

Service DFM des portes et des canaux vérifient que le plastique fondu s'écoule correctement vers toutes les cavités et que la chute de pression est minime, la répartition de la température est bonne et le gaspillage de matériau est maintenu à un faible niveau.
Un portail ou une glissière mal conçue peut entraîner des éclairs, des tirs courts, des marques d'évier, des lignes de soudure ainsi qu'une augmentation de 30 % et plus des coûts d'essai. En tant qu'ingénieur ou professionnel de la fabrication, ce manuel de référence peut vous aider à comprendre en profondeur les aspects techniques et pratiques de la conception et de l'optimisation des portails et des glissières.
Référence rapide du service DFM Gate et Runner
|
Module |
Conclusion de l'ingénierie de base |
|---|---|
|
Conception de portail |
La position de la porte détermine l'emplacement de la ligne de soudure, la taille affecte la chaleur de cisaillement et le compactage. Calculez l'épaisseur minimale de la paroi en fonction du taux de débit. |
|
Système de coureur |
Le canal rond présente la plus faible perte de pression par unité de longueur. L'équilibrage des coureurs garantit la cohérence multi-cavité. |
|
Couleurs froids ou chauds |
Les canaux froids sont simples, peu coûteux et adaptés aux petits lots. Les canaux chauds éliminent les déchets de carottes, ce qui est idéal pour les pièces de précision à grand volume mais nécessitant une maintenance plus importante. |
|
Service DFM |
Professional DFM utilise l'analyse du flux de moule pour prédire et optimiser les schémas portes/canaux avant de couper l'acier, réduisant ainsi le cycle de développement de 20 à 30 %. |
Principaux résultats
- L'emplacement et la taille de la porte influencent la qualité de remplissage et la beauté finale de la pièce en plastique. Les portes pour le moulage par injection doivent être conçues selon la rhéologie des matériaux.
- La conception des canaux vise un débit uniforme et des pertes minimales, ce qui sera très important en termes de temps de cycle et de coûts de matériaux.
- La décision appropriée d'utiliser un canal froid ou un canal chaud est une étape essentielle de l'introduction du produit, qui dépend entre autres choses également de la production en volume, des caractéristiques des matériaux, du coût du moule et des considérations de maintenance, et une analyse du coût du cycle de vie (TCO) est nécessaire.
Pourquoi faire confiance à JS Precision pour les services de conception de moules à injection ?
D'après plus de 15 années d'expérience en ingénierie de l'équipe de conception de moules à injection, la vérité est qu'un très bon partenaire pour les services de conception de moules à injection devrait disposer de trois capacités vérifiables en boucle fermée : la sélection des portes, l'équilibrage des canaux et l'analyse du flux de moule.
Lorsque nous avons commencé à réaliser le support moteur pour un drone en PEEK, la conception du moule terminait initialement la phase de remplissage à une pression de 120 MPa, soit 30 % de plus que la limite autorisée pour ce matériau - cela montre que la conception basée sur l'expérience seule ne peut pas réussir à mouler les plastiques techniques hautes performances.
La norme ISO 9001:2015 est assez spécifique à ce sujet, elle dit que dans les étapes de conception et de production du moule à injection, un mécanisme d'enregistrement des paramètres identifiable est nécessaire.
Ainsi, notre approche de la DFM comprend un examen en trois étapes (analyse préliminaire des paramètres de conception, exécution de la simulation du flux de moule et confirmation par des moules d'essai), garantissant ainsi que chaque décision de porte et de canal d'alimentation peut être tracée et suivie.
Dans ce cas, nous sommes passés d'une porte à bord unique à un canal chaud + porte à broches, et la chute de pression était passée de 120 MPa à 85 MPa. Grâce à cela, non seulement nous avons éliminé le problème des tirs courts, mais nous avons également réduit la durée totale du cycle de moulage de 25 s à 18 s. Notre méthode de sélection des portes/canaux et d'équilibrage des flux a été intégrée à la base de données de plus de 200 projets DFM de portes et de canaux de JS Precision.
