Progettazione di stampi a iniezione per sottosquadri complessi: soluzioni ingegneristiche personalizzate
Scritto da
Precisione JS
Pubblicato
Jul 11 2026
Stampi per iniezione
Seguici
La progettazione complessa di stampi con sottosquadro rimane ancora l'area più difficile nell'ingegneria degli stampi a iniezione. Infatti, ogni caratteristica di sottosquadro aumenta il costo dello stampo del 15%-40% e prolunga i tempi di consegna di 2-4 settimane. Al contrario, la maggior parte dei problemi riscontrati durante le revisioni DFM sono dovuti al fallimento dell'intervento CAD nella fase iniziale.
Questa guida, di JS Precision, distilla l'esperienza di progetti reali nei settori automobilistico, medico e industriale e presenta un percorso ingegneristico completo dalla classificazione dei sottosquadri alla selezione della soluzione e alla verifica DFM. Per poter utilizzare gli strumenti decisionali ingegneristici relativi al tuo investimento, puoi continuare a leggere qui.
Una rapida panoramica dei parametri principali della progettazione complessa di stampi a sottosquadro
Dimensione della valutazione
Dati chiave e conclusioni
Impatto sui costi sottoquotato
Un singolo sottosquadro aggiunge $ 2.000-$ 15.000 al costo dello stampo, con un aumento del 15%-40%
Classificazione della profondità
Livello 1 (rapporto profondità-diametro <0,25): semplice trazione laterale.
Livello 2 (0,25-0,5): sollevatore o nucleo pieghevole.
Livello 3 (>0,5): svitamento o espulsione in più fasi.
Limite scorrimento laterale
Efficace per sottosquadri esterni di profondità ≤6 mm, oltre tale limite considerare il sollevatore o il nucleo pieghevole.
Limite nucleo pieghevole
Gestisce sottosquadri interni con profondità ≤20 mm, adatti per geometrie interne inaccessibili.
Costo di svitamento
Il meccanismo di svitamento della filettatura costa $ 2.000-$ 5.000
Conclusioni principali
Puoi ridurre i costi degli stampi del 30%-50% se scopri rapidamente e sfrutta al meglio la progettazione delle parti sottosquadri durante la fase DFM del progetto.
La profondità del cursore laterale non deve superare i 6 mm e la profondità del collasso del nucleo non deve superare i 20 mm. Se questi valori vengono superati, è necessaria una soluzione speciale.
Per evitare guasti allo stampo di prova causati da una mancanza di corsa, la corsa del cursore deve essere determinata con l'equazione Corsa=D1,5+3 mm.
I materiali che si restringono meno sono i migliori per le caratteristiche di sottosquadro (ad esempio POM PBT). Se un materiale si ritira molto, è necessario aumentare gli angoli di sformo e anche ricalcolare le forze di rilascio.
Perché affidarsi al servizio di attrezzature per stampi a iniezione di JS Precision per la progettazione del meccanismo di rilascio del sottotaglio?
Con oltre 15 anni di esperienza pratica nello stampaggio a iniezione per i settori automobilistico e medico, il nostro team ritiene che un vero servizio end-to-end di stampi a iniezione in grado di affrontare la sfida della complessa progettazione di stampi con sottosquadro dovrebbe avere tre capacità: categorizzazione precisa dei sottosquadri, calcolo della corsa del meccanismo in base al volume e partecipazione tempestiva al DFM.
Esaminando i dati di diversi mesi di test sul processo di produzione, abbiamo scoperto che oltre il 60% dei fallimenti nelle prove di stampo con sottosquadro erano dovuti a calcolo inesatto della corsa o scelta sbagliata del meccanismo. È stato il problema principale che il team ha dovuto affrontare durante l'orario di lavoro reale.
La
ISO 20457:2018, Articoli in plastica, Tolleranze e accettazione delle parti stampate a iniezione, afferma chiaramente che le tolleranze dimensionali lineari per le parti stampate a iniezione di precisione dovrebbero essere intimamente abbinate ai limiti di un intervallo dimensionale e che l'adattamento dell'interferenza della linea di giunzione dovrebbe essere incluso nei parametri di accettazione.
Per rispettare questo requisito, abbiamo imposto il rapporto profondità/diametro tramite lo standard di classificazione, nonché la formula di calcolo della corsa = D×1,5 + 3 mm su ogni progetto di stampo sottosquadro.
In un progetto di alloggiamento di un sensore automobilistico, in base alla precedente prova dello stampo del cliente fallita a causa della mancanza di corsa del cursore laterale (solo 5 mm, mentre 9,75 mm era il requisito effettivo), si sono verificate una perdita di $ 18.000 e un tempo di consegna di 6 settimane. Attraverso la revisione DFM, abbiamo riprogettato lo stampo aumentando la corsa a 10 mm e trasformando il sottosquadro interno in un nucleo pieghevole a 6 lobi. La prova ha avuto successo al primo tentativo e il tasso di scarto è stato ridotto dall'8,5% allo 0,3%.
Desideri valutare i rischi della progettazione di stampi a sottosquadro? Contatta il nostro ingegnere per ottenere l'elenco di autocontrollo per la progettazione di stampi sottosquadro, che copre i calcoli della corsa, la selezione del meccanismo e la corrispondenza dei materiali.
