Diseño de moldes de inyección para socavados complejos: soluciones de ingeniería personalizadas
Escrito por
Precisión JS
Publicado
Jul 11 2026
Herramientas para moldeo por inyección
Síguenos
El diseño complejo de moldes recortados sigue siendo una de las áreas más difíciles en la ingeniería de moldes de inyección. De hecho, cada característica socavada aumenta el costo del molde entre un 15% y un 40% y extiende el tiempo de entrega entre 2 y 4 semanas. Por el contrario, los problemas más subestimados que se encuentran durante las revisiones de DFM se deben a fallas en la intervención CAD en las primeras etapas.
Esta guía, de JS Precision, resume la experiencia real de proyectos en los campos automotriz, médico e industrial y presenta una forma de ingeniería completa desde la clasificación de socavados hasta la selección de soluciones y la verificación DFM. Para que pueda utilizar las herramientas de decisión de ingeniería relacionadas con su inversión, puede continuar leyendo aquí.
Una descripción general rápida de los parámetros principales del diseño de moldes socavados complejos
Dimensión de Evaluación
Datos clave y conclusión
Impacto de costes reducido
Un solo recorte añade entre 2000 y 15 000 dólares al coste del molde, un aumento del 15 % al 40 %
Clasificación de profundidad
Nivel 1 (relación profundidad-diámetro <0,25): extracción lateral simple.
Nivel 2 (0,25-0,5): elevador o núcleo plegable.
Nivel 3 (>0,5): desatornillado o expulsión multietapa.
Límite de deslizamiento lateral
Eficaz para cortes externos de ≤6 mm de profundidad, más allá de eso, considere un elevador o un núcleo plegable.
Límite de núcleo plegable
Maneja socavaduras internas de ≤20 mm de profundidad, adecuado para geometrías internas inaccesibles.
Costo de desatornillado
El mecanismo para desenroscar el hilo cuesta entre 2000 y 5000 dólares
Conclusiones clave
Puede reducir los costos de los moldes entre un 30 % y un 50 % si descubre rápidamente y hace el mejor uso del diseño de piezas socavadas durante la etapa DFM del proyecto.
La profundidad del deslizador lateral no debe exceder los 6 mm y la profundidad de colapso del núcleo no debe exceder los 20 mm. Si se superan estos valores, se necesita una solución especializada.
Para evitar fallas en el molde de prueba causadas por la falta de carrera, la carrera del deslizador debe determinarse con la ecuación Recorrido=D1,5+3 mm.
Los materiales que se encogen menos son mejores para socavar características (por ejemplo, POM PBT). Si un material se encoge mucho, es necesario aumentar los ángulos de desmoldeo y también recalcular las fuerzas de liberación.
¿Por qué confiar en el servicio de herramientas de moldeo por inyección de JS Precision para el diseño de mecanismos de liberación de cortes socavados?
Con más de 15 años de trabajo práctico con moldeo por inyección para los sectores automotriz y médico, nuestro equipo considera que un verdadero servicio integral de herramientas de moldeo por inyección capaz de abordar el desafío del complicado diseño de moldes rebajados debe tener tres capacidades: categorización precisa de los rebajes, cálculo de la carrera del mecanismo en función del volumen y participación temprana en DFM.
Al investigar los datos de varios meses de pruebas de procesos de fabricación, descubrimos que más del 60 % de las fallas en las pruebas de moldes socavados se debían a un cálculo de carrera inexacto o una elección incorrecta del mecanismo. Fue el principal problema al que se enfrentó el equipo durante el tiempo de trabajo real.
ISO 20457:2018, Artículos de plástico, Tolerancias y aceptación de piezas moldeadas por inyección, establece claramente que las tolerancias dimensionales lineales para piezas moldeadas por inyección de precisión deben hacer coincidir íntimamente con los límites de un rango dimensional, y el ajuste de interferencia de la línea de separación debe incluirse en los parámetros de aceptación.
Para cumplir con esto, impusimos la relación profundidad-diámetro según el estándar de clasificación, así como la fórmula de cálculo del recorrido = D×1,5 + 3 mm en cada proyecto de molde socavado.
En un proyecto de carcasa de sensor automotriz, basado en la prueba de molde anterior, el cliente fracasó por la falta de carrera del deslizador lateral (sólo 5 mm, mientras que el requisito real era 9,75 mm), se produjo una pérdida de $18 000 y un plazo de entrega de 6 semanas. A través de la revisión de DFM, rediseñamos el molde elevando la carrera a 10 mm y transformando el corte interno en un núcleo plegable de 6 lóbulos. La prueba fue exitosa desde el primer intento y la tasa de desperdicio se redujo del 8,5 % al 0,3 %.
¿Quiere evaluar los riesgos del diseño de su molde socavado? Comuníquese con nuestro ingeniero para obtener la lista de autocomprobación del diseño de moldes rebajados, que cubre cálculos de carrera, selección de mecanismos y combinación de materiales.