Téléchargez le guide de conception DFM des portes et canaux pour maîtriser les méthodes de sélection des portes, d'équilibrage des canaux et d'analyse du TCO, et évaluez à l'avance la faisabilité de votre service de conception de moules à injection.
Qu'est-ce que le service DFM Gate and Runner dans le moulage par injection ?
Le service DFM de portes et de canaux est un service d'ingénierie qui optimise systématiquement la position, le type et le réseau de canaux de la porte en analysant le comportement de l'écoulement du plastique pendant la phase de conception du moule. L'objectif est d'assurer un produit de haute qualité, un cycle de production plus rapide et une fabrication inférieure. coût.
Service de base : du modèle 3D à la solution d'optimisation
- Importation d'analyse de flux de moule :
Sur la base du modèle 3D d'un produit, JS Precision s'appuie sur Moldflow pour simuler le refroidissement, le maintien du remplissage et les étapes de gauchissement d'une pièce afin que les problèmes potentiels tels que les déséquilibres de remplissage, le piégeage d'air ou les concentrations de pression puissent être détectés à un stade précoce. Il s'agit de la technologie de base du service DFM de portail et de coureur.
- Plan de modification pouvant être exécuté sans hésitation :
L'aspect le plus important du service est de fournir des plans d'amélioration clairs qui peuvent être rapidement mis en œuvre, comme changer la position d'une porte du côté A au côté B pour éliminer les défauts de surface, ou faire varier la taille des canaux pour égaliser le taux de remplissage dans différentes cavités.
- Livraison de solutions d'optimisation 3D :
La fourniture de la solution d'optimisation des portes et canaux 3D permettra aux clients de les appliquer directement dans la fabrication de moules et permettra d'économiser les coûts de réparation des moules et la perte de temps qui sont courants dans les méthodes d'essais et d'erreurs.
Caractéristiques systématiques de l'ingénierie
- Intégration disciplinaire : le service de conception de moules à injection est bien plus qu'un simple exercice de dessin. Il s'agit en fait d'un problème d'ingénierie complexe intégrant des connaissances de la dynamique des polymères et du comportement thermique, ainsi que des compétences en matière de traitement des moules.
- Implication de l'ensemble du processus : le service DFM de JS Precision couvre toute la chaîne, depuis l'analyse des propriétés du flux de matériaux jusqu'à l'estimation de l'efficacité du refroidissement du moule, fournissant ainsi un support complet des données à toutes les étapes.

Figure 1 : Cavité de moulage par injection de précision avec plan CAO.
Quels sont les types de portes courants dans le moulage par injection et comment les sélectionner ?
La clé du moulage par injection de conception de porte réside dans la sélection du type de porte correct, en équilibrant la qualité des pièces, l'apparence et les coûts de fabrication. Chaque porte a ses scénarios d'application spécifiques et ses limites techniques.
Tableau de comparaison des types de portes communes
|
Type de porte |
Scénario d'application |
Avantages |
Limites |
|---|---|---|---|
|
Porte de bord |
Pièces en forme de plaque plate |
Facile à usiner et à retirer, faible coût |
Marque de porte visible |
|
Porte sous-marine |
Pièces d'apparence |
Dégagement automatique ; petite marque de portail |
Usinage plus complexe |
|
Porte Pin-Point |
Pièces à parois minces |
Marque de porte minimale |
Nécessite un moule à trois plaques ; coût plus élevé |
|
Porte des fans/films |
Grandes pièces à paroi mince ou sujettes à la déformation |
Large front de remplissage, réduit le stress et la déformation |
Zone de porte plus grande |
|
Porte à diaphragme/anneau |
Pièces cylindriques ou symétriques |
Garantit la concentricité et un remplissage uniforme |
Limité aux formes rondes |
Conseils et suggestions de sélection en ingénierie
- Ajustement du matériau : Pour conserver les propriétés mécaniques en cas de rupture des fibres lors de l'utilisation de fibres de verre, des forces de cisaillement élevées doivent être évitées en minimisant l'utilisation de points d'insertion. Pour cette raison, les portails ponctuels ne conviennent pas aux matériaux renforcés de fibres de verre.