Che cos'è la progettazione complessa di stampi con sottosquadro e perché determina il successo dello stampo?
La progettazione complessa dello stampo con sottosquadro rappresenta un tipo di sfida nello stampaggio a iniezione in cui alcune caratteristiche impediscono la rimozione diretta del prodotto attraverso la direzione di apertura dello stampo. In genere, queste caratteristiche sono fori laterali, filettature, bottoni a pressione, scanalature interne e sbavature. La loro presenza influisce direttamente sulla possibilità che lo stampo espelli il prodotto senza danni.
Sottosquadro significa interferenza meccanica
Il fatto principale: un sottosquadro non è una questione di difetto visivo ma meccanico. In genere, uno stampo a due piastre si apre separando le due metà e i perni di espulsione spingono la parte fuori dal nucleo. Tuttavia, se sono presenti sporgenze, rientranze o fori perpendicolari alla direzione di apertura, queste caratteristiche agiscono come blocchi, impedendo che la parte venga separata dall'acciaio dello stampo.
Risultato della forza di espulsione: se si tenta di espellere con forza la parte quando è presente un sottosquadro, la parte verrà danneggiata, lo stampo verrà rotto o entrambi.
Spiegazione tecnica: Il primo passo servizio di attrezzature per stampi a iniezione è riconoscere l'aspetto meccanico dei sottosquadri, rappresentano il bloccaggio meccanico tra la parte e lo stampo.
Panoramica dei quattro meccanismi di sformatura più diffusi
Slitte ad azione laterale: funzionano per sottosquadri esterni, profondità effettiva massima 6 mm.
Espulsori angolati: funziona per sottosquadri interni, angolo di inclinazione 5°-15°.
Nuclei pieghevoli: funziona per profondità di sottosquadro interne fino a ≤20 mm, rilascio di ritiro segmentato.
Meccanismi di rimozione della filettatura: funziona per elementi con filettatura, il prezzo è di 2.000-5.000.
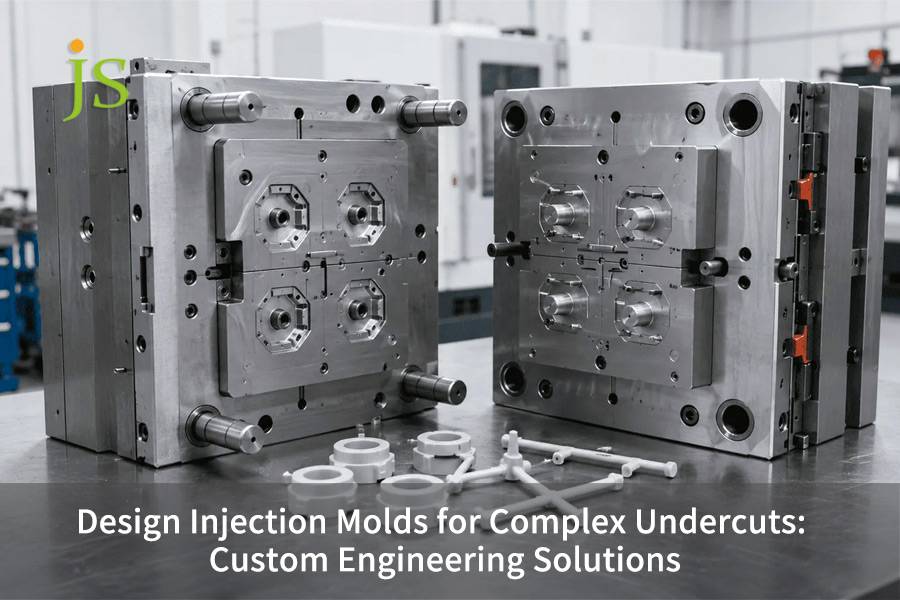
Figura 1: stampo a iniezione aperto con slitte ad azione laterale complesse e componenti di precisione.
In che modo le guide ad azione laterale risolvono i problemi di espulsione dei sottosquadri esterni?
Le slitte ad azione laterale sono il metodo scelto più frequentemente per gestire i sottosquadri esterni negli stampi. Un componente scorrevole fissato sul lato dello stampo si ritira orizzontalmente perpendicolarmente alla direzione di apertura dello stampo, in corrispondenza del bordo di apertura dello stampo, eliminando la sagoma in sottosquadro. È un buon modo per gestire i sottosquadri esterni di profondità 6 mm.
Principio di funzionamento della diapositiva ad azione secondaria
Fase di chiusura: Durante la chiusura dello stampo, la slitta viene diretta nella posizione della cavità dello stampo dal perno di guida angolato, creando la funzione di sottosquadro.
Fase di apertura dello stampo: una volta terminato lo stampaggio a iniezione e la parte è sufficientemente fredda, lo stampo inizia ad aprirsi. Il perno di guida angolato fa sì che il cursore si sposti all'indietro orizzontalmente lungo la scanalatura, in modo che il sottosquadro venga esposto prima che il perno di espulsione spinga fuori il pezzo.