¿Qué es el diseño complejo de moldes socavados y por qué determina el éxito del molde?
El diseño complejo de moldes recortados es un tipo de desafío en el moldeo por inyección donde ciertas características impiden la extracción sencilla del producto a través de la dirección de apertura del molde. Normalmente, estas características son orificios laterales, roscas, ranuras internas y púas. Su presencia impacta directamente en la posibilidad de que el molde expulse el producto sin dañarlo.
Socavado significa interferencia mecánica
El hecho principal: un recorte no es una cuestión de un defecto visual sino mecánico. Normalmente, un molde de dos placas se abre separando las dos mitades y los pasadores expulsores empujan la pieza fuera del núcleo. Aún así, si hay protuberancias, huecos u orificios perpendiculares a la dirección de apertura, estas características actúan como bloqueos, evitando que la pieza se separe del acero del molde.
Resultado de la fuerza de expulsión: Si intenta expulsar por la fuerza la pieza cuando hay un corte socavado, la pieza se dañará, el molde se romperá o ambas cosas.
Explicación técnica: El primer paso servicio de herramientas para moldes de inyección es reconocer el aspecto mecánico de las socavaduras, que representan el bloqueo mecánico entre la pieza y el molde.
Descripción general de cuatro mecanismos de desmoldeo populares
Deslizamientos de acción lateral: Funciona para cortes externos, profundidad máxima efectiva de 6 mm.
Expulsores en ángulo: Funciona para cortes internos, ángulo de inclinación de 5°-15°.
Núcleos plegables: Funciona para profundidades de corte internas de hasta ≤20 mm, liberación de contracción segmentada.
Mecanismos de eliminación de hilos: Funciona para funciones roscadas, el precio es de 2000 a 5000.
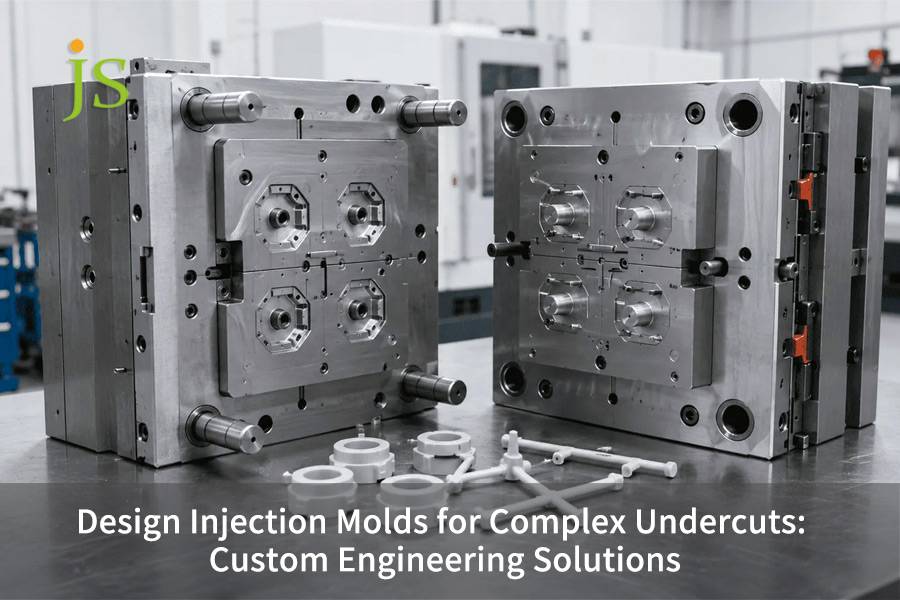
Figura 1: Molde de inyección abierto con complejas correderas de acción lateral y componentes de precisión.
¿Cómo resuelven las correderas de acción lateral los problemas de expulsión de socavados externos?
Las correderas de acción lateral son el método elegido con más frecuencia para tratar las socavaduras externas en los moldes. Un componente deslizante fijado en el costado del molde se retira horizontalmente en ángulo recto con respecto a la dirección de apertura del molde, en el borde de apertura del molde, eliminando la forma socavada. Es una buena manera de manejar socavaduras externas de 6 mm de profundidad.
Principio de funcionamiento de la diapositiva de acción lateral
Fase de cierre: Durante el cierre del molde, el pasador guía en ángulo dirige la corredera hacia la posición de la cavidad del molde, creando la característica de socavado.
Etapa de apertura del molde: Una vez que el moldeo por inyección finaliza y la pieza está lo suficientemente fría, el molde comienza a abrirse. El pasador guía en ángulo hace que el control deslizante se mueva hacia atrás horizontalmente a lo largo de la ranura, por lo que el corte queda expuesto antes de que el pasador expulsor empuje la pieza hacia afuera.
