о динамике полимеров и термическом поведении, а также навыки обработки пресс-форм.
Участие всего процесса: Услуга DFM JS Precision охватывает всю цепочку от анализа свойств потока материала до оценки эффективности охлаждения пресс-формы, тем самым обеспечивая полную поддержку данных на всех этапах.
Рис. 1. Полость прецизионной литьевой формы с чертежом САПР.
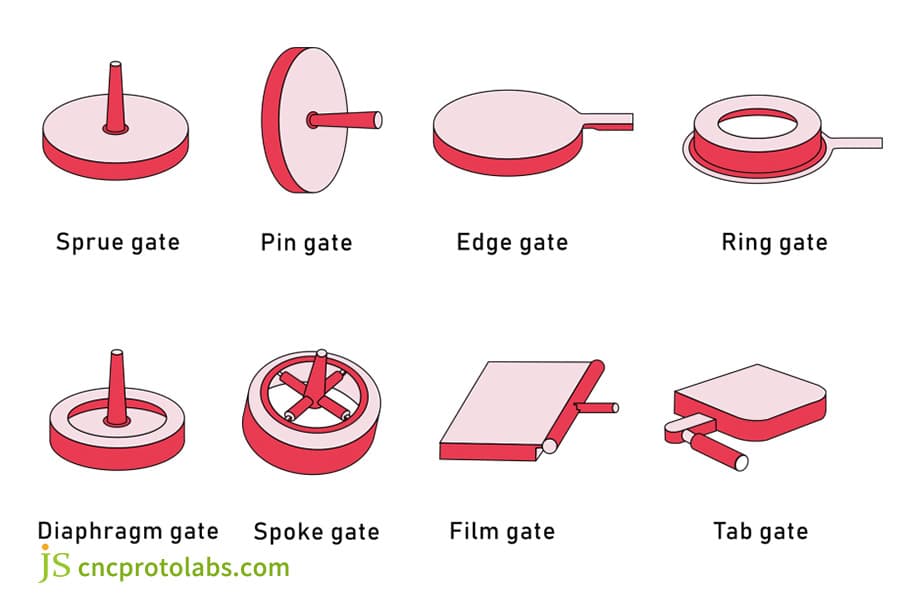
Каковы распространенные типы литников при литье под давлением и как их выбирать?
Ключ к литью конструкции ворот под давлением заключается в выборе правильного типа ворот, соблюдении баланса качества детали, внешнего вида и производственных затрат. Каждые ворота имеют свои особые сценарии применения и технические ограничения.
Таблица сравнения типов ворот
<голова>
<тр>
Тип ворот
Сценарий применения
Преимущества
Ограничения
<тело>
<тр>
Крайние ворота
Плоские пластинчатые детали
Легко обрабатывать и снимать, низкая стоимость
Видимый знак ворот
<тр>
Ворота подводной лодки
Части внешнего вида
Автоматическое делегирование; маленький знак ворот
Более сложная обработка
<тр>
Ворота Пин-Пойнт
Тонкостенные детали
Минимальная отметка ворот
Требуется трехпластинчатая форма; более высокая стоимость
<тр>
Ворота вентилятора/пленки
Крупные тонкостенные или склонные к деформации детали
Широкая передняя часть наполнения снижает напряжение и деформацию
Увеличенная площадь ворот
<тр>
Диафрагма/кольцевой затвор
Цилиндрические или симметричные детали
Обеспечивает концентричность и равномерную заливку
Ограничено круглыми формами
Советы и предложения по выбору инженеров
<ол>
Подгонка материала. Чтобы сохранить механические свойства, если волокна рвутся при использовании стекловолокна, следует избегать высоких сдвиговых усилий, сведя к минимуму использование точечных затворов. По этой причине точечные ворота не подходят для материалов, армированных стекловолокном.
Поддержка моделирования: на основе результатов моделирования потока инженер JS Precision предложит лучший тип, расположение и размер ворот. Предположительно, услуга по изготовлению индивидуальных инструментов для пресс-форм предлагает выбор ворот в качестве основной компетенции для достижения первоклассного успеха в испытаниях пресс-форм.