Calcolo della corsa: per ogni 1 mm di profondità del sottosquadro su ciascun lato del cursore, ci sarà un margine di sicurezza di 3 mm. Per calcolare la quantità totale di corsa della corsa, la formula è: Corsa = D×1,5 + 3 mm.
Tre principali considerazioni sulla progettazione:
Requisiti di spazio: i sottosquadri devono essere posizionati sul lato esterno del componente, con spazio sufficiente per ritrarre completamente il cursore. Innanzitutto, quando si considerano le opzioni di stampaggio a iniezione sottosquadro, è necessario identificare lo spazio esterno attorno allo stampo.
Progettazione dell'angolo di sformo: progetta gli angoli di sformo su tutte le superfici interne della parte nella direzione del movimento del cursore per garantire che il cursore possa essere retratto senza problemi senza danni alla parte. La progettazione degli strumenti di iniezione del cursore laterale degli stampi di fornitura per parti complesse subisce un compromesso tra l'angolo di spoglia e la corrispondenza della corsa.
Impatto sui costi: ogni funzione aggiuntiva del cursore laterale aggiunge il 15%-20% al costo dello stampo. Fondamentalmente le guide di scorrimento laterali, essendo un'opzione preferita per i sottosquadri esterni, richiedono un calcolo accurato della corsa, qualsiasi stima sufficientemente vicina comporterà un fallimento dello stampaggio di prova.
Scarica la tabella dei parametri di progettazione delle diapositive ad azione laterale, che include un modello di calcolo della corsa e i valori dell'angolo di sformo consigliati per aiutarti a verificare rapidamente il tuo progetto.
Figura 2: componenti di stampi in acciaio inossidabile con cavità cilindriche e aste di precisione.
Qual è la differenza fondamentale tra sollevatori angolati e diapositive ad azione laterale?
Ciò che distingue i sollevatori angolati dalle guide di scorrimento laterali è la direzione in cui si muovono. Quando lo stampo si apre e la piastra di espulsione avanza, i sollevatori angolari non solo vanno su e giù ma si inclinano anche, motivo per cui il sottosquadro può essere rilasciato dall'interno verso l'esterno. Questo è il motivo per cui i sollevatori angolari vengono utilizzati per i sottosquadri interni (ad esempio: bottoni a pressione interni, sporgenze interne) mentre le guide di scorrimento laterali vengono utilizzate per i sottosquadri esterni.
Funzionamento e svantaggi dei sollevatori angolari
Meccanismo di movimento: i sollevatori angolari sono fissati sulla piastra di espulsione. Quando lo stampo viene aperto e la piastra di espulsione viene spinta in avanti per espellere il pezzo, il sollevatore angolato insieme alla piastra di espulsione si muove e scorre all'interno o all'esterno lungo la scanalatura di guida inclinata, rilasciando così il sottosquadro interno durante lo smontaggio.
Vantaggi principali: Ciò non richiede alcun azionamento idraulico o pneumatico aggiuntivo, il rilascio del sottosquadro avviene semplicemente mediante l'azionamento meccanico dell'apertura dello stampo.
Svantaggi tecnologici: tipicamente, l'angolo di inclinazione è compreso tra 5° e 15°. Se viene aumentata, ciò causerà un forte aumento dell'attrito durante lo scorrimento e una rapida usura dei componenti. Pertanto, soluzioni complesse di stampi devono essere progettate all'interno di questa gamma.
Tabella comparativa tra scorrimento laterale e sollevatore angolato
Dimensione di confronto
Diapositiva con azione secondaria
Sollevatore angolato
Posizione applicabile
Sottosquadri esterni
Sottosquadri interni
Direzione del movimento
Orizzontale, perpendicolare all'apertura dello stampo
Movimento combinato verticale + angolato
Metodo di guida
Perno angolare / cilindro idraulico
Movimento meccanico piatto espulsore
Limite di profondità
≤6mm
≤6mm (oltre questo utilizzare il nucleo pieghevole)
Limite angolo
Angolo del perno con angolo di 10°-25°
Angolo di sollevamento 5°-15°
Impatto sui costi
+15%-20% per diapositiva
+10%-15% per atleta
Il servizio di attrezzatura per stampi DFM richiede di garantire che l'angolo di sformo non sia inferiore a 5° durante la selezione, altrimenti potrebbe causare graffi, inceppamenti e usura prematura del meccanismo dello stampo.