Cálculo de carrera: Por cada 1 mm de profundidad de corte en cada lado del control deslizante, habrá un margen de seguridad de 3 mm. Para calcular la cantidad total de recorrido de carrera, la fórmula es: Recorrido = D×1,5 + 3 mm.
Tres consideraciones principales de diseño:
Requisitos de espacio: los cortes deben colocarse en el lado externo del componente, dejando suficiente espacio para que el control deslizante se retraiga completamente. En primer lugar, se debe identificar el espacio externo alrededor del molde al considerar opciones de moldeo por inyección rebajadas.
Diseño de ángulos de salida: Diseñe los ángulos de salida en todas las superficies internas de la pieza en la dirección del movimiento del control deslizante para garantizar que el control deslizante se pueda retraer suavemente sin dañar la pieza. El diseño de herramientas de inyección de deslizador lateral de moldes de suministro para piezas complejas se somete a un equilibrio entre el ángulo de salida y la coincidencia de carrera.
Impacto en el costo: Cada función de control deslizante lateral adicional agrega entre un 15 % y un 20 % al costo del molde. Básicamente, las guías deslizantes laterales, al ser una opción preferida para cortes externos, exigen un cálculo de carrera preciso; cualquier estimación lo suficientemente cercana resultará en una falla del molde de prueba.
Descargue la tabla de parámetros de diseño de diapositivas de acción lateral, que incluye una plantilla de cálculo de trazos y valores de ángulo de inclinación recomendados para ayudarle a verificar rápidamente su diseño.
Figura 2: Componentes del molde de acero inoxidable con cavidades cilíndricas y varillas de precisión.
¿Cuál es la diferencia principal entre los elevadores en ángulo y los toboganes de acción lateral?
Lo que distingue a los elevadores en ángulo y las guías deslizantes laterales es la dirección en la que se mueven. Cuando el molde se abre y la placa eyectora avanza, los elevadores en ángulo no solo suben y bajan, sino que también se inclinan, por lo que el corte socavado se puede liberar de adentro hacia afuera. Es por eso que los elevadores en ángulo se usan para socavados internos (por ejemplo: encajes de pared internos, protuberancias internas) mientras que las guías deslizantes laterales se usan para socavados externos.
Funcionamiento e inconvenientes de los elevadores en ángulo
Mecanismo de movimiento: Los elevadores en ángulo están fijados a la placa eyectora. Cuando se abre el molde y se empuja la placa expulsora hacia adelante para expulsar la pieza, el elevador en ángulo junto con la placa expulsora se mueve y se desliza dentro o fuera a lo largo de la ranura guía inclinada, liberando así el corte interno en el desmontaje.
Principales beneficios: Esto no requiere ningún accionamiento hidráulico o neumático adicional; la liberación del socavado se realiza simplemente mediante la operación mecánica de la apertura del molde.
Inconvenientes tecnológicos: Normalmente, el ángulo de inclinación oscila entre 5° y 15°. Si se aumenta, esto provocará un fuerte aumento de la fricción durante el deslizamiento y un rápido desgaste de los componentes. Por lo tanto, las soluciones complejas de herramientas de moldes deben diseñarse dentro de este rango.
Tabla comparativa de deslizamiento de acción lateral y elevador en ángulo
Dimensión de comparación
Diapositiva de acción secundaria
Levantador en ángulo
Posición aplicable
Recortes externos
Recortes internos
Dirección del movimiento
Horizontal, perpendicular a la apertura del molde
Movimiento combinado vertical + en ángulo
Método de conducción
Pasador angular/cilindro hidráulico
Movimiento mecánico de la placa eyectora
Límite de profundidad
≤6mm
≤6 mm (más allá de este uso, núcleo plegable)
Límite de ángulo
Ángulo de pasador de 10°-25°
Ángulo de elevación de 5°-15°
Impacto en los costes
+15%-20% por diapositiva
+10%-15% por levantador
El servicio de herramientas de moldes de DFM requiere garantizar que el ángulo de inclinación no sea inferior a 5° durante la selección; de lo contrario, puede provocar rayones, atascos y desgaste prematuro del mecanismo del molde.
¿Cómo manejan los núcleos plegables cortes internos de más de 6 mm de profundidad?
Los núcleos plegables, que se contraen radialmente hacia adentro durante la expulsión, liberan socavados internos y se ocupan de socavados de hasta 20 mm de profundidad. Cuando el acceso lateral no es posible y la profundidad del corte es superior a 6 mm, los núcleos plegables suelen ser la solución de elección.
Principio de funcionamiento del núcleo plegable
Etapa de moldeo:
Un núcleo plegable se compone de pétalos con segmentos que son capaces de moverse y se ajustan alrededor de un mandril cónico central. En el proceso de moldeo por inyección, con el apoyo del mandril, los pétalos juntos forman una forma cilíndrica o irregular completa del núcleo y moldean las características internas recortadas.