Рис. 2. Иллюстрация различных типов литников для литья под давлением.
Как спроектировать систему направляющих для сбалансированного наполнения и минимальной потери давления?
Конструкция системы направляющих должна гарантировать, что расплав заполняет все полости одновременно, с одинаковой скоростью и под одинаковым давлением. Достижение естественного баланса или баланса давления в беговой системе посредством вычислений является ее главной особенностью.
Выбор формы направляющей
<ул>
Круглый канал: он имеет наименьшее соотношение площади к объему, что приводит к меньшим потерям давления, но требует механической обработки обеих поверхностей разъема, что потребует больше времени и затрат.
Трапециевидная направляющая: ее часто обрабатывают только на одной разделительной поверхности, поэтому она снижает цену и часто используется. Эффективность примерно в 0,85 раза выше, чем у кругового бегуна.
Определение размера направляющей
Если диаметр желоба слишком мал, потеря давления будет огромной, и его будет трудно заполнить, если слишком большой размер, это приведет к увеличению времени охлаждения и более высоким затратам на переработку материала. В общем случае диаметр бегунка D можно приблизительно определить по формуле: D=0,2×√A, где A = толщина стенки (мм) и длина потока.
Спецификация нашей компании рекомендует, чтобы диаметр главной направляющей для умеренной текучести ABS составлял от 6 до 10 мм. Проектирование системы направляющих должно быть настолько точным и детальным, чтобы полностью учитывалось сочетание вязкости материала и скорости остывания формы.
Балансировка бегунов с учетом давления и природы
<ул>
Балансировка направляющих с учетом природных особенностей. Равные пути направляющих для каждой полости могут быть достигнуты за счет симметричного расположения направляющих, что обеспечивает естественную балансировку, и это предпочтительный способ достижения этой цели, поскольку нет необходимости выполнять какие-либо дополнительные расчеты.
Балансировка литников на основе давления. Если расположение полостей затруднено из-за ограничений по размеру формы, падение давления поддерживается за счет регулировки диаметра ветвей рабочего колеса так, чтобы заполнение оставалось одинаковым. Способность балансировки литников, предоставляемая нашей службой проектирования пресс-форм DFM, определяет качество деталей, производимых с помощью пресс-формы с несколькими полостями.
Холодноканальная или горячеканальная форма: какую выбрать по стоимости и производительности?
Выбор формы для холодных и горячеканальных систем должен основываться на количественном финансовом анализе годового объема производства, стоимости материалов и цикла литья под давлением деталей, а не полагаться на интуиция.
Основные характеристики системы холодных литников:
Главная направляющая и ответвленные направляющие, которые представляют собой системы с холодными литниками, выбрасываются как отходы вместе с деталями. Преимущества включают простую конструкцию пресс-формы, низкие капитальные затраты и быструю смену цвета. Большим недостатком здесь является расточительство материала. Если пластик подвергается вторичной переработке, это может серьезно повлиять на продукт. Другим недостатком является то, что охлаждение длится дольше.
Основные свойства горячеканальных систем:
Горячие каналы поддерживаются в горячем состоянии внутри канала через нагреваемые коллекторы и сопла горячеканальных систем. Преимущества этих систем заключаются в том, что не образуется отходов литейной формы, циклы формования становятся намного короче и потери давления невелики. К недостаткам систем относятся более высокая плесень (в 1,5-3 раза выше), чем у холодноканальных систем, сложное обслуживание и возможность разложения материала.
Матрица решений: анализ совокупной стоимости владения на основе годового объема
<голова>
<тр>
Годовой объем
Рекомендуемая система
Первоначальная стоимость формы ($)
Стоимость за деталь ($)
Срок окупаемости
<тело>
<тр>
<10 000
Холодный бегун
8000
1.20
-
<тр>
10 000–50 000
Холодный бегун
8000
0,85
-
<тр>
50 000–100 000
Горячий бегун
20 000
0,42
18 месяцев
<тр>
>100 000
Горячий бегун
20 000
0,28
12 месяцев
Когда речь идет о небольших объемах заказов с годовым производством менее 10 000 единиц, холодноканальные формы обычно являются наиболее экономичным вариантом.