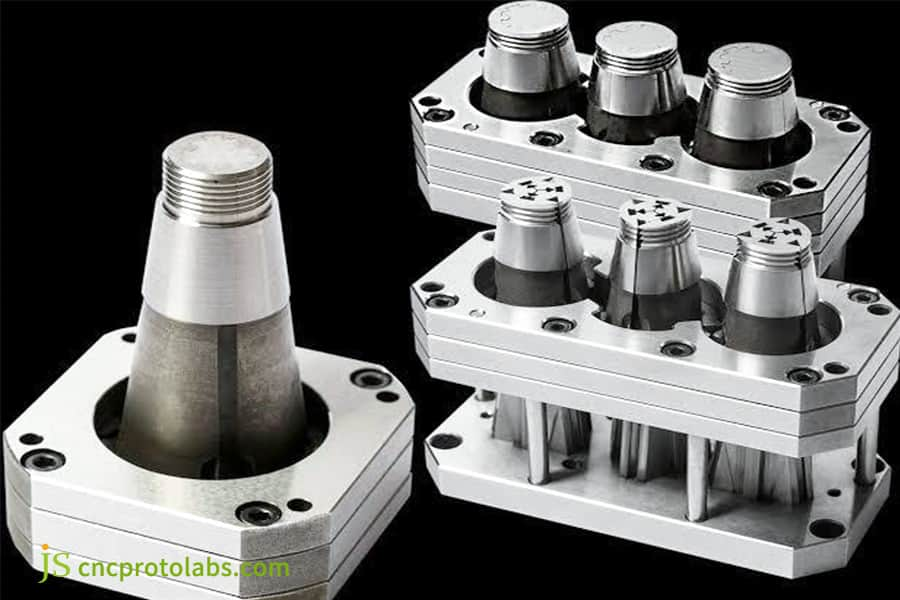
In che modo i nuclei pieghevoli gestiscono i sottosquadri interni più profondi di 6 mm?
I nuclei pieghevoli, che si contraggono radialmente verso l'interno durante l'espulsione, rilasciano sottosquadri interni e gestiscono sottosquadri fino a 20 mm di profondità. Quando l'accesso laterale non è possibile e la profondità del sottosquadro è superiore a 6 mm, i nuclei pieghevoli sono solitamente la soluzione da scegliere.
Principio di funzionamento principale pieghevole
Fase di stampaggio:
Un nucleo pieghevole è composto da petali centrali con segmenti che possono essere spostati e montati attorno a un mandrino conico centrale. Nel processo di stampaggio a iniezione, con il supporto del mandrino, i petali insieme formano una forma cilindrica o irregolare completa del nucleo e modellano le caratteristiche interne del sottosquadro.
Fase di espulsione:
In un primo momento, il mandrino centrale viene tirato nella direzione opposta. Quando i petali vengono contratti verso l'interno dalla forza delle molle o da macchinari. Il diametro esterno del nucleo ridotto radialmente è inferiore al diametro interno del sottosquadro, ovvero la parte può essere rimossa senza problemi.
Parametri tecnici principali:
Il numero tipico di segmenti è 4-12. Se ci sono più petali, ci sarà un restringimento maggiore, ma anche una struttura più complicata. Una progettazione complessa di stampi a sottosquadro dovrebbe trovare un equilibrio tra questi fattori.
Considerazioni sulla progettazione del nucleo pieghevole:
Tratto di restringimento: dovrebbe essere maggiore della profondità del sottosquadro.
Diametro applicabile: normalmente i nuclei pieghevoli sono adatti per raccordi per tubi con diametro inferiore a 90 mm, i diametri maggiori necessitano di un design speciale.
Selezione del materiale: è necessario utilizzare materiali a basso ritiro come POM e PBT in modo che le dimensioni non cambino. L'ottimizzazione della progettazione degli stampi a iniezione nelle soluzioni con nuclei pieghevoli dovrebbe considerare il numero di lembi rispetto alla quantità di ritiro.
Costi di manutenzione: il costo di manutenzione per le anime pieghevoli è in genere superiore del 30%-50% rispetto a quello delle anime scorrevoli lateralmente perché la sostituzione delle alette o le superfici di rimolatura sono necessarie regolarmente.
Per riassumere, i nuclei pieghevoli sono l'unica soluzione praticabile se si vuole lavorare con sottosquadri interni profondi, ma comportano maggiori investimenti in manutenzione.
Figura 3: nuclei metallici pieghevoli per applicazioni di stampaggio a sottosquadro interno.
Quali sono i principi di progettazione e le componenti di costo degli stampi svitabili?
Gli stampi svitanti convertono il movimento della macchina per lo stampaggio a iniezione quando lo stampo viene aperto nell'esatto movimento rotatorio dell'anima, consentendo così la rimozione automatica del filo. Il costo tipico di un meccanismo di svitamento della filettatura va da $ 2.000 a $ 5.000 che in realtà è la più alta delle quattro alternative, ma è allo stesso tempo quella più affidabile in termini di qualità della filettatura.
Principio di funzionamento dello stampo svitante
Metodo di trasmissione: i metodi di trasmissione tipicamente utilizzati includono meccanismi a cremagliera, motori idraulici e azionamenti di servomotori. I requisiti di precisione della filettatura determinano il metodo di trasmissione per il servizio di progettazione di stampi a iniezione personalizzati.
Tempismo dell'azione: il nucleo inizia a ruotare (solitamente 720° per completare il disimpegno completo della filettatura), mentre il nucleo si ritrae gradualmente all'indietro per ridurre l'usura tra i metalli.
Applicazioni multi-cavità: Utilizzando stampi multi-cavità, l'idea di utilizzare lo svitamento della cavità da 1 a 96 può essere realizzata, ma il meccanismo da costruire diventa sempre più complicato con ogni nuova filettatura funzionalità.