Etapa de eyección:
Al principio, se tira del mandril central en la dirección opuesta. Cuando los pétalos se contraen hacia adentro por la fuerza de resortes o por maquinaria. El diámetro exterior del núcleo reducido radialmente es menor que el diámetro interior del socavado, es decir, la pieza se puede retirar sin problemas.
Parámetros técnicos principales:
El número típico de segmentos es de 4 a 12. Si hay más pétalos, habrá una mayor contracción, pero también una estructura más complicada. Un diseño complejo de molde socavado debería lograr un equilibrio entre estos factores.
Consideraciones de diseño de núcleo plegable:
Trazo de contracción: debe ser mayor que la profundidad del corte.
Diámetro aplicable: normalmente los núcleos plegables son buenos para accesorios de tuberías con diámetros inferiores a 90 mm, los diámetros más grandes necesitarán un diseño especial.
Selección de materiales: Se deben utilizar materiales de baja contracción como POM y PBT para que las dimensiones no cambien. La optimización del diseño de moldes de inyección en soluciones de núcleo plegable debe considerar el número de aletas en relación con la cantidad de contracción.
Costo de mantenimiento: El costo de mantenimiento de los núcleos plegables suele ser entre un 30% y un 50% mayor que el de los núcleos de deslizamiento lateral debido a que es necesario reemplazar las aletas o volver a pulir las superficies con regularidad.
En resumen, los núcleos plegables son la única solución viable si uno quiere trabajar con cortes internos profundos, pero tienen el costo de una mayor inversión en mantenimiento.
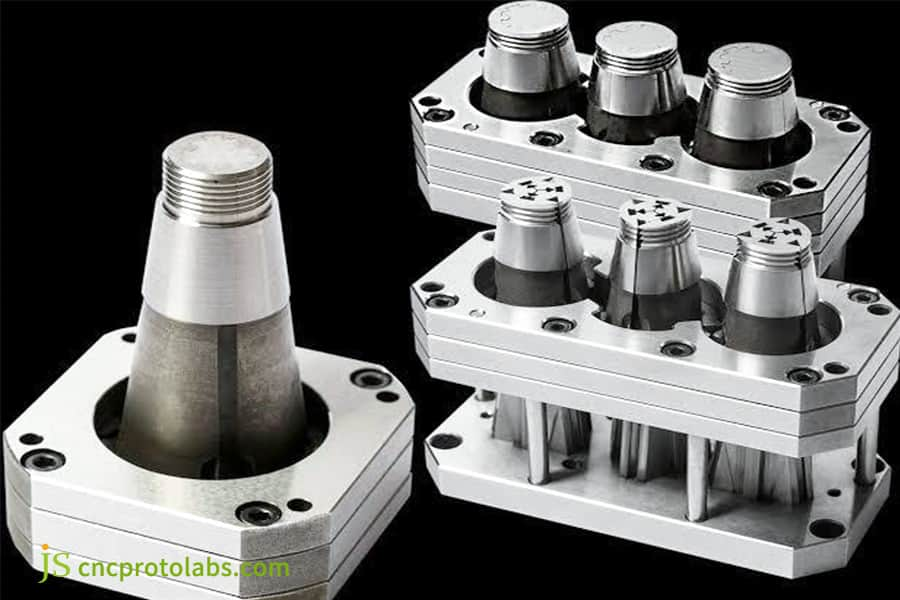
Figura 3: Núcleos metálicos plegables para aplicaciones de moldeado interno rebajado.
¿Cuáles son los principios de diseño y los componentes de costo del desatornillado de moldes?
Los moldes desenroscados convierten el movimiento de la máquina de moldeo por inyección cuando se abre el molde en el movimiento de rotación exacto del núcleo, lo que permite la extracción automática del hilo. El coste típico de un mecanismo desenroscador de hilos oscila entre 2.000 y 5.000 dólares, que en realidad es la más alta de las cuatro alternativas, pero al mismo tiempo es la más fiable en cuanto a calidad de hilo.
Principio de funcionamiento del molde de desatornillado
Método de transmisión: Los métodos de transmisión que normalmente se emplean incluyen mecanismos de cremallera, motores hidráulicos y servomotores. Los requisitos de precisión de la rosca determinan el método de transmisión para el servicio de diseño de moldes de inyección personalizados.
Tiempo de acción: el núcleo comienza a girar (normalmente 720° para completar el desenganche de la rosca), mientras que el núcleo se retrae gradualmente hacia atrás para reducir el desgaste entre los metales.
Aplicaciones de cavidades múltiples: Usando moldes de cavidades múltiples, se puede realizar la idea de usar desatornillado de 1 a 96 cavidades, pero el mecanismo a construir se vuelve más complejo. y más complicado con cada nueva característica del hilo.
Tres grandes desafíos de diseño
Cálculo exacto del sistema de transmisión: El número de rotaciones debe coincidir exactamente con el número de dientes de la rosca.