- Prise en charge de la simulation : En fonction des résultats de la simulation de flux, l'ingénieur de JS Precision donnera des suggestions sur le meilleur type, emplacement et taille de porte. Un service d'outillage de moules personnalisé est censé offrir la sélection des portes comme compétence de base pour obtenir un succès de premier ordre dans les essais de moules.
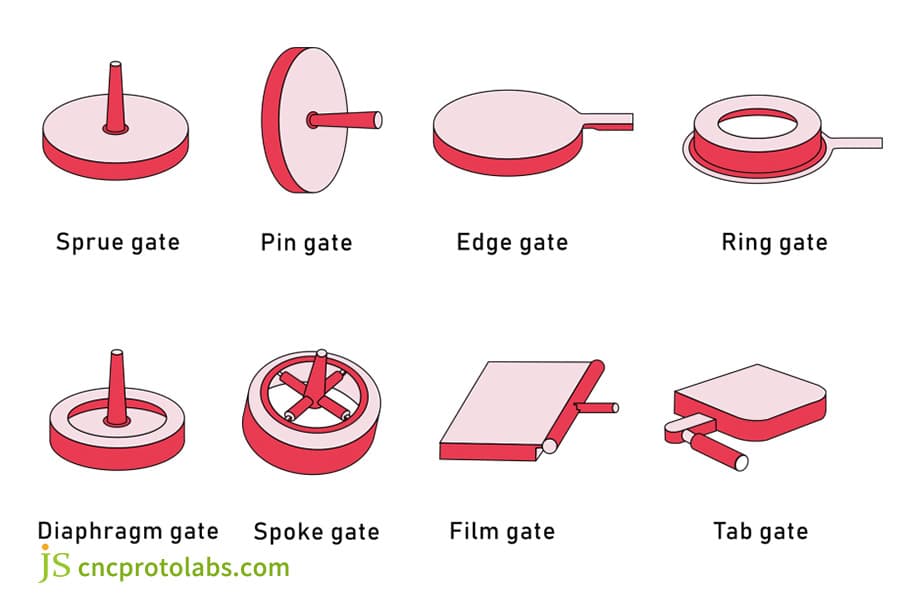
Figure 2 : Illustration de différents types de portes de moulage par injection.
Comment concevoir un système de canalisations pour un remplissage équilibré et une perte de pression minimale ?
La conception du système de canaux doit garantir que la matière fondue remplit toutes les cavités simultanément,à la même vitesse et sous la même pression. Atteindre un équilibre naturel ou un équilibre de pression dans le système de canaux grâce au calcul est sa principale caractéristique.
Sélection de la forme du coureur
- Couloir circulaire : il présente le plus petit rapport surface/volume , ce qui entraîne une perte de pression plus faible, mais il nécessite un usinage sur les deux surfaces de séparation, ce qui implique plus de temps et d'argent.
- Une glissière trapézoïdale : Elle est souvent usinée sur une seule surface de joint, elle réduit donc le prix et est beaucoup utilisée. L'efficacité est d'environ 0,85 fois celle du coureur circulaire.
Détermination de la taille des coureurs
Si le diamètre du canal est trop petit, la perte de pression est énorme et il est difficile à remplir. S'il est trop grand, cela entraînera un temps de refroidissement plus long et des coûts de recyclage des matériaux plus élevés. En général, le diamètre du canal D peut être calculé grossièrement à l'aide de la formule : D=0,2×√A, où A = l'épaisseur de paroi (mm) la longueur du flux.
Les spécifications de notre entreprise recommandent que le diamètre du canal principal pour une fluidité modérée de l'ABS soit compris entre φ6 et φ10 mm. La conception du système de canaux doit être si précise et détaillée qu'une combinaison de la viscosité du matériau et de la vitesse à laquelle un moule peut refroidir soit complètement prise en compte.