Tre grandi sfide progettuali
Calcolo esatto del sistema di trasmissione: il numero di rotazioni deve corrispondere esattamente al numero di denti della filettatura.
Monitoraggio molto attento dei tempi di movimento: Le azioni di rotazione e retrazione devono essere perfettamente sincronizzate.
Scelta dei materiali: gli ingranaggi e le cremagliere devono essere di altissima resistenza e altamente resistenti all'usura.
Per le filettature esterne su parti di piccole dimensioni poco profonde, a volte è possibile utilizzare un metodo di rilascio forzato manuale in soluzioni complesse di attrezzature per stampi, eliminando così la necessità del meccanismo di svitamento dedicato.
Come selezionare il meccanismo di espulsione corretto in base al rapporto profondità/diametro del sottosquadro?
Secondo i progettisti di stampi a iniezione, i sottosquadri possono essere suddivisi in tre livelli in base al rapporto profondità/diametro dell'elemento. Il livello 1 (<0,25) si riferisce all'uso di semplici perni guida a trazione laterale o angolati. Il livello 2 (0,25-0,5) richiederebbe espulsori angolati o nuclei pieghevoli. Il livello 3 (>0,5) richiederebbe un meccanismo di avvitamento o svitamento o un sistema di espulsione a più stadi.
Standard di classificazione a tre livelli per i sottosquadri
La
ISO 294-3:2020 richiede: le condizioni di processo dell'area della linea di giunzione e la distanza dal cancello alla linea di giunzione devono essere parametri controllati per la preparazione del campione, altrimenti i dati di resistenza alla trazione non possono essere confrontati.
Per soddisfare questo standard, utilizziamo innanzitutto il calcolo del rapporto profondità/diametro per decidere la selezione per ciascun progetto di sottosquadro, dimenticando l'esperienza come primo passo.
Livello
Rapporto profondità-diametro
Meccanismo consigliato
Impatto sui costi
Livello 1
<0.25
Semplice estrazione laterale, perno ad angolo
+10%-15%
Livello 2
0,25-0,5
Sollevatore, nucleo pieghevole
+15%-25%
Livello 3
>0,5
Svitamento, espulsione in più fasi
+25%-40%
Metodo in cinque passaggi per la decisione di selezione
Misura profondità e diametro: prendi misurazioni precise delle dimensioni del sottosquadro.
Determina il rapporto profondità-diametro: applica la formula Rapporto=Profondità/Diametro per scoprire il livello come classificazione a tre livelli.
Riconosci il tipo di meccanismo: in base al livello, scegli il meccanismo pre-approvato.
Valutare l'effetto sui costi: il costo aggiuntivo per due sottosquadri semplici è circa il 50% rispetto a quello di un singolo sottosquadro, più di due sottosquadri aumentano il costo dello stampo del 100%-200%.
Non sei sicuro a quale livello appartiene il tuo undercut? Scarica la tabella decisionale per la classificazione e la selezione dei sottosquadri, inserisci la profondità e il diametro e corrisponderà automaticamente ai meccanismi consigliati.
In che modo la selezione del materiale influisce sulla progettazione dell'espulsione del sottosquadro?
Il tasso di ritiro del materiale determina principalmente lo spazio effettivo tra la parte e il nucleo durante la sformatura sottosquadro, influenzando la forza di sformatura e selezionando indirettamente il meccanismo di sformatura. Il materiale a basso ritiro è la scelta, come POM (tasso di ritiro 1,5%-2,5%), PBT (1,5%-2,5%) per la progettazione di elementi sottosquadro.
L'influenza del tasso di ritiro sulla forza di sformatura
Differenze del tasso di restringimento: La differenza massima del tasso di restringimento tra diverse resine è 5 volte ad es. per POM a basso ritiro (1,5%-2,5%) rispetto a PP ad alto ritiro (1,5%-3,0%), PA (0,5%-2,5%). Il servizio di attrezzature per stampi a iniezionedeve variare i parametri di progettazione in base al tasso di restringimento.
Forza di serraggio: maggiore è il tasso di ritiro, maggiore è la forza di serraggio parziale sul nucleo dopo il raffreddamento, maggiore è la resistenza alla sformatura.
Tassi comuni di ritiro delle plastiche tecniche e raccomandazioni sull'angolo di sformo
Materiale
Tasso di restringimento
Angolo di sformo consigliato (esterno)
Angolo di sformo consigliato (interno/sottosquadro)
POM
1,5%-2,5%
1°-2°
2°-3°
PBT
1,5%-2,5%
1°-2°
2°-3°
PA66
0,5%-2,5%
1°-3°
3°-5°
PP
1,5%-3,0%
2°-3°
3°-5°
PA66-GF30
0,2%-0,7% (anisotropo)
2°-4°
4°-6°
Il servizio di progettazione di stampi a iniezione personalizzati si occupa di una significativa anisotropia dei tassi di ritiro nei materiali caricati con fibra di vetro pertanto tali fattori dovrebbero essere gestiti con molta attenzione. È necessario prestare particolare attenzione all'effetto dell'orientamento delle fibre sulla forza di sformatura se si utilizza la sformatura a sottosquadro.
Figura 4: componenti assortiti in plastica e metallo, inclusi tubi e ingranaggi.