Monitoreo muy cercano del tiempo de movimiento: Las acciones de rotación y retracción deben estar perfectamente sincronizadas.
Elección de materiales: Los engranajes y las cremalleras deben ser de muy alta resistencia y muy resistentes al desgaste.
Para roscas externas en piezas pequeñas que son poco profundas, a veces se puede utilizar un método de liberación forzada manual en soluciones de herramientas de molde complejas, eliminando así la necesidad de un mecanismo de desatornillado exclusivo.
¿Cómo seleccionar el mecanismo de expulsión correcto según la relación profundidad-diámetro del corte?
Según los diseñadores de moldes de inyección, las socavaduras se pueden dividir en tres niveles según la relación profundidad-diámetro de la característica. El nivel 1 (<0,25) se refiere al uso de pasadores guía en ángulo o de tracción lateral simple. El nivel 2 (0,25-0,5) necesitaría eyectores en ángulo o núcleos plegables. El nivel 3 (>0,5) necesitaría un mecanismo de atornillado o desatornillado o un sistema de expulsión de varias etapas.
Estándar de clasificación de tres niveles para socavados
ISO 294-3:2020 exige: Las condiciones del proceso del área de la línea de unión y la distancia desde la puerta a la línea de unión deben ser parámetros controlados para la preparación de la muestra; de lo contrario, los datos de resistencia a la tracción no se pueden comparar.
Para cumplir con este estándar, primero utilizamos el cálculo de la relación profundidad-diámetro para decidir la selección de cada proyecto de socavado, olvidándonos de la experiencia como primer paso.
Nivel
Relación profundidad-diámetro
Mecanismo recomendado
Impacto en los costos
Nivel 1
<0.25
Pasador en ángulo de extracción lateral simple
+10%-15%
Nivel 2
0,25-0,5
Elevador, núcleo plegable
+15%-25%
Nivel 3
>0,5
Desatornillado, expulsión en varias etapas
+25%-40%
Método de cinco pasos para la decisión de selección
Mida la profundidad y el diámetro: tome medidas precisas de las dimensiones del corte.
Determine la relación profundidad-diámetro: Aplique la fórmula Relación=Profundidad/Diámetro para determinar el nivel como clasificación de tres niveles.
Reconocer el tipo de mecanismo: según el nivel, elija el mecanismo que esté preaprobado.
Evalúe el efecto del costo: el costo adicional de dos rebajes simples es alrededor del 50 % del de un solo rebaje, más de dos rebajes aumentan el costo del molde entre un 100 % y un 200 %.
¿No estás seguro a qué nivel pertenece tu socavado? Descargue la tabla de decisión de selección y clasificación de socavados, ingrese la profundidad y el diámetro y automáticamente coincidirá con los mecanismos recomendados.
¿Cómo afecta la selección de materiales al diseño de eyección socavada?
La tasa de contracción del material determina principalmente la brecha real entre la pieza y el núcleo en el desmoldeo socavado, lo que afecta la fuerza de desmoldeo y selecciona el mecanismo de desmoldeo indirectamente. El material de baja contracción es la elección, como POM (tasa de contracción del 1,5 % al 2,5 %) y PBT (1,5 % al 2,5 %) para el diseño de características socavadas.
La influencia de la tasa de contracción en la fuerza de desmoldeo
Diferencias en la tasa de contracción: La diferencia máxima en la tasa de contracción entre diferentes resinas es 5 veces, p. para POM de baja contracción (1,5%-2,5%) frente a PP de alta contracción (1,5%-3,0%), PA (0,5%-2,5%). El servicio de herramientas de moldeo por inyección tiene que variar sus parámetros de diseño según una tasa de contracción.
Fuerza de sujeción: cuanto mayor sea la tasa de contracción, mayor será la fuerza de sujeción de la pieza en el núcleo después del enfriamiento y mayor será la resistencia al desmolde.
Tasas comunes de contracción de plástico de ingeniería y recomendaciones de ángulos de inclinación
Material
Tasa de contracción
Ángulo de tiro recomendado (externo)
Ángulo de desmoldeo recomendado (interno/recortado)
POM
1,5%-2,5%
1°-2°
2°-3°
PBT
1,5%-2,5%
1°-2°
2°-3°
PA66
0,5%-2,5%
1°-3°
3°-5°
PP
1,5%-3,0%
2°-3°
3°-5°
PA66-GF30
0,2%-0,7% (anisotrópico)
2°-4°
4°-6°
El
servicio de diseño de moldes de inyección personalizados se ocupa de una anisotropía significativa de las tasas de contracción en materiales rellenos de fibra de vidrio por lo que dichos factores deben manejarse con mucho cuidado. Se debe tener especial precaución con el efecto de la orientación de las fibras sobre la fuerza de desmoldeo si se utiliza un desmolde con socavado.
Figura 4: Componentes variados de plástico y metal, incluidos tubos y engranajes.