Équilibrage des coureurs basé sur la pression et la nature
- Équilibrage des coureurs basé sur la nature : Des chemins de coureurs égaux pour chaque cavité peuvent être obtenus grâce à une disposition symétrique des coureurs qui permettra un équilibrage naturel et c'est la façon préférée de le faire car il n'est pas nécessaire de calculer quoi que ce soit d'autre.
- Équilibrage des canaux basé sur la pression : Si la disposition des cavités est entravée en raison des limites de taille du moule, la chute de pression est maintenue en ajustant le diamètre des branches des canaux afin que le remplissage reste égal. La capacité d'équilibrage des canaux de notre service de conception de moules DFM détermine la qualité des pièces produites par un moule multi-empreintes.
Moule à canaux froids ou à canaux chauds : lequel choisir en fonction du coût et des performances ?
La sélection du moule à canaux froids ou à canaux chauds doit être basée sur une analyse financière quantitative du volume de production annuel, du coût des matériaux et du cycle de moulage par injection des pièces, plutôt que de se fier à l'intuition.
Principales caractéristiques du système de canaux froids :
Le canal principal ainsi que les canaux secondaires, qui sont des systèmes à canaux froids, sont éjectés sous forme de chutes des pièces et d'eux. Les avantages incluent une conception de moule simple, un faible investissement en capital et un changement de couleur rapide. Le gaspillage de matériaux constitue ici un inconvénient majeur. Si le plastique est recyclé, cela pourrait avoir de graves conséquences sur le produit. L'autre inconvénient est que le refroidissement est plus long.
Principales propriétés des systèmes à canaux chauds :
Les canaux chauds sont maintenus chauds à l'intérieur des canaux via des collecteurs et des buses chauffés des systèmes à canaux chauds. Les avantages de ces systèmes sont qu'aucun rebut de canal n'est généré, les cycles de moulage sont beaucoup plus courts et il y a peu de perte de pression. Les inconvénients de ces systèmes impliquent une moisissure plus élevée (1,5 à 3 de plus) que les systèmes à canaux froids, une maintenance sophistiquée et une possibilité de décomposition des matériaux.
Matrice de décision : analyse du TCO basée sur le volume annuel
|
Volume annuel |
Système recommandé |
Coût initial du moule ($) |
Coût par pièce ($) |
Période de remboursement |
|---|---|---|---|---|
|
<10 000 |
Coureur froid |
8 000 |
1.20 |
- |
|
10 000 à 50 000 |
Coureur froid |
8 000 |
0,85 |
- |
|
50 000 à 100 000 |
Couleurs chauds |
20 000 |
0,42 |
18 mois |
|
>100 000 |
Couleurs chauds |
20 000 |
0,28 |
12 mois |
Lorsqu'il s'agit de commandes de petits volumes avec une production annuelle inférieure à 10 000 unités, les moules à canaux froids sont généralement l'option la plus rentable.
Mais les travaux à grand volume avec une production annuelle de plus de 100 000 unités peuvent bénéficier des systèmes à canaux chauds, car les économies de matériaux et les temps de cycle raccourcis peuvent finalement compenser les coûts élevés.
JS Precision est en mesure de fournir des rapports d'analyse du TCO à ses clients pour les aider à décider si l'outillage de moulage par injection vaut l'investissement. La durée de vie du moule et les dépenses de maintenance sont deux des principaux facteurs à prendre en compte lors du choix entre un moule à canaux froids et un moule à canaux chauds.
Contactez notre ingénieur pour un calcul gratuit du TCO pour votre projet et obtenez un rapport de comparaison des moules à canaux froids et à canaux chauds.
Figure 3 : Moules empilés à canaux froids et chauds.
Comment la conception des portes et des glissières affecte-t-elle directement la qualité des pièces moulées par injection ?
Les défauts du moulage par injection sont causés par une mauvaise conception du système de porte et de glissière dans le moule. Près de 70 % des défauts d'injection les plus courants - tirs courts, marques d'enfoncement, lignes de soudure et éclairs - se produiront si les portes et les glissières ne sont pas conçues correctement.