Однако крупные объемы работ с ежегодным производством более 100 000 единиц могут выиграть от систем с горячими литниками, поскольку экономия материалов и сокращение времени цикла могут в конечном итоге компенсировать высокие затраты.
JS Precision может предоставить своим клиентам отчеты об анализе совокупной стоимости владения, чтобы помочь им решить, стоит ли вкладывать средства в инструменты для литьевых форм. Срок службы и расходы на техническое обслуживание пресс-формы являются двумя основными факторами, которые следует учитывать при выборе между холодноканальной и горячеканальной пресс-формой.
Свяжитесь с нашим инженером для бесплатного расчета совокупной стоимости владения для вашего проекта и получите отчет о сравнении пресс-форм для холодных и горячеканальных систем.
Рис. 3. Сложенные друг с другом формы для холодных и горячеканальных каналов.
Как конструкция литников и направляющих напрямую влияет на качество деталей, полученных литьем под давлением?
Дефекты, возникшие в результате литья под давлением, вызваны неправильной конструкцией системы литников и направляющих в форме. Почти 70 % наиболее распространенных дефектов впрыска — короткие проколы, вмятины, линии сварки и заусенцы — возникают, если ворота и направляющие спроектированы неправильно.
Распространенные дефекты и их причины
<ул>
Короткий удар: Раннер слишком мал или ворота слишком малы. Сопротивление потоку будет очень большим и расплав не заполнит полость полностью. Один из способов решения этой проблемы – увеличить размер бегуна/ворот или увеличить количество ворот.
Знаки погружения: Слишком маленькие или неправильно расположенные ворота приведут к отсутствию удерживающего давления. Решением проблемы является увеличение размера ворот, чтобы продлить время замораживания ворот и обеспечить более длительный канал удерживающего давления.
Линии сварки. Несколько литников или вставных деталей являются причиной того, что два потока материала снова становятся одним. Решение состоит в том, чтобы оптимизировать положения литников с помощью анализа текучести пресс-формы, чтобы линии сварных швов были смещены к внутренним частям или ненапряженным областям, а линии поверхностного сварного шва исчезли.
Мгновенное сообщение: Неравномерное распределение литников приведет к повышению локального давления, в результате чего линия разъема может сломаться. Решением проблемы является оптимизация конструкции литников и уменьшение давления впрыска.
Поддержка данных:
С помощью оптимизации DFM компании JS Precision мы уменьшили длину линии сварки внутренней детали автомобиля с 25 мм до чуть менее 5 мм, переместив ее на внешнюю часть, и мы снизили долю брака с 8 % до 1,2 %. Значение DFM для ворот и бегунов заключается в преобразовании затрат проб и ошибок в инженерные возможности. Правильная услуга по проектированию пресс-форм для литья под давлениемустранит большинство дефектов за счет хорошо спланированной конструкции пресс-формы.
Загрузите свои 3D-чертежи, чтобы получить бесплатный отчет о прогнозировании и оптимизации дефектов службы DFM для ворот и направляющих.
Рис. 4. Красные пластиковые детали на направляющей системы литья под давлением.
Пример использования JS Precision DFM: оптимизация ворот и направляющих для крепления двигателя дрона из тонкостенного PEEK
Производитель дрона столкнулся с требованием изготовить крепление двигателя из PEEK с толщиной стенок всего 0,6 мм. Пробное формование показало, что снова и снова происходили короткие кадры и неполные заливки. Вдобавок ко всему, ворота были расположены неправильно, в результате чего в области окна были заметны линии сварных швов, что ослабляло конструкцию.
Проблемы клиентов и их основные причины
<ул>
Задача: Требование заказчика заключалось в том, чтобы крепление двигателя из PEEK имело толщину стенок 0,6 мм. В предварительном проекте использовался затвор с одной кромкой, что вызывало давление на конце наполнения до 120 МПа, что более чем на 30 % превышало рекомендуемое значение для такого материала.