In che modo JS Precision elimina i rischi di sottosquadro attraverso l'analisi DFM prima della produzione dello stampo?
Il servizio di utensili per stampi DFM di JS Precision individua e rimuove i rischi di sottosquadro prima della produzione dello stampo con una procedura di controllo del sottosquadro in 4 fasi. Il problema di oltre il 60% dei problemi di sottosquadro nelle revisioni DFM avrebbe potuto essere evitato se si fosse intervenuto tempestivamente sulla progettazione CAD.
Procedura di controllo in quattro fasi DFM
Determinazione della linea di divisione e della direzione di espulsione: Nel modello CAD 3D, la posizione della linea di divisione e la direzione di espulsione della parte devono essere definite con precisione. Questo deve essere preso come riferimento per determinare tutti i potenziali sottosquadri.
Controllo dell'angolo di sformo: angolo di sformo minimo di 2° per pareti esterne e angolo di sformo minimo di 3° per pareti interne ed elementi con sottosquadri. Per le superfici strutturate aggiungere un angolo di sformo di 1°-2° per 0,025 mm di profondità della struttura.
Revisione delle aree di sottosquadro una superficie alla volta: ogni superficie di sottosquadro identificata dal software DFM porta gli ingegneri a pensare a tre possibilità: è possibile eliminare il sottosquadro aumentando l'angolo di sformo? È possibile rimuoverlo modificando la linea di giunzione? La presenza della funzionalità è davvero necessaria?
Selezione del meccanismo per i sottosquadri rimanenti: se un sottosquadro può essere eliminato con i primi tre metodi sopra indicati, pianificare il tipo e il numero del meccanismo in dettaglio e includere questi meccanismi nella stima dei costi dello stampo. Se ciò non è possibile procedere con altri sottosquadri.
Valore DFM in numeri
Riducendo la possibilità di rilavorazione dopo la produzione dello stampo, l'ottimizzazione della progettazione dello stampo a iniezione è possibile grazie alla simulazione di riempimento Moldflow, portando a una riduzione del rischio di oltre il 60%. L'intervento di DFM nelle prime fasi di progettazione può evitare il 30% e fino al 50% dei costi dello stampo.
In che modo JS Precision ha risolto il complesso problema dello stampo con sottosquadro per l'alloggiamento di un sensore automobilistico?
Difficoltà del cliente
In precedenza il cliente aveva ordinato a un'altra azienda di stampaggio a iniezione la realizzazione di questo prodotto, ma lo stampaggio di prova iniziale non ha avuto successo. La mancanza di una corsa sufficiente dei cursori esterni ha fatto sì che la parte rimanesse bloccata nello stampo e non potesse essere espulsa. Dopo un'espulsione forzata, la parete laterale del pezzo si è strappata. Oltre a perdere $ 18.000 per lo stampo, il cliente ha anche perso un tempo di consegna di 6 settimane prima di rivolgersi a JS Precision con i disegni 3D aggiornati.
Soluzione di precisione JS
Valutazione DFM
Sono stati rilevati due difetti principali: la profondità del sottosquadro del foro laterale esterno era di 4,5 mm, mentre la corsa della slitta dello stampo originale era di soli 5 mm. In base all'equazione Corsa = D×1,5 + 3 mm, la corsa necessaria è 9:75 mm, il rapporto profondità-diametro del sottosquadro della scanalatura interna era 0:42 (Livello 2) e il progetto originale utilizzava erroneamente un eiettore inclinato anziché un nucleo pieghevole.
Modifica del design
La corsa esterna della slitta da 5 mm è stata modificata a 10 mm (è stato aggiunto anche un margine di sicurezza di 0,25 mm). Di conseguenza, la lunghezza della scanalatura della guida di scorrimento è stata estesa. Invece di un eiettore interno inclinato, è stato scelto un nucleo pieghevole a 6 lobi, consentendo al mandrino centrale di percorrere 12 mm e alla parte sottosquadro di 8 mm di staccarsi senza problemi.
Convalida Moldflow
Si è scoperto che il tasso di ritiro del materiale PA66-GF30 nella regione del sottosquadro è dello 0,5% - 0,7%, il che significa che il valore di progetto della corsa di ritiro del nucleo di collasso ha un margine sufficiente.
Acciaio e Trattamenti Termici
Il cursore e le alette del nucleo dei nuclei pieghevoli sono realizzati in acciaio per utensili H13 e temprato a 48 - 50 HRC, la durata dello stampo è di almeno 500.000 cicli.
Stampaggio e ottimizzazione di prova
Il primo stampaggio di prova si è rivelato abbastanza soddisfacente, ad eccezione di un piccolo ritardo nel movimento di ritorno delle alette del nucleo pieghevole. Questo problema è stato completamente eliminato quando il ritorno a molla delle alette è stato modificato da una molla singola a due molle parallele.
Lezioni apprese dal fallimento:
Il calcolo della corsa del cursore deve essere basato esattamente su una formula: D x1,5 + 3 mm, qualsiasi tipo di ipotesi causerà il fallimento dello stampaggio di prova.