Défauts courants et leurs causes
- Tir court : Coureur trop petit ou portail trop petit. La résistance à l'écoulement sera très élevée et la matière fondue ne remplira pas complètement la cavité. Une façon de résoudre ce problème consiste à agrandir la taille des coureurs/portes ou à augmenter le nombre de portes.
- Marques d'évier : Une porte trop petite ou mal positionnée entraîneraun manque de pression de maintien. Une solution consiste à agrandir la taille de la porte pour allonger le temps de gel de la porte et fournir un canal de pression de maintien plus longtemps.
- Lignes de soudure : Plusieurs portes ou pièces d'insertion sont les raisons pour lesquelles deux flux de matériaux ne font plus qu'un. La solution consiste à optimiser les positions des portes à l'aide de l'analyse du flux de moule afin que les lignes de soudure soient déplacées vers les pièces intérieures ou les zones sans contrainte et que les lignes de soudure de surface disparaissent.
- Flash : Une répartition inégale des canaux entraînera une pression locale plus élevée et, par conséquent, la ligne de séparation pourrait se briser. Le remède consiste à optimiser la conception des canaux et à réduire la pression d'injection.
Prise en charge des données :
Grâce à l'optimisation DFM de JS Precision, nous avons réduit la longueur de la ligne de soudure d'une pièce intérieure d'automobile de 25 mm à un peu moins de 5 mm en la déplaçant vers une pièce non extérieure, et nous avons réduit le taux de rebut de 8 % à 1,2 %. L'importance de Gate and Runner DFM réside dans la transformation des coûts d'essais-erreurs en puissance de l'ingénierie. Le bon service de conception de moules à injection éliminera la majorité des défauts grâce à une conception de moule bien planifiée.
Téléchargez vos dessins 3D pour obtenir un rapport gratuit de prédiction et d'optimisation des défauts du service DFM des portes et des canaux.

Figure 4 : Pièces en plastique rouge sur le système de glissière de moulage par injection.
Étude de cas JS Precision DFM : Optimisation de la porte et du canal de montage du moteur d'un drone PEEK à paroi mince
Le fabricant d'un drone a été confronté à une demande de fabrication d'un support moteur en PEEK avec une épaisseur de paroi d'à peine 0,6 mm. Les essais de moulage ont montré qu'des plans courts et des remplissages incomplets se produisaient encore et encore. De plus, le placement du portail n'était pas bon, ce qui entraînait des lignes de soudure visibles dans la zone des fenêtres, ce qui affaiblissait la structure.
Défis des clients et causes profondes
- Défi : L'exigence du client était que le support moteur PEEK ait une épaisseur de paroi de 0,6 mm. La conception préliminaire reposait sur une porte à un bord, ce qui provoquait une pression finale de remplissage aussi énorme que 120 MPa, soit plus de 30 % de plus que la valeur recommandée pour un tel matériau.
- Causes : L'emplacement de la porte n'était pas proche de la zone à paroi mince et la distance d'écoulement de la matière fondue était trop longue, ce qui entraînait une perte de pression. Une seule porte ne pouvait pas étaler le matériau pour couvrir de grandes zones de la région à paroi mince.
Solution de précision JS
- Analyse du flux du moule à valider : La validation du flux de moule de la conception originale du client a révélé des pressions d'extrémité de remplissage très élevées et a justifié la nécessité d'une modification de la conception.
- Planifier les options et décider : La première option, le schéma A, consistait à introduire une porte en éventail pouraugmenter la surface de la section transversale de remplissage. La deuxième option, le schéma B, consistait à passer à des canaux chauds + une porte ponctuelle et également à optimiser la libération de la cavité.
- Décisions techniques : L'exigence de résistance élevée et l'apparence de la pièce ont guidé le choix du schéma B. L'emplacement de la porte a été déplacé de la paroi latérale vers une surface cylindrique porteuse interne non structurelle, et un puits à limaces froides d'une profondeur égale à 1,5 fois le diamètre du canal a été ajouté à l'extrémité du canal. L'exécution réussie de ce service d'outillage de moule personnalisé a été possible grâce à la gestion précise des détails de l'outillage de moulage par injection.
