

Gate and runner DFM service checks verify that melted plastic flows correctly towards all cavities and that pressure drop is minimal, temperature distribution is good, and material wastage is kept low.
An improperly designed gate or runner can bring flash, short shots, sink marks, weld lines as well as a 30% and above increase in trial costs. As an engineer or manufacturing professional, this reference manual can help you thoroughly understand the technical and practical aspects of gate and runner design and optimization.
Gate and Runner DFM Service Quick Reference
|
Module |
Core Engineering Conclusion |
|---|---|
|
Gate Design |
Gate position determines weld line location, size affects shear heat and packing. Calculate min wall thickness based on flow ratio. |
|
Runner System |
Full-round runner has lowest pressure loss per unit length. Runner balancing ensures multi-cavity consistency. |
|
Cold vs Hot Runner |
Cold runner is simple, low-cost, suitable for small batches. Hot runner eliminates sprue waste, ideal for high-volume precision parts but higher maintenance. |
|
DFM Service |
Professional DFM uses mold flow analysis to predict and optimize gate/runner schemes before cutting steel, reducing development cycle by 20%-30%. |
Key Findings
- Gate location and size influence the fill quality and final beauty of the plastic part. Gates for injection molding must be designed as material rheology.
- Runner design aims at uniform flow and minimum losses which in turn, will be very significant for cycle time and material costs.
- A proper decision whether to employ a cold runner or a hot runner is an essential step of the product introduction, which is dependent among other things also on volume production, material characteristics, mold cost, and maintenance considerations, and a life cycle cost (TCO) analysis is necessary.
Why Trust JS Precision for Injection Mold Design Services?
From the injection mold design team's over 15 years of engineering experience, the truth is that a real good partner for injection mold design services should have verifiable three closed-loop capabilities: gate selection, runner balancing, and mold flow analysis.
When we started to realize the motor mount for a drone made with PEEK, initially the mold design ended the fill phase at a pressure of 120 MPa, i.e. 30% more than the allowable limit for that material - this shows that experience-based design alone cannot be successful to mold the high-performance engineering plastics.
The ISO 9001:2015 norm is pretty specific about it, it says that in both injection mold design and production stages, an identifiable parameter recording mechanism is necessary.
So, our approach to DFM includes a three-stage review (preliminary analysis of design parameters, execution of mold flow simulation, and confirmation through trial molds), thereby guaranteeing that each gate and runner decision can be traced and followed.
In this case, we converted from single edge gate to hot runner + pin gate, and the pressure drop was from 120MPa down to 85MPa. By that, not only did we eliminate the short-shot problem, but also shortened the total molding cycle time from 25 s to 18 s. Our way of gate/runner selection and flow balancing have been incorporated to JS Precision's 200+ gate and runner DFM projects database.
Download the Gate and Runner DFM Design Guide to master gate selection, runner balancing, and TCO analysis methods, and assess the feasibility of your injection mold design service in advance.
What is Gate and Runner DFM Service in Injection Molding?
Gate and runner DFM service is an engineering service that systematically optimizes the position, type, and runner network of the gate by analyzing the plastic flow behavior during the mold design phase The goal is to assure a high quality product, a quicker production cycle, and a lower manufacturing cost.
Core Service: From 3D Model to Optimization Solution
- Mold Flow Analysis Import:
Based on a product's 3D model, JS Precision relies on Moldflow to simulate filling holding cooling, and warpage stages of a part so that potential problems like filling imbalances, air trapping or pressure concentrations can be picked up at an early phase. This is the core technology of the gate and runner DFM service.
- Modification Plan that can be executed without hesitation:
The most important aspect of the service is to deliver clear-cut improvement plans that can be quickly implemented, like changing a gate position from side A to side B to remove surface defects, or varying the runner size to equalize the filling rate in different cavities.
- 3D Optimization Solution Delivery:
Providing the 3D gate and runner optimizing solution will allow customers to directly apply them into mold manufacturing and will save the costs of mold repair and time loss which are common in trial-and-error methods.