Причины: Расположение литника не находилось рядом с тонкостенной областью, а расстояние течения расплава было слишком большим, что приводило к потере давления. Одиночный литник не мог распределить материал, чтобы покрыть большие площади тонкостенной области.
Прецизионное решение JS
<ул>
Анализ потока пресс-формы для проверки: Проверка потока пресс-формы оригинальной конструкции клиента выявила очень высокие конечные давления наполнения и подтвердила необходимость изменения конструкции.
Варианты планирования и решения: Первый вариант, схема А, заключался в установке веерных ворот, чтобы увеличить площадь поперечного сечения заполнения. Второй вариант, Схема Б, заключался в переходе на горячеканальный канал + точечный затвор, а также оптимизации выпуска полости.
Инженерные решения: Высокие требования к прочности и внешний вид детали определили выбор схемы B. Расположение литника было перенесено с боковой стенки на ненесущую внутреннюю несущую цилиндрическую поверхность, а к концу бегуна был добавлен холодный пробковый колодец глубиной, в 1,5 раза превышающий диаметр бегуна. Успешное выполнение этой услуги по изготовлению нестандартных инструментов для пресс-форм стало возможным благодаря точной обработке деталей инструментов для литья под давлением.
Извлеченные уроки:
Вскоре после внедрения новой схемы формования команда регулярно сталкивалась с проблемой: одинарный точечный затвор продолжал засоряться при каждом запуске. Анализ показал, что основной причиной был нестабильный нагрев змеевика сопла горячего литника, что, в свою очередь, вызывало изменение температуры в области затвора. Решением оказалась замена карты контроля температуры на более точную с последующей точной корректировкой заданного значения от 370°C до 375±1°C, этого оказалось достаточно для полного устранения проблемы засорения.
<блок-цитата>
ISO 20457:2018, международный стандарт по допускам для пластиковых формованных изделий, совершенно прямо говорит: размерные допуски тонкостенных прецизионных деталей, отлитых под давлением, должны указываться в разделах как функциональные требования, а компенсация усадки в зоне литника должна рассчитываться отдельно.
Чтобы соответствовать этому стандарту, мы уменьшили отклонения размеров нашей области затвора до ±0,02 мм во время испытательного периода формования проекта крепления двигателя из PEEK в качестве меры, гарантирующей точность подгонки деталей при сборке.
Окончательные результаты
<ул>
Давление наполнения: 120 МПа → 85 МПа (-30 %)
Проблема при коротком снимке: Полностью решена, линии сварки исчезли.
Цикл формования: 25 секунд → 18 секунд (-28%)
Прочность детали: соответствует требованиям испытаний на падение.
Отзывы клиентов: Анализ DFM, проведенный JS Precision, позволил нам выявить проблему еще до открытия формы, избежав как минимум двух пробных доработок формы.
Чтобы получить решения по оптимизации DFM и отчеты по пробному формованию аналогичных тонкостенных деталей, загрузите свои чертежи в JS Precision и получите бесплатную оценку и ценовое предложение на изготовление индивидуальной оснастки в течение 24 часов.
Основные инженерные параметры и контрольный список DFM для проектирования ворот и направляющих литьевой формы
При проектировании пресс-формы, обеспечивающей наиболее эффективное производство, важно убедиться, что качество услуг по проектированию пресс-форм DFMне ухудшается из-за проверки определенных количественных параметров. Приведенный ниже список следует рассматривать как минимальное требование для получение технической экспертизы пройдено.
Обязательные пункты контрольного списка, относящиеся к воротам и исполнителям DFM
<ул>
Проверка соотношения потоков: В самой дальней части стены длина потока расплава от литника до самой дальней точки, деленная на толщину стенки в этой точке, должна быть меньше допустимого соотношения потоков материала. Соотношение потоков для ПК не должно превышать 100:1.
Скорость сдвига: Скорость сдвига на направляющей и литнике должна быть ограничена в пределах допустимого диапазона для материала (обычно < 40 000 фунтов/с). Очень высокие скорости сдвига могут привести к разрушению молекулярной цепи. В отчете анализа JS Precision будет четко указано это число.