Leçons apprises :
Peu de temps après l'introduction du nouveau système de moulage, l'équipe rencontrait régulièrement un problème : une seule porte ponctuelle se bouchait à chaque passage. L'analyse a montré que la cause première était le chauffage instable de la bobine de buse du canal chaud, qui à son tour provoquait une variation de température dans la région de la porte. La solution s'est avérée être de remplacer la carte de contrôle de température par une carte de plus haute précision, puis de ajuster avec précision le point de consigne de 370°C à 375±1°C, ce qui était suffisant pour éliminer complètement le problème de colmatage.
ISO 20457:2018, la norme internationale sur les tolérances pour les pièces moulées en plastique, dit de manière très explicite : les tolérances dimensionnelles des pièces moulées par injection de précision à paroi mince doivent être indiquées par sections en tant qu'exigences fonctionnelles, et la compensation du retrait dans la zone de la porte doit être calculée séparément.
Pour nous conformer à ces normes, nous avons réduit la variation dimensionnelle de notre région de porte jusqu'à ±0,02 mm pendant la période de moulage d'essai du projet de support moteur PEEK afin de garantir la précision de l'ajustement des pièces lors de l'assemblage.
Résultats finaux
- Pression de remplissage : 120 MPa → 85 MPa (-30 %)
- Problème de tir court : Complètement résolu, les lignes de soudure ont disparu
- Cycle de moulage : 25 secondes → 18 secondes (-28 %)
- Résistance des pièces : Répond aux exigences des tests de chute
Commentaires des clients : L'analyse DFM de JS Precision nous a permis d'identifier le problème avant l'ouverture du moule, évitant ainsi au moins deux reprises d'essai de moulage.
Pour obtenir des solutions d'optimisation DFM et des rapports de moulage d'essai pour des pièces à paroi mince similaires, téléchargez vos dessins sur JS Precision et recevez une évaluation gratuite et un devis de service d'outillage de moule personnalisé dans les 24 heures.
Paramètres d'ingénierie clés et liste de contrôle DFM pour la conception des portes et des canaux de moulage par injection
Lors de la conception d'un moule permettant une fabrication plus efficace, il est important de s'assurer que la qualité du service de conception de moules DFM n'est pas compromise par la validation de certains paramètres quantitatifs. La liste ci-dessous doit être considérée comme le strict minimum requis pour obtenir un examen technique réussi.
Éléments de la liste de contrôle obligatoires liés à la porte et au coureur de DFM
- Vérification du taux de débit : À l'emplacement de la paroi la plus éloignée, la longueur d'écoulement de la matière fondue depuis la porte jusqu'à ce point le plus éloigné divisée par l'épaisseur de la paroi à ce point doit être inférieure au taux de débit autorisé du matériau. Le taux de débit pour le PC ne doit pas être supérieur à 100 : 1.
- Taux de cisaillement : Le taux de cisaillement au niveau de la glissière et de la porte doit être limité dans la plage autorisée du matériau (généralement < 40 000 lb/s). Des taux de cisaillement très élevés peuvent entraîner une dégradation de la chaîne moléculaire. Le rapport d'analyse JS Precision indiquera clairement ce numéro.
- Temps de gel de la porte : Le temps de gel de la porte doit être supérieur au temps de maintien, pour garantir que le matériau est suffisamment rétréci pour le remplissage de la cavité. Si le temps de congélation n'est pas suffisant pour maintenir la pression, la cavité échouera en raison du retrait et du remplissage simultanés.
- Chauffage par cisaillement : Une augmentation de température provoquée par un taux de cisaillement élevé de la matière fondue ne doit pas dépasser 80 % de la température de décomposition du matériau, car une dégradation du matériau se produira, entraînant la présence de points noirs ou de bulles.