La classificazione del sottosquadro non si basa su un'ipotesi (gli anni di una persona) ma su un calcolo matematico del rapporto profondità/diametro.
La direzione delle fibre di vetro in PA66-GF30 ha una grande influenza sull'usura dei lembi del nucleo pieghevole. Dopo 500 cicli di stampaggio di prova sono state riscontrate lievissime tracce di usura sulla superficie dei segmenti della valvola. La superficie del segmento della valvola è stata rivestita con DLC (carbonio simile al diamante) e questo ha risolto il problema.
Risultato finale
Il costo totale dello stampo ammontava a $ 42.000 (inclusi due meccanismi di sottosquadro). Il tempo necessario per la consegna dello stampo è stato di 8 settimane. Lo stampaggio di prova è stato eseguito correttamente al primo tentativo e finora lo stampo ha funzionato senza problemi nello stabilimento del cliente per oltre 300.000 cicli, riducendo così il tasso di scarto dall'8,5% della soluzione originale a solo lo 0,3%.
La chiave per implementare con successo soluzioni complesse di attrezzature per stampi non è tanto la risoluzione miracolosa dei problemi, ma l'impostazione di metodi di ingegneria ripetibili.
Anche il tuo progetto di stampo sottosquadro potrebbe avere margini di ottimizzazione simili. Carica i tuoi disegni 3D (STEP/IGS) e ricevi un rapporto di valutazione DFM gratuito entro 48 ore, inclusa l'identificazione dei sottosquadri, la stima dei costi e i consigli sui meccanismi.
Perché scegliere JS Precision come partner per la progettazione di stampi a sottosquadro complessi?
Scegliendo JS Precision otterrai un team di ingegneri che sono i maestri dello stampaggio a iniezione. Non utilizziamo la nostra esperienza per fare supposizioni, ciò che conta qui è il background tecnico dello stampo di progettazione sottosquadro. Attraverso l'analisi DFM, la simulazione Moldflow e calcoli tecnici precisi, forniamo soluzioni collaudate e complesse di progettazione di stampi con sottosquadro.
Competenze principali
Capacità ingegneristiche:
Il nostro team applica un sistema di classificazione a tre livelli per il rapporto profondità/diametro per guidare il processo di selezione dei componenti. Calcolo della corsa del cursore = D×1,5 + 3 mm. La simulazione del ritiro Moldflow viene utilizzata per garantire che il restringimento rientri nei limiti del sottosquadro. Il trattamento termico dell'acciaio per utensili è controllato al livello di precisione di 1 HRC.
Processo di servizio:
Forniamo report gratuiti di analisi DFM e prezzi dettagliati dei costi del meccanismo di sottosquadro in modo trasparente. Inoltre, i nostri ingegneri clienti sono completamente integrati con i nostri ingegneri progettisti di stampi.
Garanzia di qualità:
Più di 500 corse di verifica degli stampi di prova vengono eseguite prima della spedizione e le accompagniamo con il rapporto completo sullo stampaggio di prova e il video clip di rilascio. Inoltre la durata del nostro stampo è garantita per almeno 500.000-1.000.000 di cicli.
Domande frequenti
D1: Quando è possibile evitare completamente i sottosquadri senza meccanismi speciali?
Spostando la linea di giunzione, i sottosquadri possono essere rilasciati dagli stampi come superfici sformabili naturali senza dover aggiungere ulteriori dispositivi di sformatura. In alcuni casi di elementi sottosquadro non funzionali, anche l'eliminazione tramite progettazione diretta è un metodo di ottimizzazione efficace che consigliamo nella nostra revisione DFM come una delle modifiche prioritarie a basso costo da eseguire.
D2: Le slitte ad azione laterale e i sollevatori angolari sono elementi intercambiabili in uno stampo?
La combinazione di slitte ad azione laterale e sollevatori angolari in uno stampo è del tutto possibile. Dopo l'apertura e la retrazione dello stampo, le slitte ad azione laterale rilasciano i sottosquadri esterni. Nel frattempo, sollevatori angolari liberano i sottosquadri interni durante la fase di espulsione. Controlleremo due volte la sequenza operativa nella simulazione del movimento per prevenire qualsiasi possibilità di interferenza del meccanismo.
D3: Gli elementi con sottosquadro profondi più di 6 mm sono sicuramente irrealizzabili con lo scorrimento laterale?
È pratica comune non considerare le slitte ad azione laterale quando si progettano sottosquadri più profondi di 6 mm. La chiusura forzata distorcerebbe i perni guida angolati e creerebbe resistenza alla sformatura. Anche con componenti più grandi che possono essere utilizzati e che aumentano i costi e i tassi di guasto, questa è ancora la migliore alternativa rispetto all'utilizzo delle guide ad azione laterale per tali funzionalità. Più affidabile e sicuro è l'uso combinato di nuclei pieghevoli e sollevatori angolari.
D4: Dal punto di vista dei costi di manutenzione, quanto aumenta il nucleo pieghevole rispetto allo scivolo ad azione laterale?