Время замораживания литника: Время замораживания литника должно быть больше времени выдержки, чтобы гарантировать достаточную усадку материала для заполнения полости. Если времени замораживания недостаточно, чтобы выдержать давление, полость выйдет из строя из-за усадки и одновременного заполнения.
Нагрев при сдвиге: Повышение температуры, вызванное высокой скоростью сдвига расплава, не должно превышать 80 % температуры разложения материала, поскольку произойдет деградация материала, приводящая к появлению черных пятен или пузырьков.
Конструкция холодного отводного колодца: Холодный отводной колодец на конце основного желоба должен иметь длину, равную или превышающую диаметр основного желоба в 1,50 раза, и быть оборудованным антипригарным устройством. Холодная пробка хорошо улавливает первый низкотемпературный расплав, не допуская его попадания в полость и ухудшения качества продукции.
Контрольный список DFM для проектирования литника инструмента для литья под давлением является ключевым моментом, определяющим качество спроектированной формы.
Как оценить профессионального поставщика услуг DFM Gate и Runner, такого как JS Precision?
Ценность профессионального поставщика инструментов для изготовления индивидуальных пресс-форм заключается не только в том, что на самом деле они производят пресс-формы, но и в большой ценности, которую они приносят, предоставляя вам услуги по проектированию, которые повышают ценность на протяжении всего жизненного цикла разработки вашего продукта.
Жесткие индикаторы для оценки возможностей поставщика DFM
<ул>
Инструменты и опыт CAE:
Какими возможностями программного обеспечения для анализа текучести пресс-форм на самом деле обладает поставщик? Например, Moldflow или Moldex3D, а как насчет опыта анализа текучести пресс-форм? JS Precision имеет действительную лицензию Autodesk Moldflow и выполнила более 500 проектов по анализу текучести пресс-форм.
<ул>
Возможности создания отчетов на основе данных:
Содержит ли данный отчет DFM подробный набор результатов, таких как охлаждение под давлением наполнения и коробление, а также данные количественной оптимизации? Хороший отчет должен включать, например, информацию о скорости сдвига, времени застывания и перепаде давления.
<ул>
Превентивное выявление проблем и их решение:
Способна ли организация прогнозировать потенциальные риски при проектировании на самой ранней стадии (например, недостаточное количество колодцев для холодного шлака или выход из строя горячеканальных каналов) и на основе данных предлагать меры по устранению недостатков?
<ул>
Разрозненное понимание:
Может ли поставщик рассказать вам о проблемах, которые повлияли на другие его проекты, и об уроках, которые они извлекли, что показывает, что они действительно могут сделать это самостоятельно? Решение JS Precision проблемы засорения ворот, возникшей в проекте крепления двигателя из PEEK, является прекрасным примером этой возможности.
Дифференциаторы точности JS:
<ул>
Услуга DFM, охватывающая весь процесс: Помимо аналитического отчета, она предлагает технические ноу-хау, начиная с выбора смолы и заканчивая испытанием формования реального продукта.
База данных по режимам сбоев. Компания собрала более 300 случаев сбоев, связанных с воротами и направляющими. Такая инвентаризация помогает на ранней стадии обнаружить потенциальные риски на этапе разработки проекта. Одним из случаев автоматической проверки системы является согласование мощности нагревательного змеевика сопла горячего литника для предотвращения блокировки ворот, вызванной изменениями температуры.
Возможность анализа совокупной стоимости владения: Посредством анализа таких переменных, как годовое производство, затраты на материалы и время цикла, компания предоставит сравнение совокупной стоимости владения холодноканальной и горячеканальной пресс-формой, что позволит клиентам понять оптимальный выбор при принятии инвестиционного решения.
Отправьте файлы STEP/IGS прямо сейчас, чтобы получить быструю круглосуточную диагностику и настройку DFM от JS Precision и начать проект услуг по проектированию пресс-форм для литья под давлением.
Часто задаваемые вопросы
Вопрос 1: Почему расположение литника имеет решающее значение при проектировании литника для тонкостенных деталей, отлитых под давлением?