Systematic Characteristics of the Engineering
- Disciplinary Integration: Injection mold design service is a far more than a mere drawing exercise. It is, in fact, a complex engineering problem integrating knowledge of polymer dynamics and thermal behavior, as well as mold processing skills.
- Whole-Process Involvement: JS Precision's DFM service spans the whole chain from the analysis of material flow properties to the estimation of mold cooling efficiency, thereby providing full data backing at all the stages.

Figure 1: Precision injection mold cavity with CAD blueprint.
What are the Common Gate Types in Injection Molding and How to Select Them?
The key to gate design injection molding lies in selecting the correct gate type, balancing part quality, appearance, and manufacturing costs. Each gate has its specific application scenarios and engineering limitations.
Common Gate Type Comparison Table
|
Gate Type |
Application Scenario |
Advantages |
Limitations |
|---|---|---|---|
|
Edge Gate |
Flat plate-like parts |
Easy to machine and remove, low cost |
Visible gate mark |
|
Submarine Gate |
Appearance parts |
Auto-degating; small gate mark |
More complex machining |
|
Pin-Point Gate |
Thin-wall parts |
Minimal gate mark |
Requires three-plate mold; higher cost |
|
Fan/Film Gate |
Large thin-wall or deformation-prone parts |
Wide filling front, reduces stress and warp |
Larger gate area |
|
Diaphragm/Ring Gate |
Cylindrical or symmetrical parts |
Ensures concentricity and uniform fill |
Limited to round shapes |
Engineering Selection Tips and Suggestions
- Material Fit: To maintain mechanical properties if fibers break when glass fibers are used, high shear forces should be avoided by minimizing the use of pin-points gates. For that reason, pin-point gates are not suitable for glass fiber reinforced materials.
- Simulation Support: Based on the outcome of the flow simulation, JS Precision's engineer will give suggestions about the best gate type, location, and size. A custom mold tooling service is supposedly one that offers gate selection as a core competency to achieve a first-rate success in mold trials.
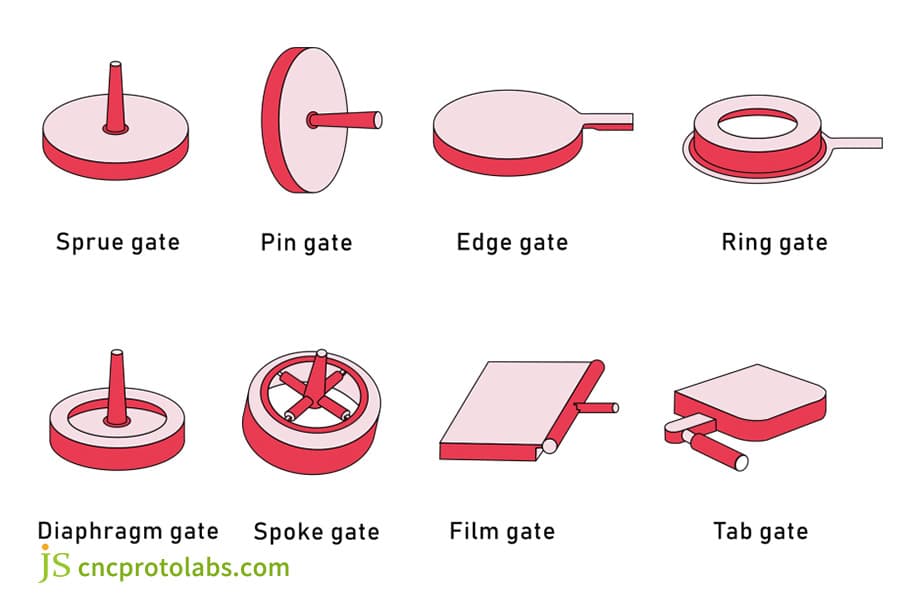
Figure 2: Illustration of various injection molding gate types.
How to Design Runner System for Balanced Filling and Minimum Pressure Loss?