- Conception du puits à limaces froides : Le puits à limaces froides à l'extrémité du canal principal doit avoir une longueur égale ou supérieure à 1,50 fois le diamètre du canal principal et être équipé d'un dispositif antiadhésif. Un puits froid capte la première matière fondue à basse température pour l'empêcher de pénétrer dans la cavité et d'affecter la qualité du produit.
La liste de contrôle DFM pour la conception des portes d'un outil de moulage par injection est un élément clé qui détermine la qualité d'un moule conçu.
Comment évaluer un fournisseur de services DFM professionnel pour les portes et les coureurs comme JS Precision ?
La valeur d'un fournisseur professionnel de services d'outillage de moules personnalisés réside non seulement dans la réalité, ils fabriquent des moules, mais également dans la grande valeur qu'ils apportent en vous fournissant des services de conception qui ajoutent de la valeur tout au long du cycle de vie de votre produit. développement.
Indicateurs concrets pour évaluer les capacités DFM du fournisseur
- Outils et expérience CAE :
Quelles sont les fonctionnalités du logiciel d'analyse des flux de moules dont dispose réellement le fournisseur ? Moldflow ou Moldex3D par exemple et qu'en est-il de l'expérience en analyse de flux de moule ? JS Precision dispose d'une véritable licence Autodesk Moldflow et a réalisé plus de 500 projets d'analyse de flux de moule.
- Capacités de création de rapports basées sur les données :
Le rapport DFM donné contient-il un ensemble détaillé de résultats tels que le refroidissement par pression de remplissage et le gauchissement, ainsi que des données d'optimisation quantitatives ? Un bon rapport doit inclure, par exemple, des informations sur le taux de cisaillement, le temps de gel et la chute de pression.
- Identification proactive des problèmes et de leurs résolutions :
L'organisation est-elle capable de prédire les risques potentiels lors de la conception dès le tout début (comme, par exemple, un puits de laitier froid insuffisant ou une défaillance des canaux chauds) et, grâce aux données, de suggérer une mesure corrective ?
- Insight décousu :
Le fournisseur peut-il vous donner un aperçu des problèmes qui ont affecté ses autres projets et des leçons qu'il a apprises, ce qui montre qu'il peut vraiment le faire lui-même ? La solution de JS Precision à un problème de colmatage de porte survenu lors du projet de support de moteur PEEK est un bel exemple de cette capacité.
Différenciateurs de JS Precision :
- Service DFM couvrant l'ensemble du processus : outre un rapport d'analyse, il offre un savoir-faire technique allant du choix d'une résine à l'essai de moulage du produit réel.
- Base de données sur les modes de défaillance : l'entreprise a collecté plus de 300 cas de défaillance liés aux portails et aux glissières. Un tel inventaire permet de détecter précocement les risques potentiels d’une phase de conception de projet. Un cas de vérification automatique du système est l'adaptation de la puissance du serpentin de chauffage de la buse du canal chaud pour éviter le blocage de la porte causé par les changements de température.
- Capacité d'analyse du TCO : Grâce à l'analyse de variables telles que la production annuelle, les coûts des matériaux et le temps de cycle, l'entreprise fournira une comparaison du TCO du moule à canaux froids par rapport au moule à canaux chauds, permettant ainsi aux clients de comprendre le choix optimal avec la décision d'investissement.
Soumettez vos fichiers STEP/IGS maintenant pour recevoir un devis rapide de diagnostic et de personnalisation DFM 24 heures de JS Precision et démarrer votre projet de service de conception de moules à injection.
FAQ
Q1 : Pourquoi l'emplacement du point d'accès est-il un facteur essentiel à prendre en compte lors de la conception du point d'accès pour les pièces moulées par injection à paroi mince ?
Les pièces à parois fines résistent à la fusion et refroidissent rapidement. Une porte mal située va presque entraîner des tirs courts ou un remplissage à très haute pression. La porte doit être placée là où le matériau est le plus épais pour permettre à la fonte de se remplir en douceur et un canal de pression doit également faire partie de la conception.
Q2 : Qu'est-ce que l'équilibre des canaux et qu'est-ce qui le rend si crucial pour les moules multi-empreintes ?