Il costo di manutenzione del nucleo pieghevole è superiore di circa il 30%-50% rispetto alle guide ad azione laterale. I complicati componenti di precisione multilobati sono altamente sensibili alle sollecitazioni meccaniche e le loro prestazioni si degradano rapidamente, comportando la necessità di frequenti riparazioni, sostituzioni e, ovviamente, rettifica delle parti. Otteniamo una maggiore durata grazie all'uso di acciaio di alta qualità e un adeguato trattamento termico.
D5: Quali sono le restrizioni sulla progettazione dello stampo con sottosquadro causate dai materiali con riempimento in vetro (ad esempio PA66 - GF30)?
È noto che i materiali caricati con fibra di vetro provocano ritiri molto diversi lungo le direzioni del flusso e del flusso trasversale. Questi anisotropi causano lo sviluppo di una grande variazione di stress nelle regioni sottosquadro dopo la sformatura. Utilizziamo l'analisi di simulazione Moldflow dell'orientamento e della distribuzione delle fibre di vetro per ottimizzare con precisione la struttura dello stampo dei parametri di sottosquadro e di sformatura in particolare della zona di sottosquadro.
D6: Qual è esattamente il contenuto e la portata del servizio di utensili per stampi DFM di JS Precision?
L'ambito e il contenuto del nostro servizio di utensileria per stampi DFM comprendono il layout della linea di giunzione, l'analisi dell'angolo di spoglia standard, la revisione del livello di sottosquadro, la valutazione dei costi della parte meccanica dello stampo e la verifica della simulazione del flusso dello stampo. Esaminiamo gli errori di progettazione, scopriamo i problemi di progettazione e redigiamo un rapporto scritto in modo professionale per i nostri clienti in tempi straordinari entro soli 3, 5 giorni dalla ricezione del lavoro.
D7: A quali settori JS Precision ha realizzato con successo progetti complicati di stampi a sottosquadro?
Abbiamo molta esperienza nel settore delle apparecchiature industriali medicali automobilistiche e dell'elettronica di consumo, abbiamo portato a termine centinaia di sofisticati progetti di stampi a sottosquadro, seguendo tutte le procedure standardizzate dalla fase di progettazione DFM fino alla verifica della simulazione e alla fase di produzione di massa di prova in modo da garantire sempre il massimo livello di qualità e stabilità dello stampo su tutta la linea.
D8: Come posso ottenere un preventivo su un'attrezzatura per stampi a sottosquadro da JS Precision?
Ottieni un preventivo esatto inviandoci modelli 3D in formato STEP e IGS, nonché disegni tecnici 2D che contengono informazioni sui materiali e sulla domanda annuale. Ti inviamo un rapporto DFM dettagliato che elenca i costi del meccanismo di sottoquotazione e fornisce prezzi completamente aperti senza commissioni nascoste entro 5 giorni lavorativi.
Riepilogo
Un fattore importante nel prendere decisioni sulla progettazione complessa di stampi con sottosquadro sono i dati tecnici, non l'esperienza o l'intuizione. Sono consigliati i cursori laterali per sottosquadri esterni fino a 6 mm, e le anime abbattibili per quelli interni fino a 20 mm. Il costo di un meccanismo di rilascio del filo è compreso tra 2.000 e 5.000 e un intervento tempestivo tramite DFM potrebbe far risparmiare fino al 30%-50% sui costi dello stampo. Gli standard di classificazione del rapporto tra profondità e diametro, la formula di calcolo della corsa del cursore (corsa = D×1,5 + 3 mm), nonché la forza di sformatura influenzata dal ritiro del materiale, costituiscono insieme un sistema decisionale basato su cifre e fatti per decidere quale stampo a sottosquadro è necessario.
Carica i dettagli della tua parte su JS Precision e riceverai un'analisi DFM gratuita. JS Precision individua, quantifica e suggerisce soluzioni per ciascuna caratteristica di sottosquadro prima della produzione dello stampo, il tuo prossimo progetto complesso di stampo a sottosquadro avrà sicuramente successo fin dalla fase di bozza.
Esonero di responsabilità
I contenuti di questa pagina sono solo a scopo informativo. Per JS Precision Services, non ci sono dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, completezza o validità delle informazioni. È responsabilità dell'acquirente identificare i requisiti tecnici specifici e richiedere un preventivo formale per le parti. Vi preghiamo di contattarci per ulteriori informazioni.
Team JS Precision
soluzioni di produzione personalizzate. Con oltre 15 anni di esperienza al servizio di più di 1.000 clienti, siamo specializzati nella lavorazione CNC, fabbricazione di lamiere, 3D stampa, stampaggio a iniezione e stampaggio di metalli. Avendo consegnato con successo oltre 300.000 parti di precisione, manteniamo un tasso di consegna puntuale del 99,2% per tutti i progetti personalizzati.
La nostra struttura è dotata di oltre 100 centri di lavoro a 5 assi all'avanguardia ed è certificata ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti B2B in 150 paesi. Che tu abbia bisogno di prototipi in piccoli volumi o di personalizzazione su larga scala, supportiamo il tuo progetto con tempi di consegna fino a 24 ore. Scegli JS Precision per efficienza, qualità e professionalità senza precedenti.
Per saperne di più o inviare la tua richiesta di offerta, visita il nostro sito web: www.cncprotolabs.com