Runner system design should ensure that the melt fills all the cavities simultaneously, at the same speed, and under the same pressure. Achieving natural balance or pressure balance in the runner system through computation is its main feature.
Selection of Runner Shape
- Circular runner: it has the smallest area per volume ratio which results to lower pressure loss but it calls for machining on both parting surfaces and more time and cost will be involved.
- A trapezoidal runner: It often gets machined on just one parting surface, so it cuts down the price and it is used a lot. Effectiveness is about 0.85 times that of the circular runner.
Determination of Runner Size
If the runner is diameter is too small, the pressure loss is huge, and it is difficult to fill, if too large, it will lead to more cooling time and higher material recycling costs. In general, the runner diameter D, can be taken roughly with the help of the formula: D=0.2×√A, where A = the wall thickness (mm) the flow length.
Our company specification recommends the main runner diameter for a moderate flowability of ABS to be between φ6-φ10mm. The runner system design needs to be made so accurate and detailed that a combination of material viscosity, and the speed at which a mold can cool down are considered completely.
Pressure and Nature Based Runner Balancing
- Nature-Based Runner Balancing: Equal runner paths for each cavity can be achieved by symmetrical runner layout which will make natural balancing and it's the preferred way of doing so as there's no need to calculate anything further.
- Pressure-Based Runner Balancing: If cavity arrangement gets hampered due to mold size limits, pressure drop is maintained by adjusting runner branch diameter so that filling remains equal. The runner balancing capacity of our DFM mold design service determines the quality of parts produced by a multi-cavity mold.
Cold Runner vs Hot Runner Mold: Which One to Choose Based on Cost and Performance?
The selection of cold runner vs hot runner mold should be based on quantitative financial analysis of the annual production volume, material cost, and injection molding cycle of the parts, rather than relying on intuition.
Key Cold Runner System Features:
The main runner plus the branch runners, which are cold runner systems, are ejected as scraps of the parts plus them. Benefits include a straight-forward mold design, low capital outlay, and quick color changeover. Material waste is a major drawback here. If the plastic is recycled, this might have a serious effect on the product. The other disadvantage is that cooling is longer.
Major Hot Runner Systems Properties:
Hot runners are kept on a hot state inside runner through heated manifolds and nozzles of hot runner systems. Benefits of these systems are that no runner scrap is generated, molding cycles are much shorter, and there is little pressure loss. Disadvantages of the systems involve higher mold (1.5-3 higher) as of cold runner systems, sophisticated maintenance, and possibility for material decomposing.
Decision Matrix: TCO Analysis Based on Annual Volume
|
Annual Volume |
Recommended System |
Initial Mold Cost ($) |
Per-Part Cost ($) |
Payback Period |
|---|---|---|---|---|
|
<10,000 |
Cold Runner |
8,000 |
1.20 |
- |
|
10,000-50,000 |
Cold Runner |
8,000 |
0.85 |
- |
|
50,000-100,000 |
Hot Runner |
20,000 |
0.42 |
18 months |
|
>100,000 |
Hot Runner |
20,000 |
0.28 |
12 months |
When it comes to small-volume orders with annual production of less than 10,000 units, cold runner molds are usually the most cost-efficient option.
But, large-volume jobs with annual production of more than 100,000 units can benefit from hot runner systems because the savings in material and the shortened cycle times can eventually offset the high costs.
JS Precision is able to give TCO analysis reports to its customers to help them decide whether injection mold tooling is worth the investment. Mold life and maintenance expenses are two of the main factors to take into account when deciding between cold runner and hot runner mold.
Contact our engineer for a free TCO calculation for your project and obtain a cold runner vs. hot runner mold comparison report.
Figure 3: Stacked cold and hot runner molds.
How Do Gate and Runner Design Directly Affect Injection Molding Part Quality?
Defects from injection molding are caused by the wrong design of the gate and runner system in the mold. Nearly 70% of the most common injection defects - short shots, sink marks, weld lines, and flash - will occur if the gates and runners are not designed properly.