C'est ici que vous disposez d'un équilibre à canaux, ce qui signifie que lorsque la matière fondue est introduite, elle doit remplir toutes les cavités en même temps et de manière égale. If this is not the case you will get some cavities under pressurized (burrs, oversized) while other cavities being underfilled (shrinkage marks, low strength) directly affecting the uniformity of the parts.
Q3: Is it okay to use regrind coming from cold runner systems at 100%?
You cannot use 100% regrind material. The polymer chains might break up after going through one thermal cycle, which alters the mechanical properties. The best practice is to not use more than 20%-30% regrind. JS Precision will be able to advise on a suitable ratio based on the particular requirements of you product.
Q4: What are the major drawbacks of hot runner systems?
The primary issues are runner leakage and material degradation by heat. Runner leakage is usually the result of incorrect assembly or thermal expansion calculations, causing damage to the mold. When the material stays for a long time in hot runner it may break down, forming black spots. You should pick a trustworthy manufacturer (Husky INCOE e.g), and having accurate temperature control as well is vital.
Q5: How does JS Precision help shorten injection molding cycle time?
By minimizing runner size and gate geometry to lower injection pressure, and utilizing flow analysis to precisely establish the minimum cooldown of the parts, JS Precision can reduce the molding cycle time without compromising the quality. If you upload your drawings, JS Precision will get back to you very quickly with a quote.
Q6: Can JS Precision create proper gate design for materials with very high fill content (e.g. 50% glass-fill)?
Of course. Employing a big gate decreases shear rate prevents glass fiber breakage. The gate placement is such that it does no direct impact to the core or thin - walled regions preventing warpage by uneven fiber orientation.
Q7: What is Gate and Runner DFM service process at JS Precision usually?
The service includes:
- Customer delivers a 3D model + material/production requirements.
- Engineers run flow analysis.
- DFM report is issued, with gate location, runner layout, dimensions, and risk analysis.
- The technical review confirms the solution.
- The final design optimization and mold manufacturing commence.
Q8: What is the way to obtain a tailored quote or presentation from JS Precision for a particular this project?
Send your 3D drawings, the type of materials you want to use, and the anticipated number of annual production. JS Precision's team will give you the technical and commercial proposal, and a DFM analysis, a mold cost analysis, and a molding trial plan within one business day.
Résumé
Gates and runners are integral parts of a part that affect its final characteristics, as well as production costs and project schedules. A whole series of decisions, ranging from the gate type, runner balance, and the use of cold-hot runner system, need an engineering know-how and are backed by some data. JS Precision offers gate and runner DFM service that offers a professional level of support at your gate and runner DFM decision.
Contact JS Precision's engineering team immediately to provide professional gate and runner DFM services for your project with our DFM experience and CAE technology. Submit your design documents and receive a free DFM evaluation report with deep engineering value, taking the first step towards efficient and high-quality injection molding production.

Avis de non-responsabilité
Le contenu de cette page est uniquement à des fins d'information. Pour JS Precision Services, il n'existe aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il est de la responsabilité de l'acheteur d'identifier les exigences techniques spécifiques et de demander un devis formel de pièces. Veuillez nous contacter pour plus d'informations.
Équipe JS Précision
Solutions de fabrication personnalisées. Avec plus de 15 ans d'expérience au service de plus de 1 000 clients, nous nous spécialisons dans la usinage CNC de haute précision, la fabrication de tôlerie, impression 3D, moulage par injection et estampage de métal. Après avoir livré avec succès plus de 300 000 pièces de précision, nous maintenons un taux de livraison à temps de 99,2 % sur tous les projets personnalisés.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe et est certifiée ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients B2B dans 150 pays. Que vous ayez besoin d'un prototypage en petit volume ou d'une personnalisation à grande échelle, nous accompagnons votre projet dans des délais aussi courts que 24 heures. Choisissez JS Precision pour une efficacité, une qualité et un professionnalisme inégalés.
Pour en savoir plus ou soumettre votre demande de prix, visitez notre site Web : www.cncprotolabs.com
Ressource