¿Cómo elimina JS Precision los riesgos de socavado mediante el análisis DFM antes de la fabricación del molde?
El servicio de herramientas de moldes DFM de JS Precision detecta y elimina los riesgos de socavado antes de la fabricación del molde con un procedimiento de verificación de socavado de 4 pasos. El problema de más del 60 por ciento de los problemas de socavado en las revisiones de DFM podría haberse evitado si el diseño CAD se hubiera intervenido desde el principio.
Procedimiento de verificación de cuatro pasos del DFM
Determinación de la línea de partición y la dirección de expulsión: En el modelo CAD 3D, la ubicación de la línea de partición y la dirección de expulsión de la pieza deben definirse con precisión. Esto debe tomarse como referencia para determinar todos los posibles recortes.
Verificación del ángulo de inclinación: ángulo de inclinación mínimo de 2° para paredes externas y ángulo de inclinación mínimo de 3° para paredes internas y elementos con socavaduras. Para las superficies texturizadas agregue un ángulo de inclinación de 1°-2° por 0,025 mm de profundidad de textura.
Revisión de las áreas socavadas, una superficie a la vez: cada superficie socavada identificada por el software DFM lleva a los ingenieros a pensar en tres posibilidades: ¿Se podría eliminar la socavación aumentando el ángulo de desmoldeo? ¿Se puede eliminar cambiando la línea de separación? ¿Es realmente necesaria la presencia de esta función?
Selección de mecanismo para los cortes restantes: si un corte se puede eliminar mediante los primeros tres métodos anteriores, planifique el tipo y número de mecanismo en detalle e incluya estos mecanismos en la estimación del costo del molde. Si esto no es posible, continúe con otros recortes.
Valor DFM en números
Al reducir la posibilidad de retrabajo después de que se haya producido el molde, una disminución significativa del riesgo, la optimización del diseño del molde de inyección es posible mediante la simulación de llenado de Moldflow, lo que lleva a una reducción del riesgo de más del 60 por ciento. La intervención de DFM en una fase temprana de diseño puede evitar entre un 30% y hasta un 50% de los costos del molde.
¿Cómo resolvió JS Precision un complejo desafío de molde recortado para una carcasa de sensor automotriz?
Dificultades del cliente
Anteriormente, el cliente había encargado a otra empresa de moldeo por inyección diferente la fabricación de este producto, pero la prueba inicial de moldeo no tuvo éxito. La falta de recorrido suficiente de los deslizadores exteriores hizo que la pieza se atascara dentro del molde y no pudiera ser expulsada. Después de una expulsión forzada, la pared lateral de la pieza se rompió. Además de perder 18 000 dólares en el molde, el cliente también perdió un plazo de entrega de 6 semanas antes de acercarse a JS Precision con dibujos 3D actualizados.
Solución de precisión JS
Evaluación DFM
Se han detectado dos defectos principales: la profundidad del corte del orificio lateral exterior era de 4,5 mm, mientras que el recorrido del deslizamiento del molde original era de sólo 5 mm. Según la ecuación Recorrido = D×1,5 + 3 mm, el recorrido necesario es 9:75 mm, la relación profundidad-diámetro del corte socavado de la ranura interna fue 0:42 (Nivel 2) y el diseño original utilizó erróneamente un eyector inclinado en lugar de un núcleo plegable.
Cambio de diseño
El recorrido del cursor exterior de 5 mm se modificó a 10 mm (también se agregó un margen de seguridad de 0,25 mm). Para ello, se amplió la longitud de la ranura de la guía deslizante. En lugar de un eyector interno inclinado, se eligió un núcleo plegable de 6 lóbulos, lo que permite que el mandril central se desplace 12 mm y la parte socavada de 8 mm se desprenda sin problemas.
Validación de Moldflow
Resultó que la tasa de contracción del material PA66-GF30 en la región socavada es del 0,5% al 0,7%, lo que significa que el valor de diseño de la carrera de contracción del núcleo de colapso tiene suficiente margen.
Acero y tratamiento térmico
El control deslizante y las aletas del núcleo de los núcleos plegables están hechos de acero para herramientas H13 y templados a 48 - 50 HRC, la vida útil del molde es al menos 500.000 ciclos.
Moldeo y optimización de prueba
La primera moldura de prueba resultó bastante satisfactoria, excepto por un pequeño retraso en el movimiento de retorno de las aletas del núcleo plegables. Este problema se eliminó por completo cuando se cambió el retorno por resorte de las aletas de un solo resorte a dos resortes paralelos.
Lecciones aprendidas del fracaso:
El cálculo del recorrido del control deslizante debe basarse precisamente en una fórmula: D x1,5 + 3 mm, cualquier tipo de conjetura hará que el moldeo de prueba falle.
La clasificación del socavado no se basará en una suposición (los años de una persona) sino en un cálculo matemático de la relación profundidad-diámetro.