Common Defects and their Causes
- Short Shot: Runner too small or gate too small. The flow resistance will be very high and the melt will not fill the cavity completely. One way of solving it is to make the runner/gate size bigger or increase the number of gates.
- Sink Marks: Too small or mal-positioned gate will result in a lack of holding pressure. A remedy is enlarging the gate size to lengthen gate-freezing time and provide a holding pressure channel longer in time.
- Weld Lines: Several gates or insert parts are reasons for two material flows becoming one again. The solution is to optimize gate positions using mold flow analysis so that weld lines are shifted to inner parts or non-stress areas and surface weld lines will disappear.
- Flash: Unequal runner distribution will cause higher local pressure and thereby the parting line might break. The cure is runner design optimization and less injection pressure.
Data Support:
With help of JS Precision's DFM optimization we decreased the weld line length of an automotive interior part from 25mm down to just under 5mm by moving it to a non-outer part, and we decreased the scrap rate from 8% to 1.2%. Gate and runner DFM's significance is in transforming the costs of trial-error to the power of engineering. The right injection mold design service will eliminate a majority of the defects through a well-planned mold design.
Upload your 3D drawings to get a free gate and runner DFM service defect prediction and optimization report.

Figure 4: Red plastic parts on injection molding runner system.
JS Precision DFM Case Study: Thin-Wall PEEK Drone Motor Mount Gate & Runner Optimization
The maker of a drone was faced with a demand to a make the PEEK motor mount with wall thickness that was barely 0.6mm. Trial molding showed that there was short shots and incomplete fills happening over and over again. On top of that, the gate placement was not good resulting in weld lines that were noticeable in the window area which was weakening the structure.
Customer Challenges and Root Causes
- Challenge: The customer's requirement was that the PEEK motor mount should have 0.6mm wall thickness. The preliminary design relied on one edge gate, which caused a filling end pressure as huge as 120MPa which was more than 30% higher than the recommended value for such material.
- Causes: The gate location was not near the thin-walled area and the melt flow distance was too long resulting in pressure loss, single gate could not spread the material to cover large areas of thin-walled region.
JS Precision Solution
- Flow Analysis of Mold to Validate: Moldflow validation of customer's original design disclosed very high filling end pressures and justified that design change is required.
- Plan Options and Decide: First option, Scheme A, was to introduce a fan gate to increase the filling cross-section area. Second option, Scheme B, was to switch to hot runner + pin-point gate and also optimize cavity release.
- Engineering Decisions: The high strength requirement and the look of the part guided the choice of Scheme B. The gate location was moved from the side wall to a non-structural internal load-bearing cylindrical surface, and a cold slug well with a depth that was 1.5 times the runner diameter was added to the runner end. The successful execution of this custom mold tooling service was possible due to the accurate handling of the injection mold tooling details.
Lessons Learned:
Soon after the introduction of the new molding scheme the team was regularly experiencing an issue: a single pin-point gate kept getting clogged in every run. Analysis showed that the root cause was the unstable heating of the hot runner nozzle coil, which in turn was causing temperature variation in the gate region. The solution turned out to be replacing of the temperature control card with a higher-precision one and then accurately adjusting the setpoint from 370°C to 375±1°C, that was sufficient for the clogging problem to be eliminated entirely.
ISO 20457:2018, the international standard on the tolerances for plastic moldings, says quite explicitly: The dimensional tolerances of thin-walled precision injection molded parts should be indicated in sections as the functional requirements, and the shrinkage compensation in the gate area should be calculated separately.
To comply with these standard, we reduced the dimensional variation of our gate region down to ±0.02mm during the try-out molding period of the PEEK motor mount project as a measure to guarantee the accuracy of part fit upon assembly.
Final Results
- Filling Pressure: 120MPa → 85MPa (-30%)
- Short Shot Issue: Completely resolved, weld lines disappeared
- Molding Cycle: 25 seconds → 18 seconds (-28%)
- Part Strength: Meets drop test requirements
Customer Feedback: JS Precision's DFM analysis allowed us to identify the problem before mold opening, avoiding at least two trial molding reworks.