Тонкостенные детали устойчивы к течению расплава и быстро охлаждаются. Плохо расположенные ворота почти приведут к коротким ударам или очень сильному давлению. Затвор следует размещать там, где материал имеет наибольшую толщину, чтобы обеспечить плавное заполнение расплавом, а также в конструкции должен быть предусмотрен напорный канал.
Вопрос 2. Что такое баланс направляющих и почему он так важен для многогнездных форм?
Здесь у вас есть бегунок, означающий, что когда расплав вводится, он должен заполнять все полости одновременно и одинаково. If this is not the case you will get some cavities under pressurized (burrs, oversized) while other cavities being underfilled (shrinkage marks, low strength) directly affecting the uniformity of the parts.
Q3: Is it okay to use regrind coming from cold runner systems at 100%?
You cannot use 100% regrind material. The polymer chains might break up after going through one thermal cycle, which alters the mechanical properties. The best practice is to not use more than 20%-30% regrind. JS Precision will be able to advise on a suitable ratio based on the particular requirements of you product.
Q4: What are the major drawbacks of hot runner systems?
The primary issues are runner leakage and material degradation by heat. Runner leakage is usually the result of incorrect assembly or thermal expansion calculations, causing damage to the mold. When the material stays for a long time in hot runner it may break down, forming black spots. You should pick a trustworthy manufacturer (Husky INCOE e.g), and having accurate temperature control as well is vital.
Q5: How does JS Precision help shorten injection molding cycle time?
By minimizing runner size and gate geometry to lower injection pressure, and utilizing flow analysis to precisely establish the minimum cooldown of the parts, JS Precision can reduce the molding cycle time without compromising the quality. If you upload your drawings, JS Precision will get back to you very quickly with a quote.
Q6: Can JS Precision create proper gate design for materials with very high fill content (e.g. 50% glass-fill)?
Of course. Employing a big gate decreases shear rate prevents glass fiber breakage. The gate placement is such that it does no direct impact to the core or thin - walled regions preventing warpage by uneven fiber orientation.
Q7: What is Gate and Runner DFM service process at JS Precision usually?
The service includes:
<ол>
Customer delivers a 3D model + material/production requirements.
Engineers run flow analysis.
DFM report is issued, with gate location, runner layout, dimensions, and risk analysis.
The technical review confirms the solution.
The final design optimization and mold manufacturing commence.
Q8: What is the way to obtain a tailored quote or presentation from JS Precision for a particular this project?
Send your 3D drawings, the type of materials you want to use, and the anticipated number of annual production. JS Precision's team will give you the technical and commercial proposal, and a DFM analysis, a mold cost analysis, and a molding trial plan within one business day.
Сводка
Gates and runners are integral parts of a part that affect its final characteristics, as well as production costs and project schedules. A whole series of decisions, ranging from the gate type, runner balance, and the use of cold-hot runner system, need an engineering know-how and are backed by some data. JS Precision offers gate and runner DFM service that offers a professional level of support at your gate and runner DFM decision.
Contact JS Precision's engineering team immediately to provide professional gate and runner DFM services for your project with our DFM experience and CAE technology. Submit your design documents and receive a free DFM evaluation report with deep engineering value, taking the first step towards efficient and high-quality injection molding production.
Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. Для JS Precision Services не существует никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Покупатель несет ответственность за определение конкретных технических требований и запрос официального предложения по запчастям. Пожалуйста, свяжитесь с нами для получения дополнительной информации.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами и сертифицирован по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения B2B-клиентам в 150 странах. Независимо от того, требуется ли вам мелкосерийное прототипирование или крупномасштабная индивидуализация, мы поддержим ваш проект, сократив время выполнения заказа до 24 часов. Выбирайте JS Precision, чтобы получить непревзойденную эффективность, качество и профессионализм.
Чтобы узнать больше или отправить запрос предложения, посетите наш веб-сайт: www.cncprotolabs.com
Эксперт по быстрому прототипированию и быстрому производству
Специализируется на механической обработке с ЧПУ, 3D-печати, уретановом литье, быстрой оснастке, литье под давлением, литье металлов, листовом металле и экструзии.