La dirección de las fibras de vidrio en PA66-GF30 tiene una gran influencia en el desgaste de las aletas del núcleo plegables. Después de 500 ciclos de prueba de moldeo, se encontraron muy leves rastros de desgaste en la superficie de los segmentos de válvula. La superficie del segmento de la válvula se recubrió con DLC (carbono similar al diamante) y eso resolvió el problema.
Resultado final
El costo total del molde ascendió a $42000 (incluidos dos mecanismos de socavado). El tiempo necesario para entregar el molde fue de 8 semanas. El moldeo de prueba se realizó correctamente en el primer intento y hasta ahora, el molde ha estado funcionando sin problemas en la fábrica del cliente durante más de 300.000 ciclos, reduciendo así la tasa de desechos del 8,5 % de la solución original a solo el 0,3 %.
La clave para implementar con éxito soluciones complejas de herramientas de moldes no es tanto una resolución milagrosa de problemas sino el establecimiento de métodos de ingeniería repetibles.
Su proyecto de molde recortado también puede tener un margen similar de optimización. Cargue sus dibujos 3D (STEP/IGS) y reciba un informe de evaluación DFM gratuito dentro de las 48 horas, que incluye identificación de socavados, estimación de costos y recomendaciones de mecanismos.
¿Por qué elegir JS Precision como su socio de diseño de moldes de corte complejo?
Al elegir JS Precision, obtendrá un equipo de ingenieros que son maestros en moldes de inyección. No utilizamos nuestra experiencia para hacer conjeturas, lo que importa aquí es la formación técnica del molde de diseño socavado. A través del análisis DFM, la simulación de Moldflow y cálculos de ingeniería precisos, ofrecemos soluciones probadas y complejas de diseño de moldes socavados.
Competencias básicas
Capacidades de ingeniería:
Nuestro equipo aplica un sistema de clasificación de tres niveles para la relación profundidad-diámetro para guiar el proceso de selección de componentes. Cálculo de la carrera del cursor = D×1,5 + 3 mm. La simulación de contracción de Moldflow se emplea para garantizar que la contracción esté dentro de los límites del corte. El tratamiento térmico del acero para herramientas se controla con un nivel de precisión de 1 HRC.
Proceso de servicio:
Ofrecemos informes de análisis DFM gratuitos y precios de costos detallados del mecanismo de reducción de forma transparente. Y los ingenieros de nuestros clientes están totalmente integrados con nuestros ingenieros de diseño de moldes.
Garantía de calidad:
Se realizan más de 500 ejecuciones de verificación de molduras de prueba antes del envío y las acompañamos con el informe completo de molduras de prueba más un videoclip de lanzamiento. Además, la vida útil de nuestro molde está garantizada al menos entre 500.000 y 1.000.000 de ciclos.
Preguntas frecuentes
P1: ¿Cuándo se pueden evitar completamente las socavaciones sin mecanismos especiales?
Al cambiar la línea de separación, las socavaduras se pueden liberar de los moldes como superficies naturales desmoldeables sin tener que agregar dispositivos de desmoldeo adicionales. En algunos casos de características socavadas no funcionales, la eliminación mediante diseño directo también es un método de optimización eficaz que recomendamos en nuestra revisión de DFM como uno de los cambios prioritarios de bajo costo a realizar.
P2: ¿Las correderas de acción lateral y los elevadores en ángulo son características intercambiables en un molde?
La combinación de correderas de acción lateral y elevadores en ángulo en un molde es bastante posible. Después de abrir y retraer el molde, las correderas de acción lateral liberan los cortes exteriores. Mientras tanto, los elevadores en ángulo liberan las socavaduras interiores durante la fase de expulsión. Verificaremos nuevamente su secuencia de operación en la simulación de movimiento para evitar cualquier posibilidad de interferencia del mecanismo.
P3: ¿Las características socavadas de más de 6 mm de profundidad son definitivamente inviables?
Es una práctica común no considerar correderas de acción lateral al diseñar socavados de más de 6 mm de profundidad. El cierre forzado distorsionaría los pasadores guía en ángulo y crearía resistencia al desmoldeo. Incluso con componentes más grandes que pueden usarse y aumentar los costos y las tasas de falla, esta sigue siendo la mejor alternativa que usar diapositivas de acción lateral para tales funciones. Más confiable y seguro es el uso de núcleos plegables y elevadores en ángulo juntos.
P4: En cuanto al costo de mantenimiento, ¿cuánto aumenta el núcleo plegable con respecto al tobogán de acción lateral?
El costo de mantenimiento del núcleo plegable es aproximadamente entre un 30% y un 50% más alto en comparación con los toboganes de acción lateral. Los complicados componentes de precisión multilobulados son muy sensibles a la tensión mecánica y su rendimiento se degrada rápidamente, lo que resulta en la necesidad de frecuentes reparaciones, reemplazos y, por supuesto, rectificado de piezas. Logramos una vida útil más larga mediante el uso de acero de alta calidad y un tratamiento térmico adecuado.