To obtain DFM optimization solutions and trial molding reports for similar thin-walled parts, upload your drawings to JS Precision and receive a free evaluation and custom mold tooling service quote within 24 hours.
Key Engineering Parameters and DFM Checklist for Injection Mold Gate and Runner Design
In designing a mold that allows for the most efficient manufacturing, it's important to make sure the quality of the DFM mold design service is not compromised by validating certain quantitative parameters. The below list should be seen as the bare minimum requirement for getting a technical review passed.
Mandatory Checklist Items Related to Gate and Runner of DFM
- Flow Ratio Check: At the location of the wall furthest the melt flow length from the gate to that furthest point divided by the wall thickness at that point should be less than the permissible flow ratio of the material. The flow ratio for PC should not be more than 100:1.
- Shear Rate: Shear rate at the runner and gate should be limited within the allowable range of the material (usually < 40,000 lb/s). Very high shear rates can result in degradation of the molecular chain. The JS Precision analysis report will clearly indicate this number.
- Gate Freeze Time: Freeze time of the gate has to be greater than the holding time, to make sure the material is enough shrunk for the cavity filling. If the freeze time is not enough to hold the pressure the cavity will fail because of shrinkage and filling at once.
- Shear Heating: A rise in temperature caused by a high shear rate of melt should not be greater than 80% of the decomposition temperature of the material, because degradation of the material will happen leading to the presence of black spots or bubbles.
- Cold Slug Well Design: Cold slug well at the end of the main runner should have its length equal to or longer than 1.50 times the diameter of the main runner, and be equipped with an anti-stick device. A cold slug well catches the first low-temperature melt to prevent it from going into the cavity and affecting the product quality.
The DFM checklist for the gate design of an injection molding tool is a key thing that determines the quality of a designed mold.
How to Evaluate a Professional Gate and Runner DFM Service Provider Like JS Precision?
The value of a professional custom mold tooling service provider lies not only in In reality they manufacture molds but also in the great value they bring by providing you with Design Services that add value through the entire life cycle of your product development.
Hard Indicators for Evaluating Supplier's DFM Capabilities
- CAE Tools and Experience:
What mold flow analysis software capabilities does the vendor actually have? Moldflow or Moldex3D for example and what about experience in mold flow analysis? JS Precision has a real Autodesk Moldflow license and has performed over 500 Mold flow analysis projects.
- Data-driven Reporting Capacities:
Does the given DFM report have a detailed set of results like filling pressure cooling and warpage, plus quantitative optimization data? A good report should include, for example, information on shear rate, freeze time and pressure drop.
- Proactive Identification of Issues and their Resolutions:
Is the organization capable of predicting potential risks in design at the very early stage (like, for example, insufficient cold slag wells or hot runner failure) and, through data, suggesting a remedial measure?
- Disjointed Insight:
Can the provider give you some insight into the problems that have affected their other projects and the lessons they have learned, which shows that they really can do it themselves? JS Precision's solution to a problem gate clogging happened at PEEK motor mount project is a fine example of that capability.
Differentiators of JS Precision:
- DFM Service Covering Full Process: Besides an analysis report, it offers technical know-how all the way from choosing a resin to mold trial of the actual product.
- Failure Mode Database: The company has collected over 300 failure cases related to gates and runners. Such an inventory helps to detect early on potential risks of a project design phase. One case of the system automatically checking is power matching of the hot runner nozzle heating coil to prevent gate blocking caused by temperature changes.
- TCO Analysis Capability: Through analysis of such variables as annual production, material costs and cycle time, the company will give TCO comparison of the cold runner vs hot runner mold enabling customers to understand the optimal choice with investment decision.
Submit your STEP/IGS files now to receive a rapid 24-hour DFM diagnostic and customization quote from JS Precision and start your injection mold design service project.
FAQs
Q1: Why is gate location a critical consideration in designing gate for thin-wall injection molded parts?
Thin-walled parts are melt flow resistant and cool quickly. A poorly located gate will almost result in short shots or filling with very high pressure. The gate should be placed where the material is thickest to allow melt to fill smoothly and a pressure channel should be a part of the design too.
Q2: What is runner balance and what makes it so crucial for multi-cavity molds?
This is where you have a runner balance, meaning that when the melt is introduced, it should fill all cavities at the same time and equally. If this is not the case you will get some cavities under pressurized (burrs, oversized) while other cavities being underfilled (shrinkage marks, low strength) directly affecting the uniformity of the parts.
Q3: Is it okay to use regrind coming from cold runner systems at 100%?
You cannot use 100% regrind material. The polymer chains might break up after going through one thermal cycle, which alters the mechanical properties. The best practice is to not use more than 20%-30% regrind. JS Precision will be able to advise on a suitable ratio based on the particular requirements of you product.
Q4: What are the major drawbacks of hot runner systems?
The primary issues are runner leakage and material degradation by heat. Runner leakage is usually the result of incorrect assembly or thermal expansion calculations, causing damage to the mold. When the material stays for a long time in hot runner it may break down, forming black spots. You should pick a trustworthy manufacturer (Husky INCOE e.g), and having accurate temperature control as well is vital.
Q5: How does JS Precision help shorten injection molding cycle time?
By minimizing runner size and gate geometry to lower injection pressure, and utilizing flow analysis to precisely establish the minimum cooldown of the parts, JS Precision can reduce the molding cycle time without compromising the quality. If you upload your drawings, JS Precision will get back to you very quickly with a quote.
Q6: Can JS Precision create proper gate design for materials with very high fill content (e.g. 50% glass-fill)?
Of course. Employing a big gate decreases shear rate prevents glass fiber breakage. The gate placement is such that it does no direct impact to the core or thin - walled regions preventing warpage by uneven fiber orientation.
Q7: What is Gate and Runner DFM service process at JS Precision usually?
The service includes:
- Customer delivers a 3D model + material/production requirements.
- Engineers run flow analysis.
- DFM report is issued, with gate location, runner layout, dimensions, and risk analysis.
- The technical review confirms the solution.
- The final design optimization and mold manufacturing commence.
Q8: What is the way to obtain a tailored quote or presentation from JS Precision for a particular this project?
Send your 3D drawings, the type of materials you want to use, and the anticipated number of annual production. JS Precision's team will give you the technical and commercial proposal, and a DFM analysis, a mold cost analysis, and a molding trial plan within one business day.
Summary
Gates and runners are integral parts of a part that affect its final characteristics, as well as production costs and project schedules. A whole series of decisions, ranging from the gate type, runner balance, and the use of cold-hot runner system, need an engineering know-how and are backed by some data. JS Precision offers gate and runner DFM service that offers a professional level of support at your gate and runner DFM decision.
Contact JS Precision's engineering team immediately to provide professional gate and runner DFM services for your project with our DFM experience and CAE technology. Submit your design documents and receive a free DFM evaluation report with deep engineering value, taking the first step towards efficient and high-quality injection molding production.

Disclaimer
The contents of this page are for informational purposes only. For JS Precision Services, there are no representations or warranties, express or implied, as to the accuracy, completeness, or validity of the information. It is the buyer's responsibility to identify specific technical requirements and request a formal parts quotation. Please contact us for more information.
JS Precision Team
Custom manufacturing solutions. With over 15 years of experience serving more than 1,000 customers, we specialize in high-precision CNC machining, sheet metal fabrication, 3D printing, injection molding, and metal stamping. Having successfully delivered over 300,000 precision parts, we maintain a 99.2% on-time delivery rate across all custom projects.
Our facility is equipped with over 100 state-of-the-art 5-axis machining centers and is ISO 9001:2015 certified. We deliver fast, efficient, and high-quality manufacturing solutions to B2B clients across 150 countries. Whether you require low-volume prototyping or large-scale customization, we support your project with lead times as short as 24 hours. Choose JS Precision for unparalleled efficiency, quality, and professionalism.
To learn more or submit your RFQ, visit our website: www.cncprotolabs.com
Resource