P5: ¿Cuáles son las restricciones de diseño del molde socavado causadas por materiales con relleno de vidrio (por ejemplo, PA66 - GF30)?
Se sabe que los materiales rellenos de fibra de vidrio dan como resultado contracciones muy diferentes a lo largo de las direcciones del flujo y del flujo cruzado. Estos anisótropos provocan que se desarrolle una gran variación de tensión en las regiones socavadas después del desmolde. Utilizamos el análisis de simulación Moldflow de la orientación y distribución de las fibras de vidrio para optimizar con precisión la estructura del molde del socavado y los parámetros de desmoldeo, en particular de la zona socavada.
P6: ¿Cuál es exactamente el contenido y el alcance del servicio de herramientas de moldeo DFM de JS Precision?
El alcance y el contenido de nuestro servicio de herramientas para moldes DFM incluyen diseño de la línea de partición, análisis de ángulo de desmoldeo estándar, revisión del nivel de socavado, evaluación de costos de la parte mecánica del molde y verificación de simulación de flujo del molde. Revisamos los errores de diseño, descubrimos los problemas de diseño y elaboramos un informe escrito profesionalmente para nuestros clientes en un tiempo increíble, en tan solo 3 o 5 días desde la recepción del trabajo.
P7: ¿A qué industrias JS Precision ha entregado con éxito proyectos complicados de moldes recortados?
Tenemos mucha experiencia trabajando en equipos industriales médicos automotrices y en las industrias de electrónica de consumo, hemos terminado cientos de proyectos sofisticados de moldes rebajados, siguiendo todos los procedimientos estandarizados desde la etapa de diseño DFM hasta la verificación de simulación y la etapa de producción en masa de prueba, por lo que siempre garantizamos el más alto nivel de calidad y estabilidad del molde en toda la línea.
P8: ¿Cómo puedo obtener una cotización sobre una herramienta de molde rebajada de JS Precision?
Obtenga una cotización exacta enviándonos modelos 3D en formato STEP e IGS, así como dibujos de ingeniería 2D que contienen información sobre el material y la demanda anual. Le enviamos un informe detallado de DFM que enumera los costos del mecanismo de reducción de costos y brinda precios completamente abiertos sin tarifas encubiertas dentro de 5 días hábiles.
Resumen
Un factor importante a la hora de tomar decisiones sobre el diseño complejo de moldes rebajados son los datos de ingeniería, no la experiencia o la intuición. Se recomiendan deslizadores laterales para cortes externos de hasta 6 mm y núcleos plegables para cortes internos de hasta 20 mm. El costo de un mecanismo de liberación de hilo es de aproximadamente 2000 a 5000, y la intervención temprana a través de DFM podría ahorrar hasta un 30%-50% de los costos del molde. Los estándares de clasificación de relación entre profundidad y diámetro, la fórmula de cálculo de la carrera deslizante (recorrido = D×1,5 + 3 mm), así como la fuerza de desmoldeo afectada por la contracción del material, crean un sistema de toma de decisiones que se basa en cifras y hechos para decidir qué molde socavado necesita.
Cargue los detalles de su pieza en JS Precision y obtendrá un análisis DFM gratuito. JS Precision identifica, cuantifica y sugiere soluciones para cada característica de socavado antes de la producción del molde; su próximo proyecto complejo de molde socavado tiene la garantía de tener éxito desde la fase de dibujo.
Descargo de responsabilidad
El contenido de esta página tiene fines informativos únicamente. Para JS Precision Services, no existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. Es responsabilidad del comprador identificar los requisitos técnicos específicos y solicitar una cotización formal de piezas. Por favor contáctenos para más información.
Equipo de precisión JS
soluciones de fabricación personalizadas. Con más de 15 años de experiencia sirviendo a más de 1000 clientes, nos especializamos en mecanizado CNC de alta precisión, fabricación de chapa metálica, impresión 3D, moldeo por inyección y estampado de metales. Habiendo entregado con éxito más de 300.000 piezas de precisión, mantenemos una tasa de entrega a tiempo del 99,2 % en todos los proyectos personalizados.
Nuestras instalaciones están equipadas con más de 100 centros de mecanizado de 5 ejes de última generación y cuentan con la certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes B2B en 150 países. Ya sea que necesite creación de prototipos de bajo volumen o personalización a gran escala, respaldamos su proyecto con plazos de entrega de tan solo 24 horas. Elija JS Precision para disfrutar de una eficiencia, calidad y profesionalismo incomparables.
Para obtener más información o enviar su solicitud de cotización, visite nuestro sitio web: www.cncprotolabs.com
Experto en creación rápida de prototipos y fabricación rápida
Nos especializamos en mecanizado CNC, impresión 3D, fundición de uretano, herramientas rápidas, moldeo por inyección, fundición de metales, chapa y extrusión.